Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Improvements of Tribological Conditions 357
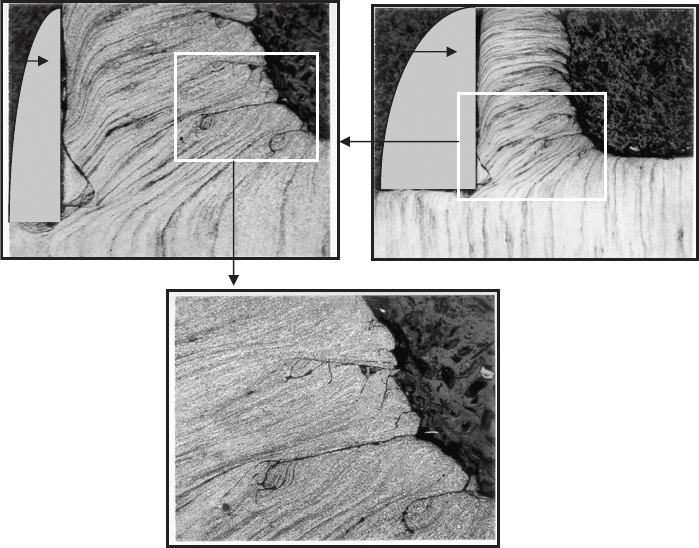
Fig. 6.10. Quick-stop micrograph of partially formed chip showing great number of surface cracks.
Work material – AISI steel 4340. Etched with 10 ml Nital and 90 ml alcohol.
molecular bonding in this material. Experience [45] shows that for a majority of the
materials used in the industry, a noticeable reduction of the strength occurs when the
energy of surface interaction reaches 50–100 kJ/mol.
Lowering the surface energy of a solid leads to alternation of its mechanical properties
which can be achieved as a result of adsorption, chemisorption, surface electrical polar-
ization, surface chemical reactions, etc. Understanding the physiochemical processes
listed is of vital importance for the metal cutting tribology, development and application
of cutting fluids because the course of these processes in each particular case of machin-
ing defines to a large extent the resistance of the work material to cutting. On the other
hand, however, these processes correlate with tribological processes at the tool–chip and
tool–workpiece interfaces as far as they reduce the energy spent in cutting. Because
a detailed explanation of the nature of the Rebinder effect is a subject of a book on
applied physics, only a short description of some of the processes involved in this effect
is provided, accounting for the objective of this book.
Physical adsorption (physisorption) is adsorption in which the forces involved are inter-
molecular forces (van der Waals-type forces) of the same kind as those responsible for
358 Tribology of Metal Cutting
the imperfection of real gases and the condensation of vapors, and which do not involve
significant change in the electronic orbital patterns of the species involved. Physical
adsorption reduces strain and stress at fracture as well as strain hardening of solids.
Calculations [45] show that maximum reduction of the surface energy of a solid due
to physical absorption does not exceed 10% for common metals. This is because large
organic molecules of surface-active agents (SAA) cannot penetrate deep enough into
microscopic surface cracks and thus their action is limited by a molecular layer of
SAA. However, the adsorption of organic SAA can lower the fracture strength of solids
having low bonding energy, i.e. low melting temperature metals, some ionic crystals
and polymers.
Physical adsorption of SAA is widely used in deforming processes where no fracture
takes place so the molecular layer of SAA leads to greater plasticity of the surface layer
that is extremely important due to high contact friction. In metal cutting, where fracture
should take place, the conditions of deformation and fracture are much more severe
so physical adsorption cannot be considered as a decisive factor in lowering the work
material resistance.
