BS EN 14532-3: 2004 Welding consumables - Test methods and quality requirements - Part 3: Conformity assessment of wire electrodes, wires and rods for welding of aluminium alloys (Eng)
Подождите немного. Документ загружается.


EN 14532-3:2004 (E)
9
6.1.4 Welding conditions
6.1.4.1 General
On carrying out the deposited metal test, the following welding conditions shall be observed.
6.1.4.2 Welding position
Multiple runs shall be deposited in flat position (PA) according to EN ISO 6947.
Alternatively a bead on plate in flat position (PA) according to EN ISO 6947 shall be used for the test.
6.1.4.3 Welding parameters
The deposit shall be carried out with welding parameters as recommended by the manufacturer.
6.1.4.4 Interpass temperature
The interpass temperature shall be in accordance with EN 1011-4:2000, Clause 18, Table 1.
6.1.4.5 Consumable diameters
Each diameter to be qualified shall be tested.
6.1.4.6 Shielding gases
For welding the test piece any gas of group I of EN 439 may be used.
6.1.4.7 Non-destructive test
The test piece shall be subjected to a radiographic examination in accordance with EN 1435 class B. Alternatively
the test piece shall be subjected to a fracture test in accordance with EN 1320.
Where backing material is used it shall be removed prior to radiography (or fracture test).
The central portion of weld (minimum 100 mm) should be considered for the test.
Assessment shall be limited to all forms of the following:
cracks (100 in accordance with EN ISO 6520-1). Crater cracks (104 in accordance with EN ISO 6520-1) shall
be disregarded;
porosity (2011 to 2016 in accordance with EN ISO 6520-1);
inclusions (303, 304 in accordance with EN ISO 6520-1). Tungsten inclusions shall be disregarded.
Acceptance criteria for radiography (or fracture test) shall be in accordance with EN 30042 level B. In the case of a
bead on plate the s value (see Figure 1) shall be determined by a macrographic examination in accordance with
EN 1321.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
10
NOTE The s value includes the deposited metal and the fused parent material.
Figure 1 — Test piece
If the results of the NDT are not acceptable a new test piece shall be subjected to NDT. Should these results be
unacceptable the product shall be subject to reconsideration.
6.2 Testing of welded joints
6.2.1 Parent metals
Test pieces shall be prepared with a parent metal selected from Table C.1. For materials not mentioned in this
table guidance is given in EN 1011-4.
Test plate material shall have a certification, e.g. in accordance with EN 10204.
6.2.2 Type and dimensions of the test pieces
The actual length shall be sufficient to allow the welding process to stabilise and the specimens required and any
retest specimens, see Figure 2.
The width of the welded test pieces shall be sufficient to permit the necessary test specimens to be prepared.
Joint edges may be bevelled.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
11
Key
a Minimum value 150 mm
b Minimum value 330 mm
t = 3 mm minimum in case of rods; t = 10 mm minimum in case of wires
Figure 2 — Test piece for a butt weld in plate
6.2.3 Welding conditions
6.2.3.1 General
In order to avoid a high cooling rate, the test piece may be thermally insulated from any metallic part.
On carrying out the test welds, the following welding conditions shall be observed.
6.2.3.2 Interpass temperature
The interpass temperature shall be in accordance with EN 1011-4:2000, Clause 18, Table 1.
6.2.3.3 Welding position
One weldment in flat position (PA) according to EN ISO 6947 shall be used for the tests.
6.2.3.4 Welding parameters
Welding of the joint shall be carried out with welding parameters as recommended by the manufacturer.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
12
6.2.3.5 Consumable diameters
The diameters to be used for the test are given in Table 1.
Table 1 — Consumable diameters
Type of welding consumable Range of qualification, diameter
mm
Diameter to be used for the flat
position (PA) test
a
mm
Rods for tungsten inert gas welding 1,6 to 4,0 3,2
Wire electrodes for gas shielded
metal arc welding
0,8 to 1,6 1,2
a
In case of diameters outside the range of qualification, only the smallest and the largest diameters shall be tested to qualify
the new range of diameters.
6.2.3.6 Shielding gases
For welding of test piece any gas of group I of EN 439 may be used.
6.2.3.7 Number of test pieces
One butt weld shall be used for the tests.
6.2.3.8 Number of test specimens
The following test specimens shall be taken from each test piece as required in 6.2.4.
2 transverse tensile test specimens according to EN 895;
1 macro section according to EN 1321.
6.2.4 Destructive tests
6.2.4.1 Tensile tests
Transverse tensile test specimens according to EN 895 with a gauge length L
v
(welded area plus at least 80 mm)
shall be used. The tensile strength and the location of the fracture shall be determined.
