Грабченко А.И. и др. Интегрированные генеративные технологии
Подождите немного. Документ загружается.

120
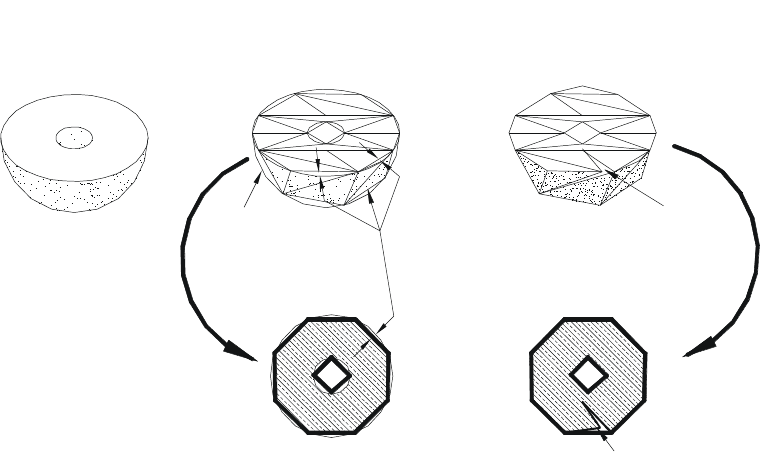
длительности построения; в четвертом (г) – снизить технологические
погрешности при увеличении длительности выращивания.
Перед построением количество опорных поддержек должно быть
сокращено до минимума. С одной стороны, они требуют дополнительного
материала и замедляют процесс создания изделия, с другой стороны,
требуются затраты на их устранение вручную после завершения процесса.
Поддержки должны быть легко доступны для удаления из готового изделия.
Исключение технологических
погрешностей, обусловленных процессом,
увеличение длительности выращивания
г
Устранение конструкции опоры,
увеличение длительности выращивания
в
Уменьшение эффекта "прыжка"
ступени, устранение поддержек,
минимизация времени
а
Минимизация времени создания
б
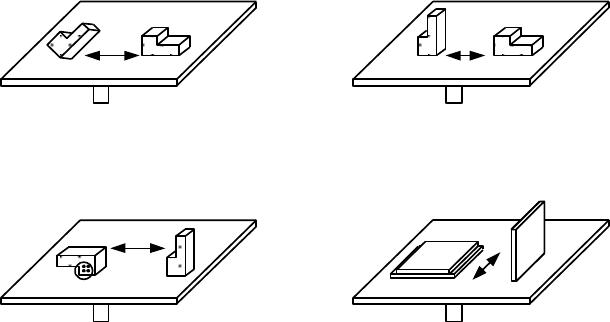
Рисунок 3.28 – Влияние ориентации детали на процесс SLA
и его выходные характеристики
Ориентирование детали оказывает также влияние на погрешности,
обусловленные процессом. Например, большие плоские поверхности во
многих способах очень трудно изготовить без поддержек, если они
расположены в направлении выращивания.
Из рассмотренного следует вывод о том, что при изготовлении
изделий по SLA технологии в качестве баз может приниматься не только
та или иная поверхность выращиваемого изделия (подобно тому, как это
делается при механической технологии изготовления). Такую же роль
могут играть поддержки. Особенностью использования в качестве баз
технологических поддержек является то, что они не являются
конструктивным элементом изделия, выращиваются послойно
одновременно с собственно изделием в тех же уровнях и имеют сотовую
структуру. После завершения послойного выращивания изделия
поддержки отделяются от него. Использование в качестве баз поддержек
расширяет возможности для выбора рациональной ориентации изделия

