Контрольная работа - технология кленых материалов и плит
Подождите немного. Документ загружается.


- зона шпона-рванины – 20-23%;
- зона длинных кусков – 4-5%;
- зона форматного шпона – 60-64%;
- зона карандаша – 11-12%.
Объем первых трёх зон не может быть точно определен теоретическим
путем исходя из геометрической формы чурака. Поэтому для вычисления
объёма шпона пользуемся эмпирическими формулами.
Исходными данными при расчётах являются: порода древесины, диаметр
чураков, сорт сырья, которые выбираются из таблицы 2 [1].
Для определения расхода сырья на шпоне необходимо рассчитать:
1. выход шпона;
2. выход длинных кусков;
3. количество отходов на карандаш и шпон-рванину.
Указанные показатели рассчитываем для средневзвешенного диаметра
чураков и сырья указанных сортов.
Средневзвешенный диаметр чураков, d
ч. ср.
, м, определяем по формуле
100
332211
.
nnЧЧЧЧ
СРЧ
PdРdРdPd
d
, (2.2)
где Р
1
, Р
2
,..., Р
n
– количество чураков данной группы диаметров в процентах к
объёму сырья, берем по заданию таблицы 2 [1];
d
ч-1,
d
ч-2
, d
ч -n
– средний диаметр чурака в данной группе диаметров, м.
Прежде чем рассчитать объём чурака, V
ч
, м
3
, рассчитываем ниже
следующие формулы.
Рассчитываем средний диаметр чурака и количество чураков в каждой
группе.
Для чураков диаметром 0,26-0,28 м d
ч-1
= 0,27; Р
1
= 10%.
Для чураков диаметром 0,30-0,32 м d
ч-2
= 0,31; Р
2
=30%.
Для чураков диаметром 0,34-0,36 м d
ч-3
= 0,35; Р
3
=40%.
Для чураков диаметром 0,38-0,40 м d
ч-4
= 0,39; Р
4
= 20%.
Рассчитываем средневзвешенный диаметр для первой группы чураков.
Принимаем d
ч-1
= 0,27 м; Р
1
= 10 %; d
ч-2
= 0,31 м; Р
2
=30 %; d
ч-3
= 0,35 м; Р
3
=40 %; d
ч-4
= 0,39 м; Р
4
= 20 %. Подставляя эти значения в формулу (2.2),
получим
34,0
100
20*39,040*35,030*31,010*27,0
.
СРЧ
d
.
Выход шпона, V
ф. ш.
, м
3
, и кусков, V
кус
, м
3
, из одного м
3
сырья каждого
сорта определяем по формулам

)(
4
22
..
2
.. КСРЧЛ
Ч
ШФ
ddK
V
l
V
; (2.3)
)(
4
222
. ЛВСРЧ
Ч
КУС
КKd
V
l
V
, (2.4)
где l – длина чурака, м;
d
ч. ср.
- средневзвешенный диаметр чураков, м [определяем по формуле
(2.2)];
V
ч
– объём чурака данного диаметра d
ч. ср.
и длины, м
3
(выбираем по
таблице 7 [1]);
К
В
– коэффициент выхода всего шпона (выбираем по таблице 8 [1]);
К
Л
- коэффициент выхода форматного шпона (выбираем по таблице 8
[1]);
d
К
– диаметр остающегося карандаша, м, выбираем по таблице 9 [1] или
рассчитываем по формулам
d
K.I
= d
0
– 0,00275 + 0,245d
2
ч. ср.
– 0,195d
3
ч. ср
.; (2.5)
d
K.II
= d
0
– 0,00275 + 0,26d
2
ч. ср.
– 0,12d
3
ч. ср
., (2.6)
где d
0
– диаметр кулачков, м (выбираем из задания таблица 2 [1]).
Рассчитываем для сырья 1-го сорта. Принимаем d
0
= 0,075 м; d
ч. ср.
= 0,34.
Подставляя эти значения в формулу (2.5), получим
d
K.I
=0,075 – 0,00275 + 0,245*0,34
2
– 0,195*0,34
3
= 0,09.
Рассчитываем для сырья 2-го сорта. Принимаем d
0
= 0,075 м; d
ч. ср.
= 0,34,
получаем
d
K.II
= 0,075 – 0,00275 + 0,26*0,34
2
–0,12*0,34
3
= 0,097.
