Беляев В.М., Миронов В.М. Конструирование и расчет элементов оборудования отрасли. Часть 1: Тонкостенные сосуды и аппараты химических производств
Подождите немного. Документ загружается.

81
- отверстие в стенке обечайки, перехода или днища при наличии шту-
цера круглого поперечного сечения, ось которого совпадает с нормалью к
поверхности в центре отверстия; отверстие для штуцера, ось которого лежит
в плоскости поперечного сечения цилиндрической или конической обечайки
и направлена к поверхности под некоторым углом (тангенциальные штуце-
ра); круглое
отверстие без штуцера (см. рис. 5.6,в, г)
ш
cd
R
d 2
+
=
;
- для смещенного штуцера на эллиптическом днище (см. рис. 5.6,д)
()()
2
/21/2
RшR
Dxcdd −+=
;
- отверстие овального профиля в цилиндрической или конической обе-
чайке, когда ось отверстия лежит в плоскости продольного сечения оболочки
(ω = 0), а также для отверстия в сферическом днище (см. рис. 5.6,б),
(
)
γ
+
=
2
cos/2
шR
cdd ,
где
γ
— угол наклона оси штуцера относительно нормали,
45=γ
;
- для произвольно наклонного штуцера, когда большая ось овального
отверстия на поверхности оболочки образует с образующей обечайки неко-
торый угол ω (см. рис. 5.6 а, б),
()
⎟
⎠
⎞
⎜
⎝
⎛
ωγ++=
2
cos
2
12 tgcdd
шR
;
- для нормального штуцера при наличии отбортовки или торообразной
вставки
(
)
шRR
csRdd 25,1
+
−
+
=
,
где
R — внутренний радиус отбортовки или торовой вставки (см. рис. 5.5,г,
ж);
R
s — расчетная толщина стенки укрепляемой оболочки.
Расчетный диаметр овального отверстия штуцера
()
(
)
(
)
[
]
{
}
ω+++ω+=
2
2
21
2
2
cos2/2sin2
шшшR
cdcdcdd
при
()
221
/21/ dcsDdd
p
−+≤ (см. рис. 5.6,a).
Расчетные толщины стенок укрепляемых элементов аппаратов опреде-
ляются по формулам безмоментной или моментной теории.
Расчетная толщина стенки эллиптического днища, работающего под
внутренним давлением, может быть определена по формуле
.
][4 p
pD
s
R
R
−ϕσ
=
Расчетную толщину стенки штуцера, нагруженного внутренним или
наружным давлением, определяют по формуле
.
][2
)2(
1
1
p
cdp
s
R
−ϕσ
+
=
Расчетные длины внешней и внутренней частей штуцера, участвующие
в укреплении (рис. 5.5,а – 5.5,ж), определяются из соотношений
82
};))(2(25,1;min{
111
cscdll
R
−+= }.))(2(5,0;min{
122
cscdll
R
−+=
Если проходящий штуцер одной толщины (рис. 5.5,б и 5.5,в), то при-
нимают s
3
= s
1
.
Расчетная ширина зоны укрепления в стенке обечайки, перехода или
днища в окрестности штуцера равна
},;min{
01
Blb
kR
=
где l
k
– расстояние от наружной стенки штуцера до ближайшего несущего
элемента (кольцо жесткости, фланец, опора и т.д.).
При наличии наружного давления
.0
1
=
R
l
Расчетная ширина накладного кольца (рис. 5.5,д и 5.5,е) равна
}.)(;min{
н22
cssDbb
RR
−+=
Расчетная ширина врезной бобышки (рис. 5.5з)
}.)(;min{
22
chDbb
RR
−=
Расчетная ширина накладной бобышки (рис. 5.5,и)
}.)(;min{
22
cshDbb
RR
−+=
Расчетный диаметр отверстия, не требующего укрепления, при отсутст-
вии избыточной толщины стенки аппарата, определяют по формуле
.4,0
00
Bd
R
=
Коэффициент прочности сварного шва при расчете укрепления отвер-
стия. Если ось сварного шва удалена от наружной поверхности штуцера на
расстояние больше 3s, то в зависимости от вида и качества шва ϕ≤1.
