Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


Технология конструкционных материалов. Учебное пособие -11-
В
В
В
В
Е
Е
Д
Д
Е
Е
Н
Н
И
И
Е
Е
Государственным образовательным стандартом высшего профессио-
нального образования подготовка бакалавров машиностроительного направ-
ления предусматривает изучение общепрофессиональной дисциплины
«Технология конструкционных материалов».
Цель изучения дисциплины − ознакомление со структурой современ-
ного машиностроительного производства и содержанием его технологичес-
ких процессов.
Основная задача изучения дисциплины − освоение методов создания
изделий из современных материалов на современном оборудовани
и.
Важным этапом при создании изделия машиностроения является про-
цесс проектирования. Будущие бакалавры техники и технологии должны
принимать конструкторско-технологические решения, соответствующие
эксплуатационным требованиям к изделиям и современному уровню
развития технологии.
В предлагаемом учебном пособии представлены сведения о составе,
свойствах конструкционных материалов и основных методах их получения.
В пособии рассмотрены технологии заготовительного производства и методы
изготовления деталей машин, вопросы автоматизированного п
роектирования
при серийном производстве заготовок и сборке машин, а также проблемы
экологии машиностроительных производств.
По окончании изучения курса «Технология конструкционных материа-
лов» студенты должны обладать определенными компетенциями, а именно
готовностью:
использовать знания по естественнонаучным и общетехническим
дисциплинам в профессиональной деятельности;
работать со справочной и специальной литературой, а также другими
видами информации для решения производственных задач;
уметь проводить расч
еты по типовым методикам и проектировать
технологические процессы изготовления заготовок и деталей машин простой
конфигурации;
участвовать в разработке проектной и рабочей технической документа-
ции в соответствии с нормативными документами;
контролировать соблюдение технологической дисциплины в условиях
производства.

Технология конструкционных материалов. Учебное пособие -12-
Г
Г
Л
Л
А
А
В
В
А
А
1
1
.
.
О
О
С
С
Н
Н
О
О
В
В
Н
Н
Ы
Ы
Е
Е
Э
Э
Т
Т
А
А
П
П
Ы
Ы
И
И
М
М
Е
Е
Т
Т
О
О
Д
Д
Ы
Ы
П
П
О
О
Л
Л
У
У
Ч
Ч
Е
Е
Н
Н
И
И
Я
Я
И
И
З
З
Д
Д
Е
Е
Л
Л
И
И
Й
Й
М
М
А
А
Ш
Ш
И
И
Н
Н
О
О
С
С
Т
Т
Р
Р
О
О
И
И
Т
Т
Е
Е
Л
Л
Ь
Ь
Н
Н
О
О
Г
Г
О
О
П
П
Р
Р
О
О
И
И
З
З
В
В
О
О
Д
Д
С
С
Т
Т
В
В
А
А
.
.
П
П
Р
Р
О
О
И
И
З
З
В
В
О
О
Д
Д
С
С
Т
Т
В
В
Е
Е
Н
Н
Н
Н
А
А
Я
Я
Т
Т
Е
Е
Р
Р
М
М
И
И
Н
Н
О
О
Л
Л
О
О
Г
Г
И
И
Я
Я
Дисциплина «Технология конструкционных материалов» изучает осно-
вы не только машиностроительного, но и металлургического производства.
На рис. 1
.1 представлены основные этапы изготовления изделий машино-
строения.
1
1
.
.
1
1
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
в
в
о
о
з
з
м
м
о
о
ж
ж
н
н
о
о
с
с
т
т
и
и
о
о
с
с
н
н
о
о
в
в
н
н
ы
ы
х
х
м
м
е
е
т
т
о
о
д
д
о
о
в
в
п
п
о
о
л
л
у
у
ч
ч
е
е
н
н
и
и
я
я
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
Технологический процесс начинается с металлургического производст-
ва первичных заготовок: слитков, профилей, порошков, потому что основные
конструкционные материалы сегодня – это металлические сплавы.
