Цехмистро И.С. Технология изготовления деталей и сборки машин
Подождите немного. Документ загружается.


123
Резец совершает возврат-
но-поступательное движение,
а заготовка за каждый двой-
ной ход резца получает пери-
одическое радиальное пере-
мещение (движение подачи).
С помощью делительного уст-
ройства заготовка поворачи-
вается на один зуб, после чего
нарезается соседняя впади-
на и т.д.
Обработка протягиванием
впадины между двумя или несколькими зубьями производится
последовательно протяжкой. После каждого рабочего хода протяжки
заготовка поворачивается посредством делительного механизма стола.
Протягиванием обрабатывают зубчатые секторы на обычных
горизонтально-протяжных станках (рис. 2.25).
Способ протягивания зубьев на секторах является высоко-
производительным, обеспечивает высокую точность по профилю и
шагу зубьев.
2.5.3.2. Нарезание зубьев методом обкатки
При методе обкатки в процессе обработки воспроизводится
зацепление зубчатой пары, в которой одной деталью является
режущий инструмент, а другой – нарезаемое колесо. Нарезание
зубьев цилиндрических зубчатых колес с прямым, косым и
криволинейным (винтовым) зубом производится червячными
фрезами, долбяками, рейками; шевронные зубья нарезаются
долбяками, строгальными резцами.
Наибольшее распространение получило
зубонарезание червячными фрезами благодаря
высокой производительности и получаемой
точности 7-8-й степеней.
На рис. 2.26 показана схема зубофрезеро-
вания цилиндрического зубчатого колеса.
Вращательное движение I фрезы является
главным движением резания, подача фрезы II
осуществляется вдоль оси заготовки.
Рис. 2.25. Протягивание зубьев сектора:
1 – заготовка сектора; 2 – протяжка;
3 – протянутый сектор
Рис. 2.26. Схема зубофрезерования
124
Движение деления IV осуществляется таким образом, чтобы
за один оборот фрезы колесо повернулось на количество зубьев,
равное числу заходов фрезы.
Движение III заготовки необходимо для предварительной уста-
новки фрезы и обрабатываемого колеса в исходное рабочее положение.
При нарезании колес с винтовыми зубьями заготовке сообщается
дополнительное вращательное движение.
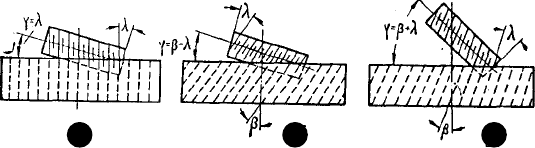
Поворотные салазки фрезерного суппорта поворачивают на
угол установки γ (рис. 2.27).
При нарезании прямозубых колес (рис. 2.27, а) угол γ равен
углу подъема λ витков червячной фрезы. При нарезании косозубых
колес угол установки γ определяется в зависимости от направлений
винтовой линии зубьев колеса β и витков фрезы λ: при одинаковых
направлениях (рис. 2.27, б) γ = β - λ при разных направлениях
(рис. 2.27, в) – γ = β + λ.
Обработка зубчатых колес 7-8-й степени точности с модулем
до 5 мм производится за один рабочий ход. Нарезание зубчатых
колес с модулем 5 мм и более осуществляется в два рабочих хода:
первый – с глубиной резания, равной 0,6-0,7 высоты зуба, а второй –
с глубиной резания, равной 0,4-0,3 высоты зуба.
Червячными фрезами нарезают также зубья червячных и
храповых колес, звездочек, витки червяков и шлицы. С помощью
специальных приставных головок на зубофрезерных станках можно
обрабатывать колеса с внутренними зубьями.
Зубофрезерование по сравнению с другими методами имеет ряд
преимуществ:
1. Нарезание зубчатого венца производится непрерывно, что
уменьшает местные деформации венца и способствует
повышению точности зубьев.
2. В работе непрерывно участвует несколько зубьев фрезы,
поэтому пульсация нагрузки меньше, чем при других
способах зубонарезания.
