Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.


respectively. Buckling or crack formation was
found only rarely in the video recording and those
were not used.
Finally, for comparison, ex-situ compressive
tests were performed in a commercial MTS
NanoXP nano-indentation with a truncated dia-
mond tip of 8 mm diameter.
Table 21-1 lists the respective material proper-
ties inferre d from s /e curves obtained with the
different testing methods. The yield stress values
listed are equal to the 0.2% offset yield stress as
described by Figure 21-1. The complete stress/
strain curves determined in four different ways
reveal that there is reasonable agreement between
the two compressive tests and the single tensile
test despite the fact that the probed volume differs
by 5 orders of magnitude.
Measurement errors that are intrinsic to each
technique are prone to give differences in s/e
curves. For tensile tests, the major source of uncer-
tainty in the stress calculation is the measurement
of the specimen cross-section, an average value for
the cross-section of 20 tensile bars being calcu-
lated. As all tensile bars tested were fabricated
from the same plating batch, it is assumed that
an average value of their cross-sections gives suf-
ficient accuracy. For compression measurements,
the cross-section was measured at ten differe nt
positions over the entire length of the pillar. For
2 mm pillars, ten measurements of the cross-sec-
tion were made directly on the pillar SEM image
over its entire length, for obtaining an average
value of the pillar volume, i.e. the pillar shape is
a source of error as the diameter is not constant
over its length. In both cases, for micro-compres-
sive and micro-tensile tests, the pillar sizes (length
L and surface area A) and the tensile ba r sizes
(length L, and cross-section A) can be measured
to within an error of 5% for L and L
0
(displace-
ment), and to within an error of 15% for A. These
induce statistical errors, with a scatter of 25% in
the Young’s modulu s estimation and 15% for s
y
.
Such experimental errors in the measurements
might explain the discrepancies found between
tensile and compressive tests.
A comparison between ex-situ and in-s itu
micro-compressive tests reveals the advantage of
the in-situ method. First, for the ex-situ compres-
sive tests the measured displacement values had to
be corrected by accounting for the sink-in of the
pillar into the substrate, whereas this correction is
not necessary when strain values are determined
from SEM images recorded during compression.
TABLE 21-1
Young’s Modulus E and Yield Stress sy for Nano-crystalline Ni as Determined
from Micro-tensile and -compression Testing. Also Shown is a Comparison
of the Strain-rate Values used for Each Method.
Method E (GPa) s
y
(GPa) Strain Rates (s
1
)
Tensile 63 16 1.2 0.1 0. 2.10
3
Compression (2 mm pillar) 51 13 1.3 0.2 0. 9.10
3
Compression (10 mm pillar) 54 14 1.4 0.2 1.5.10
3
FIGURE 21-11 Average micro-compressive stress/strain
obtained from five measurements for in-sit u compressive
tests (10 mm pillars) and for ex-situ compressive tests (2 mm
pillars). On the ex-situ curves, a reloading procedure at the
beginning of the compressive test in order to rectify the
misalignment of the pillar with the tip is visible.
CHAPTER 21 In-situ Testing of Mechanical Properties of Materials 341
Also, this correction has to take into account the
complex geometry of the post-base connection to
ensure the avoidance of an overestimation of
Young’s modulus with a simple elastic contact
model [14]. Final ly, without continuous video
control, a misalignment of the tip to the pillar
can lead to a decrease of the measured elastic
modulus or, in excessive cases, to the buckling
of the pillars.
In nc Ni, the difference of probed volume in the
different tests, i.e. external size effects, should not
have a significant influence on the s/e curves. The
Young’s moduli and the yield stresses are some-
what lower than already reported for fully densi-
fied nc electrodeposited nickel [15], suggesting
that the influence of textures, pre-existing voids,
columnar grain structure and hydrogen on the
mechanical response cannot be neglected [16,
17]. In this case, it is expected that pores and flaws
within the matrix tested are prone to play a bigger
role on the mechanical response in the tensile
mode.
