Голяков А.Д. Проектирование участков лесопильных цехов
Подождите немного. Документ загружается.

61
равномерная загрузка участка, в свою очередь, снижает потребность в
станках, создает экономические условия для повышения уровня
механизации выполняемых операций и, как следствие, - повышение
объемного выхода пиломатериалов и снижение себестоимости
производства.
На рис.25 представлен вариант технологии с обрезкой досок в
лесопильных потоках и централизованной торцовкой их на агрегате
слешерного типа (ЦТЗ-2М). Потоки здесь представлены выносными
конвейерами 1. Торцовка может быть как 100%-ной окончательной,
что чаще нецелесообразно для сырых пиломатериалов, так и
предварительной, выборочной - для отдельных досок. В первом
случае все доски с помощью сбросной полки 4 сбрасываются на
сборочный транспортер 5, во втором случае для разделения потока
досок между выносными конвейерами I обрезных станков и
сбросными полками 4 встраиваются шиберные устройства 2 с гидро-
или пневмоприводом, управляемые с рабочего места обрезчика.
Доски, которые необходимо укоротить, отправляются через
сбросную полку 4 и сборочпый поперечный транспортер 5 на
торцовочное устройство 6, а доски полной длины - через выносной
конвейер 3 - на сортировку или пакетирование.
В типовых двухэтажных цехах рабочую ветвь сборочного
конвейера 5 обычно устраивают на уровне пола второго этажа (4,8м),
а торцоеочное устройство на первом этаже с сообщением через люк в
перекрытии.
При пропуске до 16... 18 полуфабрикатов в минуту каждую пилу
торцовочного устройства может обслуживать один рабочий Кроме
того,
рабочий, обслуживающий комлевую пилу 11, успевает
поправлять полуфабрикаты, падающие с накопительного конвейера 7
на главн ый конвейер 12. При большей производительности, на
поштучной выдаче полуфабрикатов в упоры главного конвейера 12
необходим дополнительный рабочий.
При окончательной торцовке упор 8, по которому выравниваются
с помощью приводного рольганга 9 комлевые горцы досок, устана-
62
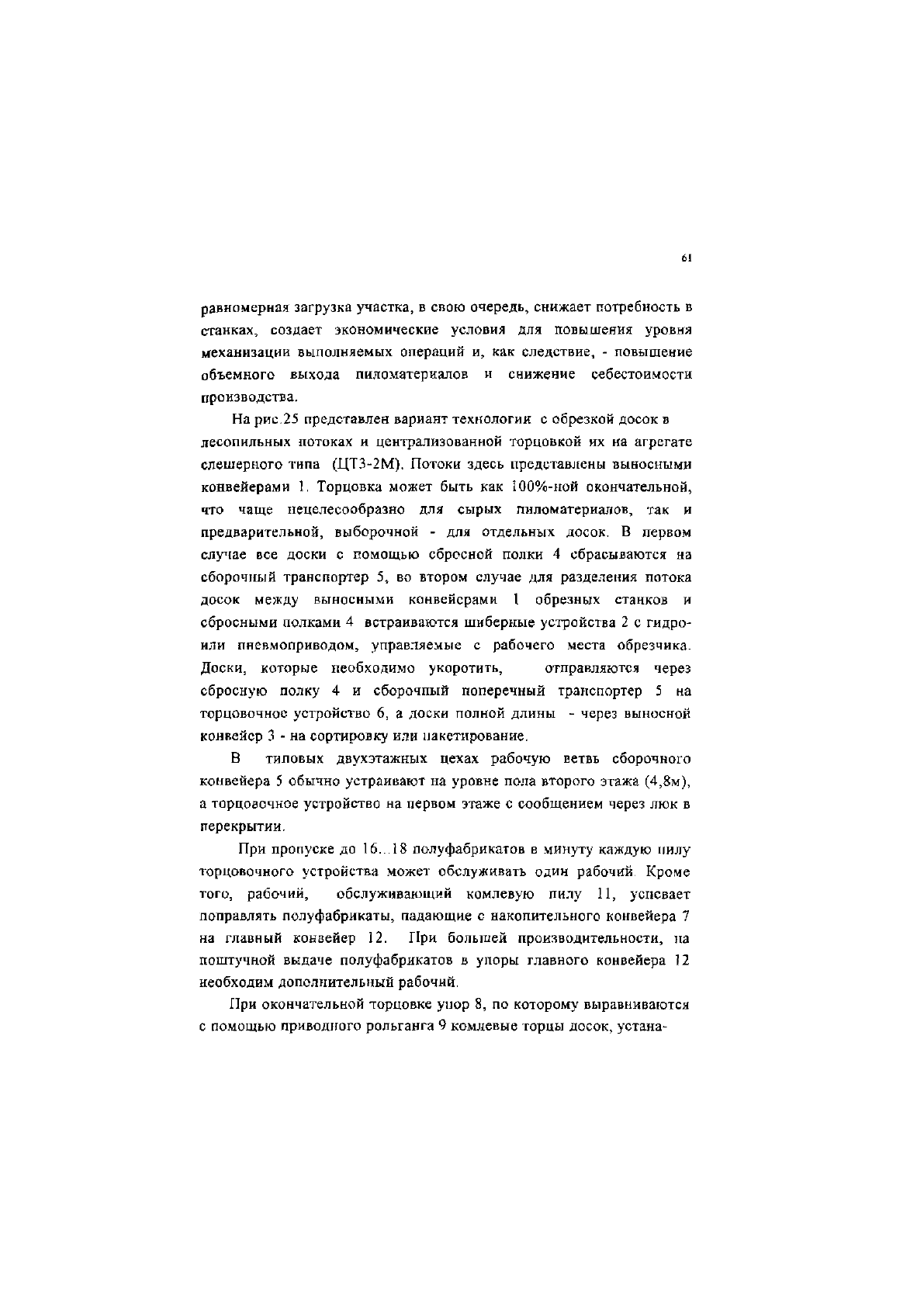
Рис.
25. Централизованная торцовка пиломатериалов:
.1 - выносной конвейер обрезного станка; 2 - шиберное устройство; 3 - выносной
