Безпалько В.И. Технология конструкционных и трубопроводо-строительных материалов
Подождите немного. Документ загружается.

6.4.5. Технология обработки заготовок сверлением
Основные положения по созданию технологического процесса
обработки отверстий осевыми инструментами и расточными рез-
цами аналогичны изложенным при обработке заготовок точением
(см. подразд. 6.3.5). Остановимся только на технологических воз-
можностях механической обработки сверлением, зенкерованием
и развертыванием.
Сверлением обрабатывают отверстия диаметром до 80 мм, при-
чем именно сверлением получают отверстия диаметром до 30 мм.
Отверстия большего диаметра получают рассверливанием после
предварительного сверления. Сверление применяется, как про-
цесс обработки, при изготовлении точных отверстий. Сверление
обеспечивает 13—11-й квалитеты точности и шероховатость по-
верхности Ra 6,3... 2,5 мкм.
Зенкерованием обрабатывают отверстия диаметрами до 120 мм.
Использование кондукторных (направляющих) втулок повышает
точность формы исходного отверстия, уменьшает смещение его
оси. Зенкерование делится на черновое и чистовое. При зенкеро-
вании отверстий в отливках точность соответствует 13-му и 12-му
квалитетам, а шероховатость Ra 25... 12,5 мкм; в отверстиях после
сверления — 11-му квалитету, Ra 6,3...2,5 мкм.
Развертывание отверстий с диаметрами до 120 мм может яв-
ляться окончательной обработкой. Развертыванию могут пред-
шествовать сверление, чистовое зенкерование и чистовое раста-
чивание. Оно может быть предварительным, чистовым и тонким.
Достигаемые при этом точность обработки и шероховатость по-
верхности характеризуются соответственно следующими пара-
метрами: 10 —8-й квалитеты, Ra 2,5... 1,25 мкм; 8-й квалитет,
Ra 1,25...0,63 мкм; 7-й и 6-й квалитеты, Ra 0,63...0,32 мкм.
При разработке режима резания исходят из главного положе-
ния: процесс резания при сверлении значительно сложнее, чем
при точении, так как при сверлении изменение скорости от мак-
симального значения на наружном диаметре сверла до нуля в цен-
тре создает неравномерные условия для стружкообразования. Зна-
чительные силы трения стружки о сверло и сверла о поверхность
заготовки, затрудненный отвод стружки, высокие температуры
обработки и трудности процесса охлаждения инструмента — все
это осложняет процесс сверления.
6.4.6. Особенности обработки заготовок на расточных
станках
Расточные станки применяются для обработки отверстий в
крупных и средних заготовках корпусных деталей, требующих
высокой точности размеров и качества поверхности.
322
На расточных станках растачивают отверстия специальным
инструментом. Также может производиться обработка наружных
цилиндрических и плоских (торцевых) поверхностей, уступов,
канавок, конических отверстий, сверление, зенкерование и раз-
вертывание отверстий, нарезание наружной и внутренней резь-
бы, фрезерование всеми видам фрез.
При растачивании достигается высокая точность обработки,
исправляется погрешность геометрической формы отверстия и оси
чернового отверстия.
К корпусным деталям при растачивании предъявляются дос-
таточно жесткие требования по точности обработки: непрямо-
линейность и непараллельность основных поверхностей не дол-
жна превышать 0,05... 0,1 мм на всю их длину, шероховатость
поверхности Ra 6,3...0,63 мкм. Точность диаметральных размеров
основных отверстий должна соответствовать 8 —6-му квалитетам,
Ra 2,5... 0,32 мкм, а иногда Ra 0,32... 0,04.
Формообразование поверхностей на расточных станках произ-
водится сочетанием главного вращательного движения режущего
инструмента и движения подачи, сообщаемого инструменту или
заготовке. Во время расточки отверстий вершина резца описывает
круговую траекторию и вместе со шпинделем получает продоль-
ную подачу. Иногда продольную подачу сообщают обрабатывае-
мой заготовке вместе со столом, в результате чего на шпиндель и
резец передается только вращательное движение.
На расточных станках могут быть использованы все виды инст-
рументов, применяемых на сверлильных станках. Кроме них су-
ществует еще целый ряд инструментов, предназначенных для ра-
сточных станков. К таким инструментам относятся расточные рез-
цы, пластинчатые резцы, расточные головки и блоки.
Инструменты на расточных станках крепят с помощью опра-
вок и патронов. Использование вспомогательного инструмента
обусловлено тем, что резец нельзя непосредственно закрепить в
расточном шпинделе или радиальном суппорте.
В зависимости от вида обработки используют следующие рас-
точные резцы: проходные, подрезные, канавочные и резьбовые. Дос-
таточно широко применяют пластинчатые резцы (с пластинами
из твердых сплавов).
Расточные головки применяют для обработки отверстий боль-
шого диаметра (200...500 мм).
Расточные блоки представляют собой сборную конструкцию,
состоящую из корпуса и вставных регулируемых резцов, закреп-
ленных винтами. Резцы регулируют по диаметру растачиваемого
отверстия.
Для окончательной обработки отверстий после предваритель-
ного растачивания их резцами применяют специальные развертки
с нерегулируемыми и регулируемыми ножами. Регулируемая пла-
323
вающая развертка имеет два ножа, положение которых регулиру-
ется в зависимости от заданного размера обрабатываемого отвер-
стия.
Расточные станки имеют различные конструкции. В промыш-
ленности наибольшее распространение получили горизонтально-
расточные станки, предназначенные для обработки крупногаба-
ритных деталей в условиях единичного и серийного производства.