В условиях металлургического производства машиностроительные
профили изготавливают обработкой давлением: прокаткой, прессованием и
волочением. В результате получают заготовки в виде сортовых профилей,
листового проката, труб и периодических профилей. При изготовлении
деталей из калиброванных профилей, отличающихся высокой точностью
размеров и низкой шероховатостью поверхности, возможна только
отделочная механич
еская обработка поверхностей заготовок.
Сортовые профили подразделяют на профили простой геометрической
формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер;
рельс; угловой, тавровый профили и т. п.), листовой металл − на толсто- и
тонколистовую сталь и фольгу. Трубы могут быт
ь бесшовными и сварны-ми.
Бесшовные трубы используют в наиболее ответственных трубопроводах,
работающих под внутренним давлением в агрессивных средах. Периоди-
ческие профили имеют изменяющиеся форму и площадь поперечного
сечения вдоль своей оси. Они являются заготовками, упрощающими процесс
изготовления ответственных деталей машин в условиях крупносерийного
производства. Гнутые профили применяют при изготов
лении изделий для
машиностроения, автомобильной и авиационной промышленности, строи-
тельных конструкций.
Заготовки машиностроительного производства, имеющие форму и раз-
меры близкие к форме деталей машин, получают методами обработки
давлением, порошковой металлургии, литья и сварки.
Для получения заготовок из стали и цветных металлов с деформи-
рованной макроструктурой применяют методы обработки давлением: ковку,
объемную и листовую штамп
овку.
Ковку применяют для изготовления заготовок в единичном производ-
стве путем пластической деформации профилей или слитков. При производ-

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.1. Технологические возможности основных методов получения заготовок
Технология конструкционных материалов. Учебное пособие -13-
стве крупных и уникальных заготовок массой до 250 т ковка − единственно
возможный способ обработки давлением.
Рис. 1.1. Основные этапы изготовления и обслуживания изделий
машиностроительного производства
Заготовки, полученные объемной штамповкой, отличаются более
высокой точностью размеров и качеством поверхностного слоя по сравнению
с коваными поковками. Применение этого вида обработки давлением для
получения заготовок деталей машин экономически целесообразно в условиях
Полезные
ископаемые

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.1. Технологические возможности основных методов получения заготовок
Технология конструкционных материалов. Учебное пособие -14-
крупносерийного и массового производства. При изготовлении поковок
объемной штамповкой применяют сортовые и периодические профили
массой до 400 кг. По точности и шероховатости поверхностей заготовки,
получаемые холодной объемной штамповкой, не уступают изделиям,
изготавливаемым специальными способами литья. При этом механические
свойства поковок выше, чем отливок.
Листовой штамповкой изготавливают самые разнообразные плоские и
пространственные изделия минимальной массой (от долей граммов до
десятков килограммов) с высокой точностью размеров и качеств
ом
поверхности. Это позволяет сократить количество отделочных операций
механической обработки резанием. В качестве заготовок при листовой
штамповке используют полученные прокаткой листы, полосы или ленты,
толщина которых обычно не превышает 10 мм.
Методами порошковой металлургии получают заготовки, которые по
размерам и форм
е близки к размерам и форме деталей, поэтому при
изготовлении изделий требуется небольшой объем механической обработки.
Технологии порошковой металлургии позволяют практически полностью
исключить из производства обычные металлургические процессы, а также
значительно улучшить экологические показатели производства. Коэффи-
циент использования металла увеличивается до 0,98, производительность
труда возрастает по сравнению с изготовлением деталей из сортовых
профилей, получаемых в условиях металлургического производства.
Методом литья получают за
готовки практически любых размеров, как
простой, так и очень сложной конфигурации. При этом отливки могут иметь
сложные внутренние полости с криволинейными поверхностями, пересекаю-
щимися под различными углами. Точность размеров и качество поверхности
заготовки зависят от способа литья. Отливки можно изготавливать
практически из в
сех металлов и сплавов.
Сварные заготовки изготавливают различными видами сварки. В ряде
случаев сварка упрощает изготовление заготовок сложной конфигурации.
