ASM Metals HandBook Vol. 8 - Mechanical Testing and Evaluation
Подождите немного. Документ загружается.

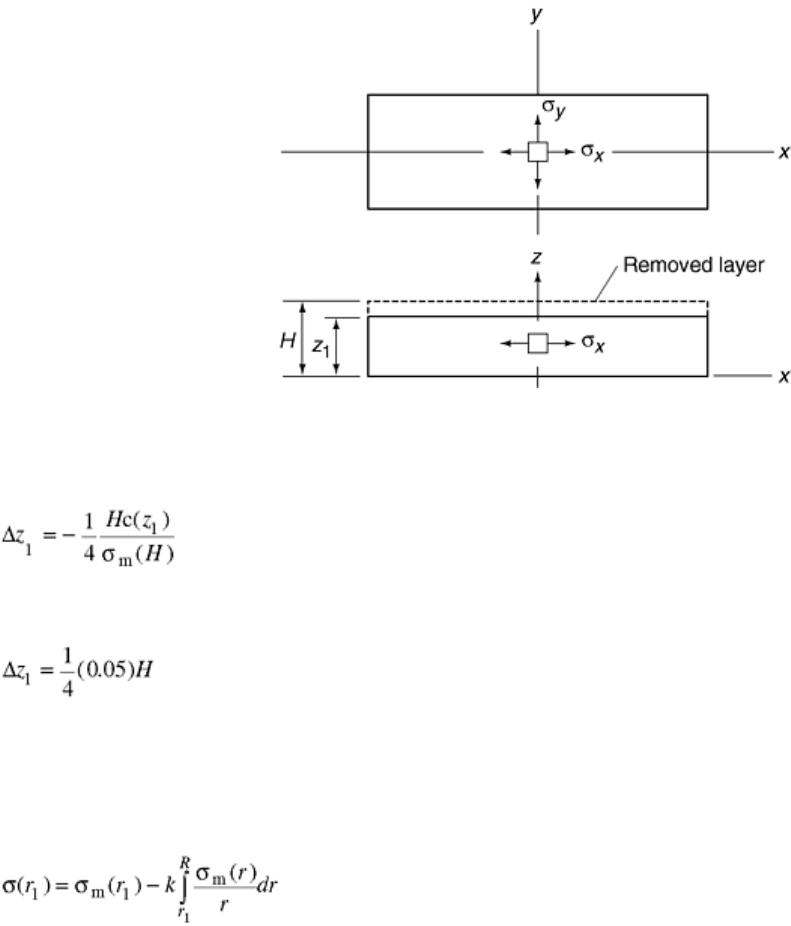
Fig. 8 Stresses in flat plate after layer removal
By solving for Δz
1
, the question of proper slice is given by:
(Eq 27)
Thus, for example, if the measured stress is to be in error by less than 5%, -c(z
1
)/σ
m
(H) = 0.05, and the
appropriate slice depth is:
(Eq 28)
For a plate 102 mm (4.0 in.) thick, for example, the slice depth is 1.3 mm (0.050 in.).
If the stress gradient is high, then the next term in the correction series should be included, and a quadratic in
Δz
1
should be solved. This requires an estimate of σ′
m
(H) based on experience.
Solid Cylinder. (See the previous discussion “Solid Cylinder Bar with Rotationally Symmetric Stresses” for the
Moore and Evans procedures.) A generalized solution from Eq 16 and 17 is written:
(Eq 29)
where, again, the subscripts r, θ, and z have been dropped because the form is the same.
When σ
r
(r
1
) is desired:
σ(r
1
) = σ
r
(r
1
)
σ
m
(r
1
) = 0
k = 1
σ
m
(r) = σ
θm
(r)
(Eq 30)
When σ
z
(r
1
) is desired:
σ(r
1
) = σ
z
(r
1
)
σ
m
(r
1
) = σ
zm
(r
1
)
k = 2
σ
m
(r) = σ
zm
(r)
(Eq 31)
σ
θ
(r
1
) is calculated from σ
θm
(r
1
) using Eq 18.