Cheng et al. proposed a deformation-mecha-
nism map for FCC metals [18]. The model pre-
dicts not only the strength as a function of grain
size, but also the observed tensile/m icro-compres-
sive asymmetry of the yield strength. It is pre-
dicted that a greater yield stress will be found in
compression than in tension for FCC metals with
grain sizes ranging from 2 nm up to 100 nm. The
tension/compression asymmetry which is
explained by a pressure dependence of the dislo-
cation self-energy during bow-out may be respon-
sible for the difference in the yield/stress values
plotted in Table 21-1 for the tested FCC nc nickel.
To summarize, the potential of in-situ micro-
compression and micro-tensile methods to char-
acterize nano-crystalline nickel has been assessed
and potential measurement errors have been dis-
cussed. Due to the small size of the micro-struc-
ture, size effects could be neglected, which
allowed the revelation on the one hand of the
importance of the load cases particular to each
method, and on the other hand the influence of
the probed volume and of the micro-structure.
Whether surface effects, stress state or strain rate
is the most im portant could not be distinguished.
It was found that in-situ uniaxial tensile and com-
pression testing is able to provide accurate data
and similar mechanical insights of the tested
materials ranging over five orders-of-magnitude
of probed volume. Comparing the aforemen-
tioned advantages and drawback s of the different
approaches, it may be concluded that uniaxial in-
situ methods are app ropriate to study the mechan-
ical properties of isotropic nc metals.
CONCLUSION AND OUTLOOK
Discussed above are instrumented micro-indenta-
tion, micro-compression and micro-tensile testing
methods for use inside an SEM and the applica-
tion potential of the techniques is presented in a
case study on UV-LIGA materials. Coupled with
advanced image-analysis techniques, these in-situ
SEM micro-mechanical testing methods are used
to study scale-dependent material properties and
to observe deformation and fracture mechanisms
in-situ. Also, the SEM enables for accurate sample
positioning and visual control of the experiment.
Current leading-edge research in instrumentation
is focused on micro-electr omechanical systems for
the tensi le testing of nano-wires and carbon nano-
tubes, and on nano-bending experiments on
nano-wires; using (1) atomic-force microscopy
techniques and (2) vibrational analysis of differ-
ent types of nano-structures inside the SEM. Both
of these techniques require, however, high resolu-
tion SEMs or alternatively transmission electron
microscopes.
REFERENCES
[1] E. Arzt, Size effects in materials due to microstruc-
tural and dimensional constraints: a comparative
review, Acta Mater 46(16) (1998) 5611–5626.
[2] M.D. Uchic, D.M. Dimiduk, J.N. Florando, W.D.
Nix, Sample dimensions influence strength and crys-
tal plasticity, Science 305 (2004) 986.
[3] Current standards for metals: EN 10002-1 and -5,
ISO 6892, ASTM E 8, ASTM E 21, DIN 488, DIN
501.
[4] J. Mencik, Mechanics of Components with Treated
or Coated Surfaces, Doordrecht (Netherlands):
Kluwer Academic Publishers (1996) .
342 CHAPTER 21 In-situ Testing of Mechanical Properties of Materials

[5] L. Philippe, P. Schwaller, G. B
€
urki, J. Michler, A
comparison of microtensile and microcompression
methods for studying plastic properties of nanocrys-
talline electrodeposited nickel at different length
scales, J. of Materials Research 23(5) (2008)
1383–1388.
[6] D. Hull, D.J. Bacon, Introduction to Dislocations,
(4th ed).: Butterworth-Heinemann, Oxford (2001).
[7] J. Michler, K. Wasmer, S. Meier, F. O
¨
stlund, K. Lei-
fer, Plastic deformation of gallium arsenide micropil-
lars under uniaxial compression at room tempera-
ture, Appl. Phys. Lett 90 (2007) 043123.
[8] B. Bhushan, Handbook of Micro/Nano Tribology,
New York: CRC Press (1999) 433.
[9] W.C. Oliver, G.M. Pharr, Measurement of hardness
and elastic modulus by instrumented indentation:
advances in understanding and refinements to
methodology, JMR 19 (2004) 3–20.
[10] A.C. Fischer-Cripps, Nanoindentation, Springer,
New York (2002).