If the fracture is located in the weld, then the tensile strength of the test specimen shall not be less than the
corresponding specified minimum value for the parent metal required in the relevant standard, in the "O" condition
for groups 21 and 22, see Table 2.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载
EN 14532-3:2004 (E)
13
The tensile strength [R
m
(w)] of the welded test specimen in the post-weld condition shall satisfy the following
requirement:
R
m
(w) = R
m
(pm) x T
where
R
m
(pm) is the specified minimum tensile strength of the parent metal required in the relevant standard;
T is the joint efficiency factor.
For combinations between different alloys the lowest individual R
m
(w) value shall be achieved.
Table 2 — Efficiency for tensile strength of welded joint
Material group
or sub-group
(see Table C.1)
Temper condition of
parent metal before
welding
a b
Post weld condition
(pm)R
(w)R
T
m
m
=
21 All temper conditions As welded
1,0
c
22 All temper conditions As welded
1,0
c
23.1 T4 Natural ageing 0,7
T4 Artificial ageing
0,7
d
T5 and T6 Natural ageing 0,6
T5 and T6 Artificial ageing 0,7
23.2 T4 Natural ageing 0,95
T4 Artificial ageing
0,75
d
T6 Natural ageing 0,75
T6 Artificial ageing 0,75
Other alloys All temper conditions
—
e
—
e
a
Shall be according to EN 515.
b
For parent metal in other tempers not shown in the table, R
m
(w) shall be in accordance with the design specification.
c
R
m
(pm) is based on the specified minimum tensile strength of the "O" condition, irrespective of the actual parent metal
temper used for the test.
d
When the test pieces are artificially aged after welding and prior to testing, the efficiency factor T applies to the T6 parent
metal condition.
e
The post weld ageing conditions and R
m
(w) shall be in accordance with the design specification.
6.2.4.2 Macroscopic examination
A transverse macro section shall be taken from the test piece and documented by photograph. The macro section
of the welded joint shall show a complete, weld build-up and complete fusion of the weld in accordance with
EN 30042, level B.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
14
7 Retests
If the results of any test fail to meet the requirement, that test shall be repeated twice. The results of both retests
shall meet the requirement. Specimens for retest may be taken from the original test assembly or from a new test
assembly using parent metals of the same type, welding consumables from the same production lot and the same
welding procedure as used for the first test assembly. If the results of one or both retests fail to meet the
requirement, the material under test shall be considered as not meeting the requirements of this specification for
that classification.
In the event that, during preparation or after completion of any test, it is clearly determined that prescribed or proper
procedures were not followed in preparing the weld test assembly or test specimen(s) or in conducting the test, the
test shall be considered invalid, without regard to whether the test was actually completed or whether the test
results met, or failed to meet, the requirement. That test shall be repeated, following proper prescribed procedures.
In this case, the requirement for doubling the number of test specimens does not apply.
8 Range of qualification
8.1 Parent metals
The range of qualification of the parent metal is given in Table C.1.
8.2 Welding positions
The qualification is valid for all the welding positions except (vertical down position) PG according to EN ISO 6947.
8.3 Current and polarity
The qualification is valid for d.c. positive and a.c.
8.4 Diameter range
The range of diameters qualified shall be as given by 6.2.3.5.
8.5 Maximum temperature
The maximum temperature should be the same as for the parent metals.
8.6 Minimum temperature
There is no restriction for the minimum temperature.
8.7 Material thickness
The qualification is valid for all thicknesses.
9 Type qualification test report
A type qualification test report shall be prepared and shall include the results of the tests carried out and evaluation
of the results on the basis of the requested range of application. Suggested information to be included is given in
Annex D.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
15
10 Certificate
After successful completion of the relevant tests, a type qualification certificate of the welding consumable is issued
according to Annex E on the basis of the type qualification test report.
11 Extension of the range of qualification
If the range of qualification of the welding consumable shall be extended, appropriate tests related to the extension
shall be performed.
12 Modification of the welding consumable
If the qualified welding consumable has been modified so that the characteristic values are outside the information
which are given according to 5.2 the necessary tests shall be performed to demonstrate that the product still
complies with the requirements agreed for the range of qualification.
13 Transfer of qualification
The transfer of qualification of one trade name to another trade name shall be documented. Formats are given in
Annex F and Annex G.
For products for which the production is transferred to another factory on the basis of the same specifications the
manufacturer shall demonstrate compliance with the classification or product specification by deposited metal and
welded joint tests.
14 Prolongation of qualification
Annex H shows the minimum of tests to be performed for the prolongation of the type qualification.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载
EN 14532-3:2004 (E)
16
Annex A
(informative)
Type qualification tests – Overview
Table A.1 — Type qualification tests - Overview
Test
No.