а вб
Рис. 2.27. Схема установки червячной фрезы
125
3. Неточность червячной фрезы равномерно распределяется по всем
зубьям колеса, что улучшает его эксплуатационные показатели.
4. Зубофрезерные станки легко настраиваются на нарезание
косозубых цилиндрических колес.
5. Можно нарезать колеса самых больших модулей.
К недостаткам зубофрезерования относятся:
1. Нарезание многовенцовых колес и одновенцовых колес с
малым местом для выхода фрезы не всегда возможно.
2. Для нарезания внутренних венцов достаточно большого
диаметра требуются специальные головки.
3. Изготовлять и затачивать червячные фрезы сложно и дорого.
4. Чистота обработанной поверхности хуже, чем при других
методах зубонарезания.
5. При фрезеровании колес с малым числом зубьев происходит
подрезание ножек зубьев, уменьшающее их прочность.
На зубодолбежных станках нарезают зубья долбяками на
цилиндрических колесах с прямыми, косыми, криволинейными,
шевронными и внутренними зубьями, а также на секторах и рейках.
На рис. 2.28 показана схема зубодолбления с основными
движениями долбяка и колеса.
Долбяк и колесо непрерывно вращаются вокруг своих осей,
совершая движения обкатывания II и III c одинаковой окружной
скоростью (круговая подача).
Долбяк имеет возвратно-поступательное движение IV. При
врезании на требуемую глубину резания долбяк получает движение I.
Во время хода долбяка вверх заготовке дается движение V.
При нарезании цилиндрических колес с косыми зубьями
долбяки должны иметь тот же угол наклона зубьев, что и нарезаемое
колесо, но с противоположным направлением винтовой линии зубьев.
В зависимости от модуля нарезаемых зубьев, материала колеса,
точности и шероховатости поверхности, обработка производится
за один, два или три рабочих
хода; соответственно при нас-
тройке применяются 1-2-3-х
проходные кулачки радиаль-
ной подачи. Участок врезания
на всех кулачках – 90°, за
остальные 270° заготовка
должна совершить полный
оборот.
Рис. 2.28. Схема зубодолбления
126
При нарезании внутренних зубчатых венцов схема зубодолбления
остается прежней, однако на условия выбора долбяка накладывается
ограничение – число зубьев долбяка должно быть меньше на 9-12
от числа зубьев колеса.
Преимущества зубодолбления: универсальность, чистота зубьев
выше, чем после зубофрезерования; для венцов с модулем m ≤ 2,5
мм производительность выше зубофрезерования; достигается 7-8-9
степень точности зубьев.
Недостатки зубодолбления: ввиду динамических нагрузок
снижается точность профиля зубьев, погрешности шага зубьев
долбяка накапливаются на венце колеса, при обработке косозубых
колес необходим специальный долбяк и специальные винтовые
направляющие для каждого угла наклона винтовой линии зуба колеса.
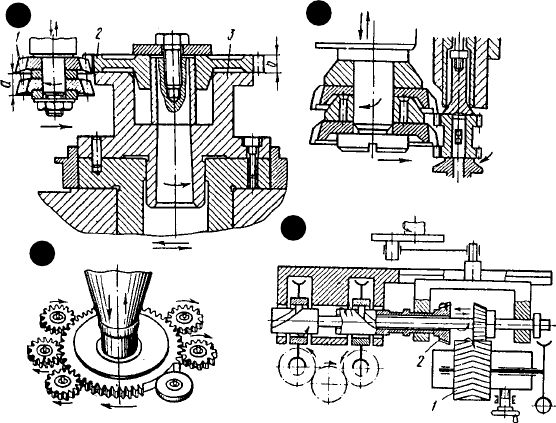
Производительность зубодолбления значительно повышается
при совмещении чернового и чистового нарезания зубьев колес с
одновременным применением двух (рис. 2.29, а) или трех долбяков,
установленных на штосселе зубодолбежного станка.