Рассчитываем коэффициент выхода всего шпона по таблице 8 [1], при
длине чураков 1,6 м
К
вI
= 0,89 К
вII
= 0,88
Рассчитываем коэффициент форматного шпона по таблице 8 [1], при
длине чураков 1,6 м
К
лI
= 0,85 К
лII
= 0,84
Рассчитываем объём форматного шпона, V
ф. ш.
, м
3
.
Для 1-го сорта. Принимаем V
ч
= 0,23 м
3
; К
л
= 0,85; d
ч. ср.
= 0,34; d
K
= 0,09 м.
Подставляя эти значения в формулу (2.3), получим
V
ф. ш.I
=
23,0*4
2,2*14,3
*(0,85
2
*0,34
2
– 0,09
2
) = 7,5 (0,72*0,12 – 0,008) = 0,59.

Для 2-го сорта. Принимаем V
ч
= 0,23 м
3
; К
л
= 0,84; d
ч. ср.
= 0,34; d
K
= 0,097 м,
получим
V
ф. ш.II
=
23,0*4
2,2*14,3
*(0,84
2
*0,34
2
– 0,097
2
) = 0,57.
Рассчитываем объём длинных кусков, V
кус.
, м
3
.
Для 1-го сорта. Принимаем V
ч
= 0,23 м
3
; d
ч. ср.
= 0,34; К
в
= 0,89; К
л
= 0,85.
Подставляя эти значения в формулу (2.3), получим
V
кус.I
=
)85,089,0(34,0*
23,0*4
2,2*14,3
222
0,06.
Для 2-го сорта. Принимаем V
ч
= 0,23 м
3
; d
ч. ср.
= 0,34; К
в
= 0,88; К
л
= 0,84,
получим
V
кус.II
=
)84,088,0(34,0*
23,0*4
2,2*14,3
222
0,05.
Отходы на карандаши, V
к
, м
3
, и шпон рванину, V
р
, м
3
, получаемые при
переработки сырья различного сорта, определяем по формулам
2
4
K
Ч
K
d
V
l
V
, (2.7)
V
p
=1-(V
ф ш
+V
кус
+V
к
), (2.8)
Рассчитываем отходы на карандаш, V
к
, м
3
.
Для 1-го сорта. Принимаем V
ч
= 0,23 м
3
; d
K
= 0,09 м. Подставляя эти значения в
формулу (2.7), получим
V
кI
=
2
09,0*
23,0*4
2,2*14,3
= 0,06.
Для 2-го сорта. Принимаем V
ч
= 0,23 м
3
; d
K
= 0,097 м, получаем
V
кII
=
2
097,0*
23,0*4
2,2*14,3
= 0,07.
Рассчитываем отходы на шпон-рванину V
р
, м
3
.
Для 1-го сорта. Принимаем V
ф. ш
= 0,59; V
кус.
= 0,06; V
к
= 0,06. Подставляя эти
значения в формулу (2.8), получим
V
рI
= 1 – (0,59 + 0,06 + 0,06) = 0,29.
Для 2-го сорта. Принимаем V
ф. ш
= 0,57; V
кус.
= 0,05; V
к
= 0,07, получаем
V
рII
= 1 – (0,57 + 0,05 + 0,07) = 0,31.
Расход сырья R на 1 м
3
сырого шпона определяем по формуле
КУСФШ
VV
R
1
, (2.9)
Рассчитываем расход сырья, R, м
3
, на 1 м
3
сырого шпона.
Для 1-го сорта. Принимаем V
ф. ш
= 0,59; V
кус.
= 0,06. Подставляя эти значения в
формулу (2.9), получим R
I
=
06,059,0
1
=1,54.
Для 2-го сорта. Принимаем V
ф. ш
= 0,57; V
кус.
= 0,05, получим
R
II
=
05,057,0
1
=1,61.
Находим объём чурака, V
ч
, м
3
. Подставляя значения по сортам в формулу
(2.1), получаем
V
чI
= 0,59 + 0,06 + 0,06 + 0,29 = 1;
V
чII
= 0,57 + 0,05 + 0,07 + 0,31 = 1.
Используя указанные формулы, производим расчеты по количественному
выходу шпона для каждого сорта сырья в отдельности, а затем с учетом
заданного процентного соотношения сортов в общем его объеме, определяем
средневзвешенный выход шпона, V
ф. ш. – ср.
, м
3
,кусков, V
кус. – ср.