Отношения допускаемых напряжений. Для внешней части штуцера
;
][
][
;0,1min
1
1
⎭
⎬
⎫
⎩
⎨
⎧
σ
σ
=χ
для накладного кольца или бобышки
;
][
][
;0,1min
2
2
⎭
⎬
⎫
⎩
⎨
⎧
σ
σ
=χ
для внутренней части штуцера
.
][
][
;0,1min
3
3
⎭
⎬
⎫
⎩
⎨
⎧
σ
σ
=χ
Расчет укрепления одиночного отверстия. Отверстие считается оди-
ночным, если расстояние между наружными поверхностями штуцеров удов-
летворяет условию
.)()(
//
н
///
н
/
cssDcssDb
RR
−++−+≥
Расчетный диаметр одиночного отверстия, не требующий укрепления
при наличии избыточной толщины стенки укрепляемого элемента,
.8,02
00
B
s
cs
d
R
R
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
−
=
83
Если расчетный диаметр одиночного отверстия удовлетворяет условию
,
0RR
dd ≤
то дальнейших расчетов укрепления не требуется.
Условия укрепления отверстия определяются следующими соотноше-
ниями.
Расчетная площадь вырезанного сечения
.)(5,0
0 RRRR
sddF
−
=
Расчетная площадь укрепляющего сечения укрепляемой стенки
).(
1
cssbF
RRsR
−
−
=
Расчетная площадь укрепляющего сечения внешней части штуцера
(рис. 5.5,а – 5.5,ж)
.)(
11111
χ
−
−
=
csslF
RRR
Расчетная площадь укрепляющего сечения накладного кольца
(рис. 5.5,д и 5.5,е)
.
2н22
χ
=
sbF
RR
Расчетная площадь укрепляющего сечения бобышки (рис. 5.5,з и 5.5,и)
.
222
χ
=
hbF
RR
Расчетная площадь укрепляющего сечения внутренней части штуцера
(рис. 5.5,б и 5.5,в)
.)2(
3323
χ
−
=
cslF
RR
Если d
R
≤d
0R
, то размеры штуцера принимают из конструктивных
или технологических соображений, в частности по ОСТ 26-02-2065 – 83 и
ОСТ 26-02-2069 – 83 для тонкостенных штуцеров.
Если d
R
>d
0R
, то проверяют достаточность укрепления выбранным тон-
костенным штуцером по условию
.
31 RsRRR
FFFF ≥
+
+
(5.1)
При его соблюдении толщина выбранного штуцера является исполнитель-
ной.
Если условие (5.1) не выполняется, то методом последовательных при-
ближений с интервалом Δs
1
≥0,15s увеличивают s
1
(по условиям сварки),
вплоть до соблюдения соотношения (5.1).
За исполнительную толщину стенки штуцера принимают ближайшую
большую по ОСТ 26-02-2065-83 – ОСТ 26-02-2074-83 для толстостенных
штуцеров.
Если по достижении s
1
=1,45s условие (5.1) не соблюдается, то для ук-
репления отверстия следует ввести накладное кольцо или увеличить толщину
стенки аппарата s
.
.
Первоначально, принимая s
н
=0,7s, находят расчетную площадь укреп-
ляющего сечения накладного кольца
)(
312 RRsRRR
FFFFF
+
+
−
=
и его исполнительную площадь
222
/
χ
R
FF
=
.
84
Если
),(
н2
cssDb
RR
−+≤ то b
2
=b
2R
, а за расчетную толщину стенки
штуцера принимают ближайшую большую по ОСТ 26-02-2071-83 – ОСТ 26-
02-2074-83 для толстостенных штуцеров, при которой соблюдается условие
).(
231 RsRRRR
FFFFF
+
−
≥
+
(5.2)
Если же
),(
н2
cssDb
RR
−+>
то методом последовательных приближений
увеличивают s
н
до соблюдения условия (5.2) при ближайшем значении
).(
н2
cssDb
RR
−+≤
Если s
н
>1,45s, то рекомендуется по возможности установить два на-
кладных кольца общей толщиной s
н
+с.
Для бобышек проверяется условие
.
2 RsRR
FFF ≥
+
Форма накладных колец для эллиптических и полушаровых днищ –
круглая, для цилиндрических и цилиндрических оболочек – овальная (допус-
кается круглая при условии
Dbd 6,02
2
≤
+
).