[11] R. Rabe, J.M. Breguet, P. Schwaller, S. Stauss, F.J.
Haug, J. Patscheider, J. Michler, Observation of frac-
ture and plastic deformation during indentation and
scratching inside the scanning electron microscope,
Thin Solid Films 469–470 (2004) 206–213.
[12] W.G. Kropatsch, H. Bischof, Digital image analysis:
selected techniques and applications, Springer, New
York (2001).
[13] B.Moser,K.Wasmer,L.Barbieri,J.Michler,Strength
and fracture of Si micropillars: a new scanning electron
microscopy-based micro-compression test, J. of Mate-
rials Research 22(4) (2007) 1004–1011.
[14] H. Zhang, B.E. Schuster, Q. Wie, K.T. Ramesh, The
design of accurate micro-compression experiments,
Scripta Materialia 54 (2006) 181–186.
[15] W.D. Nix, J.R. Greer, F. Feng, E.T. Lilleodden,
Deformation at the nanometer and micrometer length
scales: effects of strain gradients and dislocation star-
vation, Thin Film Solids 515(6) (2007) 3152–3157.
[16] K.S. Kumar, H. Van Swygenhoven, S. Suresh,
Mechanical behavior of nanocrystalline metals and
alloys, Acta Materialia 51 (2003) 5743–5774.
[17] R.J. Asaro, S. Suresh, Mechanistic models for the
activation volume and rate sensitivity in metals with
nanocrystalline grains and nano-scale twins, Acta
Materialia 53 (2005) 3369–3382.
[18] S. Cheng, J.A. Spencer, W.W. Milligan, Strength and
tension/compression asymmetry in nanostructured
and ultrafine-grain metals, Acta Materialia 51
(2003) 4505–4518.
CHAPTER 21 In-situ Testing of Mechanical Properties of Materials 343

22
Testing and Diagnosis for
Micro-Manufacturing
Systems
Pietro Larizza
INTRODUCTION
Testing and diagno sis are terms often associated
with the same topic, nevertheless their true sense
is commonly related to a different meaning. A
main difference is that testing does not deal with
fault repairing but focuses only on fault detection,
while diagnosis consists of determining the nature
of a detected fault, of locating it and hopefully
repairing it. There is another difference between
the two topics: this is related to the work condi-
tions and functional states which permit the exe-
cution of testing or diagnostic procedures. Testing
is often considered as an offline procedure con-
ducted by proper, prefixed excitation signals
using suitable testing models; however, it is ever
more frequent to implement testing procedures as
online conditions thanks to automated test-bench
and computer-based measurement equipment.
Diagnosis procedures can also be executed under
normal working conditions, permitting real-time
response and fast fault identification and compen-
sation. A common application area for testing and
diagnosis procedures is measurement, which can
be performed following both classical and mod-
ern approaches. The classical approach generally
provides a number of sensors that is equal to the
number of signals to be acquired, while the mod-
ern, or model-based, approach provides a number
of sensors (observations) that are less than the
number of signa ls (variables) to be acquired. In
such a type of approach more information is pro-
vided by the knowledge model of the system.
Testing or diagnostic procedures applied to
micro-manufacturing systems, or miniaturized
systems for processing and machining, could be
assisted by the use of measurement techniques
based on the moder n approach, principally due
to the minimum space available and difficulties
associated with the location of the sensors. In
order to achieve a further reduction of the prob-
lem related to the allo cation of the sensors, espe-
cially with reference to micro-systems, testing and
diagnostic procedures often require non-contact
sensors or special transducers in order to avoid
external influences, under normal working condi-
tions, of the reduced size of parts and devic es to be
tested. Other important aspects are the precision
and accuracy of the measurement system, which
for the specific micro-manufacturing area have to
be related to the local and global concepts.