The correction term in stress, c(r
1
), is written as before:
c(r
1
) = σ(r
1
) - σ
m
(r
1
)
(Eq 32)
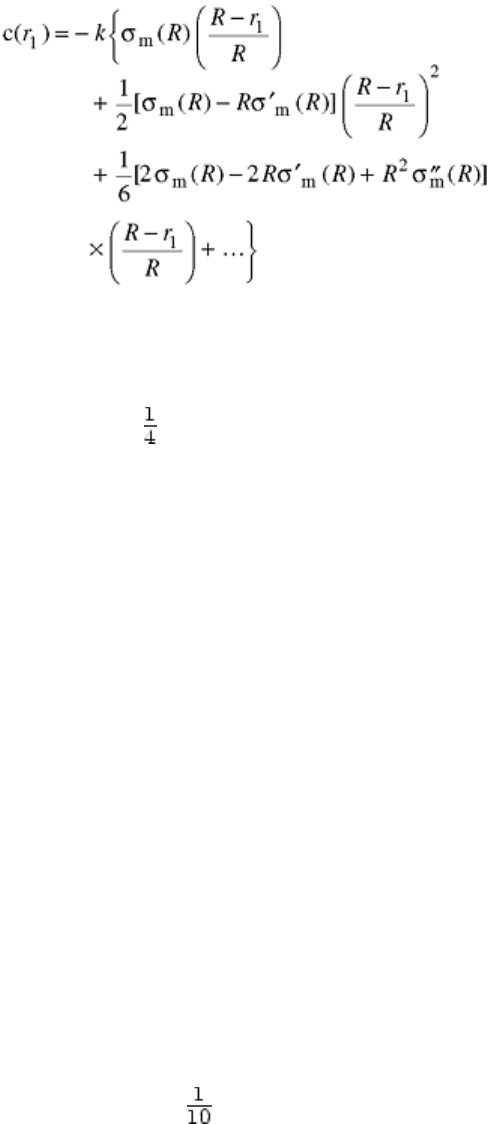
Again, expanding the integrand of Eq 29 in a Taylor's series and integrating term by term, a final form for the
correction is obtained:
(Eq 33)
where σ
m
(R), σ′
m
(R) and so on, are the surface stress and successive derivatives with respect to z at the surface.
Insights into the factors that influence the correction apply exactly as previously discussed, as do the limitations
of the method.
Ruud et al. (Ref 33, 34) applied a modification of the Johanssen method to measure the triaxial stress condition
of thick plate 2 Cr-1 Mo plate weldments. They actually measured the strains in all directions and calculated
the stresses but did not correct for layer removal due to the complex nature of the stress field.
Ruud et al. also measured the residual stress condition of expanded tubing including 304 stainless steel tubing
(Ref 35) but focused on the residual stresses on the inside surface of the heat exchanger tube components. Table
3 summarizes the destructive residual stress measurement procedure described in this section of this article.
Sectioning and Material Removal Methods
As discussed in the previous sections on destructive measurement procedures, many procedures require that the
component (sample or part) be sectioned and/or some material be removed from it to measure the residual
stresses. This is especially true for the measurement of internal residual stress fields where the component
nearly always must be sectioned to reveal the internal stress field. There are two exceptions to the necessity of
sectioning and material removal, and these are neutron diffraction and ultrasonic methods, which will be
described in the section “Nondestructive Procedures.”
Sectioning or material removal may be required by a particular residual stress measurement procedure or
method. Mechanical chip removal processes are usually applied because of their economy and speed. All chip
removal processes, including lathe turning, drilling, milling, sawing, grinding, and so forth, introduce surface
residual stresses that can be as high as the yield strength of the strain hardened metal and several thousandths of
an inch (tens of microns) in depth (Ref 36, 42, 43, 44, and 45). Figures 9 10 11 show the residual stresses in
steels caused by various machining processes. Further, some steels are especially prone to strain hardening, for
example, austenitic stainless steels, and extra care must be used with these materials when selecting a material
removal technique. Figure 12 shows plots of the residual stresses in 304 austenitic stainless steel caused by
various grinding methods. Note that these plots are only samples and may not be typical. If the size of the
element in which the strain change is measured is smaller, or thinner in the case of surface depth gradients, than
about 2 to 3 mm ( in.), then a chemical or electrochemical material removal technique must be used to
remove the surface residual stresses caused by mechanical chip removal. These techniques may be used solely
or in conjunction and after the chip removal method. It should be noted that material removal techniques such
as electrical discharge machining (EDM) induce residual stresses (Ref 46) as do chip removal methods. Other
methods, such as laser, flame, or plasma cutting, which cause heating of the element, must be applied with
caution because they may reduce the stress field to be measured by annealing before measurement.