Слабым местом сварной заготовки является шов или околошовная зона: их
прочность, как правило, ниже прочности основного металла. Заготовки
сложной конфигурации экономически эффективнее изготавливать из
элементов, полученных штамповкой, литьем, прокаткой, с их последующи
м
соединением сваркой.
Далее заготовки подвергают механической, электрофизической,
электрохимической обработке с целью получения деталей с требуемыми
параметрами качества. Так, например, часто сварные конструкции перед
резанием подвергают термической обработке для снятия внутренних
напряжений и изменения механических свойств.
Затем cледует сборка деталей для изготовления машин с требуемыми
эксплуатационными характеристиками. Работоспособность изделия (маши-
ны) в целом и к
ачество отдельных деталей проверяют в процессе его
испытаний. Если изделие отвечает требованиям технического задания, то его
начинают эксплуатировать в заданных условиях.

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.1. Технологические возможности основных методов получения заготовок
Технология конструкционных материалов. Учебное пособие -15-
В процессе технического обслуживания или ремонта выявляются
детали, которые не могут эксплуатироваться далее (вышедшие из строя) и
должны быть заменены на новые. Отработанные детали диагностируют, и, в
зависимости от результатов экспертизы, они могут быть восстановлены или
использованы по иному назначению. В случаях, когда изделие
неремонтопригодно, его отправляют на переплав или подвергают захороне-
нию в соо
тветствии со специальной технологией.
На всех этапах технологического процесса изготовления изделия
происходит потребление энергии и загрязнение окружающей среды.
Восстановление физически изношенных деталей, ремонтируемых изделий и
использование их вновь позволит существенно сократить затраты на их
изготовление и уменьшить потребление ресурсов биосферы и загрязнение
окружающей среды.
При проектировании изделий и подготовке тех
нической документации
по их изготовлению конструктор и технолог должны обеспечить требуемое
качество продукции при минимальных затратах материалов, энергии и труда.
Поэтому при конструировании изделий следует учитывать не только условия
эксплуатации изделий, но и технологию их изготовления.
В процессе конструирования деталей с заданными показателями
качества необходимо учитывать следующие требования, способствующие
повышению их т
ехнологичности: минимальную себестоимость, трудоем-
кость и материалоемкость, высокую надежность, стабильность и ремонто-
пригодность. Вопросы технологичности конструкции детали должны
решаться на стадиях проектирования заготовки, ее механической обработки
и сборки всего изделия.
При разработке новых технологий необходимо решать экологические
вопросы, возникающие при добыче полезных ископаемых, потреблении
энергии и загрязнении окружающей среды. Поэтому ответственность за
состояние экосистемы Земли лежит на специ
алистах, работающих во всех
областях техники.
1
1
.
.
2
2
.
.
Т
Т
е
е
р
р
м
м
и
и
н
н
ы
ы
и
и
о
о
п
п
р
р
е
е
д
д
е
е
л
л
е
е
н
н
и
и
я
я
Изделие – это предмет или набор предметов производства, подлежащих
изготовлению на данном предприятии. Всякое изделие, рассматриваемое как
объект проектирования, производства, эксплуатации и ремонта, должно быть
рациональным по своему конструктивному исполнению. Состав и структура
изделий, в соответствии с которыми разрабатывают конструкторскую доку-
ментацию, являются основными признаками их деления на виды. В зависи-
мости от наличия или отсутствия составных част
ей, изделия могут быть
отнесены к сборочным единицам или деталям.
Сборочная единица − изделие, составные части которого подлежат
соединению между собой сборочными операциями.

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.2. Термины и определения
Технология конструкционных материалов. Учебное пособие -16-
Деталь − изделие, изготовленное из материала одной марки без приме-
нения сборочных операций или с использованием местных соединительных
операций (сварка, пайка, склеивание и т. п.). Следует различать взаимосвя-
занные и самостоятельные детали: взаимосвязанными считают детали,
являющиеся составными частями сборочных единиц; самостоятельные
детали не входят в состав других изделий (например, гаечный ключ).