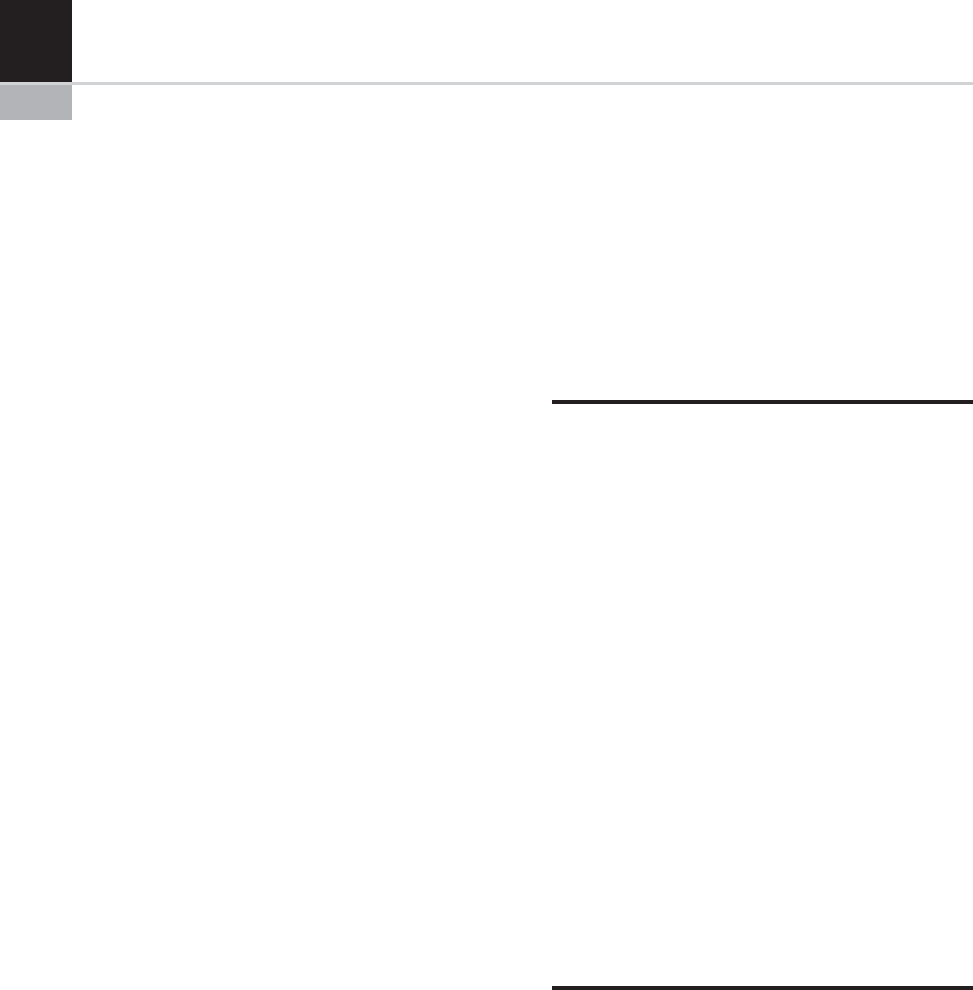
Precision is defined as the degree to which fur-
ther measurements, or calculations, show the
same or comparable results, so the concept of
precision is linked to that of repeatability. The
accuracy is the degree of conformity of a mea-
sured or calculated quantity to its actual or true
value (Fig. 22-1). Often the two concepts have to
be related to the local and global meaning because
CHAPTER
344
local measurement space and global measurement
space could be several orders of magnitude apart.
This imposes strong requirements in terms of
accuracy and stability of the measurement system
which can be overcome by proper local reference
points and (auto) calibration procedures.