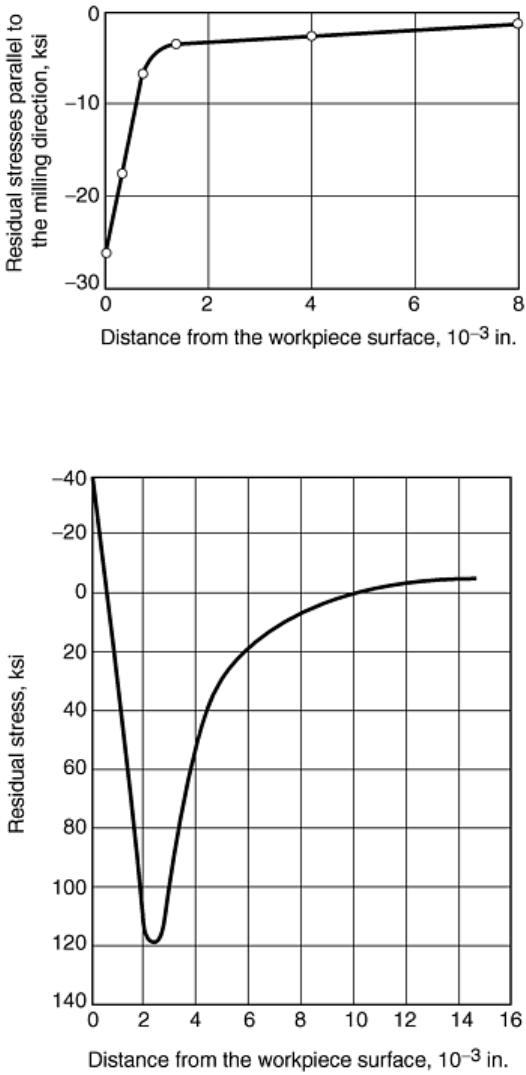
Fig. 9 Residual stresses at the surface and near the surface due to milling a medium carbon steel
workpiece
Fig. 10 Residual stresses in a 440C stainless steel workpiece induced by facing
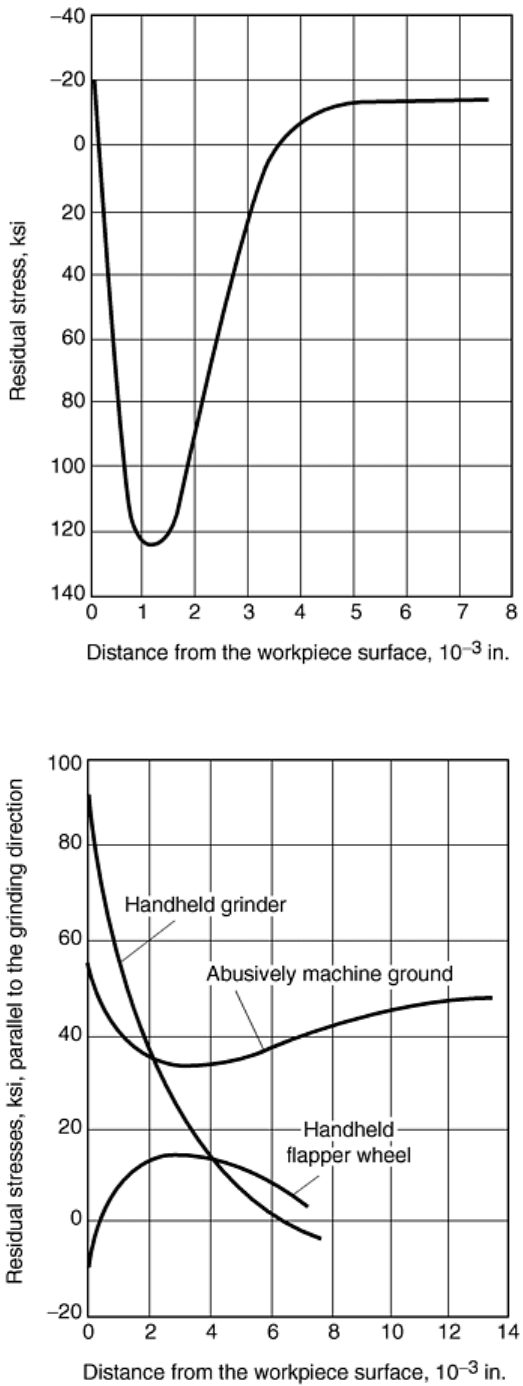
Fig. 11 Residual stresses in an alloy steel workpiece induced by turning
Fig. 12 Samplings of residual stress distributions induced in 304 stainless steel workpieces by common
grinding procedures
Thus, the only methods for material removal from a component surface that do not induce residual stresses are
electrolytic or chemical polishing. Electropolishing is described in some detail in Surface Cleaning, Finishing,
and Coating, Volume 5, 9th ed., of Metals Handbook (Ref 47), and guidelines are provided for application to
various alloys on Table 1 of that publication. In electropolishing, the electrolyte and operating conditions
depend on the alloy being polished as shown in the Metals Handbook (Ref 47) and the SAE Handbook
Supplement (Ref 8). Electropolishing combined with XRD is used extensively to reveal residual stress gradients
on machined, ground, and hardened surfaces.