Chemical adsorption (chemisorption) is adsorption in which the forces involved are
valence forces of the same kind as those operating in the formation of chemical com-
pounds. Chemisorption can be considered as a chemical bond, involving substantial
rearrangement of electron density, which is formed between the absorbate and the sub-
strate. The nature of this bond may lie anywhere between the extremes of vitally complete
ionic or complete covalent character [55,56]. This process is much more desirable in
metal cutting. As discussed in Chapter 1, fracture occurs in each chip formation cycle
so new juvenile surfaces are formed. Atoms on such surfaces are chemically active
and can chemically react with molecules of organic SAAs contained in the cutting
fluid. Because the energy of surface interaction due to chemisorption reaches dozens
or even hundreds of kJ/mol, the free surface energy reduces substantially. Chemisorp-
tion processes often include mechanochemical processes resulting in the formation of
reactive radicals. This takes place due to the electrons emitted from fresh surfaces
and/or due to cathodic decomposition of organic molecules at the newly formed juvenile
surfaces.
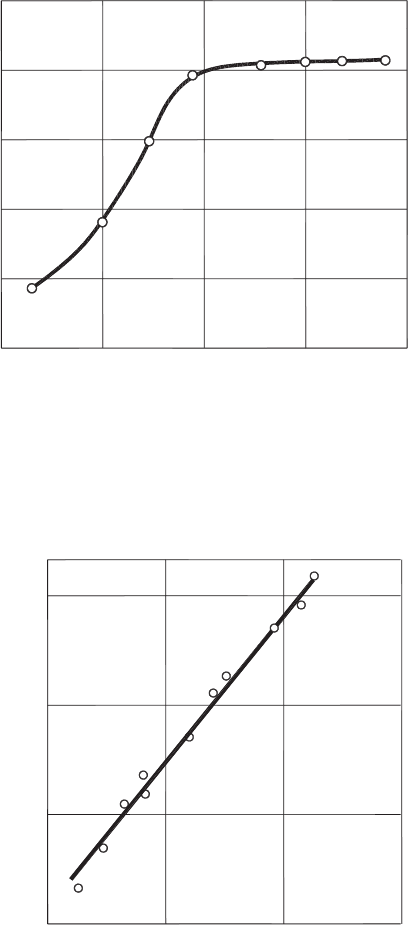
When chlorine- and iodine-substituted organic SAAs are used as additives in cutting
fluids, the nature of formation of active agents is different. The influence of halogen-
substituted compounds on the cutting process is shown in Fig. 6.11. The efficiency of the
cutting fluid compared to dry cutting was judged by an increase in the cutting feed under a
given feed force, i.e. K
f
= ((f
cf
−f
dr
)/(f
cf
))100%, where f
cf
is the feed achieved with
the cutting fluid and f
dr
is the feet under dry cutting. As seen in Fig. 6.11, the maximum
efficiency of the cutting fluid is achieved only when the feed force F
ax
exceeds a certain
critical value. The critical value of F
ax
depends on the chemical structure of a molecule
of SAA added to the cutting fluid.
Figure 6.12 shows that, under constant cutting speed, the values of F
ax
correlates linearly
with the energy U
f
required for breaking carbon–halogen bonds (by the radical mecha-
nism). Calculations [45] show that when the critical F
ax
is achieved, the stresses in the
deformation zone become great enough to destruct SAA molecules. In other words, the
Improvements of Tribological Conditions 359
20
220
F
ax
(N)
200
180
160
40
60
80
K
f
(%)
Fig. 6.11. Influence of feed force (F
ax
) on relative cutting feed (K
f
). Longitudinal turning, work
material – AISI steel 1045, cutting speed ν = 2.9 ×10
−3
m/s, depth of cut d
w
= 0.8 mm, cutting
fluid – alpha-tosyl-l-lysine chloromethyl ketone (TLCK).
30
50
295195
90
70
U
f
(kCal/Mole)
F
ax
(N )
Fig. 6.12. Influence of axial force (F
ax
) on destruction energy (U
f
) of the cutting fluid molecules.
Longitudinal turning, work material – AISI steel 1045, cutting speed ν = 2.9×10
−3
m/s, depth of
cut d
w
= 0.8 mm, active agents – tetrachloride, chloroform, iodine, methylene iodine, chloroform,
methylene chloride, benzyl chloride and benzyl iodide.