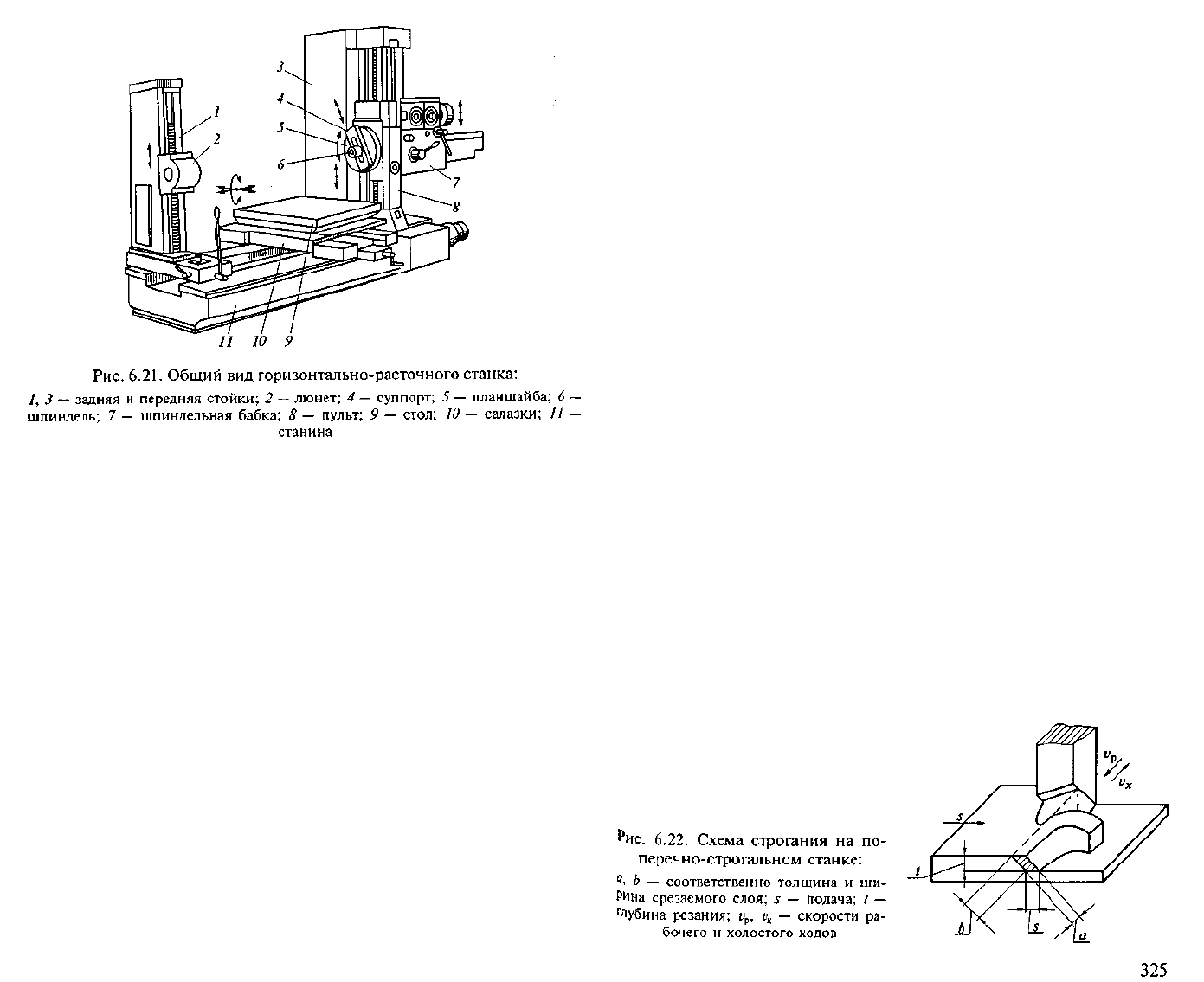
На рис. 6.21 показан общий вид горизонтально-расточного стан-
ка. На станине 11 закреплена передняя стойка 3, по направляю-
щим которой может вертикально перемещаться шпиндельная баб-
ка 7, на которой расположены суппорт 4, планшайба 5 и шпин-
дель 6. Шпиндель, расположенный горизонтально, получает глав-
ное (вращательное) движение и осевую подачу, параллельную
плоскости стола 9. При установке длинных оправок с расточным
резцом (борштанг) один ее конец закрепляется в шпинделе, а
другой — в подвижном подшипнике (люнете) 2 задней стойки 1.
Обрабатываемая деталь (крупные литые корпуса редукторов, ста-
нины, массивные блоки двигателей и т.д.) закрепляется на столе
станка, имеющего продольную и поперечную подачи (с помощью
салазок 10). Движение подач на станке осуществляется вручную и
автоматически, управление станком производится с пульта 8.
Заготовки на столе расточных станков закрепляют с помощью
различных универсальных приспособлений: угольников, призм,
прижимных планок, станочных болтов и т.д.
324
5.5. Обработка заготовок на строгальных, долбежных
и протяжных станках
6.5.1. Характеристика метода строгания
Строгание — процесс обработки горизонтальных, вертикаль-
ных и наклонных плоских и фасонных поверхностей, пазов, ка-
навок и других выемок специальными резцами.
При строгании происходит прерывистое резание металла вслед-
ствие того, что резец совершает рабочий и холостой ходы. Во вре-
мя прямого (рабочего) хода с заготовки срезается стружка, а во
время обратного (холостого) хода происходит возвращение ис-
полнительных органов (стола или резца) в исходное положение,
стружка не снимается.
В зависимости от конструктивного исполнения различают по-
перечно-строгальные и продольно-строгальные станки.
Схема процесса строгания на поперечно-строгальном станке
показана на рис. 6.22. На станке главное возвратно-поступательное
движение совершает режущий инструмент, а заготовка — перио-
дическое движение (подача s) поперек направления главного дви-
жения. При обработке вертикальных или наклонных поверхностей
периодическое движение подачи сообщается режущему инстру-
менту. Поперечно-строгальные станки применяются для обработ-
ки малых и средних заготовок.
Обработка на продольно-строгальных станках характеризуется
главным возвратно-поступательным перемещением заготовки и
периодическим движением подачи режущего инструмента в гори-
зонтальном, вертикальном или наклонном направлении.
Наличие холостого хода при строгании в период, когда заго-
товка не обрабатывается, приводит к значительному увеличе-
нию времени ее обработки, а ударное врезание инструмента в
заготовку и непостоянство скорости резания — к невысокому
качеству обработки. С другой стороны, прерывистый характер
обработки способствует охлаждению режущего инструмента во
время холостого хода, что повышает его стойкость и позволяет
выполнять обработку без применения смазочно-охлаждающих
жидкостей.
При строгании, как и при токарной обработке, рассматривают
аналогичные элементы режимов резания: скорость резания v (м/мин);
глубину резания l (мм); подачу s (мм/дв. ход); ширину b и толщи-
ну а срезаемого слоя (мм).
Скоростью резания v при строгании называют скорость рабо-
чего хода, при котором с заготовки срезается слой металла. Для
поперечно-строгального станка это скорость рабочего хода ползу-
на с резцом, для продольно-строгального — скорость перемеще-
ния стола. В зависимости от конструкции строгального станка ско-
рость резания может быть переменной или постоянной.
На поперечно-строгальных станках с кривошипно-кулисным
механизмом скорости рабочего v
v
и холостого v
x
ходов переменны.
Для этих станков среднюю скорость резания (м/мин) можно оп-
ределить по формуле
где L — длина хода ползуна, мм; п — число двойных ходов ползу-
на в минуту; т — отношение скорости рабочего хода к скорости
холостого хода; при средних и малых длинах хода ползуна т =
= 0,60...0,75.
Строгальные станки с реечным механизмом для передачи дви-
жения имеют постоянную скорость рабочего хода. Для этих стан-
ков скорость резания рассчитывают по формуле
Скорость резания при строгании определяют по той же форму-
ле, что и при наружном продольном точении без охлаждения,
но, учитывая ударную и прерывистую работу резцов, полученное
значение умножают на коэффициент строгания к
с
= 0,75.
По скорости резания, найденной по одной из двух предыду-
щих формул, рассчитывают число двойных ходов п ползуна в ми-
нуту.
Подача s представляет собой относительное перемещение де-
тали (для поперечно-строгальных станков) или резца (для про-
дольно-строгальных станков) в поперечном направлении за один
двойной ход. Подача всегда производится в конце обратного (хо-
лостого хода).
Глубина резания t представляет собой толщину слоя металла,
снимаемого за один проход. Ее измеряют в направлении, перпен-
дикулярном обработанной поверхности.
Поперечное сечение среза (мм
2
) принимают равным произ-
ведению толщины а на ширину b срезаемого слоя:
326
Машинное время Т
ы
(мин) при строгании, т.е. время, затрачен-
ное на обработку заготовки резцом, пропорционально длине и
ширине обрабатываемой заготовки:
где В — ширина обрабатываемой поверхности, мм; /, и /, - соот-
ветственно длина и перебег резца, мм; i — число проходов.