However, application of these techniques requires that the subsurface stresses be corrected for the removal of
prior surface layers (Ref 8).
Another concern when reducing components to a more convenient, smaller size when it is necessary in order to
place them on or in a measurement device is that the stresses of interest are likely changed by the sectioning.
Generally plates should be cut to a length and width of at least three times the thickness to avoid end effects.
Cylinders, both thin-walled and solid, should be a minimum of three diameters in length.
Where the manufacturing process affects the entire thickness of a component, such as heat treatment or forging,
it might not be advisable to section without means of measuring the stress change extensively over the entire
component before sectioning. In other words, selection of the stress measurement procedure and methods
should avoid sectioning unless techniques to measure the effects of sectioning are applied before sectioning is
initiated.
On the other hand, when the processes that have induced the residual stress produce only shallow stress fields,
then the three times rule suggested above is applicable.
Strain Measurement Methods
As discussed in the section “Stress Measurement” in this article, all residual stress determination methods
measure elastic strain, not stress, and the residual stress is calculated from the strain values. Several methods for
the measurement of strain have been applied in residual stress studies, and some have been mentioned
previously. These methods include mechanical gages, electrical resistance gages, brittle coatings, optical gages,
laser methods, birefringent methods, diffraction methods (x-ray and neutron), ultrasonic methods, and magnetic
methods. The last three methods will be discussed in the section “Nondestructive Procedures” in this article.
Mechanical Gages. The application of mechanical gages such as those described by Heyn (Ref 23), Stablein
(Ref 24), Gunnert (Ref 27), and others generally preceded the availability of electrical resistance strain gages
and are not discussed here due to their general lack of precision, poor spatial resolution, and inefficiency.
Electrical Resistance Strain Gages. Most bonded electrical resistance strain gages are made from either metallic
wire or foil materials. There are also the recently developed semiconductor gages. A variety of sizes, shapes,
and configurations are available, including single-element gages and rosettes with two, three, or four elements.
Electrical resistance strain gages are available in sizes as small as about 1 mm and thus provide a resolution of
strain measurement on that order. Information on electrical strain gages is available in numerous sources,
including the Handbook of Experimental Stress Analysis (Ref 48) and in reviews by Crites (Ref 49) and
Masubuchi (Ref 15) as well as by suppliers.
Changes in temperature tend to cause an apparent strain. Some type of temperature compensation, therefore, is
needed. Frequently, a dummy gage, which is not subjected to the strain, is exposed to the same temperature as
the actual gage to provide a basis for comparison. A temperature-compensated gage can also be used.
Gages must be bonded securely to the specimen. Various types of cements have been developed. Sometimes
gages must be protected from metal chips produced during machining as well as from the oil or water. A
number of systems have been devised for protecting gages under various conditions.
Brittle Coatings. A simple inexpensive strain gage that will only provide qualitative indications of residual
stress is used for brittle coatings. Here a brittle lacquer is applied to the area where the stresses are to be
measured by a material removal method. After the lacquer has cured (dried), a change in the stress field is
induced, and if the change is sufficient, strain will be produced in the lacquer, causing it to crack. If the material
removal is in the form of a hole drilled in the lacquer, radial cracks indicate a tensile residual stress in the plane
of the component surface, and circular cracks indicate compressive stress.
Optical Gages. In a well-fixtured component that is held securely in place during material removal to change
the stress field and, therefore, induce strain change, light reflective methods can be used to magnify the
movement of a reflective surface. Also, this method can be used if the component can be removed and replaced
precisely in a fixture and if the position of the reflected light can be measured before and after removal and
replacement, during which a change in the residual stress field is induced.
