Брызгалов В.И. Из опыта создания и освоения Красноярской и Саяно-Шушенской гидроэлектростанций
Подождите немного. Документ загружается.

319
обладает ещё достаточной устойчивостью и при 15% частоты вра-
щения, которая и была принята и внесена в нормативную доку-
ментацию ГЭС, против ранее заданной заводом величины 30%. В
современных условиях распространение металлопластов для поверх-
ности трения сегментов подпятника дает основание к ещё большему
снижению начальной частоты вращения агрегата при включении
торможения.
Загрязнение гидрогенераторов носит кумулятивный характер
и имеет место даже при благоприятных условиях эксплуатации. В
первую очередь, требуют внимания обмотки ротора и статора, поэтому
необходима периодическая очистка (промывка) изоляции обмотки.
Наиболее распространенным и эффективным считался способ
промывки (протирки) обмоток с применением бензина, при котором,
не разрушая покровные слои изоляции, достигалась достаточно
хорошая очистка её поверхности от грязи. Однако этот способ пред-
ставляет исключительно высокую взрыво- и пожароопасность.
Совместными исследованиями эксплуатации Красноярской
ГЭС, завода “Электросила” и Киевского научно-исследовательского
института гигиены труда и профзаболеваний был подобран него-
рючий и нетоксичный растворитель, не влияющий на покровную
изоляцию обмотки и отлично очищающий её поверхность – метил-
хлороформ. Эта легко подвижная, прозрачная жидкость со слабым
характерным запахом имеет температуру кипения +74
0
С, замер-
зания -32
0
С и удельную массу 1,33.
Метилхлороформ С
2
Н
3
Сl
3
относится к классу алифатических со-
единений, является галоидным алкилом с трехзамещенной функцией.
Метилхлороформ обладает наркотическими свойствами. При
вдыхании значительного количества паров наступает состояние го-
ловокружения, потеря координации движений, однако, после окон-
чания действия метилхлороформа нормальная деятельность человека
быстро восстанавливается. Действие жидкого метилхлороформа на
кожу и глаза довольно слабое, но кожа сильно обезжиривается.
Большая часть метилхлороформа, поступившая в организм, выде-
ляется через легкие в неизменном виде, поэтому этот растворитель
относится к моющим средствам сравнительно слабой токсичности.
Однако, для исключения даже слабого воздействия при промывке,
нужна интенсивная вентиляция объёма, где производится работа, а
также защита человека комбинезоном из прорезиненной ткани,
перчатками из маслостойкой резины и противогазом с принуди-
тельной вентиляцией.
Учитывая, что пары метилхлороформа имеют массу больше,
чем воздух, на Красноярской ГЭС была сконструирована и изготов-
лена специальная переносная вентиляционная система для отсоса
320
паров из наинизших точек внутреннего объёма гидрогенератора, где
происходит промывка (рис. 4.28). Установка включается в работу
в период промывки и отключается лишь спустя некоторое время пос-
ле неё. В этой установке используется высоконапорный шахт-
ный вентилятор большой производительности – типа “Проходка”
(145-255 м
3
/мин.; 240-500 кгс/м
2
).
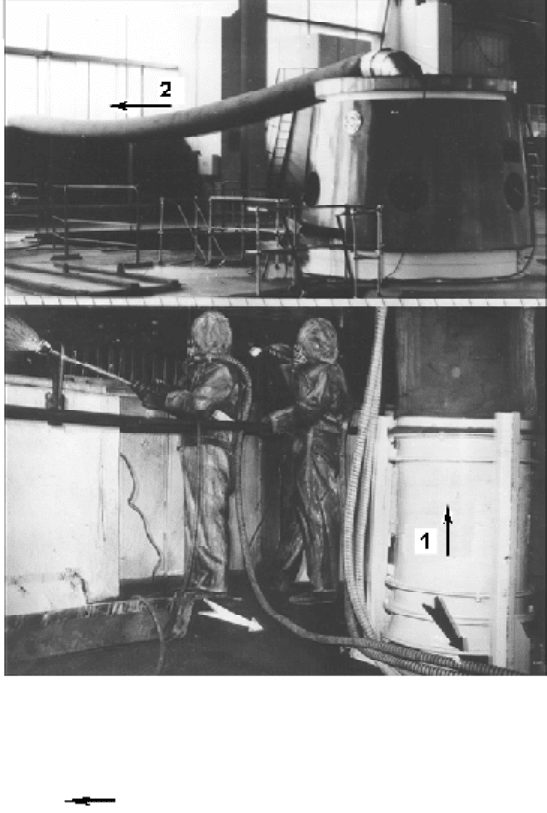
Рис. 4.28 Момент промывки метилхлороформом нижних лобовых частей
обмотки статора Красноярского гидрогенератора
1 – переносная вентустановка; 2 – рукав выброса паров метилхлороформа за пределы
машзала; – отсос паров метилхлороформа с рабочего места
Допуск бригад на ремонт других узлов агрегата во время про-
мывки обмотки метилхлороформом запрещается и производится
только после промывки и получения положительного анализа воз-
душной среды, выполняемого химической лабораторией. Предельно-
допустимая концентрация (ПДК) метилхлороформа в воздухе
составляет 20 мг/м
3
. Падение концентрации паров метилхлороформа
321
после окончания промывки, при непрерывно работающей вентиля-
ции, приведено в таблице 70.