5.5. Штуцера
Основные конструкции штуцеров, применяемых в химическом аппара-
тостроении, представлены на рис. 5.7.
Рис. 5.7. Основные конструкции штуцеров
а) с приварной плоский фланец и тонкостенный патрубок;
б) фланец с шейкой и тонкостенный патрубок; в) кованый толстостенный;
г) фланец с шейкой и толстостенный патрубок; д) вариант толстостенного
При фланцевых соединениях на штуцерах типа «выступ-впадина» и
«шип-паз» штуцера на аппарате следует устанавливать с впадиной или па-
зом.
85
6. РАЗЪЕ МНЫЕ СОЕДИНЕНИЯ ХИМИЧЕСКОЙ
АППАРАТУРЫ
Необходимость разъемного соединения частей оболочек диктуется со-
ображениями технологии изготовления аппаратуры, условиями ее монтажа и
эксплуатации. В каждом аппарате имеются многочисленные технологические
отверстия для ввода сырья и вывода продукта, для ввода и вывода теплоно-
сителей, люки, лазы и т.д. Технологические отверстия во время работы обо-
рудования должны быть плотно соединены
с трубопроводами или надежно
заглушены.
Наиболее распространенный вид разъемного соединения – это фланце-
вое соединение. Требования к разъемным соединениям, применяемым в хи-
мической аппаратуре:
1.
Обеспечение герметичности соединения при данных рабочих давлени-
ях и температурах.
2.
Достаточная прочность элементов соединения.
3.
Возможность быстрой и многократной сборки-разборки соединения.
4.
Технологичность, обеспечивающая их массовое изготовление.
5.
Достаточная дешевизна.
Наиболее распространенный вид разъемного соединения – это фланце-
вое соединение. Фланцевые соединения удовлетворяют большинству из ука-
занных требований , хотя не обеспечивают быструю разборку-сборку, а неко-
торые их виды достаточно дороги.
Приспособленность узла к массовому изготовлению требует взаимоза-
меняемости и, следовательно, сведения к разумному минимуму числа их ти-
поразмеров. Для
того, чтобы не делать фланцы на каждое давление и на каж-
дый диаметр трубы или обечайки, весь непрерывный ряд размеров и давле-
ний разбит на ряд условных проходов и давлений. Поэтому разумно для не-
скольких близких диаметров труб и обечаек обходиться только одним разме-
ром фланца.
Условные проходы, применяемые в
настоящее время (мм):
10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 500, 600,
800, 1000, и т.д. через 200 мм до 4000 мм.
Условные давления, применяемые в настоящее время (МПа):
≤0,25; 0,6; 1,0; 1,6; 2,5; 4,0; 6,4; 10,0; 16,0; 20,0.
6.1. Основные типы фланцев и их применение
Сущность работы фланца заключается в следующем. При работе про-
кладки в области пластических деформаций происходит затекание материала
прокладки в неровности привалочной поверхности фланца, за счет чего по-
лучается плотное соединение. При работе прокладки в области упругих де-
формаций уплотнение происходит по линии соединения прокладки и фланца.
86
Фланцы различаются :
а) по конструкции и способу соединения с трубой или обечайкой;
б) по внешней форме;
в) по форме привалочной (уплотнительной) поверхности.
Цельные фланцы (рис. 6.1,а) характерны для литой чугунной или кова-
ной стальной аппаратуры. Плоские фланцы (рис. 6.1,б) применяются в сталь-
ной аппаратуре. Оба типа применимы до р
у
=2,5 МПа при D
у
≤1400 мм и
р
у
=1,0 МПа при D
у
≤3000 мм.
Рис. 6.1. Соединение фланца с трубой или обечайкой:
а – цельные (литые и кованые); б – плоский приварной; в – приварной с шейкой;
г – свободный на отбортовке; д – свободный на приварном кольце;
е – свободный на приварном бурте; ж – на резьбе; з – на развальцовке;
и – на клепаном соединении
Фланец приварной с шейкой (рис. 6.1,в) особенно пригоден для ответ-
ственной аппаратуры из обычных углеродистых и легированных сталей.