, м
3
, расход сырья
на 1 м
3
шпона, R
ср.
, м
3
,средневзвешенный отпад сырья на карандаши, V
к –ср
, м
3
,и
шпон-рванину, V
р. – ср.
, м
3
, по формуле
100
3
3
.22,11,
,.
аVаVаV
V
Ш
ФШФШФ
СРШФ
, (2.10)
где V
ф.ш-1,
V
ф.ш-2
– выход форматного шпона из сырья 1, 2-го сортов,м
3
;
а
1
, а
2
– соотношение сортов сырья в общем его объёме в процентах (выбирается
из таблицы 2[1]).
V
ф. ш. – ср.
=
58,0
100
50*57,050*59,0
.
Определяем средневзвешенный выход кусков, V
кус. – ср.
, м
3
V
кус. – ср.
=
06,0
100
50*05,050*06,0
.
Определяем средневзвешенный отпад сырья на карандаши, V
к. – ср.
, м
3
V
к. – ср.
=
07,0
100
50*07,050*06,0
.
Определяем средневзвешенный отпад сырья на шпон-рванину, V
р. – ср.
, м
3
V
р. – ср.
=
3,0
100
50*31,050*29,0
.
Определяем средневзвешенный расход сырья, R
ср.
, м
3
, на 1 м
3
сырого шпона
R
ср.
=
58,1
100
50*61,150*54,1
.
Результаты расчетов необходимо свести в таблицу 2.1.
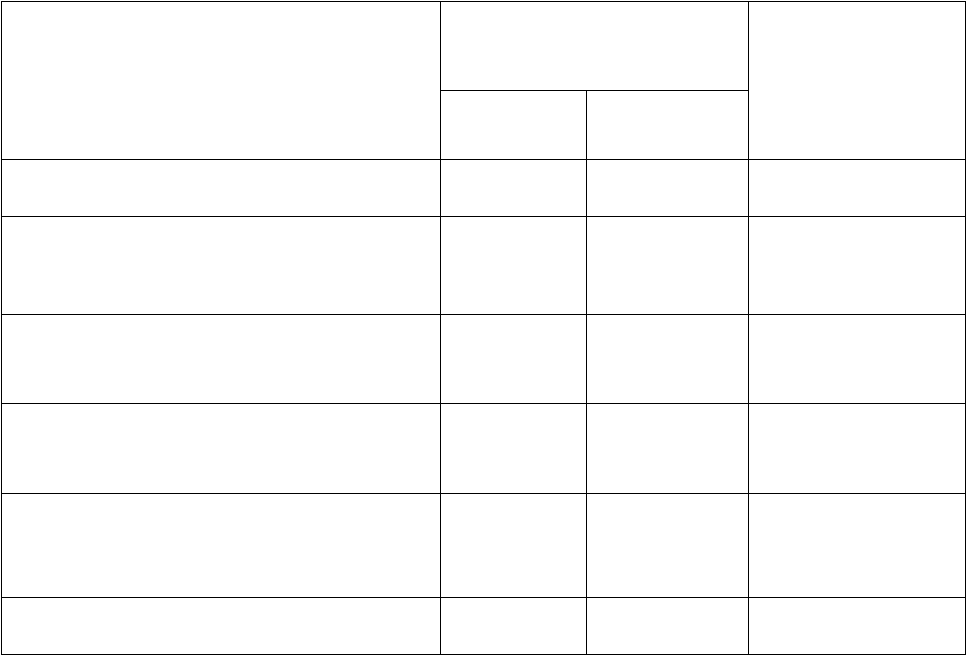
Таблица 2.1 – Количественный выход шпона при лущении.
Наименование показателей
Значения показателей
при переработки сырья
Средневзвешен
ное значение
показателей
1-го сорта 2-го сорта
1 2 3 4
Выход шпона, V
ф. ш
, м
3
, из 1 м
3
сырья
0,59 0,57 0,58
Выход кусков, V
кус.
, м
3
, из 1 м
3
сырья
0,06 0,05 0,06
Отходы на карандаш, V
к
, м
3
, из 1
м
3
сырья
0,06 0,07 0,07
Отходы на шпон-рванину, V
р
, м
3
,
из 1 м
3
сырья
0,29 0,31 0,3
Расход сырья, R, м
3
, из 1 м
3
сырья 1,54 1,61 1,58
3 Определение производительности линии лущения – рубки
ленты шпона
Для изготовления лущеного шпона используют линии, в состав которых
входят: механизм базирования чурака, лущильный станок, устройство для
приёма ленты шпона и ее транспортирования к ножницам, ножницы с
механизмами подачи в них ленты шпона и укладки в стопу прирезанных
форматных листов.