Рис. 2.29. Нарезание зубьев долбяками:
а – черновое и чистовое долбление; б – одновременное долбление
двух венцов; в – одновременное долбление шести колес комби-
нированным долбяком; г – нарезание зубьев шевронного колеса двумя
долбяками
а
в
б
г

127
На рис. 2.29, б показано одновременное долбление двумя
долбяками двух венцов блочного колеса.
С целью повышения производительности станков в крупно-
серийном и массовом производстве при нарезании зубчатых колес
малых и средних модулей с относительно небольшим числом зубьев
применяют комбинированные долбяки, которые производят
последовательно черновое и чистовое нарезание зубьев за один
оборот долбяка.
У таких долбяков часть зубьев, имеющих уменьшенную
толщину, служит для чернового долбления, другая часть – для
чистового. Кроме того, на долбяке имеется участок без зубьев,
позволяющий снимать обработанное колесо с оправки и надевать
заготовку на оправку без отвода шпинделя с долбяком. На рис. 2.29,
в показано одновременное долбление зубьев шести заготовок
комбинированным долбяком.
На специальных зубодолбежных станках двумя спиральными
долбяками нарезают зубья шевронных колес (рис. 2.29, г).
В крупносерийном и массовом производстве с целью повышения
производительности труда и оборудования для блочных зубчатых
колес целесообразно применять комбинированные станки для
одновременного нарезания червячной фрезой зубьев большого
венца, а меньшего – долбяком или двух колес одновременно рис. 2.30.
Цилиндрические зубчатые колеса с прямым, косым и винтовым
зубьями можно нарезать на зубострогальных станках методом
обкатки и гребенками (рейками) (рис. 2.31), которые изготовлять и
затачивать проще, чем долбяки.
При нарезании зубчатых колес с косым зубом суппорт с
гребенкой повертывается на угол наклона зуба. Нарезание зубьев
гребенкой менее производительно, чем
червячной фрезой и долбяком.
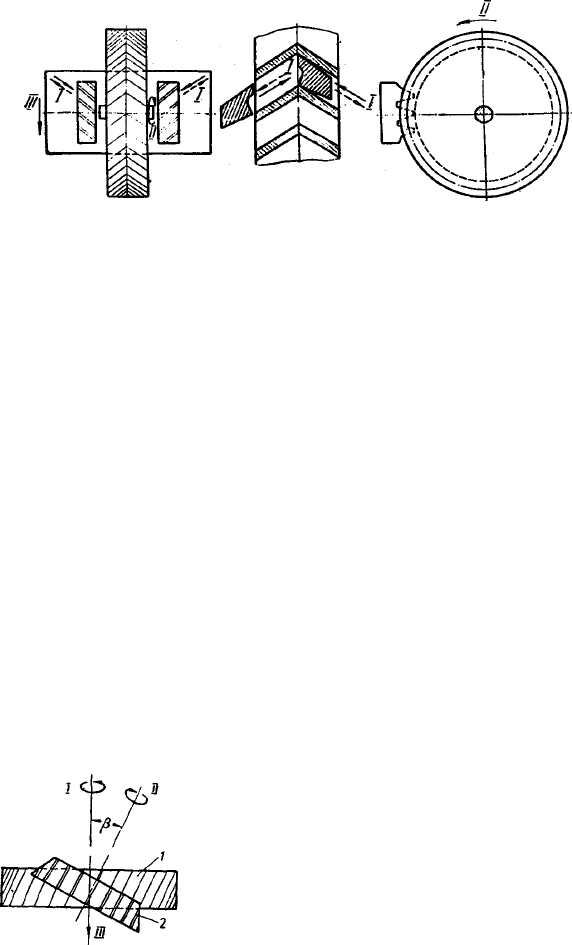
Нарезание гребенками шевронных
колес производится на горизонтальных
Рис. 2.30. Одновременное нарезание
и долбление двух колес
Рис. 2.31. Долбление зубьев
гребенкой
128
зубострогальных станках двумя косозубыми гребенками – правой
и левой, получающими возвратно-поступательное движение I (рис. 2.32).