Для повышения производительности обработки строганием
применяются методы силового резания, при которых основное
технологическое время уменьшается за счет увеличения подачи и
глубины резания (сокращения числа проходов i).
6.5.2. Типы и область применения строгальных станков
Строгальные станки в зависимости от конструктивных и тех-
нологических признаков подразделяются на ряд подгрупп: попе-
речно-строгальные, продольно-строгальные, долбежные (верти-
кально-строгальные) и специальные. В каждой подгруппе имеется
несколько типов станков, отличающихся конструктивными осо-
бенностями. Важным достоинством станков строгальной группы
является их универсальность, простота конструкции и возмож-
ность использования простых и недорогих инструментов.
Строгальные станки находят применение в мелкосерийном и
единичном производстве (в станкостроении и тяжелом машино-
строении для обработки длинномерных поверхностей заготовок
станин, корпусов, рам, колонн и т.д.).
Из строгальных станков наиболее часто применяются попереч-
но-строгальные и продольно-строгальные станки.
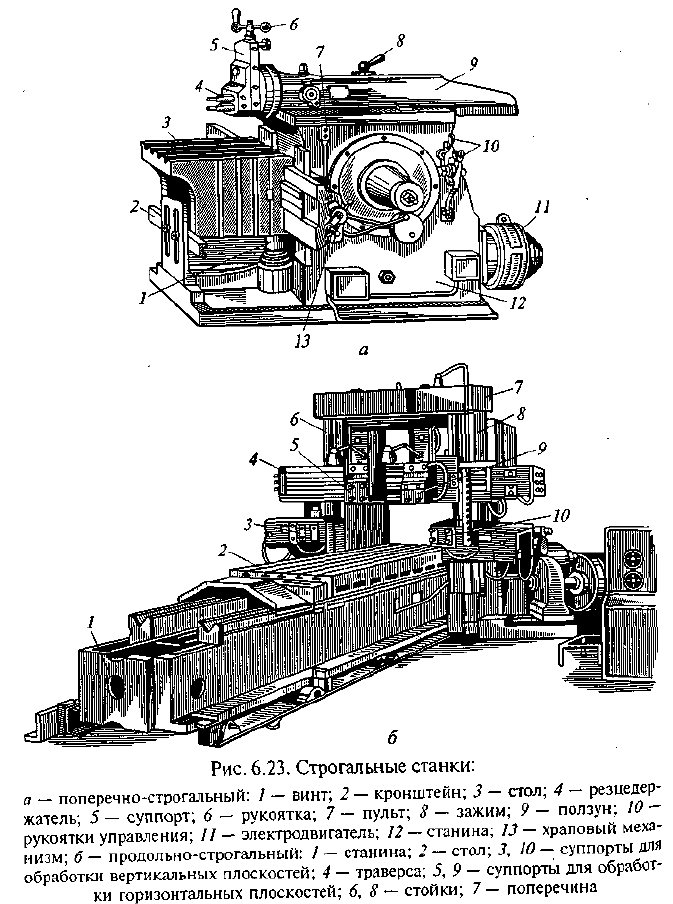
На рис. 6.23 показаны общие виды поперечно-строгального (рис.
6.23, а) и продольно-строгального (рис. 6.23, б) станков.
Поперечно-строгальный станок (см. рис. 6.23, а) состоит из ста-
нины 12, в которой расположены коробка скоростей и криво-
шипно-кулисный механизм, передающие движение от электро-
двигателя 11 ползуну 9 и столу 3. Ползун получает главное (воз-
вратно-поступательное) движение, а стол — поперечное движе-
ние подачи. На конце ползуна смонтирован суппорт 5 с откидным
резцедержателем 4.
Установка необходимого числа двойных ходов ползуна дости-
гается рукоятками управления 10. Прорезь в ползуне 9 с подвиж-
ным зажимом 8 служит для переустановки ползуна при настройке
станка. Регулировку глубины резания осуществляют путем подъе-
ма или опускания суппорта с резцом при вращении рукоятки 6.
Обрабатываемую деталь закрепляют непосредственно на столе
Или в машинных тисках. Стол получает поперечное движение че-
327
рез храповый механизм 13 и систему передач от вала кулисной
шестерни. Вертикальное перемещение стола производится враще-
нием винта 1, соединенного с рукояткой, которая расположена с
противоположной стороны станка. Для более жесткого крепления
стола имеется поддерживающий кронштейн 2. При строгании на-
клонных поверхностей суппорт поворачивают на определенный
328
'угол. Включение и выключение станка производят нажатием кнопки
на пульте 7.
Продольно-строгальный станок (см. рис. 6.23, б) имеет станину /,
по бокам которой расположены две вертикальные стойки 6 и 8,
соединенные поперечиной 7. По направляющим станины движет-
ся стол 2, на верхней плоскости которого расположены Т-образ-
ные пазы для закрепления обрабатываемой заготовки. Стол вмес-
те с заготовкой совершает главное (возвратно-поступательное)
движение, получаемое от электродвигателя постоянного тока с
помощью червячно-реечной передачи и редуктора. На вертикаль-
ных стойках расположена траверса 4, перемещаемая по направля-
ющим от самостоятельного электродвигателя. На траверсе разме-
щены суппорты 5 и 9 с резцами для обработки горизонтальных
плоскостей детали. Оба суппорта имеют поперечную подачу от
электродвигателей по направляющим траверсы. Вертикальная по-
дача суппортов для снятия нового слоя металла осуществляется
перемещением траверсы.
Для обработки вертикальных плоскостей детали используют
расположенные на стойках 6 и 8 суппорты 3 и 10, которые также
самостоятельно перемещаются вдоль направляющих стоек.
Станки такого типа применяют, как правило, для обработки
крупных заготовок с большой площадью строгания.
6.5.3. Обработка заготовок на долбежных станках
Разновидностью строгания является долбление, которое харак-
теризуется главным возвратно-поступательным движением режу-
щего инструмента в вертикальном направлении, периодическим
перемещением заготовки в горизонтальной плоскости и при не-
обходимости вращением ее вокруг вертикальной оси.
На долбежных станках производят обработку плоских и цилин-
дрических поверхностей заготовок, шпоночных пазов, несквоз-
ных, т.е. глухих, отверстий (для них этот метод обработки являет-
ся основным).
Поверхности, обрабатываемые на долбежных станках, должны
быть небольшими, так как при их значительных размерах увели-
чивается вылет (длина незакрепленной части) резца, что приво-
дит к его деформации и даже разрушению.
На рис. 6.24 представлен общий вид долбежного станка. На
фундаментной плите 14 станка установлены станина 7 и стойка
11. В них размещены все механизмы привода и подачи станка.