Прирубку кусков чаще всего выполняют на отдельных ножницах, не
входящих в состав линии, что и предусмотрено как одно из условий в данном
расчете.
Основным звеном линии лущения – рубки ленты шпона является
лущильный станок, но его производительность не всегда определяется
производительностью линии, а лишь в том случае, когда ее остальные звенья и,
в частности, ножницы не задерживают работу лущильного станка.
Содержание и последовательность выполнения работы по определению
производительности линии лущения – рубки ленты шпона следующие:
1. Определение поэлементных затрат времени на операции лущения одного
чурака.
2. Определение общей продолжительности цикла разлущивания одного
чурака.
3. Расчет длины ленты шпона, получаемой из одного чурака.
4. Расчет времени, затрачиваемого ножницами на отрубание одного листа
форматного шпона.
5. Расчет времени, потребного для рубки на листы всей ленты шпона,
получаемой из одного чурака.
6. Расчет производительности лущильного станка и ножниц в м
3
форматного шпона в час.
7. Определение производительности линии.
Продолжительность цикла одного чурака, Z, с, определяем по формуле
Z = Z
У
+ Z
З
+ Z
П.С.
+ Z
О.Ц.
+ Z
К.С.
+ Z
Ф
+ Z
О.С.
+ Z
В.К.
, (3.1)
где Z
У
– время, затрачиваемое на установку чурака между шпинделями, с
(принимаем равным 4с);
Z
З
– время, затрачиваемое на зажим чурака шпинделями, с (принимаем
равным 0,7с);
Z
П.С.
- время, затрачиваемое на подвод суппорта, с (принимаем равным 0,8с);
Z
О.Ц.
– время оцилиндровки чурака, с [рассчитываем по формуле (3.2)];
Z
К.С.
– время срезания кускового шпона с одного чурака, с [рассчитываем по
формуле (3.3)];
Z
Ф
– время срезания ленты шпона с одного чурака, с [рассчитываем по
формуле (3.4)];
Z
О.С.
– время, затрачиваемое на отвод суппорта после окончания лущения
чурака, с [рассчитываем по формуле (3.5)];
Z
В.К.
– время, затрачиваемое на прочистку зазоров и включение различных
механизмов станка, с (принимаем равным 2с).
Ниже приводим формулы расчёта для определения поэлементных затрат

времени на выполнение операций оцилинировки чурака
Z
О.Ц.
=
Ш
СРЧ
nS
d
..
30
(К
Ф
+ 0,02 - К
к
), (3.2)
срезания кускового шпона
Z
К.С.
=
Ш
СРЧ
nS
d
..
30
(К
к
– К
л
), (3.3)
срезания ленты форматного шпона
Z
Ф
=
Ш
nS
30
(К
л
*d
ч.ср.
- d
к
), (3.4)
отвода суппорта
Z
О.С.
=
..
..
2
2)02,0(
СП
СКСРЧФ
v
lddК
, (3.5)
где d
Ч. СР.
– диаметр чурака, мм;
К
Ф
– коэффициент формы чурака (берем из таблицы 11 [1]);
К
к
– коэффициент, учитывающий уменьшение диаметра чурака к началу
выхода кускового шпона (принимаем равным 0,95);
n – частота вращения шпинделей, мин
-1
(берем из задания таблицы 2 [1]);
S
ш
- толщина шпона, мм (обусловлена в задании таблицы 2 [1]);
К
л
– коэффициент выхода форматного шпона (выбираем из таблицы 8
[1]);
d
К
– диаметр карандаша, мм (рассчитали в предыдущем пункте);
l
с
– путь перемещения суппорта из крайнего положения к чураку на
ускоренной подаче, мм (принимаем l
с
= 50 мм);
v
п.с.
– скорость ускоренной подачи суппорта, мм/с (принимаем равной 80
мм/с).
Рассчитываем время оцилиндровки чурака, Z
О.Ц.
, с, отдельно для каждой
толщины.
Принимаем d
Ч. СР.
= 340мм; n = 150мин
-1
; S
ш
= 1,8мм; К
Ф
= 1,2; К
к
= 0,95.