конвейер лесопильного цеха; 4 - сброгнал полка; 5 - цепи поперечного сборочно-
го кошейсра, 6 - торцовочное устройство проходного типа (ЦТЗ-2М),7 - накопи-
тельный конвейер; 8 -упор; 9 - лриводной роликовый конвейер; 10 - непривод-
ные ролики: 11 - пила для торцовки комлевых концов досок; 12 - главный кон-
вейер. 13 - пила для предварительной торцовки вершинных концов досок; 14 -
мерные упоры; 15 - мила для окончательной торцовки

S3
вливается на 2...3 см (оптимальная величина комлевых торцовых
отрезков) дальше плоскости комлевой пилы II, т.к. все доски должны
иметь не только ровные, но и чистые торцы, а при предварительной - на
2...Зсм ближе к конвейеру. В последнем случае все полуфабрикаты, не
требующие торцовки, проходят по конвейеру не касаясь комлевой пилы,
а доски, подлежащие предварительной торцовке со стороны комлевого
конца, выставляются по месту реза перед комлевой пилой, так же как и
перед вершинными, вручную Для облегчения осевого перемещения
досок служат неприводиые ролики 10. Вторая пила 13 предназначается
для предварительной торцовки вершинных концов досок, а третья 15 -
для торцовки в размер, для этого перед пилой установлены качающиеся
(утапливаемые) мерные упоры 14.
Рисунок 10 соответствует распиловке бревен в цехе вершиной
вперед. При распиловке комлем вперед стороны расположения
вершинных и комлевой пил меняются местами (на зеркальное), т.к. в
любом случае в первую очередь должен обрабатываться комлевой
конец доски. Качество древесины в комлевой части досок обычно выше,
чем в вершинной, как по механическим показателям, так и в отношении
встречаемости обзола, поэтому торцовые срезки с комлевых концов
досок должны быть минимальной длины. Это возможно лишь в случае
использования комлевого торца в качестве базового, когда придание
доскам стандартной длины ведется за счет удаления соответствующего
отрезка со стороны вершинного конца.
В соответствии с исследованиями СП. Трофимова [26], в
производстве экспортных пиломатериалов экономически
целесообразна окончательная торцовка после сушки не только
толстых или широких досок, подвергающихся при сушке, особенно
камерной, интенсивному растрескиванию в торцах, но и тонких узких.