Машина – устройство, выполняющее преобразования эне
ргии, мате-
риалов, информации с целью облегчения и увеличения производительности
труда человека. Машины используются для расширения функциональных
возможностей человека в различных областях деятельности. Машина состоит
из деталей, узлов, сборочных единиц, агрегатов и элементов, обеспечиваю-
щих соединение составных частей в многофункциональное изделие.
Узел – часть машины, установки и т. п., состоя
щая из нескольких прос-
тых деталей, имеющих общее функциональное назначение (подшипник каче-
ния, редуктор).
Агрегат – укрупненный унифицированный элемент машины, обладаю-
щий полной взаимозаменяемостью и выполняющий определенные функции
(в автомобиле это двигатель, коробка передач).
Изделия изготавливают в условиях массового, серийного и единичного
производства.
Массовое производство характеризуется непрерывным изготовлением
изделий ограниченной номенклатуры на узкоспециализированных рабочих
местах. Этот тип п
роизводства позволяет механизировать и автоматизиро-
вать технологический процесс.
Разделение серийного производства на крупно-, средне- и мелкосерий-
ное условно. При одном и том же количестве выпускаемых изделий в серии,
но при существенном различии их размеров, сложности и трудоемкости
производство может быть отнесено к разным типам. По уровню механизации
и автоматизации крупносерийное производство схоже с массовы
м, а мелко-
серийное − с единичным.
Единичное производство характеризуется изготовлением в единичных
количествах изделий широкой номенклатуры, не повторяющихся или повто-
ряющихся через определенный промежуток времени, на рабочих местах, не
имеющих определенной специализации.
Производственный процесс − совокупность всех действий людей и ору-
дий, необходимых на данно
м производстве для изготовления или ремонта
выпускаемых изделий. При осуществлении этого процесса материалы и
полуфабрикаты превращаются в готовую продукцию, соответствующую
своему служебному назначению.
Технологический процесс − часть производственного процесса, содер-
жащая целенаправленные действия по изменению состояния предметов
труда. При осуществлении технологического процесса происходит последо-
вательное изменение формы, размеров, свойст
в материала или полуфабри-

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.2. Термины и определения
Технология конструкционных материалов. Учебное пособие -17-
ката в целях получения изделия, соответствующего заданным техническим
требованиям. Технологический процесс осуществляется на рабочих местах.
Технологическая операция − законченная часть технологического про-
цесса, выполняемая на одном рабочем месте и охватывающая все последова-
тельные действия рабочего и оборудования по изготовлению заготовки или
ее обработке.
Технологический переход − законченная часть технологической опера-
ции, выполняемая одними и теми же средств
ами технологического оснаще-
ния при постоянных технологических режимах.
Производство изделий невозможно без технологического оборудова-
ния и оснастки.
Технологическое оборудование − это орудия производства, в которых
для выполнения определенной части технологического процесса размещают
заготовки, средства воздействия на них и источники энергии. Примером
технологического оборудования являются литейные машины, прессы,
станки, печи и т. д.
Технологическая оснастка − это орудия произ
водства, используемые
совместно с технологическим оборудованием, для выполнения определенной
части технологического процесса. Примерами технологической оснастки явля-
ются штампы, литейные формы, приспособления, режущий инструмент и т. д.
1
1
.
.
3
3
.
.
О
О
с
с
н
н
о
о
в
в
н
н
ы
ы
е
е
в
в
и
и
д
д
ы
ы
,
,
к
к
а
а
ч
ч
е
е
с
с
т
т
в
в
о
о
и
и
т
т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
н
н
о
о
с
с
т
т
ь
ь
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
Изготовление деталей начинается с производства заготовок. Различают
следующие виды заготовок.
Профили − заготовки постоянного или периодического сечения, изго-
тавливаемые в условиях металлургического производства.
Штучные заготовки − заготовки, получаемые обработкой давлением,
методами порошковой металлургии, литьем и сваркой.
Комбинированные заготовки − сложные изделия, получаемые соедине-
нием (в частности, сваркой) отдельных литых, штампованных, кованых
элементо
в. Эти заготовки классифицируют в соответствии с методом получе-
ния исходных элементов и называют листосварными, штампованными,
литосварными и др. Примерами комбинированных заготовок также являются
заготовки из композиционных материалов. Комбинированные заготовки
позволяют снизить массу изделий, а для более нагруженных конструкций
использовать оптимальную композицию структурообразующих элементов.