Test description Clause reference Test purpose
Primary tests
1 Product:
– Chemical analysis
– Roughness
5.3 and 6.1 Classification of product in accordance with product standard.
Part of qualification when required by directive, rules or application
standards.
2 Deposited metal:
– Radiographic examination
5.3 and 6.1 Classification of product in accordance with product standard.
Part of qualification when required by directive, rules or application
standards.
3 Welded joint:
– Tensile test
– Macro examination
5.3 and 6.2 Part of qualification when required by directive, rules or application
standards.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载
EN 14532-3:2004 (E)
17
Annex B
(normative)
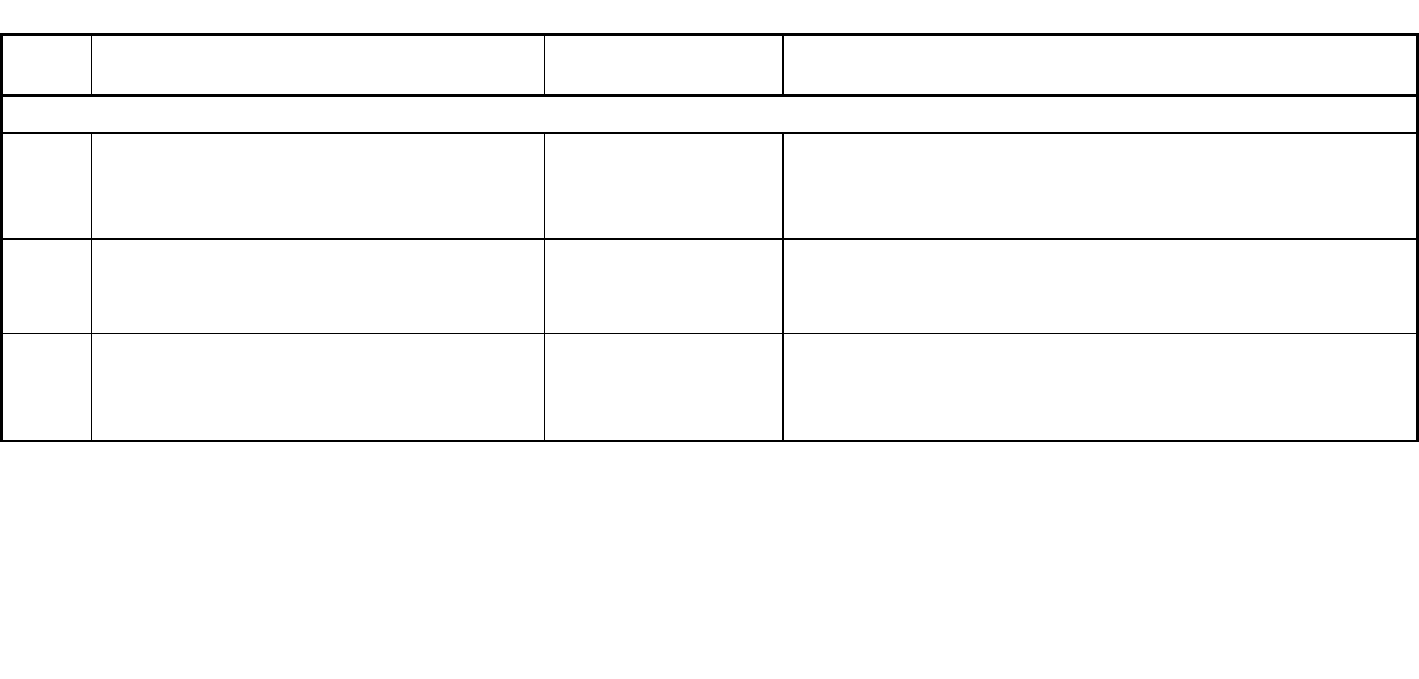
Roughness of the product
The roughness of the product shall be examined with a binocular or a microscope with a magnification greater
than 25.
Longitudinal scratches are acceptable (see Figure B.1).