Laser Methods. Other techniques applying laser light have been proposed as well. These have included
shearography (Ref 50), interferometry (Ref 51), speckle-correlation interferometry (Ref 52), and others. Vikram
et al. (Ref 52) suggested that a small volume of the material could be stress relieved by heating via a laser to
induce a change in the stress field and the strain change measured by an optical technique to reveal the residual
stresses existing in the volume before heating. However, it must be recognized that heating a volume of metal
sufficiently to change the residual stress field will result in tensile residual stresses in the heated volume, as
observed by Cullity (Ref 53, p 471–472), and this would likely be detrimental to the component in which
stresses were being measured.
Birefringent Methods. Under the action of stresses, transparent materials become doubly refracting
(birefringent), and if a beam of a polarized light is passed through a model (under stress) made of such a
material, a colored image is obtained from which the stress distribution can be determined. This technique is
called the photoelastic technique (Ref 48). A practical variation on this technique is to coat a metal component
in which the residual stress is to be measured with a photoelastic polymer. When residual stress changes are
induced in the component, strain changes are caused and transmitted to the polymer coating, which then
becomes birefringent. This can be observed and measured using a reflection polariscope (Ref 15). Instructions
for analyzing fringe patterns in this application (nearly the same as those obtained in ordinary photoelasticity)
are provided by the manufacturer of the polariscope.
The photoelastic coating may be applied by brushing a liquid polymer on the surface of the specimen and
polymerizing it by applying heat. Alternatively, a prefabricated flat or contoured sheet of polymer may be
bonded to the part at room temperature (Ref 54). The maximum strain that can be measured ranges between 3
and 50%, depending on the type of polymer used; the strain sensitivity usually decreases with the increase in
the maximum measurable strain.
Chemical Methods
A number of qualitative methods to detect residual stresses that may lead to stress corrosion or hydrogen-
induced cracking (HIC) in metals have been applied to specimens representing components to be manufactured.
Magnesium chloride solutions have been applied extensively to the study of stress corrosion in nickel alloys
and austenitic stainless steels, including some recent work by Bouzina et al. (Ref 55).
Masabuchi and Martin (Ref 56) studied the susceptibility of SAE 4340 steel weldments to hydrogen-induced
stress cracking. The test procedure was to immerse the weldment specimens in a 4% H
2
SO
4
(sulfuric acid)
aqueous solution charged with H
2
and to which two drops of a 5% phosphorus (P) solution of CS
2
was
dissolved. A direct current (dc) was applied between a specimen and a lead anode to provide a current density
of 0.5 to 1.2 mA/mm
2
(0.35 to 0.8 A/in.
2
). The crack patterns that developed were related to the surface tensile
residual stress distribution in each specimen.
Stress corrosion cracking (SCC) induced by residual stresses in carbon and low-alloy high-strength steels have
been investigated by several researchers (Ref 56, 57, and 58). One procedure consisted of immersing the
specimens in a boiling aqueous solution of 60% Ca(NO
3
)
2
and 4% NH
4
NO
3
for 31 h. The crack patterns that
developed were related to the surface tensile residual stress distributions in the specimen.
A number of standard practices for testing the susceptibility of metals to SCC have been published by ASTM,
including the following:
ASTM
No.
Title
G 38
Standard Recommended Practice for Making and Using C-Ring Stress Corrosion Test
Specimens
G 58
Standard Practice for the Preparation of Stress Corrosion Test Specimens for Weldments
G 39
Standard Practice for the Preparation and Use of the Bent-Beam Stress Corrosion Test
Specimens
G 30
Standard Recommended Practice for Making and Using U-Bend Stress Corrosion Test
Specimens
STP 425 Stress Corrosion Testing
However, these tests for the most part do not reveal the residual stress but the susceptibility of the metal to
cracking under known stresses in the specified corrosion medium—not residual stress.