Шейка повышает прочность фланца и обеспечивает качественную сварку с
обечайкой. Применяется до р
у
≤10,0 МПа. Цельные фланцы, особенно с шей-
кой, работают заодно с обечайкой. Благодаря этому сам фланец разгружается
и может быть сделан более тонким по сравнению со свободным. Но при этом
в обечайке возникают добавочные напряжения.
87
При свободных фланцах (рис. 6.1,г – 6.1,е) обечайка не несет дополни-
тельных напряжений, но сами фланцы делаются более толстыми.
Стальные свободные фланцы на отбортовке применяются в аппаратуре
и трубопроводах из мягких цветных металлов (меди, алюминия и т.п.), или
хрупких материалов (ферросилида, керамики и т.д.), а также для экономии
дорогих
конструкционных материалов. Они применяются до р
у
=0,6 МПа.
Свободные фланцы на приварном кольце применяются до р
у
=2,5 МПа.
Свободные фланцы на приварном бурте применяются в самых ответственных
случаях, вплоть до давлений в несколько десятков мегапаскаль и при темпе-
ратурах до 530 °С.
Фланцы на резьбе (рис. 6.1,ж) применяются в трубопроводах высокого
давления. Фланцы на развальцовке (рис. 6.1,з) склонны к утрате плотности,
поэтому применяются весьма редко. Приклепанные фланцы (рис
. 6.1,и) в
стальной аппаратуре не применяются, но применяются в медной аппаратуре.
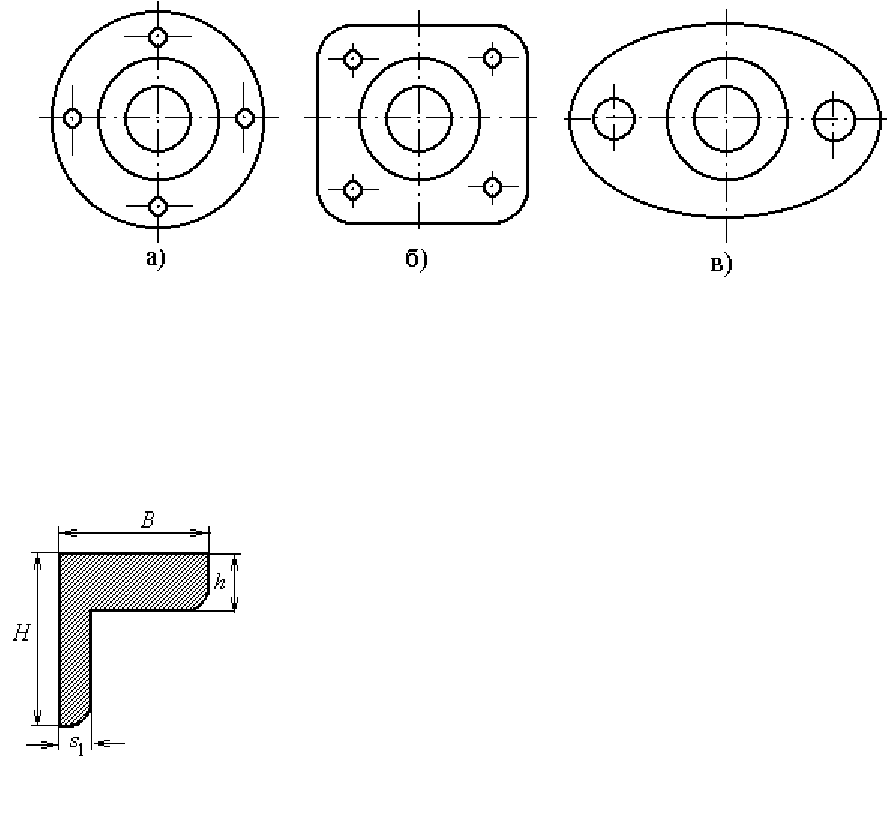
Рис. 6.2. Форма фланцев:
а – круглая; б – квадратная; в – овальная
Форма фланцев преимущественно круглая (рис. 6.2,а). Она удобна для
их изготовления. Фланцы труб небольшого диаметра иногда делаются квад-
ратными (рис. 6.2,б) для уменьшения габаритов. Чис-
ло болтов во фланцах должно быть кратно четырем.