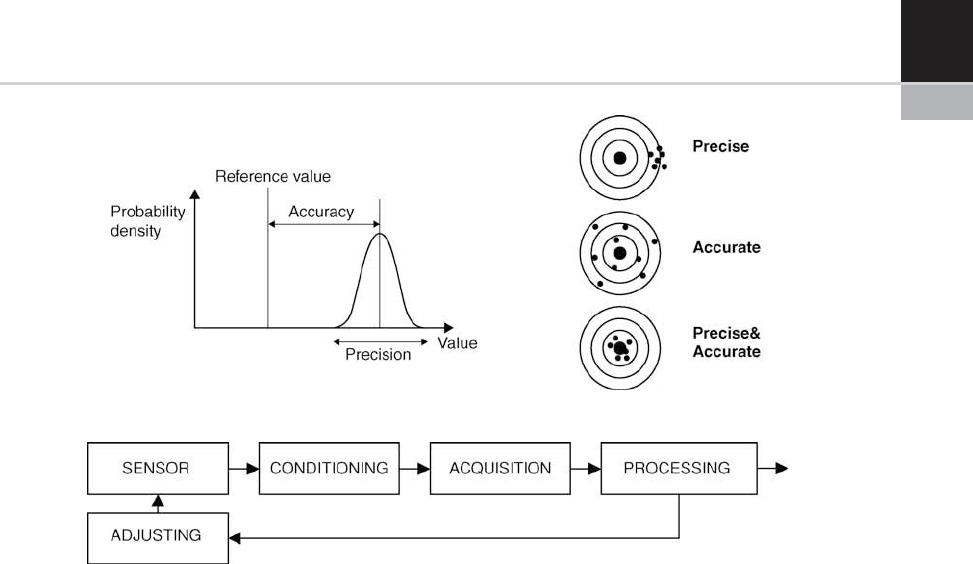
Typically, a measurement system consists of sen-
sors, conditioning, acquisition and processing sys-
tems. Depending on the nature of the measurement,
the sensor system could be considered as a complex
transducer system or could even be reduced to a
simple sensing element. For example, dimensional
measurements could require, as sensing element, a
simple linear encoder or a complex charge coupled
device (CCD) camera joined with a laser beam. If
the dimensional measurement of micro-parts is
considered, performed with the aid of a micro-
scope, a precise positioning of the sensing element
(optics, lenses, camera) is required. Often this task
is accomplished by a servo actuator connected in a
closed-loop configuration. Precise positioning is
also required for the focusing of the camera’sopti-
cal system, in order to accomplish inspection of
micro-parts both in static and dynamic mode
(dependent on shape and dimensions of the part).
Precise positioning devices are largely used
in modern measurement systems either as single-
stage devices (1D) or multi-stage devices (2D–3D
or even more). Characterized by a precision of a
few nanometers, up to micrometers, the linear
movements are implemented either with piezo
devices or electromagnetic devices (moving coil,
brushless linear motor). These devices are either
coupled directly with the end-moving part, with-
out a mechanical joint, or, depending on the final
application, using several very precise kinematic
configurations (serial-Car tesian, or parallel-Tri-
pode or Exapode). Many measurement systems
suitable for micro- or nano-technology areas are
based on the laser interferometer principle. A laser
interferometer, together with a CCD or position
sensing detector (PSD) and galvanometer motor,
are used to realize precise 1D to 6D measurements
(orders of nanometer or below) by exploiting laser
tracking techniques. Very fast sampling times are
also possible (up to 100 kHz) rendering this kind
of measurement suitable for the ultra- precise real-
time measurement of vibrating parts.
Within micro-manufacturing processes, both
testing and diagnostic procedures are of great
FIGURE 22-1 Definition of precision and accuracy.
FIGURE 22-2 A typical measurement system suitable for micro-nano-applications.
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 345
importance for quality assurance (QA). The main
scenario of QA involves statistical process control
(SPC) as a set of tools capable of controlling the
quality of the products by statistical analysis meth-
odologies [1]. The SPC techniques use data and
measurements coming from testing and diagnostic
equipment in order to take decisions on quality
levels of the production, and ensure eventual cor-
rections of the production process. There are sev-
eral tools which permit the control of the incoming
data from a process. When the measurement data
are collected, they are analyzed by extracting
means and ranges that are plotted on charts.More
complex analyses can be accomplished by calcu-
lating the indices of capability, which become
tools suitable for the evaluation of how much
the process or sub-processes meet the initial
requirements. While the precision of a process is
related to the spread of the collected data around a
mean value, the capability relates the precision to
the range of the permitted values fixed by the
specifications (or specification tolerance). Gener-
ally, if the precision is characterized by the stan-
dard deviation s, the capability index relates the
specification tolerance to the value of 6s.