Таблица 70. Изменение во времени концентрации паров метилхлороформа
после прекращения промывки гидрогенераторов Красноярской ГЭС
В результате непрерывно работающего отсоса паров через 18
часов после окончания промывки содержание метилхлороформа в
воздухе становится гарантированно ниже ПДК.
Организация работ по строго регламентированной программе
промывки обмоток метилхлороформом и обеспечение лабораторного
контроля его ПДК позволили сделать эту работу безопасной и очень
эффективной. За время эксплуатации Красноярской ГЭС была
успешно выполнена промывка обмоток статоров несколько десятков
раз без каких-либо последствий для оборудования и персонала.
Изложенный способ очистки изоляции обмоток – это новое направ-
ление в профилактике гидрогенераторов, оно вошло в нормативную
документацию Красноярской и Саяно-Шушенской ГЭС.
4.3 Доводка гидрогенераторов
4.3.1 Разработка и внедрение бесстыкового сердечника
статора
На Красноярской ГЭС результаты освоения гидрогенераторов
500 МВт явились важным этапом в развитии энергомашиностро-
ения, позволившим отечественным заводам приступить к разработке
ещё более мощных гидрогенераторов 640-720
*)
МВт для Саяно-
Шушенской ГЭС.
Среди основных исследований натурного состояния гидроге-
нераторов Красноярской ГЭС были проведены всесторонние вибра-
ционные испытания сердечников статоров в эксплуатационных
режимах. Большое внимание было уделено изучению распределения
уровней вибрации по телу статора, частотным характеристикам
Время истекшее c момента окончания
промывки обмотки, час.
4-6 10-12 16-18
Содержание метилхлороформа
в 1 м
3
воздуха, мг/м
3
500-250 125-175 25-20
*
)
Мощность свыше 640 МВт гидрогенератор развивает при напоре брутто более 200 м.
322
вибраций сердечника, зависимости их от уровня возбуждения (часто
повторяющегося в эксплуатации режима холостого хода с возбуж-
дением) и влияния температуры сердечника на его вибрационное
состояние.
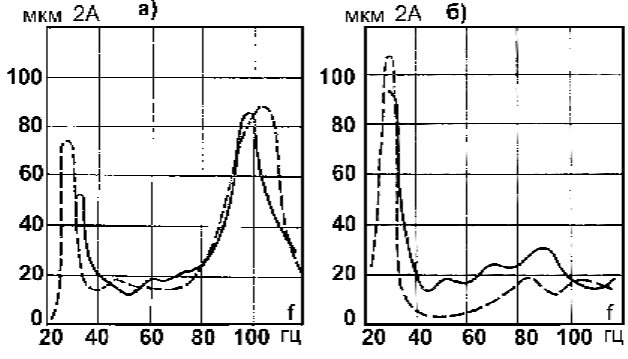
На рисунке 4.29 приведены типичные частотные характе-
ристики стыков и середин секторов сердечников, полученные в
режиме холостого хода с возбуждением красноярских гидроге-
нераторов № 1 и № 10. Уровень напряжения статора в этих опытах
составлял соответственно 0,58 и 0,7 от номинального, а средняя
температура железа сердечников +35 и +27
0
С.
Рис. 4.29 Частотные характеристики радиально-изгибных колебаний
сердечника статора генераторов СВФ 1690/175-64
а) – стыки секторов; б) – середины секторов;
–––– генератор ст. № 2 (0,58 U
н
, t
сердеч.
=35
о
С);
– – – генератор ст. № 10 (0,70 U
н
, t
сердеч.
=27
о
С)
Было установлено, что на холодных генераторах (температура
сердечников + 25, +35
0
С) возникают значительные резонансные
колебания стыковых участков на частоте 100 Гц в режиме холостого
хода с возбуждением при напряжении на статоре 0,6-0,8 от номи-
нального. Из рисунка 4.29 видно, что уровень вибрации стыков сер-
дечника существенно выше нормы на вибрацию сердечников – 30 мкм.