Исключением являются овальные фланцы трубопро-
водов высокого давления и некоторых холодильных
установок (рис. 6.2,в). Болты для овальных
фланцев
делаются в 2,4 раза больше диаметра болтов круглого
фланца, чтобы скомпенсировать их двукратное
уменьшение.
Фланцы с шейкой для аппаратов большого диа-
метра могут изготовляться из специальных фланце-
вых угольников, поперечное сечение которых пред-
ставлено на рис 6.3. Угольники вальцуют в кольцо,
Рис. 6.3
88
концы уголка свариваются. Механическая обработка при этом сводится к
проточке привалочной поверхности.
Фланец всегда работает в паре с другим фланцем или с заглушкой,
имеющими те же присоединительные размеры. Машиностроительные заводы
при поставке аппаратуры должны прилагать парные фланцы.
6.2. Специальные типы фланцев
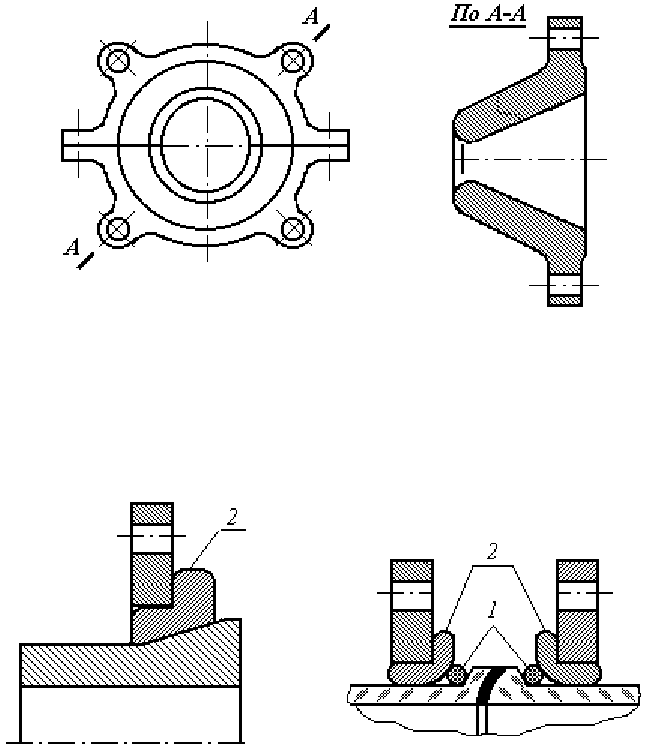
Фланцы с уплотнительной обваркой. Аппараты для обработки особо
вредных веществ (токсичных, радиоактивных, взрыво-
опасных и т.д.), утечка которых недопустима, желательно
конструировать цельносварными, и трубопроводы также
приваривать. Если установка фланцевого соединения не-
избежна, то его выполняют без прокладок с уплотнитель-
ной обваркой (рис. 6.4).
Во время разборки уплотнительный шов прорубает-
ся и
заваривается при сборке. Уплотнение выдерживает 6-
10 циклов разборки-сборки. а затем требуется замена бур-
тов. Толстые фланцы для экономии могут выполняться
трапециевидными.