References cited in this section
5. R. Gunnert, “Method for Measuring Triaxial Residual Stresses,” Document No. X-184057-OE,
Commission X of the International Institute of Welding, 1957, and Weld. Res. Abroad, Vol 4 (No. 10),
1958, p 1725
6. M.G. Moore and W.P. Evans, Mathematical Corrections in Removal Layers in X-Ray Diffraction
Residual Stress Analysis, SAE Trans., Vol 66, 1958, p 340–345
7. A. Constantinescu and P. Ballard, On the Reconstruction Formulae of Subsurface Residual Stresses
after Matter Removal, The Fifth International Conf. on Residual Stresses, Vol 2, Institute of
Technology, Linkopings University, Sweden, 1997, p 703–708
8. Residual Stress Measurement by X-Ray Diffraction-SAE J784a, Society of Automotive Engineers
Handbook Supplement, Warrendale, PA, 1971
15. K. Masubuchi, Analysis of Welded Structures: Residual Stresses, Distortion, and Their Consequences,
1st ed., Pergamon Press, 1980
20. M. Brauss, J. Pineault, S. Teodoropol, M. Belassel, R. Mayrbaurl, and C. Sheridan, Deadload Stress
Measurement on Brooklyn Bridge Wrought Iron Eye Bars and Truss Sections Using X-ray Diffraction
Techniques, Proc. of 14th Annual International Bridge Conf. and Exhibition, Engineering Society of
Western Pennsylvania, Pittsburgh, ICB-97-51, 1997, p 457–464
22. J.A. Pineault and M.E. Brauss, In Situ Measurement of Residual and Applied Stresses in Pressure
Vessels and Pipeline Using X-ray Diffraction Techniques, Determining Material Characterization:
Residual Stress and Integrity with NDE, PUP-Vol 276, NDE-Vol 12, American Society of Mechanical
Engineers, New York, 1994
23. E. Heyn, Internal Strains in Cold Wrought Metals, and Some Troubled Caused Thereby, J. Inst. Met.,
Vol 12, 1914, p 1–37
24. E. Stablein, Stress Measurements on Billets Quenched from One Side,” Stahl and Eisen, Vol 52, 1932, p
15–17
25. M. Mesnager, Methods for the Determination of Stresses Existing in a Circular Cylinder, C.R. Hebd.
Seances Acad. Sci., 1926, Vol 169
26. G. Sacks, Evidence of Residual Stresses in Rods and Tubes, Feitschriff fur Metallkunde, Vol 19, 1927, p
352–357
27. T.G. Trenting and W.T. Read, Jr., J. Appl. Phys., Vol 22 (No. 2), Feb 1951, 130–134
28. R. Gunnert, Residual Welding Stresses, Method of Measuring Residual Stresses and Its Application to a
Study of Residual Welding Stresses, Alquist E. Wicksell, Stockholm, 1955
29. R. Gunnert, “Method for Measuring Residual Stresses in the Interior of a Material,” Document No. X-
162-57, Commission X of the International Institute of Welding, 1957, and Weld. Res. Abroad, Vol 6,
1960, p 10–24
30. D. Rosenthal and J.T. Norton, A Method for Measuring Triaxial Residual Stresses in Plates, Weld. J.,
Vol 24 (No. 5), Research Supplement, 194 295s–307s
31. R. J-S. Chen, “Determination of Residual Stresses in a Thick Weldment,” M.S. thesis, The Pennsylvania
State University, November 1983
32. P. Johanssen, “Determination of Residual Stresses in Thick Welded Plated Utilizing X-Rays and Layer
Removal Techniques, Part 1: Theory for Reconstruction of Original Stress State,” Internal Report,
Department of Materials and Solid Mechanics, The Royal Institute of Technology, S100, 44,
Stockholm, April 1978
33. C.O. Ruud, R.N. Pangborn, P.S. DiMascio, and P.J. Snoha, Residual Stress Measurement on Thick Plate
Low-Alloy Steel Narrow Gap Weldments by X-Ray Diffraction, ASME, 84-PVP-128, 1984
34. C.O. Ruud, J.A. Josef, and D.J. Snoha, “Residual Stress Characterization of Thick-Plate Weldments
Using X-ray Diffraction,” Weld. Res. J. Supplement, AWS, March 1993, p 875–915
35. A.R. McIlree, C.O. Ruud, and M.E. Jacobs, The Residual Stresses in Stress Corrosion Performance of
Roller Expanded Inconel 600 Steam Generator Tubing, Proc. of the International Conf. on Expanded