Ползун (долбяк) 8 с резцедержателем 7 и резцом осуществляет с
Помощью гидропривода возвратно-поступательное перемещение
(вниз — рабочий ход, вверх — холостой ход) по вертикальным
Направляющим стойки. Пуск и остановку станка производят с кно-
почной панели 12, а бесступенчатое регулирование скорости пе-
329
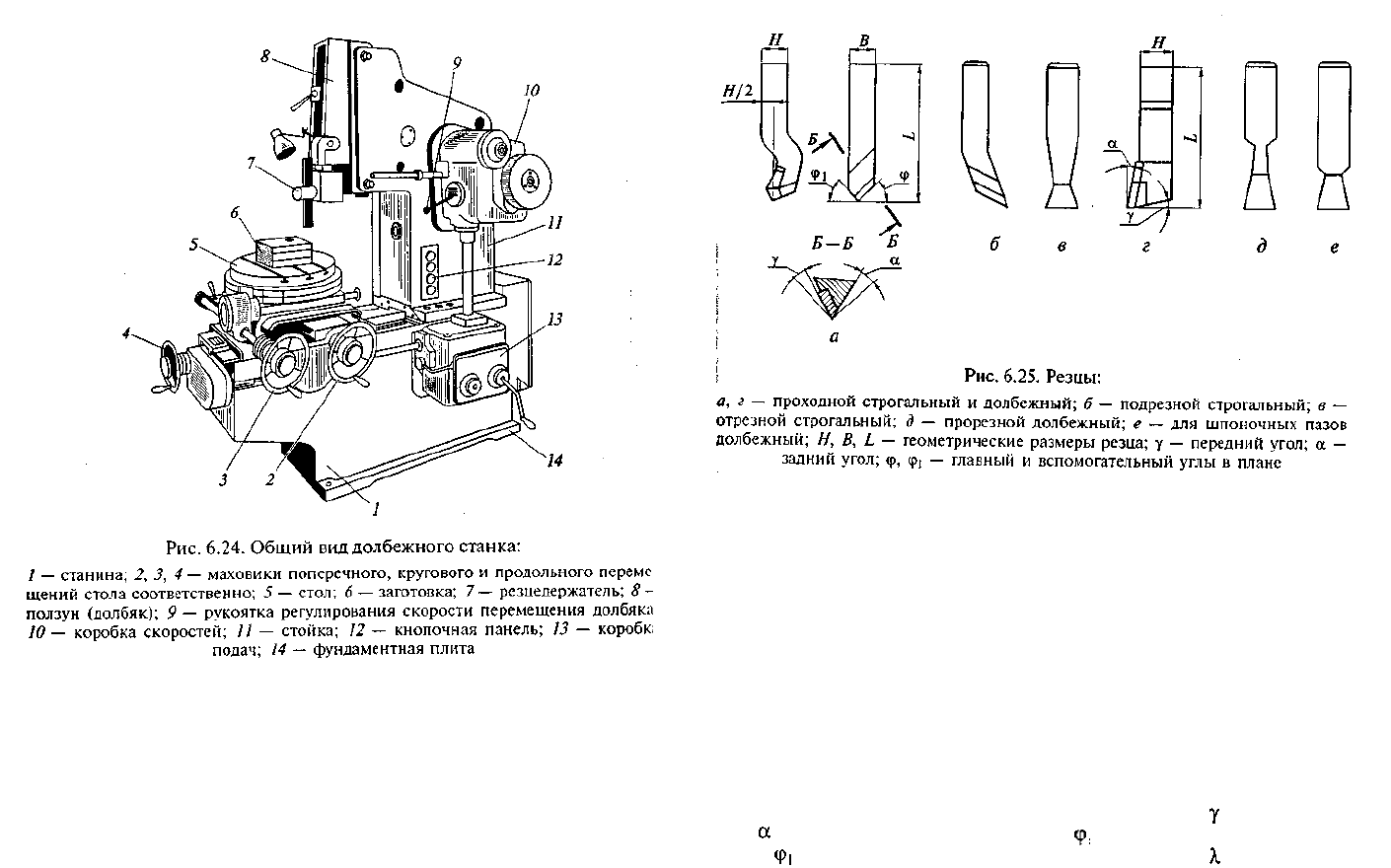
ремещения долбяка — рукояткой 9, расположенной на коробке
скоростей 10.
На горизонтальных направляющих станины расположен стол
5, нижняя часть которого осуществляет поперечную, круговую
или продольную подачи либо вручную при помощи соответствен-
но маховиков 2, 3 и 4, либо механически от гидропривода через
коробку подач 13. Стол вместе с заготовкой 6 во время работы
резца остается неподвижным, а в момент реверсирования движе-
ния долбяка получает одну из подач (продольную, поперечную
или круговую). Ускоренное движение стола осуществляется от от-
дельного электродвигателя.
6.5.4. Режущий инструмент для обработки заготовок
на строгальных и долбежных станках
Строгальные резцы по сравнению с токарными работают в более
тяжелых условиях, так как резец, врезаясь в материал заготовки.
330
испытывает ударную (динамическую нагрузку). С учетом ударного
характера работы строгальные резцы более массивны по сравне-
нию с токарными резцами. Для того чтобы режущие элементы
строгальных резцов воспринимали ударные нагрузки в начале ра-
бочего хода, резцы выполняются изогнутыми назад. Расположе-
ние вершины резца на нейтральной линии (на расстоянии Я/2)
ведет к уменьшению изгиба и величины колебания стержня рез-
ца, что, в свою очередь, приводит к минимальному разбросу глу-
бины резания в процессе строгания.
Различные виды строгальных и долбежных резцов представле-
ны на рис. 6.25.
По назначению строгальные резцы подразделяются на про-
ходные (рис. 6.25, а), подрезные (рис. 6.25, б), отрезные (рис.
6.25, в) и фасонные. Углы резцов: передний угол (= 12°), зад-
ний (= 8°), главный угол в плане , вспомогательный угол в
плане и угол наклона главной режущей кромки (на рисунке
не показан).
Долбежные резцы (рис. 6.25, г—е) выполняются изогнутыми
вперед, так как они работают при вертикальном перемещении и
деформируют срезаемый слой металла своей нижней частью, что
определяет положение углов. Резцы бывают проходными (рис. 6.25, г),
прорезными (рис. 6.25, д) и для шпоночных пазов (рис. 6.25, ё).
Резцы для строгальных и долбежных работ оснащаются плас-
тинками из быстрорежущих сталей марок Р12; Р6МЗ; Р9М4К8Ф
или твердых сплавов марок ВК6; ВК8; Т15К6 и др.
331
Технологические возможности процессов строгания и долбле-
ния характеризуются следующими показателями. Точность обра-
ботки составляет 0,1 ...0,2 мм на 1 м длины обработанной поверх-
ности; шероховатость поверхности при черновом строгании Ra
25...6,3 мкм, при чистовом — Ra 6,3...0,63 мкм.
6.5.5. Характеристика метода протягивания
и типы протяжных станков
Протягиванием обрабатывают внутренние и наружные поверх-
ности заготовок при помощи многолезвийного инструмента —
протяжки. Протягивание относится к высокопроизводительному
методу механической обработки, при котором скорость главного
движения резания v составляет 0,015 ...0,40 м/с. Благодаря конст-
рукции режущего инструмента за один рабочий ход им снимается
весь припуск на обработку.