360 Tribology of Metal Cutting
critical stress activates mechanochemical processes that result in the formation of reactive
radicals, which lower the energy of deformation and fracture of the work material. The
occurrence of the mechanochemical process discussed and chemisorption interactions
explains the efficiency of some organic fluids (as oleic acid, carbon tetrachloride) as well
as organic acids, sulfur, iodine, phosphorous and chorine compounds as widely used
additives to cutting fluids.
Formation of surface compounds is very close to chemisorption by the character and
intensity of energy interactions. As a result of relatively low-energy chemical reactions
they undergo exchange, oxidation–reduction and form of coordinated compounds. Nor-
mally it is sufficient that the free energy of reaction reaches 50–100 kJ/mol. Any further
intensification of such a reaction does not lead to improvements in machining because the
active particles (atoms, ions and molecules) firmly bond to the surface loosing mobility
and in-depth penetration ability. For example, when drilling nickel having a free sur-
face energy of only 63 kJ/mol, the strongest influence is shown by mercury chloride and
iodine–ethanol solution (Table 6.6). When machining quartz, the strongest influence is
shown by base solutions and aqueous solutions of hydrofluoric acid. When machining
aluminum oxide ceramics, non-organic salts showed the best result.
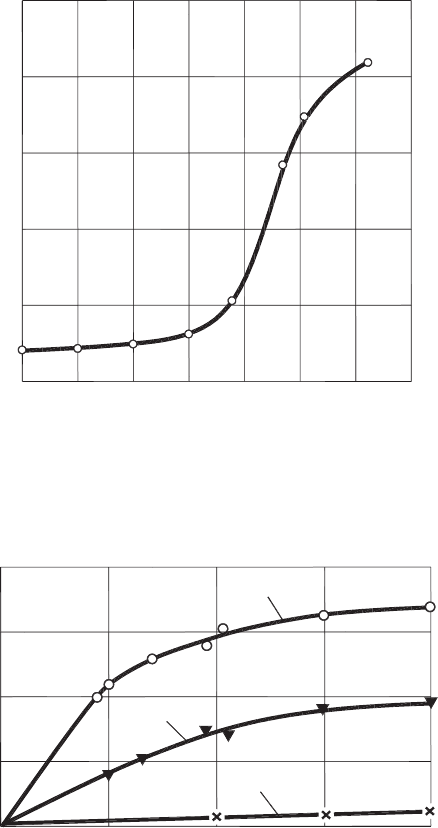
To achieve the strongest effect, high concentrations of active additives are needed. When
drilling nickel, the maximum effect was observed when a 20% concentration of iodine
in ethanol was used. However, to achieve the cutting feed lower only by 20%, compare
the maximum achieved at that concentration, an order lower concentration of iodine is
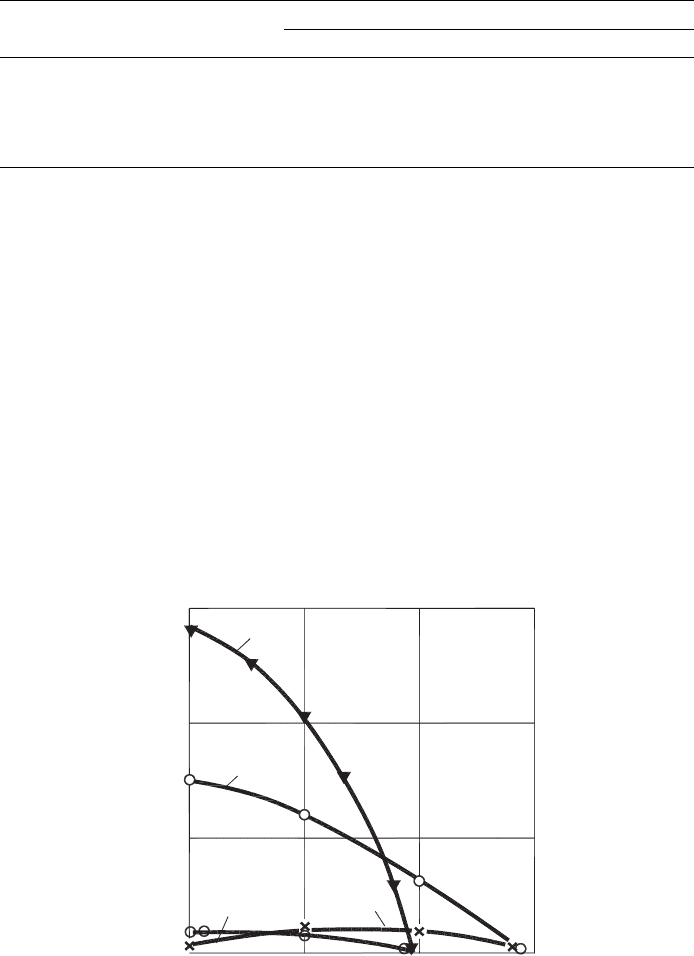
sufficient as it follows from Fig. 6.13.