Конечное положение гребенок должно точно совпадать со
средней плоскостью зубьев колеса. Движение обкатывания
получается в результате вращения II нарезаемого колеса и
вертикального (тангенциального) перемещения III суппорта с
гребенками. За время поворота колеса на один зуб суппорт с
гребенками перемещается на величину торцового шага зубьев.
При закрытом шевроне процесс резания в конце хода затруднен
из-за отсутствия выхода режущих кромок гребенок, поэтому
обработка производится за 2-6 проходов с малыми подачами (0,1-
0,4 мм на двойной ход гребенки.)
Значительно технологичнее в изготовлении шевронные колеса
с разделительной кольцевой канавкой в средней плоскости зубьев.
Нарезание зубьев шевронных колес может быть выполнено двумя
строгальными резцами на зубострогальных станках.
Для нарезания прямых и косых зубьев цилиндрических колес
используют метод также зуботочения на зубофрезерных станках с
помощью долбяка, используемого в качестве многорезцового
инструмента.
На зубофрезерном станке вместо червячной фрезы устанавливается
долбяк под углом β (рис. 2.33) к оси заготовки.
При обработке заготовка и долбяк
получают согласованное вращательное движение
I и II вокруг своих осей, долбяку сообщается
движение подачи вдоль оси колеса.
Рис. 2.32. Схема нарезания зуборезными гребенками шевронных колес
Рис. 2.33. Схема зуботочения:
1 – нарезаемое колесо; 2 – долбяк
129
Углы долбяка и заготовки подбираются таким образом, чтобы
разность между углами винтовой линии инструмента и заготовки
не была равна нулю.
Нарезание прямых зубьев производится косозубым долбяком,
а нарезание косых зубьев с углом наклона 45° – прямозубым
долбяком. Производительность зуботочения в 2-4 раза выше
зубофрезерования однозаходной фрезой.
2.5.4. Нарезание зубьев конических зубчатых колес
Методы нарезания зубьев конических колес зависят от формы
зубьев. На рис. 2.34 показаны типы конических колес.
Прямозубые конические колеса просты в изготовлении и сбор-
ке, их применяют для передачи небольших крутящих моментов с
окружной скоростью до 10 м/с. Криволинейные зубья могут быть с
углом наклона в середине венца β = 0, в этом случае такие колеса
называются нулевыми. Конические колеса с криволинейными зубь-
ями при зацеплении обеспечивают непрерывный контакт одновре-
менно на нескольких зубьях, что способствует плавности и бесшум-
ности работы передачи по сравнению с прямозубыми колесами. Ги-
поидные колеса прочнее и бесшумнее в эксплуатации, чем колеса с
криволинейными зубьями. Конические колеса с криволинейными
зубьями и гипоидные колеса применяют при окружных скоростях
до 40 м/с; изготовление их сложнее, чем прямозубых колес.
Конические колеса с прямыми и косым зубом 9-10-й степени
точности можно нарезать методом копирования на универсально-
фрезерном станке при помощи делительной головки дисковыми
модульными фрезами (рис. 2.35).
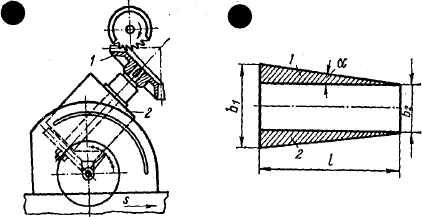
Заготовку 1 колеса устанавливают на оправке в шпиндель де-
лительной головки 2 (рис. 2.35, а), который поворачивают в верти-
кальной плоскости до
тех пор, пока образую-
щая впадина между
двумя зубьями не зай-
мет горизонтального
положения. Нарезают-
ся зубья обычно за три
хода и только при ма-
лых модулях за два
хода.