Заготовки характеризуются конфигурацией и размерами, точностью
получаемых размеров, структурой мет
алла, состоянием поверхности и т. д.
Форма и размеры заготовки определяют технологию ее изготовления и
последующую механическую обработку. Точность размеров является важ-
нейшим фактором, влияющим на стоимость изготовления детали.
Припуск на механическую обработку − слой металла, удаляемый с
поверхности заготовки с целью получения требуемых по чертежу формы и
ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.3. Основные виды, качество и технологичность заготовок
Технология конструкционных материалов. Учебное пособие -18-
размеров детали. Припуск на механическую обработку назначают только на
те поверхности, для которых требуемая форма и точность размеров не могут
быть достигнуты принятым методом и способом получения заго-товки.
Размер припуска влияет на себестоимость изготовления детали.
Оптимальный припуск зависит от материала, размеров, конфигурации
и вида заготовки, толщины дефектного поверхностного слоя и др. Известно,
что полученные в песчаных формах отливки имеют на поверхности
раковины, песч
аные включения, а поковки, изготовленные ковкой, покрыты
окалиной. В процессе проектирования заготовки припуск выбирают по
стандартам и справочникам.
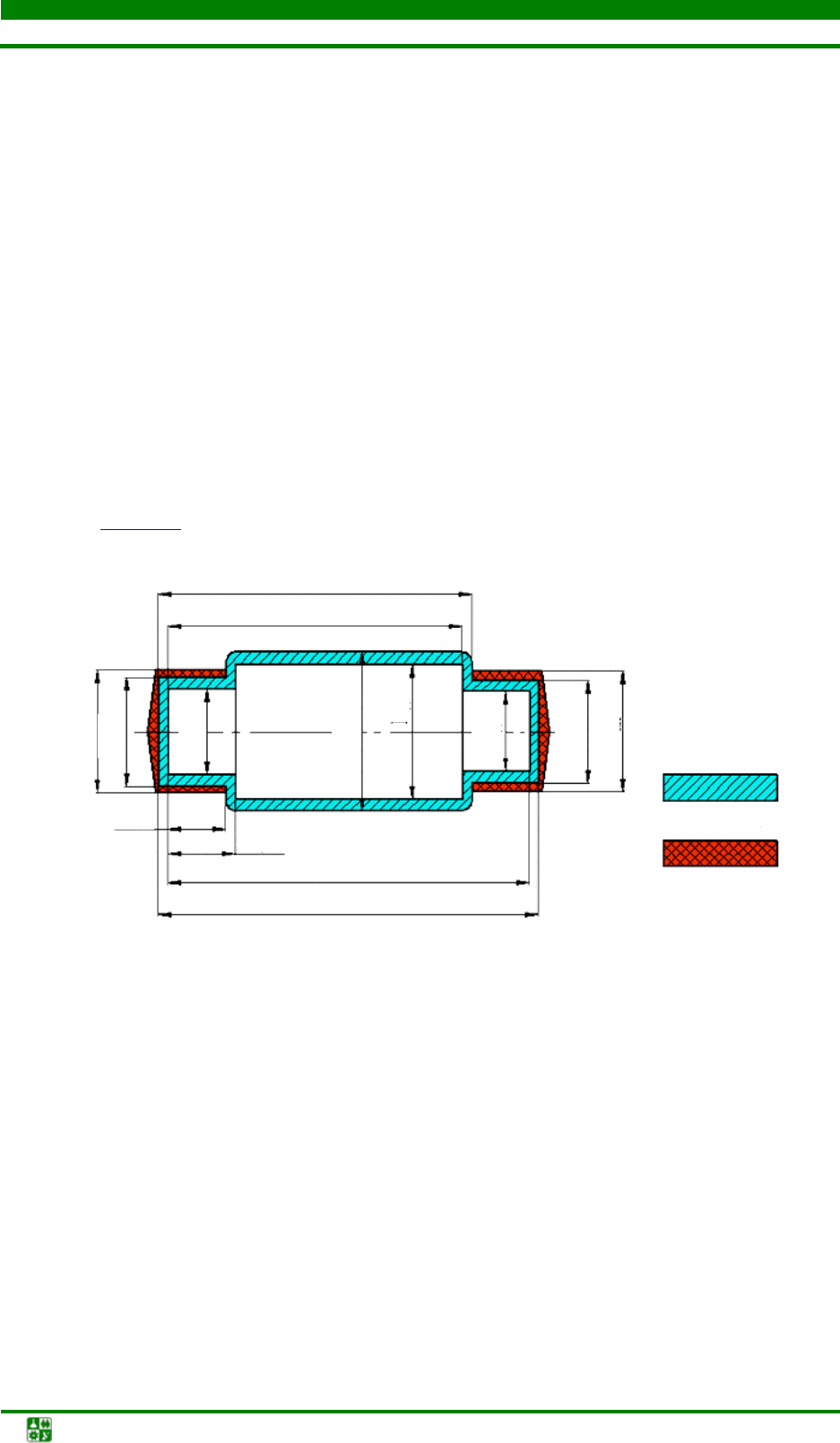
Напуск − это объем металла на поверхности заготовки (сверх припус-
ка), предназначенный для упрощения конфигурации заготовки и облегчения
условий ее получения. В большинстве случ
аев напуск удаляют механической
обработкой резанием, реже − оставляют в изделии (штамповочные и литей-
ные уклоны, увеличенные радиусы закруглений и др.).
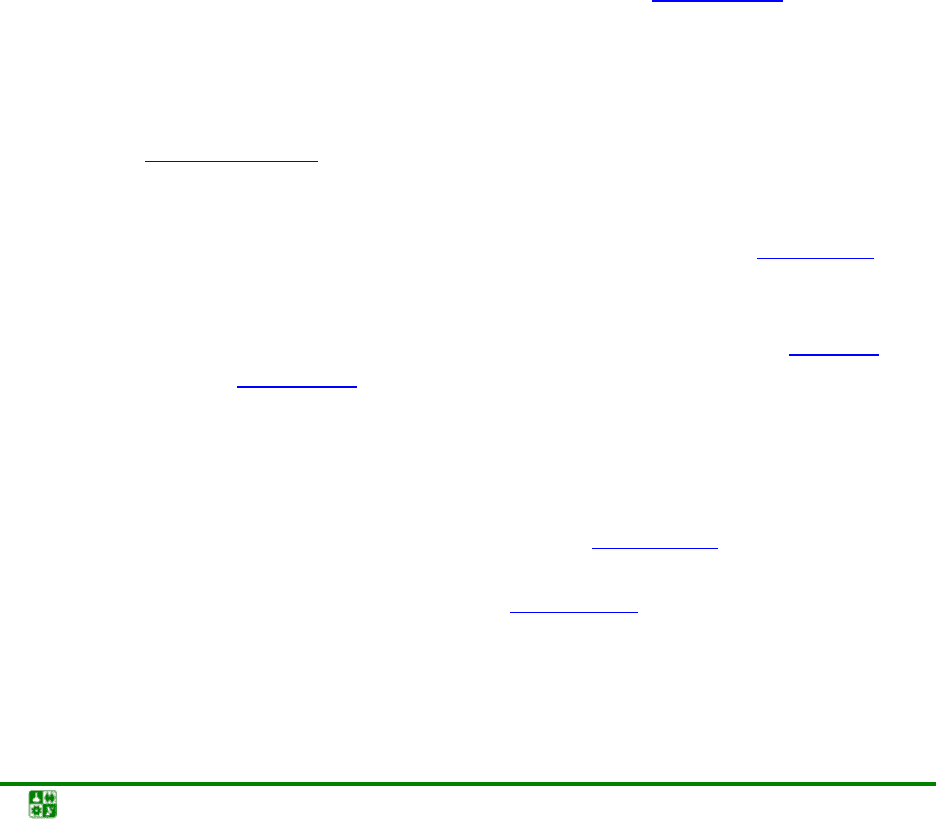
На рис. 1.2
показаны припуски, напуски и операционные размеры вала.