Copper–ammonium complexes can significantly reduce the surface energy. For exam-
ple, its application resulted in a 3-fold increase in the allowable cutting feed in the
drilling of alloyed α-brass due to the following low-energy chemical reaction: Cu +
[Cu(NH
3
)
4
]
2+
=2[Cu((NH
3
)
2
]
+
. The maximum effect of copper–ammonium complexes
depends on their concentration and on particular cutting conditions. Figure 6.14 shows
that the effect of application of a copper–ammonium complex in drilling begins to appear
only under certain concentrations and, moreover, this effect depends on the force applied
to the drill.
Table 6.6. Influence of various media on the cutting feed in drilling of nickel.
Medium Active additive
concentration (mol/l)
Cutting feed (mm/s) Improvement
f
cf
−f
dr
f
dr
×100%
No cutting fluid
(
f
dr
)
With cutting fluid
f
cf
Water – 0.18 0.21 16
Ethanol – 0.18 0.20 11
Solution of I
2
in ethanol
1 0.16 0.53 230
Aquatic solutions:
Hg(NO
2
)
2
0.5 0.18 0.17 −5
HgCl
2
0.2 0.20 0.75 275
HCl 1 0.12 0.12 8
Improvements of Tribological Conditions 361
50
0
100
−5 −4
−3 −2 −10 1
150
200
logC
cf
K
f
(%)
Fig. 6.13. Influence of active agent concentration (C
cf
) on relative cutting feed (K
f
) for iodine
solution in ethanol. Drilling high nickel alloy, the applied axial force F
ax
= 150 N.
105
300
015
200
100
3
2
1
C
cf
(%)
K
f
(%)
Fig. 6.14. Influence of concentration (C
cf
) of copper–ammonium complex on relative cutting feed
(K
f
) in drilling α -brass. The applied axial force: (1) 120 N, (2) 180 N and (3) 240 N.
Copper–ammonium complexes have even more pronounced effect in machining difficult-
to-machine high nickel alloys, for example in machining Nitinol (composed of a nearly
equal mixture of nickel (55 wt%) and titanium). In this case, the use of copper–ammonium
complex [Cu(NH
3
)
4
(H
2
O)
2
]
2+
resulted in many fold increase in the allowed cutting feed
and in significant reduction in the specific work of drilling when the optimum cutting
conditions are used (Table 6.7). High effectiveness of this complex is due to low-energy
362 Tribology of Metal Cutting
Table 6.7. Influence of various media on the drilling parameters. Work material – Nitinol.
Drilling parameter Medium
Air Water soluble oil Oleic acid Tetraammonium
Cutting feed (f × 10
4
(sm/s)) 1.73 5.333
Drilling torque (M
dr
×10
6
(N/sm)) 35 20 3.111.1
Specific work of drilling
(W
dr
×10
−2
(J/sm
3
))
98 29 2.71.5
Effectiveness compared to air 1.03.436 65
chemical reaction:
Ni +2[Cu(NH
3
)
4
(H
2
O)
2
]
2+
= Ni
2+
+2Cu + 8NH
2
+4H
2
O.