б
в
а
Рис. 2.34. Типы конических колес:
а – прямозубые; б – с криволинейными
зубьями; в – гипоидные;
1 – шестерня; 2 – колесо
130
При первом ходе фрезеруется впадина между зубьями шириной
b
2
(рис. 2.35, б); форма фрезы соответствует форме впадины на ее
узком конце; второй проход производят модульной фрезой, профиль
который соответствует наружному профилю зуба, поворачивая при
этом стол с делительной головкой на угол α.
При таком положении фрезеруются все левые бока зубьев (пло-
щадка 1 – рис. 2.35, б). За третий ход фрезеруются все правые бока
зубьев (площадка 2), для чего делительную головку поворачивают на
тот же угол α, но в противоположном направлении. Указанный спо-
соб нарезания зубьев малопроизводителен.
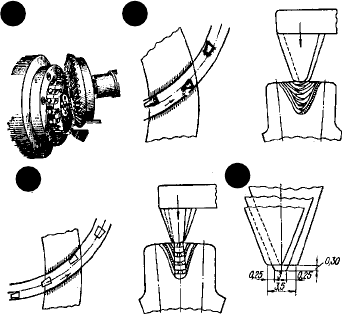
Для нарезания прямых зубьев более точных конических зубча-
тых колес, примерно 8-й степени, применяют более производи-
тельные зубострогальные станки, работающие методом обкатки.
При обработке зубьев с модулем свыше 2,5 мм их предварительно
прорезают профильными дисковыми фрезами методом деления.
При зубострогании (рис. 2.36) два строгальных резца (1 и 2)
совершают прямолинейные возвратно-поступательные движения
вдоль зубьев.
При обратном ходе резцы немного отводятся от обрабатываемой
поверхности для уменьшения изнашивания режущей кромки от трения.
Взаимное обкатывание заготовки и резцов (рис. 2.36, б)
обеспечивает получение эвольвентного профиля.
Время нарезания одного зуба в зависимости от материала,
модуля, припуска на обработку и других факторов колеблется от
3,5 до 30 с.
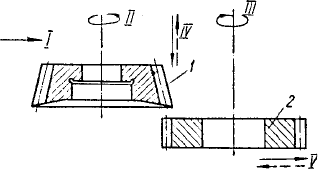
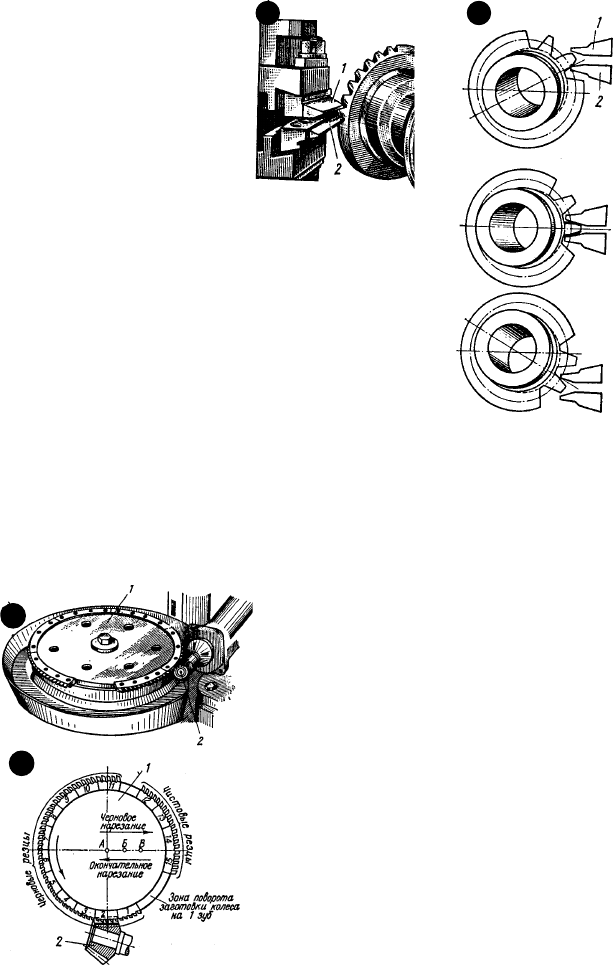
Для обработки прямых зубьев небольших конических зубчатых
колес применяют круговое протягивание зубьев (рис 2.37) на
специальных зубопротяжных станках.