Руководствуясь этим можно рекомендовать окончательную торцовку
в лесопильном цехе только для горбылей (при выработке обапола) и
коротких заготовок для внутризаводской переработки. В других
случаях торцовка досок в цехе должна быть предварительной,
выборочной. [5]. Установка слешерного типа в таком случае может
быть двух- или даже одно-пильной, т.к. для большей части тонких
досок после обрезки, а по данным Д.В.Иванова [13]- более 80%
торцуемых, требуется
64
"облагораживание''' только с одного вершинного конца. Соответст-
венно уменьшаются протяженность торцовочного устройства, сокра-
щается штат рабочих, обслуживающих установку, т.е. снижаются ка-
питальные и оксплуатациошгые затраты па торцовку.
Серийно установки ЦТЗ-2М сейчас не выпускаются, но их работа
•эффективна и надежна. Поэтому агрегатирование установки или даже
изготовление пильных станков и конвейеров приходится выполнять в
условиях деревообрабатывающих предприятий. Такая работа по си-
лам механическому цеху большинства лесопильных заводов и тем бо-
лее деревообрабатывающих комбинатов.
Скорость цепей главного конвейера принимается в пределах
0,20...0,25м/с при расстояниях между упорами 0,6 ... 0,8 м.
Аналогично ЦТЗ-2М (рис.25) ъ лесопильном цехе могут устраи-
ваться торцовочные линии других (более совершенных) конструкций,
л-*
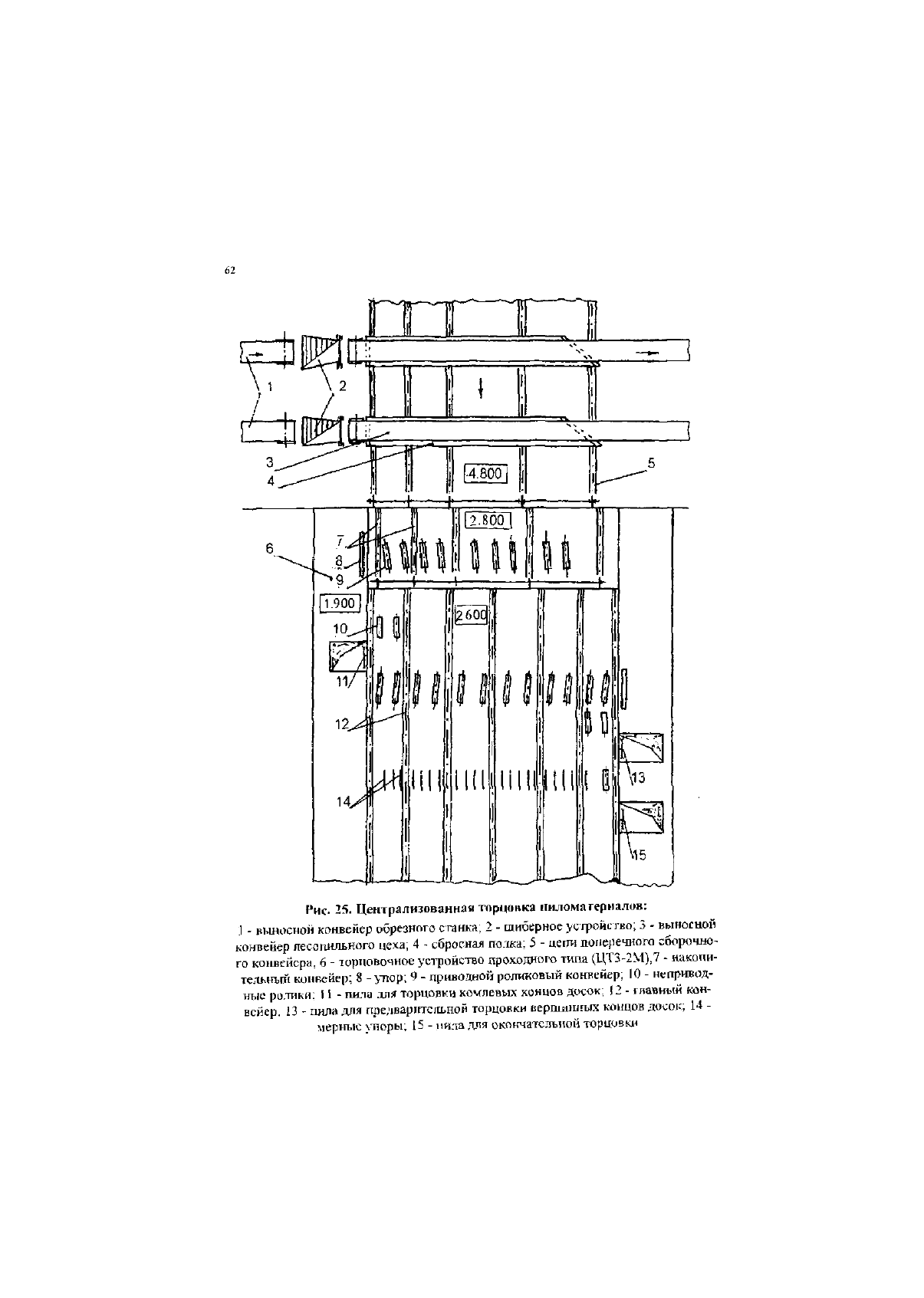
Рис.