In the case considered as well as in the above-considered case of drilling brass, the
effectiveness of copper–ammonium complexes depends on the machining regime under
given tool geometry which defines the cutting force. As follows from the data presented
in Fig. 6.15, the maximum effectiveness is achieved under a certain axial force (and thus
the cutting force) in drilling.
Some important conclusions can be drawn from the consideration of the Rebinder effect
as applied to the actions of cutting fluids in metal cutting:
• The efficiency of a particular cutting fluid depends to a large extent on the sur-
face energy of the workpiece and on the configurations of pre-existent cracks on
2.65 lo
g
n
200
100
3
2
1
2.90 3.75
4
K
f
(%)
Fig. 6.15. Influence of drill rotational speed (n(rpm)) on relative cutting feed (K
f
) in drilling
Nitinol in the copper–ammonium complex solution. The applied axial force: (1) 270 N, (2) 440 N,
(3) 600 N and (4) 800 N.
Improvements of Tribological Conditions 363
the surface. It explains a great scatter in cutting fluid application data even for the
same machining operation and for the same work material. To achieve more con-
sistent results, the design of machining operation should include a consideration of
the above-mentioned parameters.
• The composition and chemistry of cutting fluid should be designed accounting for
the Rebinder effect rather than on other properties of a particular cutting fluid.
• Because the Rebinder effect involves chemical reactions, it requires some time
for these reactions to complete. It explains the known fact that the efficiency of
cutting fluids with organic SAA greatly reduces when the cutting speed exceeds
150 m/min.
Unfortunately, a few known attempts to comprehend the Rebinder effect in metal cutting
literature were not successful. For example, Shaw in his book [37] attempted to present
the Rebinder effect. Unfortunately, the whole concept of this effect was misunderstood:
• The section title is “Shear Plane Action.” In reality, the Rebinder effect has prac-
tically nothing to do with the shear plane action because it reduces the stress and
strain at fracture. This is the major point missed.
• It is stated that this effect may take place only at very low cutting speed. In real-
ity, only some initial experiments, presented in the literature sources cited in this
book, were carried out at low cutting speeds as it is normally done in metal cut-
ting to gain initial knowledge on the mechanics and physics of the process. For
example, Zorev’s book, edited by Shaw [25], contains Chapter 2 “Experimental
Studies of Chip Formation and Contact Processes on the Tool Face at Low Cutting
Speeds.” Unfortunately, further tests at high cutting speeds and their results were
not considered by Shaw.
• The section states that “A large number of microcracks is assumed to be produced
in the chip at the cutting edge when surface is generated.”(page 311 in [37]). None
of the sources dealing with the Rebinder effect and cited in Shaw’s book contains
this misleading statement. Rather, the pre-existing microcracks on the free surface
of the layer to be removed were dealt with. It is too late to rely on the microcracks
in the chip because it would not affect its formation and thus deformations, forces,
temperatures, etc.
• The section states (page 311 in [37] that “This action has been termed ‘harness
reduction’ in the USSR.” In reality it was “strength reduction.” This is not just an
issue of the terminology or translation. Rather, the whole concept of the Rebinder
effect can be understood properly if one realizes that this is a universal fundamental
physical effect taking place whenever plastic deformation and fracture occur.
Fortunately, there is always a lucky exception. The Rebinder effect and its importance
in cutting were discussed in an excellent book on cutting fluids selection and application
published by the SME metalworking fluids subdivision [57], where it was suggested
that “it seems possible that most of the effects formerly ascribed to EP lubricant action
on the part of chlorine, sulfur, and other boundary and EP types of fluids, will emerge
as primary due to shear–stress reduction of the workpiece metal during machining.”
364 Tribology of Metal Cutting
Unfortunately, cutting fluid companies and researchers in the field missed this important
suggestion continuing to promote EP additives as having direct impact on the tool–
chip contact. As such, the relevant tribological conditions like contact pressures and
temperature are not considered in terms of justification of physical possibility of this
impact.