Рис. 1.2. Припуски, напуски на размеры вала: А
заг
, Б
заг
, В
заг
,
заг
Д
′
,
заг
Д
′′
–
исходные размеры заготовки; А
дет
, Б
дет
,
дет
Д
′
,
дет
Д
′
′
– размеры детали;
Д
1
, Д
2
,
1
Д
′
1
Д
′
′
– операционные размеры заготовки
Правильный выбор конструкционного материала должен обеспечивать
высокие эксплуатационные свойства детали, ее долговечность, ремонтопри-
годность и способность к утилизации.
Выбор материала осуществляют на основе расчетов, экспериментов или
опыта эксплуатации аналогичных деталей. Проектируя деталь, конструктор
должен знать, какие технологические процессы будут использованы при
изготовлении заготовки и ее последующей обработке. При этом технологи-
ческие свойства материала могут зара
нее определять технологию изготовле-
ния заготовки и последующую ее термическую и механическую обработку.
В
заг
Напуск
Припуск
А
заг
Б
заг
Д
заг
В
дет
Б
дет
А
дет
Д
дет
Д′
дет
Д′
заг
Д′
1
Д″
дет
Д″
заг
Д″
1

ГЛАВА 1. ОСНОВНЫЕ ЭТАПЫ И МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
1.3. Основные виды, качество и технологичность заготовок
Технология конструкционных материалов. Учебное пособие -19-
Под качеством промышленной продукции понимают степень соответ-
ствия присущих характеристик запросам потребителей (в соответствии с
ГОСТами).
Качество заготовок в большинстве случаев оценивают точностью фор-
мы, размеров, взаимного расположения поверхностей, а также физико-меха-
ническими свойствами и качеством поверхностного слоя.
Под точностью заготовки понимают ее соответствие требованиям
чертежа и технических условий на ее изготовление. Отклонение реальной
заготовки от требования че
ртежа (эталона) называют погрешностью.
Точность заготовок характеризуют как геометрическими показателями,
так и физико-механическими свойствами, которые обеспечиваются правиль-
ным выбором марки материала и стабильностью параметров технологичес-
кого процесса изготовления заготовок.
Качество поверхности определяется свойствами материала и техноло-
гией изготовления заготовки. Геометрические показатели качества поверх-
ности и точ
ности заготовок взаимосвязаны. Так, если заготовку получают
литьем в песчаных формах, то микро- и макронеровности не позволяют
получать высокую точность размеров.
Под технологичностью конструкции изделия понимают совокупность
свойств конструкции, определяющих ее пригодность к достижению опти-
мальных затрат при производстве, эксплуатации и ремонте для заданных
показателей качества, объема выпуска и условий выполнения работы.
Вопросы технологи
чности решают комплексно, начиная со стадии проекти-
рования заготовки, выбора метода ее изготовления и заканчивая процессами
ее механической обработки и сборки всего изделия.
Для заготовок в качестве показателей технологичности применяют
коэффициент использования материала, технологическую себестоимость,
трудоемкость изготовления и др.
Коэффициент использования материала (КИМ) – это безразмерная
величина, определяемая отно
шением массы детали (m
дет
) к массе израсходо-
ванного при ее изготовлении материала (m
р
):
КИМ = m
дет
/
m
р
.
Обеспечение технологичности деталей на стадии проектирования
достигается при соблюдении следующих условий:
• конфигурация изделия представляет собой сочетание наиболее прос-
тых геометрических форм;
• формы и размеры отдельных элементов детали (уклоны, радиусы
закругления и др.) должны быть по возможности унифицированы;
• точность размеров и шероховатость поверхности деталей должны
быть обоснованными;
• желательно использовать способы получения за
готовок, которые не
требуют последующего снятия стружки, например холодную объемную
штамповку.
Технология конструкционных материалов. Учебное пособие -20-
Г
Г
Л
Л
А
А
В
В
А
А
2
2
.
.