26. Торцовочное устройство проходного типа:
1 - бункернп-ориентируюдtee устройство; 2 - наклонный поперечный кон-
вейер; 3 - дисковый разобшитель досок, 4 - устройство поштучной выдачи; 5, 8 -
роликовые конвейеры; 6 - неприводные ролики; 7, 10, 11 - круглые пилы; 9 -
главный конвейер; 12-выносной ленточный конвейер для торцовых срезок; 13-
торцовьтй упор; 14. 16 - пульты управления; 15 - люк; 17 - мерный упор

65
Торцовочное устройство, изображенное на рис. 26 [3], отличается
0
т рассмотренного лишь лучшей системой поштучной выдачи пило-
материалов на главный конвейер 9-е помощью бункерно-
ориентирующего устройства 1, наклонного поперечного транспорте-
ра2,
дискового разобщителя 3 и отсекателя 4. В результате -норма об-
служивания установки по сравнению с ЦТЗ-2М может быть уменьше-
на на одного человека.
На рис.27 представлена схема линии торцовки сырых пиломате-
риалов проходным методом марки ЛТ-1 [28], которая отличается от
ЦТЗ-2М более высоким уровнем механизации выполняемых операций
благодаря наличию механизма поштучной выдачи 2 полуфабрикатов
на главный конвейер 3, наличию механизмов переворота досок 4,
Рис.27.
Линия торцовки сырых пиломатериалов ЛТ-1:
1 - загрузочное устройство; 2 - механизм поштучной выдачи; 3 - главный
конвейер. 4, 9 - кантователи; 5 - базирующий механизм; 6, S, И - торцовочные
пилы; 7, 12 - механизмы выдвижения; 10 - приводной роликовый конвейер; 13 -
маркировщик

механизмов осевого перемещения и установки досок но месту торцовки
(12).
Пропускная способность линии: до 35 досок в минуту при
предварительной торцовке и до 25 - при окончательной (10.. .40 упоров в
минуту). Допускаемые длины полуфабрикатов
1,8...6,7м,
торцованных
досок -1,5...6,6м с градацией 0,3м. Максимальная длина отрезков 1,5м
как со стороны вершинного, так и со стороны комлевого торцов. В
случае окончательной торцовки на пиломатериалах может проставляться
метка сорта, определяемого оператором визуально. Линию обслуживают
три оператора, в т.ч. один на загрузке и двое на торцовке (по одному на
каждой пиле). Общая мощность электродвигателей, установленных на
линии,
54,25
кВт
Более поздняя конструкция линии ЛТ-1М отличается пропускной
способностью (25 досок в минуту) и установленной мощностью
двигателей (20 кВт). По габаритным размерам линии ЛТ вписываются в
лесопильные цехи пролетом 18 и более метроп
На проходных торцовочных устройствах с неподвижными пилами
(елсшерах) затруднена вырезка дефектных мест из средних частей (но
длине) досок. Не имеют этого недостатка многопильные торцовочные
агрегаты с подвижными пилами - триммеры (рис.28) Ряд из 25 ..30
дисковых пил 5 установлен поперек стола поперечного конвейера 4 па
расстояниях 25 или 30см одна от другой В нерабочем состоянии ПИЛЕ.!