Подставляя эти значения в формулу (3.2) получим
Z
О.Ц.
1,8
=
8,1*150
340*30
(1,2 + 0,02 – 0,95) =
270
10200
0,27 = 37,78 * 0,27 = 10,2.
Аналогично рассчитываем для других толщин.
Z
О.Ц.
2,8
=
8,2*150
340*30
(1,2 + 0,02 – 0,95) =
420
10200
0,27 = 24,29 * 0,27= 6,56;
Z
О.Ц.
3,2
=
2,3*150
340*30
(1,2 + 0,02 – 0,95) =
480
10200
0,27 = 21,25 * 0,27 = 5,74.
Рассчитываем время срезания кускового шпона с одного чурака, Z
К.С.
, с,
разных толщин и сортов.
Принимаем d
Ч. СР.
= 340мм; n = 150мин
-1
; S
ш
= 1,8мм; К
к
= 0,95; К
л
= 0,85.
Подставляя эти значения в формулу (3.3), получим
Z
К.С.
1,8
I
=
8,1*150
340*30
(0,95 – 0,85) =
270
10200
0,1 = 37,78 * 0,1 = 3,78;
Рассчитываем для 2-го сорта при тех же данных, но при К
л
= 0,84, получим
Z
К.С.
1,8
II
=
8,1*150
340*30
(0,95 – 0,84) =
270
10200
0,11 = 37,78 * 0,11 = 4,16;
Рассчитываем для толщины 2,8мм.

Z
К.С.
2,8
I
=
8,2*150
340*30
(0,95 – 0,85) =
420
10200
0,1 = 24,29 * 0,1 = 2,43;
Z
К.С.
2,8
II
=
8,2*150
340*30
(0,95 – 0,84) =
420
10200
0,11 = 24,29 * 0,11 = 2,67;
Рассчитываем для толщины 3,2мм.
Z
К.С.
3,2
I
=
2,3*150
340*30
(0,95 – 0,85) =
480
10200
0,1 = 21,25 * 0,1 = 2,13;
Z
К.С.
3,2
II
=
2,3*150
340*30
(0,95 – 0,84) =
480
10200
0,11 = 21,25 * 0,11 = 2,34;
Рассчитываем время срезания ленты шпона с одного чурака Z
Ф
, с.
Принимаем n = 150мин
-1
; S
ш
= 1,8мм; К
л
= 0,85; d
Ч. СР.
= 340мм; d
К
= 90мм.
Подставляя эти значения в формулу (3.4), получим
Z
Ф
1,8
I
=
8,1*150
30
(0,85*340 – 90) =
270
30
(289 – 90) = 0,11 * 199 = 21,89.
Рассчитываем для 2-го сорта. При К
л
= 0,84; d
К
= 97мм., получаем
Z
Ф
1,8
II
=
8,1*150
30
(0,84*340 – 97) =
270
30
(285,6 – 97) = 0,11 * 188,6 = 20,75;
Z
Ф
2,8
I
=
8,2*150
30
(0,85*340 – 90) =
420
30
(289 – 90) = 0,07 * 199 = 13,93;
Z
Ф
2,8
II
=
8,2*150
30
(0,84*340 – 97) =
420
30
(285,6 – 97) = 0,07 * 188,6 = 13,20;
Z
Ф
3,2
I
=
2,3*150
30
(0,85*340 – 90) =
480
30
(289 – 90) = 0,06 * 199 = 11,94;
Z
Ф
3,2
II
=
2,3*150
30
(0,84*340 – 97) =
480
30
( 285,6 – 97) = 0,06 * 188,6 = 11,32;
Рассчитываем время, затрачиваемое на отвод суппорта после окончания
лущения чурака, Z
О.С.
, с, для 1-го, 2-го сортов.
Принимаем К
Ф
= 1,2; d
Ч. СР.
= 340мм; d
К
=90мм; l
с
= 50мм; v
п.с.
= 80мм/с.
Подставляя эти значения в формулу (3.4), получим
Z
О.С.I
=
66,2
160
8,424
160
10090340*22,1
80*2
50*290340*)02,02,1(
.
.
Рассчитываем для 2-го сорта при тех же условиях, но при d
К
= 97мм.
Z
О.С.II
=
61,2
160
8,417
160
10097340*22,1
80*2
50*297340*)02,02,1(
.
.
Рассчитываем продолжительность цикла одного чурака, Z, с.