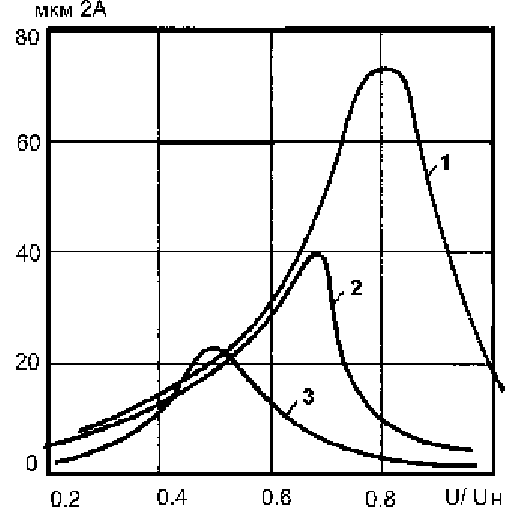
Пример типичной зависимости вибраций от уровня напряже-
ния холостого хода гидрогенератора представлен на рисунке 4.30, где
для сердечников № 2 и 10 выбраны были стыки с наибольшим
уровнем вибраций в холодном состоянии железа статора при тем-
пературе +30
0
С. Совершенно иначе выглядит эта зависимость на
гидрогенераторе № 11, где опыт также проведён на холодном
сердечнике при температуре +26
0
С. Этот гидрогенератор был более
тщательно собран при монтаже, вводился в эксплуатацию зна-
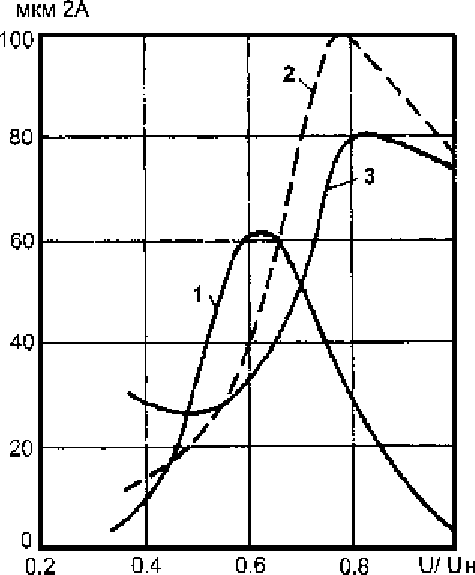
323
чительно позднее и имел наименьшую наработку по сравнению с
агрегатами № 2 и 10.
Рис. 4.30 Зависимости радиальных вибраций стыков сердечника статора
от напряжения холостого хода в холодном состоянии
1 – ст. № 11 (t
сердеч.
=26
о
С); 2 – ст. № 10 (t
сердеч.
=30
о
С); 3 – ст. № 2 (t
сердеч.
=30
о
С)
Представленные зависимости показывают, что в холодном
состоянии недостаточно только подать номинальное возбуждение на
гидрогенератор, чтобы за счёт магнитного натяжения стыки между
секторами сердечника замкнулись. Непосредственные измерения
зазоров в стыках со стороны “спинки” статора на невозбуждённых
гидрогенераторах показали, что характеристики, представленные на
рисунке 4.30, соответствуют стыкам, имеющим наибольшие и
наименьшие начальные зазоры (например, 1,4 мм для гидроге-
нератора № 10 и 0,15 мм для гидрогенератора № 11). Это подчерки-
вает связь между зазорами в стыках и уровнем вибрации сердечника
статора: бо
′
льшим зазорам соответствуют более высокие вибрации
стыковых зон при номинальном напряжении статора. Это связано
со смещением резонанса при повышенных зазорах в область, близкую
к возбуждению холостого хода при номинальном напряжении [24].
324
Рис. 4.31 Влияние теплового состояния статора на радиальные вибрации
стыков сердечника (генератор ст. № 10) при температуре стали:
1 – t
сердечн.
=28
о
С; 2 – t
сердечн.
=32
о
С; 3 – t
сердечн.
=35
о
С
Описанное явление резко изменяется при нагреве сердечника.
Из рисунка 4.31 хорошо видно, что нагрев сердечника приводит к
замыканию стыков, когда напряжение статора ещё не достигло
номинального уровня, и к существенному снижению вибрации
сердечника при номинальном возбуждении. Для гидрогенераторов
Красноярской ГЭС при холостом ходе максимальная вибрация
горячего сердечника (номинальный температурный режим) с час-
тотой 100 Гц составляет около 30 мкм, т.е. находится на уровне
нормативной величины. Закрытие стыков с подъёмом температуры
было подтверждено и прямым измерением взаимных перемещений
стыкуемых плоскостей сердечников с помощью специальных тен-
зометрических блоков. Из этих исследований был сделан практи-
ческий вывод, образовавший новое правило эксплуатации, которое не
допускает длительную работу холодных гидрогенераторов на хо-
лостом ходу с напряжением выше 0,5 от номинального, что вошло
в нормативную документацию.