приподняты над столом (рис. 28) или находятся ниже его поверхности, в
соответствии с этим триммер может называться верхним или нижним
Каждая пила имеет самостоятельное управление и опускается или
поднимается независимо от других пил. Торцовка досок, перемещаемых
упорами поперечного конвейера 4, может осуществляться
одновременно одной, двумя, тремя или четырьмя пилами (торцовка с
двух концов с одновременной вырезкой дефектной части посередине
доски) или даже полная переработка полуфабриката на короткомерные
отрезки (на дрова).
Управление триммером дистанционное с пульта управления. Рабочее
место оператора может располагаться над подающим конвейером
(навстречу движущемуся потоку досок) или рядом с ним. Ско

рость подающего конвейера может быть до 45 м/мин, а пропускная
способность до 40 досок в минуту (при расчете производительности,
принимать в пределах 18. .28) Существуют триммеры с большей
производительностью. В таких случаях их обслуживают два-три опе-
ратора (2 - 3 пульта в одной кабине) при равномерном распределении
досок (упоров конвейера) между ними (упоры окрашивают в разные
цвета) из расчета, чтобы нагрузка на одного оператора, обслуживаю-
щего упоры одного цвета, пе превышала его разрешающей способно-
сти при определении числа резов и их места на доске. При недоста-
точной загрузке такого триммера все упоры конвейера могут обслу-
живаться с одного пульта управления (одним оператором)
Централизация обрезки досок может осуществляться или путем