6.1.5 Types of cutting fluids
There are five major types of cutting fluids available today:
• straight cutting oils – waterless.
• soluble oils – emulsions.
• synthetic fluids.
• semi-synthetics (semi-chemical) – micro emulsions.
• cryogenic fluids
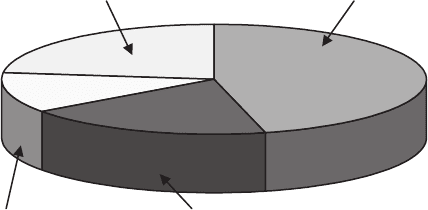
Utilization of various types of cutting fluids in US is shown in Fig. 6.16.
Straight oils are series of products which contain “no water” and are used in applications
where a great deal of work materials is to be removed in short time as in milling, drilling,
turning, broaching, gear hobbing and threading.
A straight cutting oil consists of the base oil to which one or more mineral oils are added
to achieve a specific viscosity. Two basic categories of base oils are used: naphthenic
mineral oils and paraffinic mineral oils. In the formulation of straight cutting oils, mineral
oils account for 80% of the total formula. The other components of straight cutting oils
are as follows: chlorinated paraffin, active sulfur carriers, inactive sulfur carriers, friction
modifiers, tackiness modifiers, viscosity index modifiers, anti-weld additives, odorants
and polar additives.
Soluble Oils - 46%
Semi-Synthetic - 19%
Straight Oils - 23%
Synthetic - 12%
Fig. 6.16. Utilization of cutting fluids in US.
Improvements of Tribological Conditions 365
Straight cutting oils generally contain what are called extreme pressure or anti-weld
additives such as chlorine and sulfur. It is believed that these additives react under
pressure and heat to give the oil better lubricating characteristics. Straight cutting oils
are most often used undiluted. Occasionally they are diluted with mineral oil, kerosene
or mineral seal oil to reduce either the viscosity or the cost. They will not mix with
water and will not form an emulsion with water. The advantages of straight cutting oils
are good lubricity, effective anti-seizure qualities, good rust and corrosion protection,
and stability. Disadvantages are: poor cooling, mist and smoke formation at high cutting
speeds, high initial and disposal costs.
Straight cutting oils perform best in heavy duty machining operations and very critical
grinding operations where lubricity is very important. These are generally slow speed
operations where the cut is extremely heavy. Some examples are broaching, threading,
gear hobbing, gear cutting, tapping, deep-hole drilling and gear grinding. Straight cutting
oils do not work well in high-speed cutting operations because they do not dissipate heat
effectively. Because they are not diluted with water and the carryout rate on parts is high,
these oils are costly to use and, therefore, only used when other types of cutting fluids
are not applicable. Unless contaminated with water, these types of cutting fluids contain
no bacteria to promote rancidity.
Water emulsifiable oils. More commonly referred to as soluble oils. This, however, is a
misnomer because they are not really soluble in water but rather form an emulsion when
added to water. These emulsifiable oils are oil-based concentrates, which contain emul-
sifiers that allow them to mix with water and form a milky white emulsion. Emulsifiable
oils also contain additives similar to those found in straight cutting oils to improve their
lubricating properties. They contain rust and corrosion inhibitors and a biocide to help
control rancidity problems.
Advantages of water emulsifiable oils are: good cooling, low viscosity and thus adequate
wetting abilities, non-flammable and non-toxic, easy to clean from small chips and wear
particles using standard filters, relatively low initial and disposal costs. Disadvantages
are: low lubricity, rancidity, misting, low stability (components have different degrada-
tion levels), in mass production require everyday expensive maintenance in order to keep
the required composition. Water emulsifiable oils are the most popular cutting fluids in use
today. Because they combine the lubricating qualities of oil with the cooling properties
of water they can be used in a wide range of machining and grinding operations.