Figure B.1 — Example of acceptable roughness
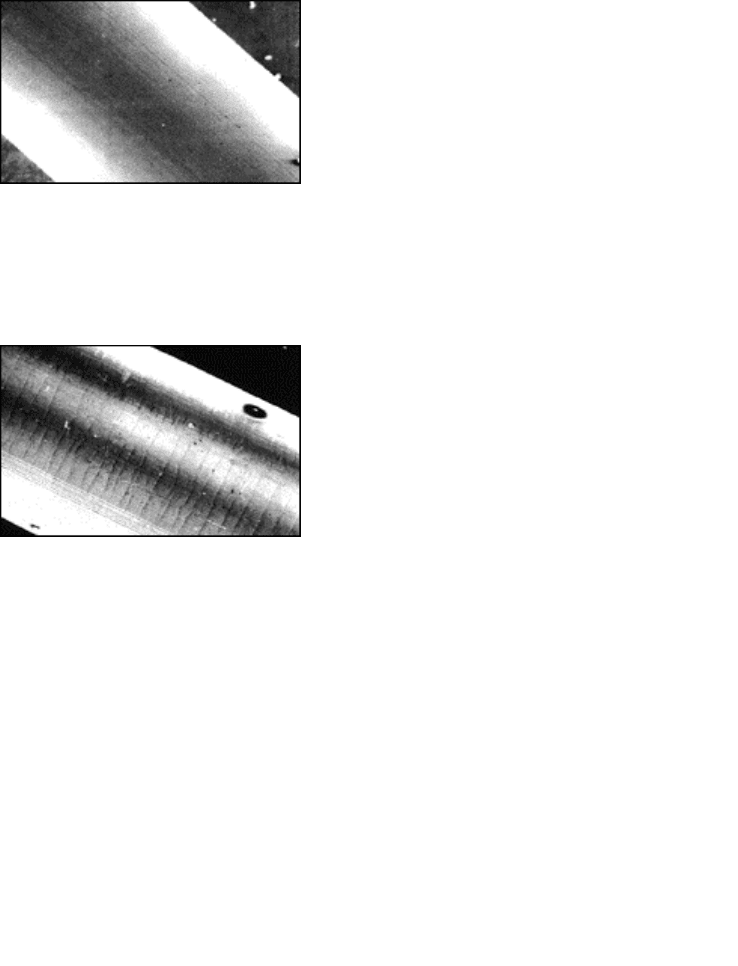
Transverse scratches and imperfections are unacceptable (see Figure B.2).
Figure B.2 — Example of unacceptable roughness
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载

EN 14532-3:2004 (E)
18
Annex C
(normative)
Parent metal groups
Table C.1 gives the correspondence between the filler metal and the parent metal to be selected for the test pieces.
Table C.1 — Correspondence between the filler metal and the parent metal
Filler metal
numerical
designation
in accordance
with
EN ISO 18273
Parent metal
selected for the
test piece
numerical
designation
in accordance
with
EN 573-3
Homogeneous welded
materials
(Sub-)group
in accordance
with
CR ISO 15608
Heterogeneous
welded materials
(Sub-)group
in accordance
with
CR ISO 15608
Remarks
Al 1080A 1050A 21 NR Specifically used with high purity Al
alloys used for electric applications
21 21 to 22.2
22.1 21 to 22.3
Al 1450 1050A
22.2 22.2 to 22.3
Basic filler metals for 21 welding
Al 3103 3003 22.1 NR Specifically used for colour matching
after surface treatment
Al 4018 6061
6060
23.1 – 24.2 23.1 to 24.2 Specifically used for 23.1 and 24.2 with
post weld heat treatment
Al 4043A 6061
6060
21 – 22.1 – 22.2 – 23.1
– 23.2 – 24.1 – 24.2
23.1 to 24.2
and between
most of
combinations
(excepted
22.3 and
22.4)
Alloy usable with most of weldable
alloys (excepted 22.3 and 22.4)
Al 4145
6061
a
25 – 26 NR Use with alloys containing copper
Al 4046 6061
6060
23.1 – 24.2 23.1 to 24.2 Specifically used for 23.1 and 24.2 with
post weld heat treatment
Al 4047A 6061
6060
23.1 – 24.1 – 24.2 – - Especially used instead of 4043A to
prevent hot cracking in case of high
restrain
- Used for 24 containing more than
10 % Si
Al 5249 5149 22.3 NR –
Al 5754 5754 22.3 NR –
22.3 to 22.4
22.3 to 23.1
Al 5356
Al 5356A
5083
5086
22.3 – 22.4 –
23.1 –23.2
22.3 to 23.2
–
22.3 to 22.4
22.3 to 23.1
Al 5556A
Al 5556B
5083 22.4 – 23.1 – 23.2
22.3 to 23.2
–
22.3 to 22.4
22.3 to 23.1
Al 5183
Al 5183A
5083 22.4 – 23.1 – 23.2
22.3 to 23.2
Specifically used for 5083 alloy type
22.3 to 22.4
22.3 to 23.1
Al 5087
Al 5187
5083 22.4 – 23.1 – 23.2
22.3 to 23.2
Specifically used for 5083 alloy type
NR Not recommended.
a
This alloy has been selected in order to facilitate the supply.
--`,,,``,-`-`,,`,,`,`,,`---
标准分享网 www.bzfxw.com 免费下载