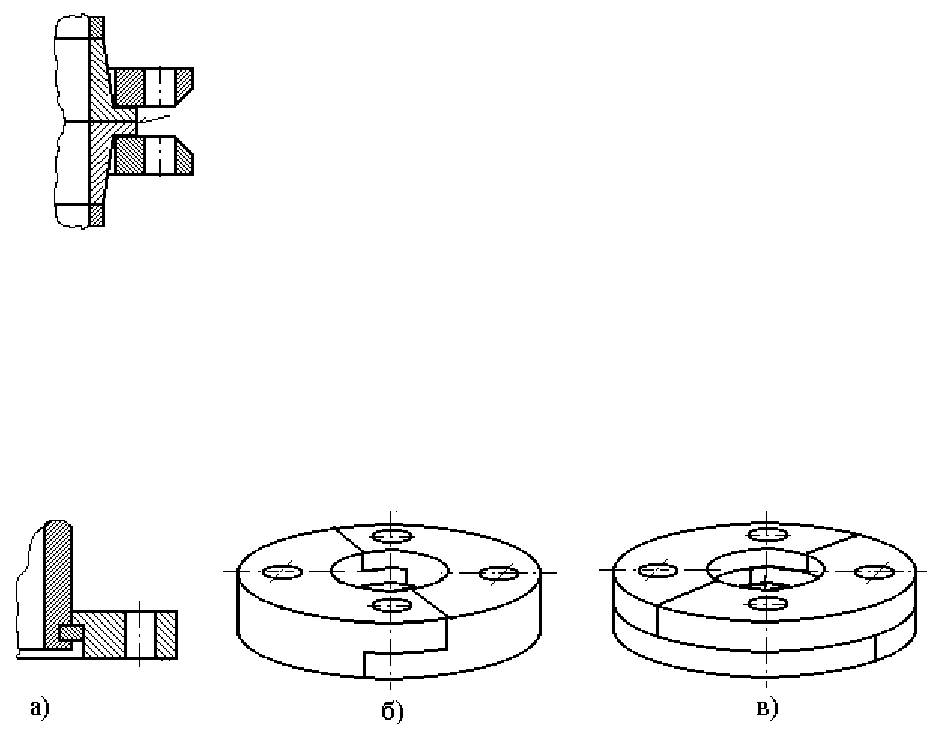
Съемные фланцы. Иногда необходимо снять фланец с трубы при раз-
борке аппарата. Можно поставить фланец на резьбе, но это не лучшее реше-
ние. Резьба корродирует и свинтить фланец при
разборке становится невоз-
можно. Поэтому целесообразно применять съемные фланцы (рис. 6.5).
Рис. 6.5. Съемные фланцы:
а – с разрезным кольцом; б – из двух полуколец; в – из четырех полуколец
Два последних типа съемных фланцев применяются для отбортованных
труб.
Фланцы для труб из хрупких материалов. Фланцы труб и аппаратов, из-
готовленных из ферросилиция, керамики, стекла, винипласта и подобных ма-
териалов, не следует отформовывать заодно с изделием. Концы труб, царг и
крышек из таких материалов делаются с коническим утолщением, на которое
надеваются специальные фланцы. Они, как и предыдущий тип, выполняются
Рис. 6.4
89
в двух разновидностях: разъемные, состоящие из двух половин, и фланцы с
разрезным кольцом.
Разъемный фланец (см. рис. 6.6.) изготавливается из ковкого чугуна.
Обе половины стягиваются болтами.
Рис. 6.6. Разъемный фланец
Фланцы с разрезными кольцами (рис. 6.7) прочнее и дешевле разъем-
ных. При соединении стеклянных труб кольца изготавливаются из поли-
амидной пластмассы. Прокладки между трубами и кольцами – резиновые.
Рис. 6.7. Фланцы с разрезными кольцами:
1 – резиновые кольца; 2 - полукольца
6.3. Выбор прокладок
Назначение прокладки – уплотнить зазор между привалочными по-
верхностями фланца и препятствовать утечке среды через этот зазор. Мягкая
прокладка должна удовлетворять следующим условиям:
а) быть достаточно эластичной, чтобы при минимальном сжатии на-
дежно уплотнять соединение;
б) не изменять своей эластичности во время эксплуатации;
в) не портить привалочные поверхности;
г) желательно
, чтобы прокладочный материал был доступен и дешев.
Выбор прокладочного материала зависит от температуры, давления и
агрессивности уплотняемой среды. Наиболее употребительны – пенька, кар-
тон, резина, паронит, асбест, металлы и сплавы и т.д.
90
Пенька, простой и пропитанный картон применяются только для воды
и пассивных сред при давлениях ниже 0,4 МПа и температурах не выше
120°С. Паронит применяется преимущественно для воды и пара при давле-
ниях ниже 5 МПа и температурах не выше 450°С. Резина применяется для
сред, не разрушающих ее до температуры 100°С
, а специальные сорта резины
– до 200°С. Для аппаратов с агрессивной средой наиболее распространен ас-
бестовый картон толщиной около 3 мм. Он изготавливается из кислотоупор-
ных сортов асбеста и применяется для давлений до 2,5 МПа и температур до
500°С. Превосходным прокладочным материалом являются полимерные ма-
териалы, в частности, полиамидные смолы, полиэтилен
и особенно фторо-
пласты.