Рис. 2.35. Зубофрезерование прямозубого конического зубчатого колеса:
а – установка заготовки; б – схема фрезе-рования впадины между
зубьями
б
а
131
Режущим инструментом служит круговая
протяжка 1 (рис. 2.37), состоящая из нескольких
секций фасонных резцов (15 секций по 5 резцов
в каждой секции). Резцы с изменяющимся
профилем расположены в протяжке в после-
довательном порядке для чернового, получистового и чистового
нарезания зубьев.
Протяжка вращается с постоянной угловой скоростью и в то
же время совершает поступательное движение, скорость которого
различна на отдельных участках проходимого пути. При черновом
и получистовом нарезании протяжка
движется от вершины начального
конуса к его основанию, а при чистовом
– в обратном направлении. За один
оборот протяжки полностью обраба-
тывается одна впадина колеса.
Для обработки следующей впа-
дины заготовка поворачивается на
один зуб в то время, когда подходит
свободный от резцов сектор протяжки.
Производительность зубопротягивания
в 2-3 раза выше зубострогания при той
же точности зубьев.
Рис. 2.37. Круговое протягивание зубьев
конического колеса:
1 – круговая протяжка; 2 – наре-
заемое колесо
а
б
б
а
Рис. 2.36. Нарезание конического зубчатого колеса
на зубострогальном станке:
а – установка резцов; б – схема обкатки;1 и
2 – резцы
132
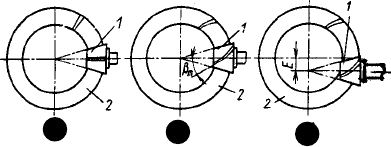
Нарезание конических
зубчатых колес с криволи-
нейными зубьями произво-
дится на специальных стан-
ках, работающих методом
копирования и методом об-
катки. Режущим инструмен-
том являются резцовые го-
ловки (рис. 2.38, а) двух ти-
пов: цельные (от 0,5″
до 2″) и
со вставными резцами (от
3,5″
до 18″).
Резцовые головки под-
разделяются по роду об-
работки на чистовые и
черновые; по расположению
резцов – на одно-, двух- и
трехсторонние. Для чернового
нарезания зубьев применяют
двух- и трехсторонние
головки. Двусторонние
головки применяют при
нарезании зубьев методом обкатки и методом копирования, а
трехсторонние – только при работе методом копирования.
В двусторонних головках каждый резец одновременно
обрабатывает боковую сторону зуба и часть впадины (рис. 2.38, б).
Трехсторонние головки имеют наружные, внутренние, и средние
резцы (рис. 2.38, в, г).
У односторонних головок резцы все наружные или все
внутренние. Наружные резцы служат для вогнутой стороны зубьев,
внутренние – для выпуклой. Резцы чистовых головок срезают только
металл с боковых сторон зубьев.
Черновое зубонарезание конических колес с большим количеством
зубьев производится методом копирования, при этом заготовка
неподвижна, а вращающаяся резцовая головка перемещается вдоль
оси и прорезает впадины зубьев поочередно. Этот метод более
производителен, чем метод обкатки, применяемый для нарезания
колес с малым количеством зубьев.
Чистовое нарезание зубьев конических колес обычно производится
методом обкатки; колеса с большим количеством зубьев нарезаются,
Рис. 2.38. Нарезание конических зуб-
чатых колес с криволиней-
ными зубьями:
а – одностороння резцовая голов-
ка; б – схема работы двухсторон-
ней головки; в, г – схема работы
трехсторонней головки
а
в
б
г