From a more general point of view the testing
and diagnostic decision-making processes can be
viewed as a series of transformations, or map-
pings, on process measurem ents. Figure 22-7
shows the various transformations that process
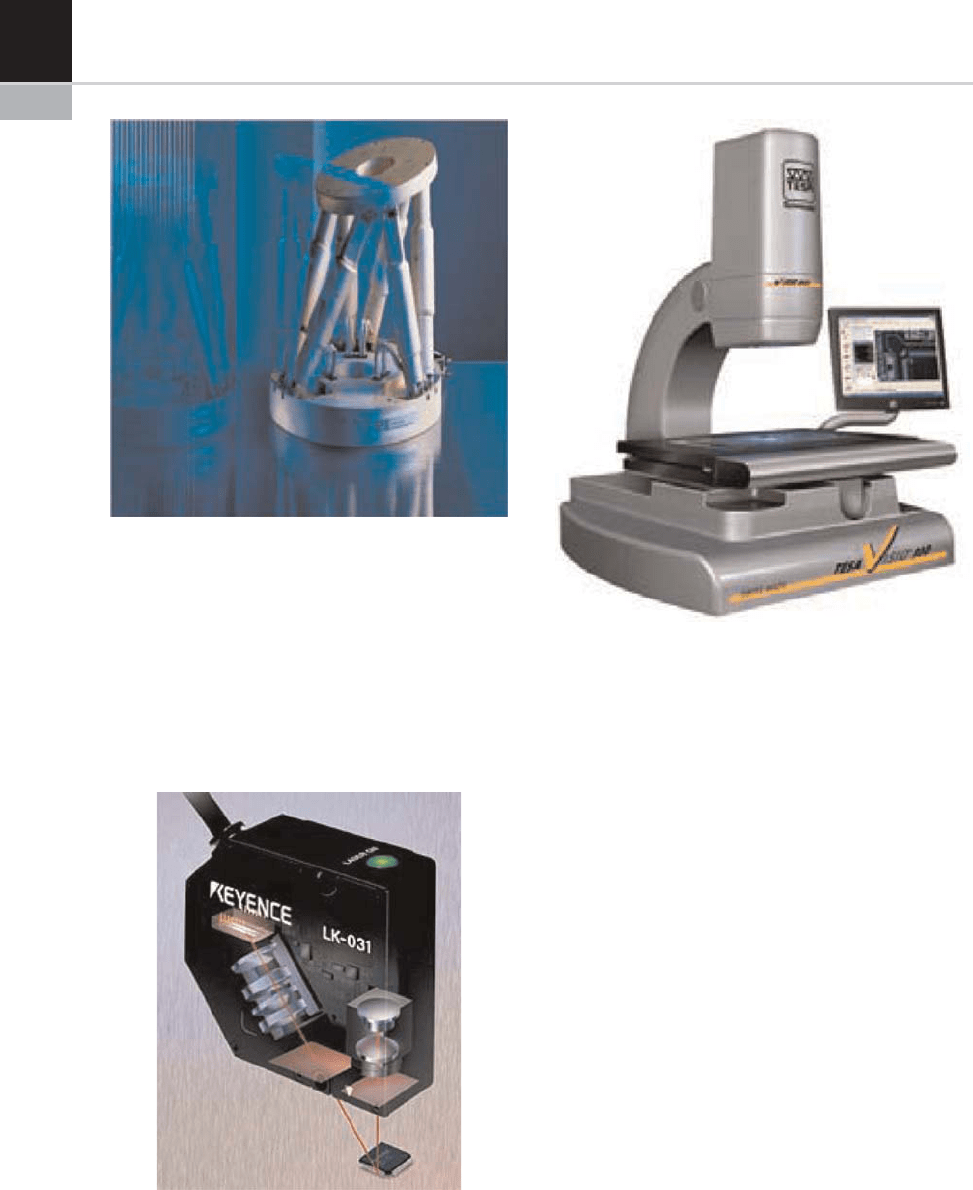
FIGURE 22-5 A motorized, vision-based measurement
system (X,Y,Z resolution: 50 nm).
FIGURE 22-3 Six d.o.f. Exapode system.
FIGURE 22-4 1D laser-based displacement measurement
system.