Synthetic fluids. Sometimes referred to as chemical fluids, these synthetic cutting fluids
are water-based concentrates, which form a clear or translucent solution when added to
water. These fluids contain synthetic water-soluble lubricants, which give them the nec-
essary lubricating properties. In addition, these synthetic fluids contain rust and corrosion
inhibitors, biocides, surfactants and defoamers. Synthetic cutting fluids do not contain
any oil. Advantages of synthetic cutting fluids are: resistance to rancidity, low viscosity
and thus good cooling and wetting, good rust protection, little misting problems, non-
toxic, completely non-flammable and non-smoking, good filtration with standard filters
and biodegradable. Disadvantages are: insufficient lubricity for heavy duty applications,
reaction with non-metallic parts and residue is often a problem. As disposal problems
have become an ever increasing problem with the advent of the Resource Conservation
366 Tribology of Metal Cutting
and Recovery Act, synthetic fluids, as they present less of a disposal problem than
emulsifiable oils, have become more popular because synthetics are easier to treat than
emulsifiable oils before they can be disposed. Synthetics are most definitely the prod-
ucts of the future. A very large percentage of the development work on cutting fluids
is devoted to improving the synthetic fluid technology. However, there are still some
problems and some machining and grinding operations that for one reason or the other
cannot be done using a synthetic fluid. The major problem is that lubrication has always
been the big problem for synthetic coolants. Another problem caused by synthetics is the
sticky and gummy residue that is sometimes left when water evaporates from the solution
mix. Metal safety on non-ferrous metals is a problem with some synthetics because of
their relatively high pH (8.5–10.0) and the lack of oil to act as an inhibitor.
Semi-synthetic fluids. These are synthetic fluids, which have up to 25% of oil added to
the concentrate. When diluted with water, they form a very fine emulsion that looks very
much like a solution, but in fact, is an emulsion. The oil is added to improve lubricity.
When synthetic fluids were in their early stages, lubricity was a big problem, so semi-
synthetics were introduced. Many users feel more “comfortable” using a cutting fluid
which contains at least some mineral oil because it applies a protective and lubricating
film of oil on the machinery [11]. The choice of a semi-synthetic cutting fluid can offer an
ideal compromise to the user who would like to diminish the use of soluble oil coolants,
yet is uncomfortable or unable to take advantage of true solution synthetic cutting fluids.
Semi-synthetic cutting fluids are essentially hybrids of soluble oil and synthetic coolant
chemistries. The amount of intermixing of chemistries is dependent upon the final char-
acteristics desired for the semi-synthetic. In seeking to achieve soluble oil traits, soluble
oil chemistries would predominate with a minor input of synthetic fluid chemistry. The
result would be a semi-synthetic cutting fluid that behaves similarly to soluble oil without
the significant petroleum oil content. At the other end of the spectrum, semi-synthetics
are required to behave like synthetic fluids predominantly utilizing solution-type chem-
istry. The result is a cutting fluid exhibiting primarily synthetic fluid tendencies with
minimal presence of mineral oil.
Like all cutting fluids, semi-synthetics are required to lubricate, cool and protect metal
parts and machinery. A variety of generic chemistries are used to accomplish these
objectives [11].
To provide lubrication, the semi-synthetic cutting fluid first and foremost employs
petroleum oil, the common denominator for all semi-synthetics. Not only does mineral
oil provides a diluent for the fluid chemicals, it also provides a certain degree of boundary
lubrication. Typically, the lubrication properties are enhanced by other chemical lubri-
cants common to soluble oil or synthetic fluids. For example, synthetic hydrocarbons,
polyols and esters are generally used not only to augment the lubrication properties of
semi-synthetic fluids, but also to provide a diluent for additives.
In order to solubilize or emulsify the lubricants into the water, emulsifying chemi-
cals are required. Most of the commonly used materials are borrowed from soluble oil
chemistries. Typical emulsifiers employed are non-ionic surfactants such as polyethers,
amine soaps, petroleum sulfonates and amine condensates. Many of these chemicals