использования вместо обычного обрезного станка высокопроизводи-
тельного агрегата или сосредоточением нескольких станков меньшей
производительности, способных обрабатывать полуфабрикаты из од-
ного накопителя
Моделью централизованной обрезки может служить участок об-
резки брусово-развального лесопильного потока с двумя взаимозаме-
няемыми станками (рис 29). С роликовых конвейеров 1 и 2 от лесо-
пильных рам (или других бревнолильяых станков) первого и второго
I3O0
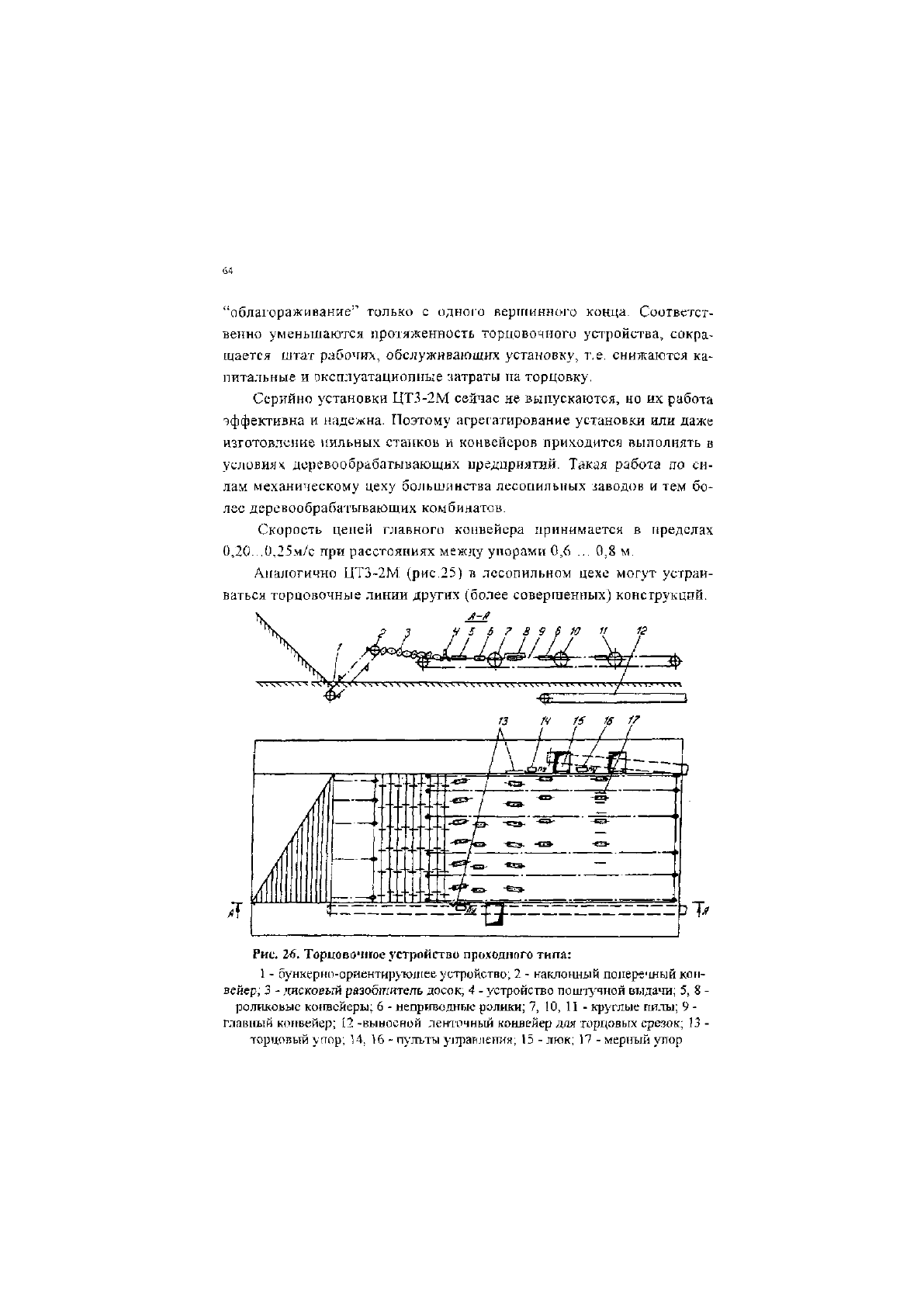
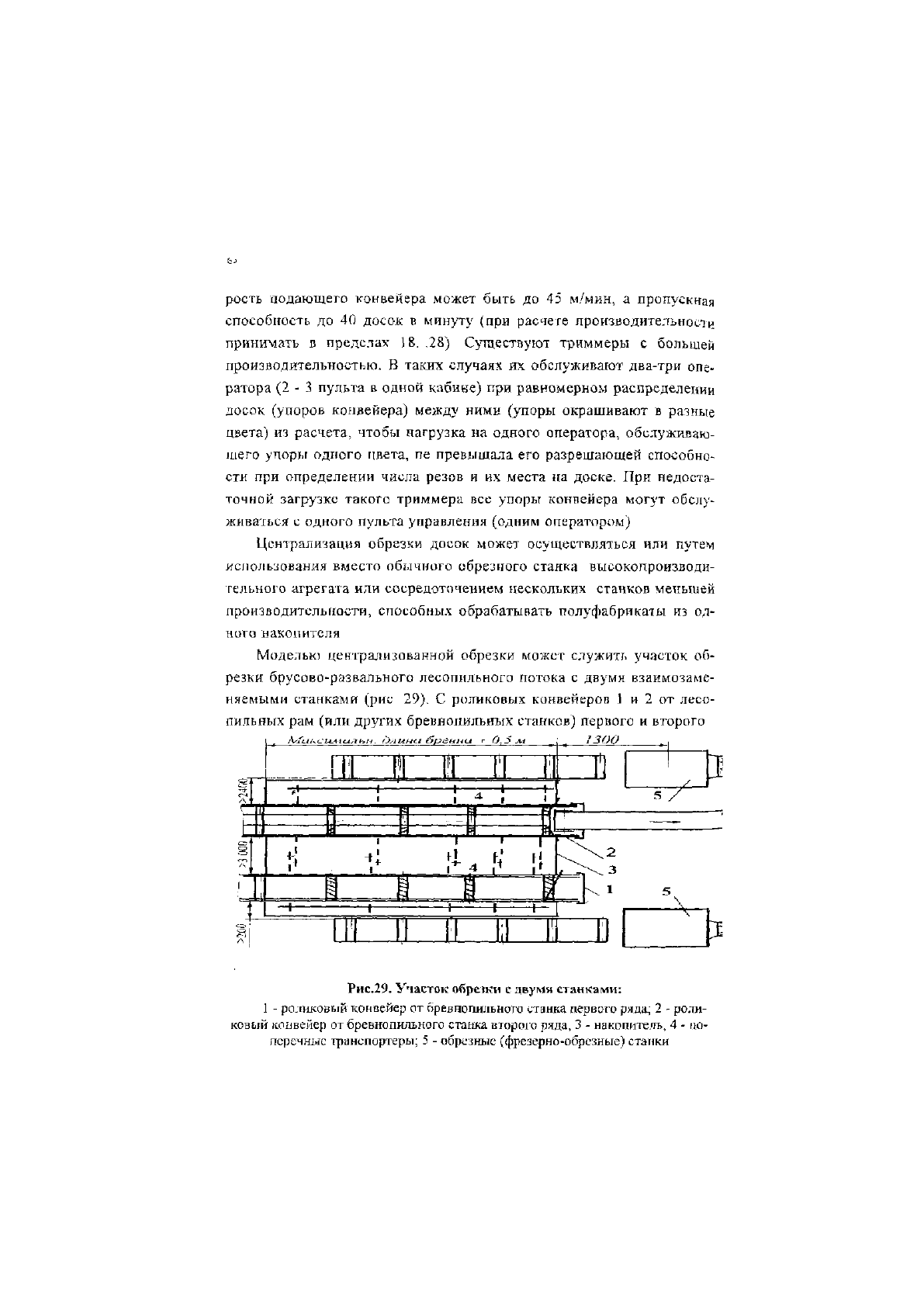
Рис.29.
Участок обретки с двумя станками:
1 - роликовый конвейер от бревно пильного станка первого ряда; 2 - роли-
ковый конвейер от бревно пильного станка второго ряда, 3 - накопитель, 4 - по-
перечные транспортеры; 5 - обрезные (фрезерно-обрезные) станки
69
ряда полуфабрикаты смещаются
на
расположенный
на 0,8м
ниже
об-
щий накопитель
3 -
стол, оснащенный двумя поперечными реверсив-
ными транспортерами
4,
каждым
из
которых полуфабрикаты подают-
ся
к
соответствующему обрезному станку
5, но при
необходимости
могут перемещаться
и в
противоположных направлениях.
Это
позво-
ляет выравнивать загрузку станков,
а при
работе потока "легкими
по-
ставами", когда полуфабрикатов, подлежащих пропуску через обрез-
ные станки, мало, можно
вес их
подавать
на
один станок,
а
второй
ос-
тановить, получая соответствующую экономию затрат
на
производст-
во.
При
необходимости рабочего