346 CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems

data go through during diagnosis [2]. The mea-
surement space defines a set of measurements
incoming from sensors and transducers. These
are the input to the diagnostic system. The feature
space is a space of points that are obtained as a
function of the measurements by utilizing a priori
knowledge. Here, the measurements are analyzed
and combined with the aid of a priori process
knowledge, in order to extract useful features
about the process behavior to aid diagnosis. The
mapping from the feature space to decision space
is usually designated to meet some objective func-
tion (such as minimizing of misclassification).
Typically, this transformation is achieved by
using either threshold functions or template
matching. In the class space, the features are sep-
arated by suitable classifiers. The class space is
thus the final interpretation of the diagnostic sys-
tem delivered to the user.
In the following sections a deeper analysis of
some aspects of the diagnosis and testing for
micro-manufacturing systems will be detailed. In
the first section the main non-contact measure-
ment techniques used in the micro-applications
area are recalled. The second section focuses on
testing and diagnostic methods, in particular,
related to quantitative techniques such as Kalman
filters. The third section reports an application
where model-based testing is used to detect the
failures and performance of a piez oelectric
micro-positioning device.
PRECISION MEASUREMENT
SYSTEMS
Starting from the measurement space, it results
that primary importance is usually given to how
signals and data are collected in order to procee d
through a testing or diagnostic process. The main
elements involved in the capturing of signal are
the sensors.
The production of meso-, micro- and nano-
devices requires a high level of precision due the
millimeter or sub-millimeter dimensions of the
devices to be assembled, handled or tested. Within
the sub-millimeter range of dimensions, many
phenomena are no longer negligible with respect
to the macro-world (adhesion, deformation, ther-
mal variation), so the external influences of
probes or tools for handling purposes are to be
avoided in order to achieve the required precise
measurements. For example, even some well-
defined pro cedures, in the vibration detection
and analysis area, can no longer be applied by
adopting standard sensing elements (contact
accelerometers).
Nowadays non-contact sensors are largely
used in order to avoid external influences on the
FIGURE 22-7 Transformations in a testing/diagnostic system.
FIGURE 22-6 Capability index for a low capability (a), medium capability (b), high capability (c) system (process).
(Cp: capability index, Ll: tolerance lower limit, Ul: tolerance upper limit, s: standard deviation).
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 347

measurement system, thus enablin g ultra-high
precision measurements (i.e. up to the 10
9
range
of the whole dimensions of the part to be mea-
sured). Due to the property of coherence in the
emitted radiation, the laser is the main technique
applied within high precision applications, not
only within the realm of dimensional control,
but also within a wide range of applications where
the physical characteristics of materials have to be
measured in a direct or indirect manner.
Laser applications on measurement syst ems go
from dimensional analys is to vibration measure-
ment. Some applications in material characteriza-
tion even use the laser as a power source in order
to produce mechanical waves. This is achieved by
impacting the laser beam onto targets and then
measuring the ultrasound reflections (LUS: laser
ultra sound inspe ction).
The laser is also used within optical applica-
tions in order to inspect transparent or semi-
opaque materials using a coherence light source
(OCT optical coherence tomography). How-
ever, even high resolution image analysis is
increasing its influence within the high precision
measurement domain, especially when in-line
inspection and testing of micro-parts are required.
Laser interferometers, LUS, OCT and image pro-
cessing can easily ensure resolutions of below
1 mm with very simple equipment and, in some
cases, at a very competitive cost.
Recalling these applications, one may also rec-
ognize the wide use of precise positioning systems
suitable to move the probe or the sensor, as shown
in Fig. 22-2. Precision movements are often
achieved with mec hatronic systems based on
piezo-actuators, sub-micrometric brushless
motors, galvo motors, moving coil motors, etc.
Note also that high precision mechanical devices
have to ensure optimal isolation from vibration
and other external disturbances.
Of particular importance, dimensional mea-
surement sensors are especially valuable because
by dimensional measurement it is possible to
retrieve a large amount of information about the
observed system, and not only from a purely
dimensional point of view. For example, laser dis-
placement sensors can report information about
dimensional, dynamical, thermal, and vibrational
behavior. Therefore, it may be useful to briefly
detail a number of such sensor s, especial ly of the
non-contact type, which are particularly suited
for micro-testing applications.