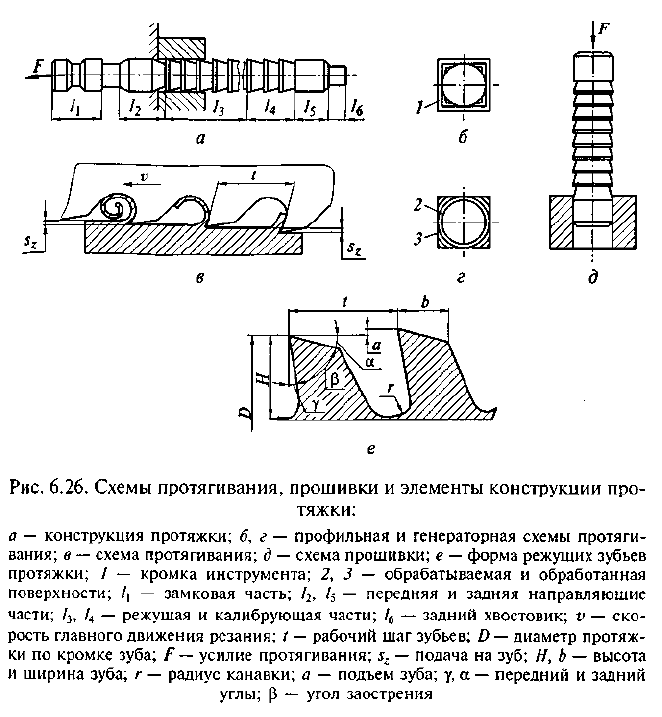
Схема протягивания и элементы конструкции протяжки пока-
заны на рис. 6.26.
Протяжка замковой частью /] (рис. 6.26, а) соединяется с пат-
роном станка, который тянет ее с требуемым усилием F. Перед-
няя направляющая /
2
с переходным конусом обеспечивает плав-
ное вхождение в обрабатываемое отверстие и центрирование по
нему инструмента. Практически весь припуск снимается режущей
частью /
3
. Зубья калибрующей части /
4
повышают показатели обра-
ботанной поверхности до 8 —7-го квалитетов точности и обеспе-
чивают параметр шероховатости Ra 6,3... 1,6 мкм. При переточке
протяжки часть калибрующих зубьев переходит в рабочие. Задняя
направляющая /
5
препятствует перекосу заготовки в момент выхо-
да из нее последних калибрующих зубьев. Задний хвостовик /
6
, для
которого в станке предусмотрена дополнительная опора, необхо-
дим для предотвращения провисания длинной протяжки.
При протягивании осуществляется только главное движение,
совершаемое протяжкой или заготовкой. Движение подачи при
протягивании отсутствует, так как подача заложена в конструк-
цию инструмента путем увеличения диаметра каждого последую-
щего зуба протяжки на определенную величину, называемую по-
дачей на зуб, т.е. каждый последующий зуб режущей части возвы-
шается над предыдущим на величину s
z
(рис. 6.26, в). Рабочий шаг
t зубьев рассчитывают так, чтобы одновременно работало не ме-
нее трех зубьев, а во впадине размещалась вся срезаемая стружка-
В зависимости от вида протягивания протяжки бывают круг-
лые, шпоночные, шлицевые, многогранные и др. На форму и
длину режущих кромок зубьев протяжки влияет схема срезания
припуска.
При профильной схеме протягивания (рис. 6.26, б) каждый ряд
зубьев снимает припуск по всему периметру фигуры, подобной
332
обработанному профилю. Так, при получении квадратного отвер-
стия из круглого кромки инструмента 7 имеют квадратную форму.
При генераторной схеме (рис. 6.26, г) протягивания режущие
кромки очерчены элементами обрабатываемой 2 и обработанной
3 поверхностей.
С целью улучшения условий резания применяют прогрессивную
{групповую) схему, при которой каждая группа зубьев срезает слой
в своей узкой зоне. Стружка становится толще и более узкой, что
облегчает ее размещение во впадине и снижает осевое усилие F.
В то же время изготовление протяжек, работающих по прогрес-
сивной схеме, значительно сложнее.
Для обработки отверстий используют также прошивки (рис.
6.26, д), работающие на сжатие и имеющие меньшую по сравне-
нию с протяжками длину, что необходимо для исключения изги-
ба инструмента в процессе его работы.
333
Форма режущих зубьев протяжки характеризуется рабочим
шагом / (рис. 6.26, е), высотой Н, шириной Ь, радиусом канавки
r, передним и задним углами; углом заострения и подъемом
зуба , где D — диаметр протяжки по кромке зуба, мм.
Протягивание, при котором происходит самоустанавливание
инструмента и заготовки, называют свободным, а при жестком
фиксировании заготовки относительно инструмента — координат-
ным. В первом случае обеспечиваются высокие точностные харак-
теристики обработанной поверхности, во втором — кроме того, и
необходимая точность расположения этой поверхности.
Перед протягиванием исходное отверстие предварительно
выполняют сверлением, после чего обрабатывают протяжкой для
придания ему необходимой окончательной формы.
Преимущество обработки отверстий протягиванием заклю-
чается в возможности получения различных внутренних фасон-
ных профилей, обработка которых другими способами иногда
связана со значительными трудностями. В качестве примера мож-
но привести широко применяемую обработку шлицевых отвер-
стий.
Протяжки могут быть цельными, сборными или составными.
Их изготовляют из легированных инструментальных сталей (на-
пример, из стали ХВГ), быстрорежущих сталей марок Р6М5, Р9К5.
Протяжки могут быть оснащены пластинками из твердых спла-
вов, например ВК8.
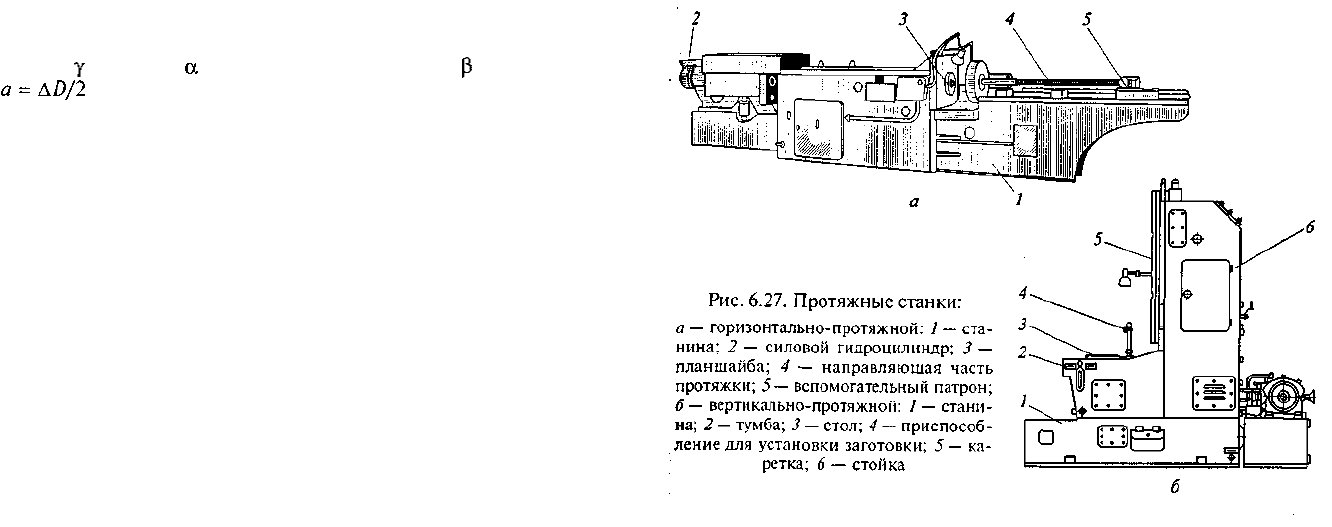
Обработка заготовок протягиванием производится на горизон-
тально- или вертикально-протяжных станках (рис. 6.27). Последние
по внешнему виду напоминают долбежный станок.