Наряду с этим стало ясно, что развитие гидрогенераторо-
строения по созданию ещё более мощных машин невозможно без
преодоления проблемы стыка.
325
Эксплуатационные наблюдения и приведенные результаты
исследований и испытаний гидрогенераторов 500 МВт показали, что
разрезной тип сердечника статора по виброустойчивости находится
на пределе допустимого.
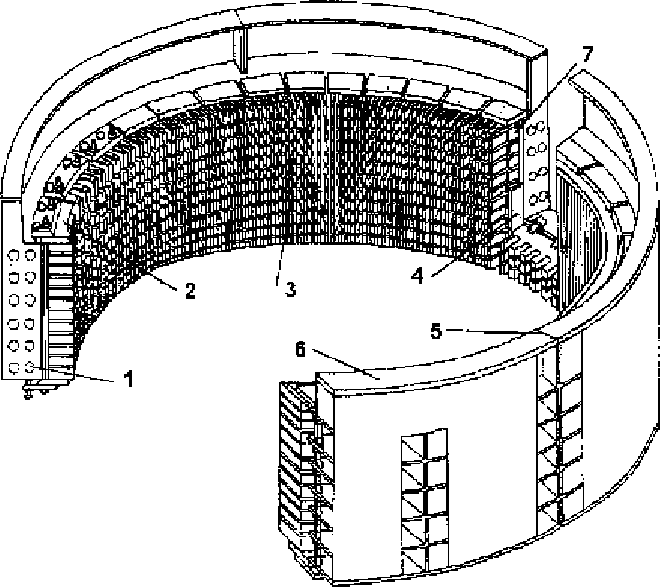
Рис. 4.32 Сердечник статора гидрогенератора, состоящий из
состыкованных между собою секторов
1 – стыковая плита сектора корпуса статора; 2 – нажимная плита сердечника статора;
3 – железо сердечника статора с пазами для обмотки статора; 4 – прокладка в стыке
между секторами сердечника статора; 5 – стык между секторами корпуса статора;
6 – корпус статора; 7 – стыковая поверхность сердечника статора
Этот традиционный сердечник представляет собой разъёмную
конструкцию (рис. 4.32), состоящую из отдельных изготовляемых на
заводе секторов (рис. 4.33), которые стыковались на монтаже в
кольцо и стык затягивался с помощью шпилек с установкой про-
кладки. Толщина прокладки подбиралась так, чтобы она соответст-
вовала пространственной конфигурации стыка с целью достижения
его монолитности. К сжимающим усилиям в стыке, как мы видели,
добавляется эксплуатационное пульсирующее с двойной частотой
магнитное тяжение и усиление сжатия, обусловленное нагревом
сердечника. Если суммарное сжимающее напряжение в стыках
326
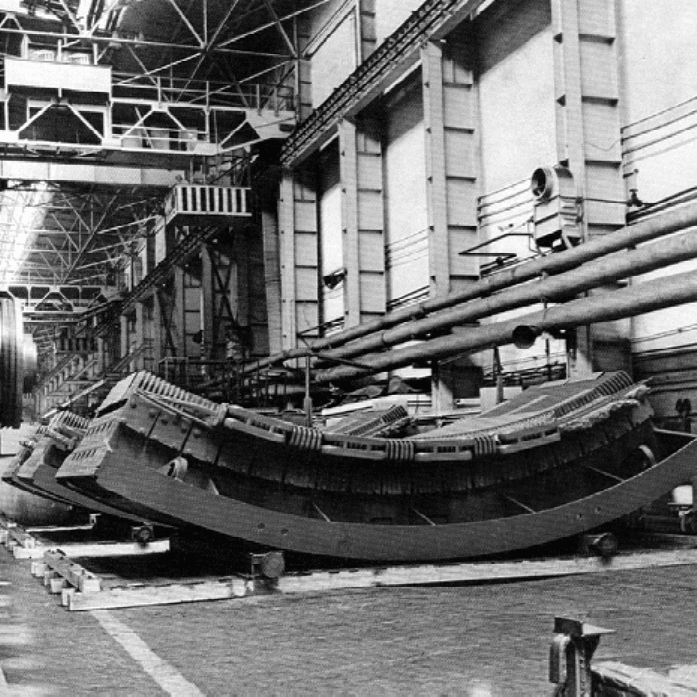
Рис. 4.33 Обмоточный участок гидрогенераторного цеха
превышает некоторое критическое значение, то пакеты сердечника
теряют устойчивость, на участках от стыков до ближайших клиньев
они переходят из горизонтального в наклонное положение с харак-
терной формой изломов, образуя волну. На рисунке 4.34 показано это
явление для гидрогенераторов 500 МВт Красноярской ГЭС. Сумма
указанных выше воздействий приводит к ослаблению и потере
первоначальной плоскости стыков. Сердечник перестаёт работать как
сплошное кольцо, вследствие чего основное магнитное поле ротора
вызывает в нём повышение вибрации, особенно вблизи стыков;
известны случаи разрушения железа сердечника у клиньев, рас-
положенных вблизи стыков. Поэтому важное значение приобретает
разработка мер по предотвращению образования волн в пакетах
железа по всей окружности сердечника. (Анализ статистических данных
повреждений обмоток статоров с неблагополучным состоянием стыков в сердеч-
никах гидрогенераторов показывает, что большая часть разрушений и изоляции

327
обмоток статоров также имеет место в стержнях, расположенных вблизи стыков,
где вибрации сердечника наибольшие).