and Rolled Joint Technology, Canadian Nuclear Society, 1993, p 139–148
36. Y.W. Park, P.H. Cohen, and C.O. Ruud, The Development of a Model for Plastic Deformation in
Machined Surface, Mater. Manuf. Process., Vol 8 (No. 5), 1994
37. E. Schreiber and H. Schlicht, Residual Stresses After Turning of Hardened Components, Residual
Stresses in Science and Technology, Vol 2, DGM Informationsgesell Schaft, Verlag, Germany, 1987, p
853–860
38. W.J. Shack, W.A. Ellingson, and L.E. Pahis, “Measurements of Residual Stresses in Type-304 Stainless
Steel Piping Butt Welds,” EPRI NoP-1413, R.P. 449-1, Electric Power Research Institute, Palo Alto,
CA, June 1980
39. C.O. Ruud, P.S. DiMascio, and D.J. Snoha, A Miniature Instrument for Residual Stress Measurement,
Adv. X-Ray Anal., Vol 27, Plenum Press, 1984, p 273–283
40. G. Pickel, Application of the Fourier Method to the Solution of Certain Boundary Problems in the
Theory of Elasticity, J. Appl. Mech., 1944, p 176–182
41. D.L. Sikarskie, On a Series Form of Correction to Stresses Measured Using X-Ray Diffraction, AIME
Trans., Vol 39, 1967, p 577–580
42. Y.W. Park, P.H. Cohen, and C.O. Ruud, Sensitivity of Shear Process on Metal Cutting to the
Development of Residual Stress, Rev. Prog. in NDE, Vol 14, 1995, p 1183–1188
43. Y.C. Shin, S.J. Oh, and C.O. Ruud, Investigation of Residual Stresses of Machined Surfaces by an X-
Ray Diffraction Technique, NDC of Materials IV, Plenum Press, 1992, p 408–418
44. J.E. Hoffman, D. Lohe, and E. Macherauch, Influence of Machining Residual Stresses on the Bending
Fatigue Behaviors of Notched Specimens of Ck45 in Different Heat Treating States, Residual Stresses
in Science and Technology, Vol 2, p 801–814, DGM Informationsgesell Schaft, Verlag, Germany, 1987
45. E. Brinksmier, Residual Stressed in Hard Metal Cutting, Residual Stresses in Science and Technology,
Vol. 2, DGM Informationsgesell Schaft, Verlag, Germany, 1987, p 839–846

46. F. Ghanem, H. Dishom, C. Braham, R. Fatallak, and J. Leider, An Engineering Approach to the
Residual Stresses Due to Electric-Discharge Machining Process, Proc. The Fifth International Conf. on
Residual Stresses (ICRS-5), Vol 1, Ericson, Oden, and Anderson, Ed., Institute of Technology,
Linkopings University, Sweden, 1977, p 157–163
47. Electropolishing, Surface Cleaning, Finishing, and Coating, Vol 5, Metals Handbook, 9th ed.,
American Society for Metals, Vol 5, 1982, p 303–309
48. M. Hetenyi, Ed., Handbook of Experimental Stress Analysis, John Wiley & Sons, Inc., 1950
49. N.A. Crites, Your Guide to Today's Strain Gages, Prod. Eng., Vol 33 (No. 4), 17 Feb 1962, p 69–81,
and Equipment and Application-Today's Strain Gages, Prod. Eng., Vol 33 (No. 6), 19 March 1962, p
85–93
50. Y.Y. Hung, Shearography: A New Optical Method for Strain Measurement and Nondestructive Testing,
Opt. Eng., Vol 21 (No. 3), 1982, p 391–394
51. K. Li, Interferometric Strain/Slope Rosette Technique for Measuring
Displacements/Slopes/Strains/Residual Stresses, Proc. of the 1997 NSF Design and Manufacturing
Grantees Conf., University of Washington, Seattle, National Science Foundation (NSF), 1997, p 571–
572
52. C.S. Vikram, M.J. Pedensky, C. Feng, and D. Englehaupt, Residual Stress Analysis by Local Laser
Heating and Speckle-Correlation Interferometry, Exp. Tech., Nov/Dec 1996, p 27–30
53. B.D. Cullity, Elements of X-Ray Diffraction, 2nd ed., Addison-Wesley Publishing Co., Inc., 1978, p
469–472
54. C.O. Ruud, “Residual and Applied Stress Analysis of an Alloy 600 Row 1 U-Bend,” NP-5282, R.P
5303-3, Elect. Power Res. Inst., Palo Alto, CA 1987, p 2–11
55. A. Bouzina, C. Braham, and J. Ledion, Evaluation and Prediction of Real Stress State Stress Corrosion
Cracking Specimens, The Fifth International Conf. on Residual Stresses, Vol 2, Institute of Technology,