Горизонтально-протяжные станки (рис. 6.27, а) применяют для
обработки сквозных отверстий. Протяжку передним концом за-
крепляют в рабочем патроне, смонтированном на рабочих салаз-
ках станины, а задним концом — во вспомогательном патроне 5.
В процессе протягивания рабочие салазки перемещаются по на-
правляющим основной станины 1. Салазки соединены с ползуном
(штоком), совершающим возвратно-поступательное движение от
силового (главного) гидроцилиндра 2. Подвод протяжки к заго-
товке и отвод от нее осуществляют с помощью вспомогательного
цилиндра, патрона и поддерживающего ролика, размещенных в
приставной (вспомогательной) станине. Перед протягиванием за-
готовку надевают на направляющую часть протяжки 4. При протя-
гивании заготовка опирается торцом на неподвижную планшайбу
3, закрепленную на опорной плите станка, в результате чего осу-
ществляется процесс протягивания.
При полном цикле прямого хода осуществляется подвод про-
тяжки, замедленный рабочий ход, рабочий ход для обрабатываю-
щих зубьев и замедленный ход для калибрующих зубьев. При об-
ратном ходе выполняют замедленный ход и отвод протяжки.
334
Вертикально-протяжной станок для внутреннего протягивания
(рис. 6.27, б) состоит из станины /, тумбы 2, на которой смонти-
рован стол 3. На столе в приспособлении 4 устанавливают и за-
крепляют заготовку. Протяжки крепят инструментальными пли-
тами к каретке 5, перемещающейся по вертикальным направляю-
щим стойки 6. При ходе протяжки вниз выполняется рабочий ход,
при ходе вверх — холостой. Обычно станок имеет два стола и две
каретки, работа которых согласована: одна выполняет рабочий
ход, другая — холостой.
Вертикально-протяжные станки часто применяют для наруж-
ного протягивания. У этих станков рабочий ползун и патрон с
закрепленной протяжкой осуществляют вертикальные возвратно-
поступательные движения, а сама заготовка закреплена на план-
шайбе, размещенной на столе станка.
Для высокопроизводительной работы используют станки не-
прерывного действия (конвейерные и карусельные). При оснаще-
нии соответствующими приспособлениями для подачи и съема
заготовок они могут работать в автоматическом цикле и встраи-
ваться в автоматическую линию.
Протягивание характеризуется следующими технологически-
ми характеристиками: точность обрабатываемых поверхностей со-
ответствует 10 —6-му квалитетам, шероховатость поверхности —
Rа 1,25...0,63мкм.
335
6.6. Обработка заготовок на фрезерных станках
6.6.1. Характеристика методов фрезерования
Фрезерование — способ обработки заготовок, при котором ин-
струмент (фреза) совершает непрерывное главное (вращательное)
движение, а заготовка — поступательное движение подачи. Про-
цесс фрезерования является высокопроизводительным и универ-
сальным способом формообразования различных поверхностей в
заготовках.
Особенностью фрезерования является прерывистость процесса
резания. Это обусловлено тем, что при вращении фрезы каждый
зуб врезается в заготовку с ударом, а затем работает только на
некоторой части оборота и выходит из зоны резания. При даль-
нейшем движении зуб не касается заготовки, что способствует
его охлаждению и более благоприятным условиям работы.
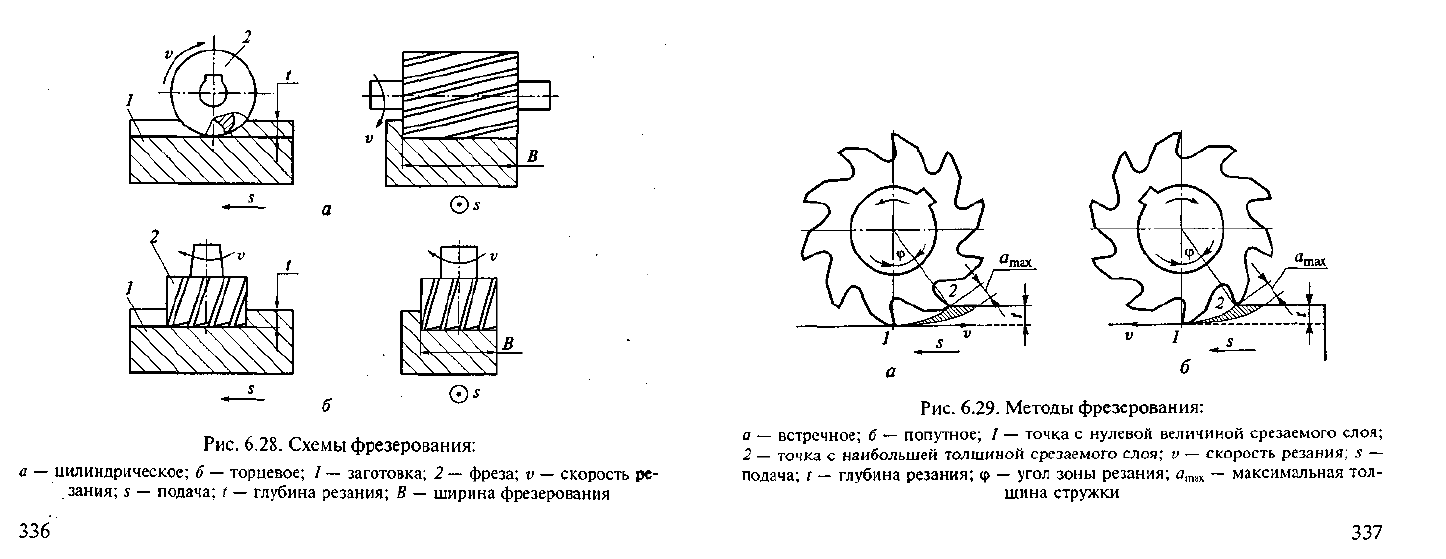
Все существующие методы фрезерования можно привести к
двум основным схемам — цилиндрическому и торцевому фрезе-
рованию (рис. 6.28).
При цилиндрическом фрезеровании (рис. 6.28, а) обработка про-
изводится зубьями, расположенными на цилиндрической поверх-
ности фрезы 2, ось которой параллельна обрабатываемой поверх-
ности заготовки /.
При фрезеровании, как и при других способах обработки, ре-
жим резания характеризуется скоростью резания v, подачей s,
глубиной резания t и шириной фрезерования В.
Торцевое фрезерование (рис. 6.28, 6) осуществляется фрезой, зубья
которой расположены на торцевой поверхности фрезы. В этом
случае ось фрезы перпендикулярна обрабатываемой поверхности.
Как уже отмечалось, основной отличительной чертой процес-
са фрезерования является прерывистый характер резания. При этом
толщина слоя, срезаемого каждым зубом фрезы, переменна и
изменяется от некоторого минимума до максимума, и наоборот.