Mono- and Multi-dimensional
Measurement
Precise non-contact dimensional measurement
systems are largely based on the laser interferom-
eter technique (i.e. the Michelson interferometer).
Comprising just the interferometer, i.e. being a
system capable of detecting only differences on
beam paths, it is suitable for incremental, or dis-
placement, measurements. Typically, the time
response is very fast (typ. <100 ms) and the mea-
suring accuracy, by the use of interpolator
devices, easily reaches values below 10
8
m. The
laser interferometer system is very suitable for
coordinate measuring machine (CMM) applica-
tions. Very accurate measurements on micro-
parts are possible by placing the part on a posi-
tioning system (one stage: X or mul tistage: X-Y or
X-Y-Z table) provided with reflectors.
Other dimensional measurement techniques are
based on different principles, such as laser beam
triangulation, which use a laser source and a detec-
tor (CCD or PSD as represented by Fig. 22-4). In
this case the system performances depend on the
surface characteristics of the target material. Both
the precision and the distance range are affected by
material typology and surface texture.
Thickness Measurement
There are several techniques which are suitable
for the precise and ultra-precise measurement of
thickness. Inductive measurement, based on dif-
ferential measurement techniques, is a methodol-
ogy often adopted for low cost ap plications. This
method is affected by the type of material being
measured. Higher levels of stability and precision
are achieved by laser techniques which consist of a
laser beam shaped by the target. A sensor , in these
systems, consists of emitter and receiver elements,
with the field of measurement situated between
348 CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems

them. The width of the ‘shading’ (e.g. behind an
object) or the light (e.g. through a gap) can thus be
measured (Fig. 22-10). Alternative techniques are
possible, mainly by using two displacement sen-
sors as represented in Fig. 22-11. This kind of
technique requires, however, highly accurate cali-
brations (usually accomplished with the use of a
calibrated target).
FIGURE 22-11 Thickness measurement using two dis-
placement-sensors.
FIGURE 22-8 One-dimensional displacement measurement by laser interferometer.
FIGURE 22-9 High precision X-Y feedback system (Aerotech Inc.) using two laser interferometers (Renishaw) with total
precision up to 10 nm. The system is suitable also for testing 2D tables and precise linear motors.
FIGURE 22-10 Thickness measurement using a laser
beam.
CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems 349

In this domain, great importance is given to the
laser ultrasound system (LUS), which is capable of
reaching high levels of precision by using a hybrid
technique. The technique is based on a very nar-
row pulsed laser beam, which is launched towards
the target with the reflected ultrasound wave
being received by an acoust ic sensor. The varia-
tions of the acoustic impedance of the materi al are
analyzed subsequently by a processing unit in
order to deliver a map of the discontinuity of the
material. The accuracy of this measurement,
depending on the type of mat erial, sound velocity
and time resolution of the signal processing unit,
can reach a few micrometers.
2D Profile and Shape Measurement
Profile and shape measurement are often accom-
plished by a combined use of laser and image
analysis techniques.
A very thin laser beam is projected onto the part
to be measured. The projection is analyzed by a
CCD linear-array camera. A precise 1D linear
movement may be imposed onto the measurement
system or onto the part to be measured. Depend-
ing on the laser beam thickness, linear array CCD,
optics and positioning system resolution, sub-
micrometric accuracy can easily be achieved.
Suitable calibration procedures, using master
profiles, are used to calibrate the analyzed image,
thus permitting compensation for optical field
deformations.
This kind of equipm ent is particularly suitable
in continuous-control processes when the parts to
be measured are brought by a linear-transporta-
tion system or by tape. In such cases, high effi-
ciency image-analysis algorithms and high speed
computational systems are required.
Shape and profile analyses are also accom-
plished by suitable image-analysis techniques
FIGURE 22-13 LUS principle and a system by TECNAR working on the B scan and C scan mode.
FIGURE 22-12 Thickness measurement systems.
350 CHAPTER 22 Testing and Diagnosis for Micro-Manufacturing Systems