Linkopings University, Sweden, 1997, p 1060–1065
56. K. Masubuchi and D.C. Martin, Investigation of Residual Stresses by Use of Hydrogen Cracking, Weld.
J., Vol 40 (No. 12), Research Supplement, 1961, p 553s–556s
57. C.E. McKinsey, Effect of Low-Temperature Stress Relieving on Stress Corrosion Cracking, Weld. J.,
Vol 33 (No. 4), 1954, Research Supplement p 161s–166s
58. W. Radeker, A New Method for Proving the Existence of Internal Stress Caused by Welding,
Schneissen Schneider, Vol 10 (No. 9), 1958, p 351–358
Residual Stress Measurements
Clayton O. Ruud, The Pennsylvania State University
Semidestructive Procedures
Nondestructive methods of residual stress measurement are characterized as methods that in no way affect the
serviceability or reduce the mechanical strength or other properties of the component in which stresses are
measured. Between the nondestructive and destructive methods, which have a severe effect on the
serviceability, strength, and properties, are the semidestructive methods. These are methods that have a small to
negligible effect on the components in which stresses are measured or methods for which the component may
be repaired after the measurement.
The methods that are considered semidestructive are those that require small holes to be drilled, rings to be
trepanned in the component, or indentations to be made in the surface. The first two methods provide
quantitative data, and the third produces only qualitative data.
Blind Hole Drilling and Ring Coring. The hole-drilling method was proposed nearly seven decades ago (Ref
59) and is based on measurement of the change in surface strain caused by stresses relieved by machining a
shallow hole in the test piece. The principle is that stressed material, on being removed, results in the
surrounding material readjusting its stress state to attain equilibrium. The method has been standardized in
ASTM E 837 (Ref 60). The ring core method (Ref 61) is also based on the strain caused by redisturbing the
stress field, but in this case a relatively stress-free island of material is isolated by making a shallow ring around
a strain gage. This method is also called trepanning. These two methods are the least destructive mechanical
stress relief techniques and are relatively simple and economical. They, as by and large all stress relief
techniques do, rely on electrical resistance strain gages to measure the strain change due to metal removal.
Rosettes of strain gages are available especially for hole drilling. The size of the rosettes has been progressively
reduced over the last few decades, and rosettes are now available in sizes less than about 10 mm from a number
of manufacturers.
As with most residual stress techniques, hole drilling and ring coring have been applied mostly to steels. Most
applications have been done on flat plate or cylindrically round parts (Ref 9, 62, 63). Stresses can be
determined at various depths into the surface of the material, down to a depth equal to the diameter of the hole
or core (Ref 64, 65). Kelsey (Ref 66), however, observed that stresses with depth cannot be measured
accurately to greater than half the hole diameter. The thickness of the layers in which stresses may be resolved
is about 10 to 20% of the hole or core diameter.
The equipment necessary to perform the measurement is reasonably inexpensive, portable, and can be used in a
manufacturing shop environment. However, experienced technologists are necessary to perform many tasks in
taking the readings—from selecting the area in which stresses are to be measured to preparing the surface,
applying the strain gages, and reading and interpreting the data. Due to the possibility of residual stresses being
induced by the hole drilling or coring technique, prior calibration of the application is recommended in all
cases, with the possible exception of certain applications where holes are produced by abrasive jet machining
(Ref 67).
Rendler and Vigness (Ref 68) developed calibration constants for cold-rolled steel, which they proposed as
generally applicable to all metals, provided that the elastic constants were known. However, they seem to have
overlooked variations in the strain hardening coefficients and the accompanying residual stress, which exist
between alloys and even between tempers of the same alloy. Dini et al. (Ref 69) showed that direct
experimental determination of the necessary constants for any isotropic material with known elastic constants
can be eliminated by using data available for cold-rolled steel and calculating these constants using a formula
presented. Despite the success that some researchers have claimed in circumventing the development of
calibration constants, experimental calibration is strongly recommended. This is best done by applying strain
gages and drilling the holes in test pieces prior to stressing them known amounts (Ref 67, 68). The abrasive jet
machining (AJM) technique should be applied to any material with high propensity to work hardening during
machining, for example, austenitic stainless steel (Ref 70).
The following are general limitations and/or concerns of hole drilling and ring coring:
• Areas of high stress gradients should be avoided because the stress gradient must be assumed to be
constant across the hole or ring diameter.
• Areas where stresses are greater than one-third the yield strength of the material are likely to produce
erroneous results due to local plastic yielding during metal removal.
• The thickness of the part or specimen must be at least four times the hole or core diameter.
• Strain hardening of the metal in the vicinity of the hole may result during metal removal, which can
result in tens of ksi (69 MPa) error.
• Heating may result during the metal removal.
• Holes or cores must be spaced at least eight times their diameter apart.