На дуге резания одновременно работают несколько зубьев, кото-
рые работают циклично и с перерывами.
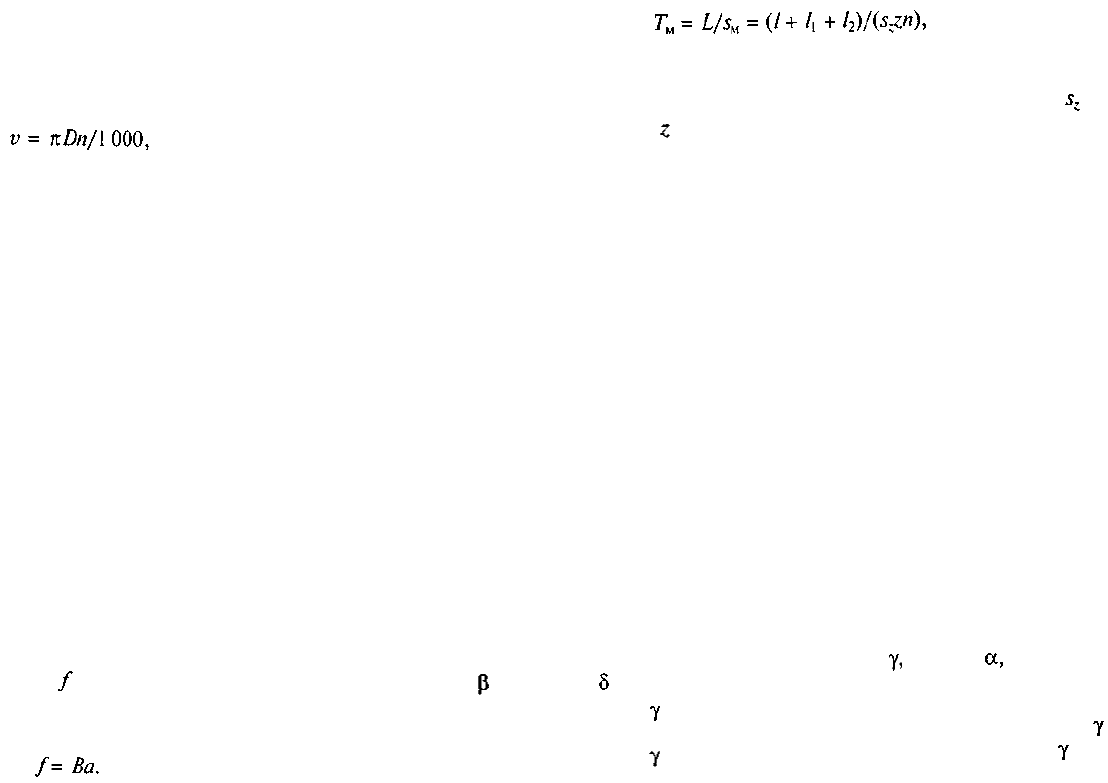
В зависимости от направления вращения фрезы и поступатель-
ного перемещения обрабатываемой детали различают два метода
фрезерования (рис. 6.29): встречное фрезерование, когда заготов-
ка подается навстречу вращению фрезы, и попутное фрезерова-
ние, когда направление подачи заготовки и вращения фрезы со-
впадают.
При встречном фрезеровании (рис. 6.29, а) зуб фрезы срезает
слой металла (стружку) толщиной а
тзх
от нулевой точки 1 до мак-
симальной точки 2, при этом нагрузка на каждый зуб фрезы воз-
растает постепенно и на выходе достигает максимального зна-
чения. Такой метод фрезерования рационально применять при
черновой обработке заготовок, имеющих твердую поверхностную
корку, так как зуб работает из-под корки. Однако при этом уси-
лия резания стремятся оторвать заготовку от поверхности стола,
вырвать ее из зажимного приспособления, что при больших сече-
ниях стружки приводит к вибрации и, как следствие, к ухудше-
нию качества обработки. Скольжение зуба по поверхности метал-
ла, упрочненного предыдущим зубом, приводит к повышенному
износу фрезы.
Попутное фрезерование (рис. 6.29, б) наиболее благоприятно
В начале обработки зуб фрезы снимает с заготовки слой металла
наибольшей величины амах, после чего в процессе резания на-
грузка на зуб, как и толщина срезаемого слоя, изменяется от мак-
симального (точка 2) до нулевого значений (точка /). Возни-
кающая сила прижимает заготовку к столу, вибрации минималь-
ны, отсутствует проскальзывание зубьев. Все это приводит к по-
лучению лучшего качества обрабатываемой поверхности и мень-
шему износу инструмента, несмотря на то, что он начинает обра-
ботку с загрязненной, а иногда отбеленной поверхности отливок
или покрытой окалиной поверхности поковок.
Скорость резания v (м/мин) при фрезеровании представляет
собой окружную скорость фрезы, измеренную по ее наружному
диаметру. Скорость резания определяют по формуле
где D — диаметр фрезы, мм; п — частота вращения фрезы, мин
-1
.
Подачей s называют величину относительного перемещения
обрабатываемой детали и фрезы, выраженную в миллиметрах на
зуб, миллиметрах на оборот, миллиметрах в минуту.
При черновом фрезеровании подачу выбирают возможно боль-
шей. В этом случае применяют фрезы с большим шагом или круп-
ными зубьями.
При получистовом и чистовом фрезеровании величина подачи
ограничивается припуском на обработку, требуемой шероховато-
стью поверхности детали, конструкцией фрезы и другими факто-
рами. В этом случае используют фрезы с мелкими зубьями или с
малым шагом.
Глубиной фрезерования (резания) t называют толщину слоя ме-
талла, снимаемую с обрабатываемой заготовки за один оборот
фрезы. Глубина фрезерования при черновой обработке 3...8 мм и
более, а при чистовой чаще всего равна величине припуска на
обработку (обычно 0,5... 1,5 мм).
Шириной фрезерования В называют величину обработанной за
один проход поверхности заготовки. Для цилиндрических фрез
ширина фрезерования измеряется параллельно оси фрез, а при
торцевом фрезеровании — перпендикулярно направлению по-
дачи.
Площадь поперечного среза (мм
2
), снимаемого одним зубом
фрезы (например, цилиндрической), представляет собой произ-
ведение ширины фрезерования В на толщину срезаемого слоя а:
338
Толщина срезаемого слоя а в процессе фрезерования изменя-
ется при встречном фрезеровании от нуля в момент врезания зуба
в обрабатываемую заготовку до максимального значения а
mах
(см.
рис. 6.29, а) в момент выхода зуба из заготовки. Она измеряется в
радиальном направлении.
В контакте с заготовкой одновременно находятся не один, а
несколько зубьев. Суммарная площадь сечения среза, снимаемая в
процессе фрезерования в данный момент времени всеми зубья-
ми, влияет на величину силы резания.
Заданные величины элементов резания будут определять ос-
новное технологическое (машинное) время Т
м
(мин) при фрезеро-
вании:
где L — общая длина прохода фрезы в направлении подачи, мм;
S
М
— минутная подача, мм/мин; / — длина фрезеруемой поверх-
ности, мм; 1
Х
— путь врезания, мм; 1
2
— перебег фрезы; —
подача на зуб, мм; — число зубьев фрезы; п — частота враще-
ния фрезы, мин"
1
.