К
К
О
О
Н
Н
С
С
Т
Т
Р
Р
У
У
К
К
Ц
Ц
И
И
О
О
Н
Н
Н
Н
Ы
Ы
Е
Е
М
М
А
А
Т
Т
Е
Е
Р
Р
И
И
А
А
Л
Л
Ы
Ы
В
В
М
М
А
А
Ш
Ш
И
И
Н
Н
О
О
С
С
Т
Т
Р
Р
О
О
Е
Е
Н
Н
И
И
И
И
,
,
И
И
Х
Х
С
С
Т
Т
Р
Р
О
О
Е
Е
Н
Н
И
И
Е
Е
,
,
С
С
В
В
О
О
Й
Й
С
С
Т
Т
В
В
А
А
И
И
К
К
Л
Л
А
А
С
С
С
С
И
И
Ф
Ф
И
И
К
К
А
А
Ц
Ц
И
И
Я
Я
2
2
.
.
1
1
.
.
А
А
т
т
о
о
м
м
н
н
о
о
-
-
к
к
р
р
и
и
с
с
т
т
а
а
л
л
л
л
и
и
ч
ч
е
е
с
с
к
к
а
а
я
я
с
с
т
т
р
р
у
у
к
к
т
т
у
у
р
р
а
а
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
Под атомно-кристаллической структурой понимают взаимное распо-
ложение атомов (ионов), существующее в реальном кристалле.
В твердом состоянии металл представляет собой кристаллический
остов, состоящий из положительно заряженных ионов, омываемых «газом»
из свободных коллективизированных электронов. Связь в металле осущест-
вляется электростатическими силами. Между ионами и коллективизирован-
ными электронами проводимости возникают электростатические силы притя-
жения, которые стя
гивают ионы. Такая связь называется металлической.
Силы связи в металлах определяются силами отталкивания и силами при-
тяжения между ионами и электронами. Атомы (ионы) располагаются на таком
расстоянии один от другого, при котором энергия взаимодействия минимальна.
Атомы в металле располагаются закономерно, образуя правильную
кристаллическую решетку, что соответствует минимальной энергии взаимо-
действия атомов.
Кристаллическая решетка, п
редставленная на рис. 2.1, а
, состоит из
воображаемых линий и плоскостей, проходящих через точки расположения
атомов (ионов) в пространстве. Жирными линиями выделен наименьший
параллелепипед, последовательным перемещением которого вдоль трех
своих осей может быть построен весь кристалл. Этот наименьший объем
кристалла (рис. 2.1, а, б
), дающий представление об атомной структуре
металла в любом объеме, получил название элементарной кристаллической
ячейки. Для однозначной ее характеристики необходимо знать следующие
величины: три ребра (a, b и c) и три угла между осями α, β и γ (рис. 2
.1, в).
Большинство металлов образуют одну из следующих высокосиммет-
ричных решеток с плотной упаковкой атомов: кубическую объемно-центри-
рованную, кубическую гранецентрированную и гексагональную (рис. 2.2
).
Как видно из рис. 2.2, а
, в кубической объемно-центрированной решет-
ке (ОЦК) атомы расположены в вершинах куба и один атом в центре куба.
Кубическую объемно-центрированную решетку имеют металлы Pb, K, Na, Li,
Ti
β
, Zr
β
, Ta, W, V, Fe
α
, Cr, Nb, Ba и др.
В кубической гранецентрированной решетке (ГЦК) атомы расположе-
ны в вершинах куба и в центре каждой грани (рис. 2.2, б
). Решетку такого
типа имеют металлы Ca
α
, Ce, Sr
α
, Pb, Ni, Ag, Au, Pd, Pt, Rh, Jr, Fe
γ
, Cu, Co
α
и др.
В гексагональной решетке (ГПУ) (рис. 2.2, в
) атомы расположены в
вершинах и в центре шестигранных оснований призмы, а три атома – в
средней плоскости призмы. Такую упаковку атомов имеют металлы Mg, Ti
α
,
Cd, Re, Os, Ru, Zn, Co
β
, Be, Ca
β
и др.