Подставляя найденные значения в формулу (3.1), получаем
Z
1,8
I
=4+0,7+0,8+10,2+3,78+21,89+2,66+2=46,03;
Z
1,8
II
=4+0,7+0,8+10,2+4,16+20,75+2,61+2=45,22;
Z
2,8
I
=4+0,7+0,8+6,56+2,43+13,93+2,66+2=33,08;
Z
2,8
II
=4+0,7+0,8+6,56+2,67+13,20+2,61+2=32,54;
Z
3,2
I
=4+0,7+0,8+5,74+2,13+11,94+2,66+2=29,97;
Z
3,2
II
=4+0,7+0,8+5,74+2,34+11,32+2,61+2=29,51;
Время, затрачиваемое на разлущивание одного чурака, определяем для
всех толщин шпона, указанных в задании, но с учетом переработки чурака
среднего диаметра, определенного по формуле (2.2).
Длина ленты форматного шпона, L
л
, м, получаемой из одного чурака
определяем по формуле
L
л
=
Ш
S
6
10
785
(К
л
2
d
ч.ср
2
.
- d
к
2
), (3.6)

d
ч.ср
, d
к
, S
Ш
, мм.
Рассчитываем длину ленты форматного шпона, L
л
, м.
Принимая S
Ш
= 1,8мм; d
ч.ср
= 340. Подставляя эти значения в формулу
(3.6), получим
L
л
1,8
I
=
8,1*10
785
6
(0,85
2
*340
2
- 90
2
)=0,0004*(83521 - 8100) = 0,0004*75421 = 30,17;
L
л
1,8
II
=
8,1*10
785
6
(0,84
2
*340
2
- 97
2
)=0,0004*(81567 - 9409) = 0,0004*72158 = 28,86;
Принимая S
Ш
= 2,8мм; d
ч.ср
= 340. Подставляя эти значения в формулу
(3.6), получим
L
л
2,8
I
=
8,2*10
785
6
(0,85
2
*340
2
- 90
2
)=0,00028*(83521 - 8100)=0,00028*75421=21,12;
L
л
2,8
II
=
8,2*10
785
6
(0,84
2
*340
2
- 97
2
)=0,00028*(81567 - 9409)=0,00028*72158=20,20;
Принимая S
Ш
= 3,2мм; d
ч.ср
= 340. Подставляя эти значения в формулу
(3.6), получим
L
л
3,2
I
=
2,3*10
785
6
(0,85
2
*340
2
- 90
2
)=0,00025*(83521 - 8100)=0,00025*75421=18,86;
L
л
3,2
II
=
2,3*10
785
6
(0,84
2
*340
2
- 97
2
)=0,00025*(81567 - 9409)=0,00025*72158=18,04;
Время, затрачиваемое ножницами на отрезку одного листа, Z
Р
, с, и рубки
на листы всей ленты шпона, Z
Р
/
, с, определяем по формулам
Z
Р =
тv
b
П
60
, (3.7)
Z
Р
/
=
ДР
Л
ZZ
b
L
, (3.8)
где b – ширина листа сырого шпона, м;
m – число двойных ходов ножа ножницы, мин (принимаем m = 120);
v
П
– скорость подачи ленты шпона в ножницы, м/с (таблица 2[1]);
L
Л
– длина ленты шпона, м;
Z
Д
– время, затрачиваемое на заправку ленты шпона в ножницы в первый
раз, с, (принимаем Z
Д
= 5с).
Рассчитываем время, затрачиваемое ножницами на отрезку одного листа,
Z
Р
, с.
Принимая b = 1,44м; v
П
= 0,8 м/с; m = 120 мин. Подставляя эти значения в
формулу (3.7), получим Z
Р =
120
60
8,0
44,1
=
2,3.
Рассчитываем время, затрачиваемое рубкой на листы всей ленты шпона,
Z
Р
/
, с.
Принимая L
Л
= 30,17 м; b = 1,44м; Z
Р
= 2,3с; Z
Д
= 5с. Подставляя эти
значения в формулу (3.8), получим
Z
Р
/
I
1,8
=
53,2
44,1
17,30
=20,95*2,3+5=53,19.
Z
Р
/
II
1,8
=
53,2
44,1
86,28
=20,04*2,3+5=51,09.
Рассчитываем для толщины 2,8 мм
Z
Р
/
I
2,8
=
53,2
44,1
12,21
=14,67*2,3+5=38,74;