Величина пути врезания /, и перебега фрезы /
2
рассчитывается
в зависимости от диаметра фрезы, глубины и ширины фрезерова-
ния, они обычно составляют 1 ...5 мм.
6.6.2. Виды фрез, их элементы и геометрия
Фреза — многолезвийный инструмент, у которого по окруж-
ности или на торце расположены режущие зубья, представляю-
щие собой простейшие резцы.
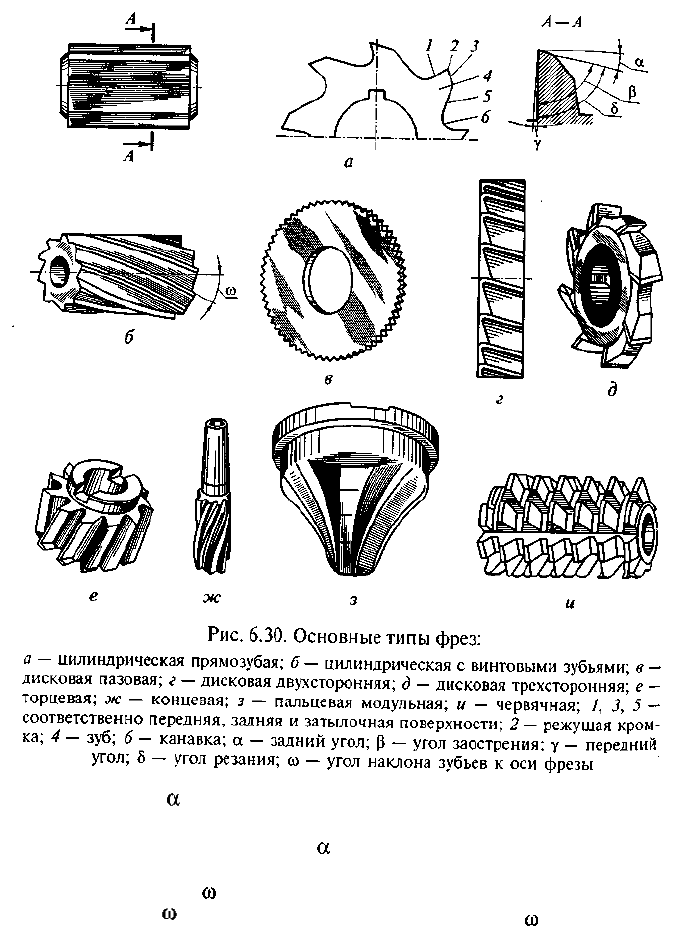
На рис. 6.30 показаны основные типы фрез, применяемых в
машиностроении.
Фрезы подразделяют по типам: цилиндрические (рис. 6.30, а, б)
и торцевые (рис. 6.30, е), предназначенные для обработки плос-
ких поверхностей; дисковые (рис. 6. 30, в — д), концевые (рис.
6.30, ж) и угловые — для обработки пазов, канавок и шлицов;
фасонные — для обработки фасонных поверхностей; модульные (рис.
6.30, з) — для нарезания зубьев; червячные (рис. 6.30, и) — для
нарезания зубьев цилиндрических и червячных колес.
Зуб 4 цилиндрической фрезы (см. рис. 6.30, а) имеет режущую
кромку 2; переднюю /, заднюю 3 и затылочную 5 поверхности.
Между зубьями фрезы находится канавка 6. В сечении фрезы рас-
сматриваются следующие углы: передний задний заострения
и резания .
Передний угол служит для облегчения схода срезаемых эле-
ментов стружки и уменьшения их усадки. При обработке стали =
= 10...20°, чугуна = 10... 15°. Для твердых материалов угол при-
нимают меньшим, чем для мягких.
339
Задний угол выбирают с таким расчетом, чтобы снизить тре-
ние между затылочной поверхностью зуба и поверхностью реза-
ния. Для различных фрез угол = 12...25°.
Зубья цилиндрических фрез могут быть прямыми и винтовыми
под углом наклона к оси фрезы (см. рис. 6.30, б). У цилиндричес-
ких фрез угол = 30...40°, у дисковых и торцевых = 10...25°.
Фреза с прямыми зубьями врезается в обрабатываемую поверх-
ность сразу по всей длине зуба, что приводит к переменной (тол-
чковой) нагрузке на станок и некоторому ухудшению качества
обработанной поверхности. Фрезы с винтовыми зубьями работа-
ют более плавно, так как зубья фрезы врезаются в деталь посте-
пенно, при этом станок нагружен равномернее.
340
Для обработки заготовок из сталей с низкой и средней твер-
достью при малых скоростях резания применяют фрезы из угле-
родистой инструментальной стали У12А (фрезы малых диамет-
ров), а для работы при небольших скоростях резания и малых
подачах — из легированных сталей 9ХС, ХВ5 и ХВГ. Хорошие
результаты дает использование быстрорежущих сталей Р9 и Р18.
При обработке жаропрочных и коррозионо-стойких сталей при-
меняют фрезы из этих же сталей с присадками ванадия и кобаль-
та (Р18Ф2, Р18К5Ф2).
При черновом фрезеровании сталей применяют фрезы с плас-
тинками из твердых сплавов марок ВК и ТК; при чистовом — в
основном марок ТК.
Для обработки сталей используются также фрезы с твердосплав-
ными неперетачиваемыми многогранными и круглыми пластин-
ками с механическим креплением из износоустойчивых твердых
сплавов. Эти фрезы позволяют изменять их установку в инстру-
менте или заменять непосредственно на станке.
Для черновой и чистовой обработки серого чугуна используют
фрезы с твердосплавными пластинками марок ВК или минерало-
керамическими пластинками марки ЦМ-332.
Корпуса фрез изготовляют из сталей марок 40; 40Х; У8 и др.
Фрезы с наружным диаметром 5...32 мм из твердых сплавов вы-
пускают монолитными.
6.6.3. Типы и области применения фрезерных станков
В зависимости от выполняемых работ и конструктивных осо-
бенностей станки фрезерной группы подразделяют на станки об-
щего назначения и специальные.
К фрезерным станкам общего назначения обычно относятся
горизонтально- и вертикально-фрезерные станки (с горизонталь-
ным и вертикальным расположением шпинделя). Обрабатываемая
деталь на таких станках перемещается, как правило, в продоль-
ном направлении. Среди таких станков имеются также универсаль-
ные фрезерные станки, отличающиеся тем, что при фрезерова-
нии ряда винтовых канавок и выполнении других видов работ стол
станка можно поворачивать на определенный угол (±45... 50 °) вок-
руг вертикальной оси.
К станкам общего назначения относятся также продольно-фре-
зерные: односторонние с одним горизонтальным шпинделем, двух-
сторонние с двумя горизонтальными шпинделями и многошпин-
дельные с горизонтальными и вертикальными шпинделями.
К специальным фрезерным станкам относятся торцефрезерные,
бесконсольно-фрезерные, карусельно-фрезерные с вращающи-
мися столами, копировально-фрезерные для обработки различ-
ных фасонных поверхностей, а также резьбофрезерные, шпоноч-
341