с
остановленного станка можно
ис-
пользовать
в
качестве дополнительного рабочего (подручного)
при
обслуживании работающего станка.
Подачу полуфабрикатов
от
каждой рамы
на
отдельный обрезной
станок можно гарантировать
при
расстоянии между рольгангами
1 и
2, равном трем метрам.
При
уменьшении этого расстояния распреде-
ление досок будет случайным.
Для
разделения полупотоков можно
устраивать временные (снимающиеся) перегородки (упоры).
При
рас-
стояниях
0,2 и 2,4м от
рольганга
до
стола обрезного станка
(см
рис.29) гарантируется безопасная работа обрезчиков
при
ручном
(с
помощью крючков) перемещении полуфабрикатов
с
конвейера
4 на
стол станка
при
сбросе досок
с
рольганга
в
соответствующую сторону
относительно стола обрезного станка. Конечно, лучшим вариантом
будет сброс досок
с
рольганга
в
сторону противоположную
от
стола
обрезного станка.
По схеме, аналогично изображенной
на рис 29,
двумя обрезными
станками достаточной производительности можно обслуживать пол-
тора,
два
брусово-разяальных потока
(3 - 4
навесных рольганга
над
одним столом-накопителем).
На
рис 30
изображена; технологическая схема высокопроизводи-
тельного участка обрезки, предлагаемая финским
АО
'"План-Селл"
[23J,
на
основе разработанной фирмой автоматической обрезной сис-
темы
"Finnoedger".
Система позволяет оптимизировать обрезку досок
По стоимости выпускаемых обрезных пиломатериалов.
При
оптимиза-
ции (выборе альтернативного варианта обрезки доски) учитывается