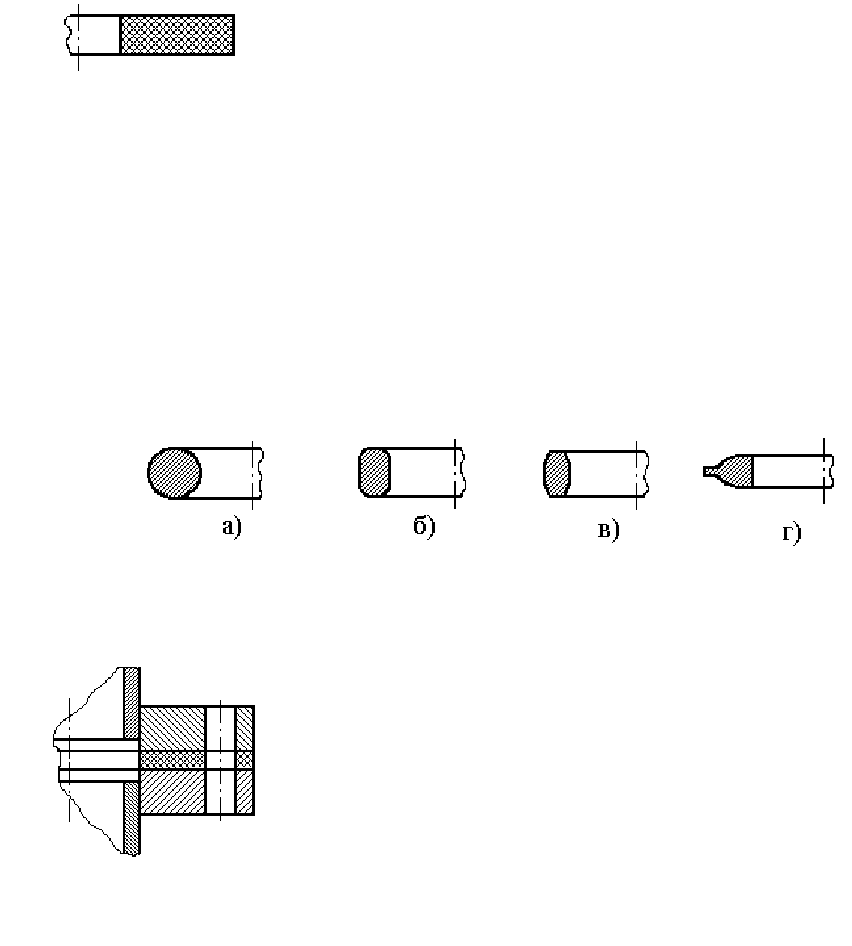
Форма прокладок различна. Простейшие из них –
плоские, это кольца, вырезанные из листа прокладоч-
ного материала и имеющие прямоугольное сечение
(рис. 6.8). Кроме того, применяются плоские проклад-
ки, армированные металлической сеткой или лентой.
Все неметаллические и металлические «мягкие»
прокладки работают в области пластических деформаций.
Металлические прокладки (рис. 6.9), работающие
в области упругих
деформаций, являются шлифованными элементами (кольца, линзы и т.п.).
Усилие затяга, необходимое для достижения герметичности фланцево-
го соединения, зависит от конструкции прокладки, ее ширины и толщины, от
механических свойств материала, от формы и чистоты обработки привалоч-
ных поверхностей.
Рис. 6.9. Форма сечения металлических прокладок:
а – круглая; б – овальная; в – восьмиугольное; г – линза
В результате сжатия в прокладках возникает
напряжение, минимально необходимая величина ко-
торого называется посадочным. Величина посадочно-
го напряжения зависит не только от материала про-
кладки, но и от ее толщины. Более толстые прокладки
являются и более мягкими и посадочное напряжение
в них меньше. Усилие затяга при данной величине
посадочного напряжения
пропорционально площади
прокладки, поэтому нерационально располагать про-
кладку на всю поверхность фланца (рис. 6.10). Хотя
Рис. 6.8. Сечение
«мягкой» прокладки
Рис. 6.10