Рис. 4.34 Деформация железа статора красноярского гидрогенератора
в месте стыка секторов сердечника
Для саяно-шушенских гидрогенераторов кардинальное реше-
ние заключалось в разработке бесстыкового способа сборки сердеч-
ника статора “в кольцо” с шихтовкой сегментов железа вперекрой по
всей его окружности. Сердечник по высоте и массе существенно
превосходил все ранее изготовленные сердечники статоров гидро-
генераторов.
Сущность задачи изготовления была сформулирована следую-
щим образом: связь между сердечником и корпусом должна быть
выполнена так, чтобы исключить в сердечнике появление сжимаю-
щих напряжений, приводящих к потере устойчивости пакетов железа.
Достичь необходимого результата можно было путём растя-
жения собранного сердечника. В таком сердечнике механические
328
напряжения будут снижаться с увеличением возбуждения гидро-
генератора, а также по мере его нагревания. Они могут стать рав-
ными нулю и даже изменить знак, но не должны достигать кри-
тического значения, при котором возникнет образование волн в
пакетах железа, что является главной причиной распрессовки
сердечника. Такая задача могла бы быть решена путём создания
сложных механических конструкций раскрепления сердечника в
корпусе с применением систем пружин-домкратов. Однако такие
системы малопригодны и не технологичны в производственных ус-
ловиях. Практика подтвердила, что достичь желаемого результата
этим способом исключительно трудно.
Совместная работа специалистов завода, научно-исследо-
вательских институтов, эксплуатационной и монтажной организаций
позволила для Саяно-Шушенской ГЭС, впервые в практике создания
крупных гидрогенераторов, сконструировать статор, в котором
предварительное напряжённое состояние (растяжение) cердечника
достигнуто путём подогрева его относительно корпуса на расчётный
рабочий перепад температуры и закрепления сердечника в этом
состоянии в корпусе. Сердечники гидрогенератора Саяно-Шушенс-
кой ГЭС шихтовались непосредственно на месте установки – в кра-
тере агрегата. Для этого над кратером был устроен специальный шатер.
Ряд приведенных ниже примеров из опыта изготовления бес-
стыкового сердечника статора показывает, насколько непростой была
задача его осуществления.
В значительной мере на качество изготовления влияло то, что
сердечник должен был собираться непосредственно на гидростанции
в период разворота строительно-монтажных работ. Во-первых, под
шатром, вокруг которого в непосредственной близости велось
интенсивное строительство, трудно было создать условия, по влаго- и
пылесодержанию близкие к тем, какие могли бы быть на заводе. Во-
вторых, в условиях волевого и очень жесткого директивного срока
пуска первого агрегата не обеспечивалась необходимая заблаго-
временность строительной готовности агрегатного блока. И в-третьих,
рамки того же срока пуска первого агрегата не позволили распо-
лагать таким временем, которое необходимо было бы на технологи-
ческие операции, выполняемые впервые, и на анализ их результатов.
Ограниченное время на изготовление сердечника привело даже
к тому, что строительная и монтажная организации предложили
производить его сборку на монтажной площадке с переносом
сердечника на свой фундамент с помощью кранов машинного зала.
Это предложение всерьёз рассматривалось на научно-техническом
совете Минэнерго СССР. Лишь твердая позиция завода в том, что
гарантировать перенос сердечника, имеющего массу около 600 тн, без