121
относительно вектора наращивания слоев в соответствии с требованиями к
точности, шероховатости поверхностей и длительности
стереолитографического процесса.
Возможный, а в ряде случаев наиболее предпочтительный подход,
при котором заданное геометрическое тело совместно с поддержками
рассматривается как единое послойно выращиваемое изделие. Тогда
поверхность платформы может рассматриваться в качестве
технологической базы изделия, что многое упрощает и, прежде всего,
расширяет возможности выбора ориентации изделия относительно
вектора наращивания слоев. Для случая, представленного на рис. 3.27,
базирование такого изделия будет осуществляться по поверхностям
l
1
, l
2
, l
3
, l
4
.
3.11 Принцип обратимой структурной декомпозиции и
трансформации изделий при их послойном выращивании
Предлагаемый принцип обратимой структурной декомпозиции и
трансформации изделия базируется на следующих положениях:
сложное изделие, представляющее собой систему объектов,
разбивается на составные более технологичные элементы (структурная
декомпозиция системы – необходимое условие);
изделие или элементы благоприятным образом оптимально в
определенном смысле ориентируются в пространстве и размещаются на
поверхности платформы (геометрическая 3D трансформация –
достаточное условие);
создание изделия или элементов производится с возможностью
изменения толщин формируемых слоев по критерию минимума
технологического времени (или себестоимости изготовления) с
ограничением по заданной погрешности формообразования
(технологическая трансформация – достаточное условие);
после изготовления составных элементов они собираются в
изделие (обратимость декомпозиции – необходимое условие).
Для оценки возможности структурной декомпозиции и
трансформации изделий для оптимизации процесса их создания
необходимо рассмотреть следующие вопросы:
ориентация детали на этапе формообразования;
разделение изделия на части;
формирование деталей слоями различной толщины.
122
Необходимость рациональной ориентации деталей на этапе
формообразования является дополнительным резервом расширения
технологических возможностей способа лазерной стереолитографии.
Рассмотрим деталь, имеющую площадь основания S
1
и высоту H
1
.
Выполним ее переориентацию относительно поверхности платформы
таким образом, чтобы ее высота уменьшилась и стала равной
2
H
(
21
HH
< 1). Тогда площадь детали увеличится до значения
2 1 1 2
1S S H H
. Будем рассматривать технологическое время
построения на базе аппроксимационной степенной модели:
S
H
m
m
T k S H
, (3.4)
где
k
- коэффициент, учитывающий влияние прочих технологических
параметров; m
S
, m
H
- соответственно степени влияния площади детали S и
высоты H на технологическое время.
Рассмотрим коэффициент относительного технологического времени:
2 2 2 1 2 2
Tотн
1 1 1 2 1 1
m m m m
mm
S S H S
HH
T S H H H H
K
T S H H H H
, (3.5)
где значения показателей степени влияния параметров (табл. 3.8)
соответствуют следующим:
S
m
= 0,72,
H
m
= 1.
Тогда, для
21
HH
< 1 и
0
HS
mm
, имеем
Tотн
K
< 1, т. е.
трансформация привела к уменьшению технологического времени (
21
TT
).
Также необходимость рациональной ориентации вытекает из
использования изменения толщины слоев. При формообразовании одной
детали, не являющейся телом вращения, возникает необходимость ее
ориентации, обеспечивающей выравнивание углов в различных
сечениях. При обработке системы деталей возникает конфликт, связанный
с их различной кривизной в границах общих слоев, что приводит к
комбинационным задачам, которые должны решаться применительно к
конкретным ситуациям.
Таким образом, можно считать предварительно доказанной
целесообразность рациональной ориентации деталей. Более подробно этот
вопрос необходимо рассмотреть применительно к базированию и
ориентации изделий, имеющих достаточно сложную форму.
Принципиальной особенностью установок для лазерной
стереолитографии является существенное превышение скоростей
сканирования лазерным лучом поверхности фотомономера X-Y над
скоростью шага вертикального перемещения платформы по оси Z. Чем

123
большая площадь поверхности X-Y сканируется, тем эффективнее
использование установки. Рациональное использование площади
платформы (плотность расположения объектов на рабочей площади
платформы) наряду с предложенным способом сокращения количества
слоев наращивания изделий (количества шагов платформы) позволяет
существенно сократить время изготовления изделий или составляющих их
частей с последующим соединением в единое целое.
В соответствии с предложенным принципом обратимой структурной
декомпозиции порядок подготовки и реализации процесса построения
изделия представляется следующим:
Выбирается база изделия, обеспечивающая его наилучшую
ориентацию относительно направления построения (оси Z).
Производится разделение изделия на составляющие части
примерно равной высоты. Разделение предпочтительно проводить по
плоским поверхностям, перпендикулярным вектору выращивания по
границам слоев. Эти плоскости имеют минимальную шероховатость, что в
последующем обеспечит минимальные погрешности соединения
составных частей в единое изделие. 3D CAD модель разбивается на
составные части по следующему принципу. Анализируется график
зависимости высоты движения стола от количества слоев для исходной
детали. Разбиение на части может производиться в точках перегиба
рассматриваемой зависимости, что характеризует изменение скорости
(т. е. времени) построения детали.
Решается задача рациональной ориентации каждой составляющей
части изделия относительно вектора наращивания слоев.
Выполняется планировка предельно плотного размещения рационально
ориентированных деталей в пределах рабочей площади платформы.
Реализуется процесс послойного выращивания 3D CAD объектов.
Соединение поверхностей отдельных элементов производится
склеиванием по поверхностям технологических разъемов. Для обеспечения
точности базирования возможно создания дополнительных базирующих
элементов.
Обратимая структурная декомпозиция и трансформация позволяет
сократить технологическое время на построение изделия и снизить
себестоимость ее изготовления.
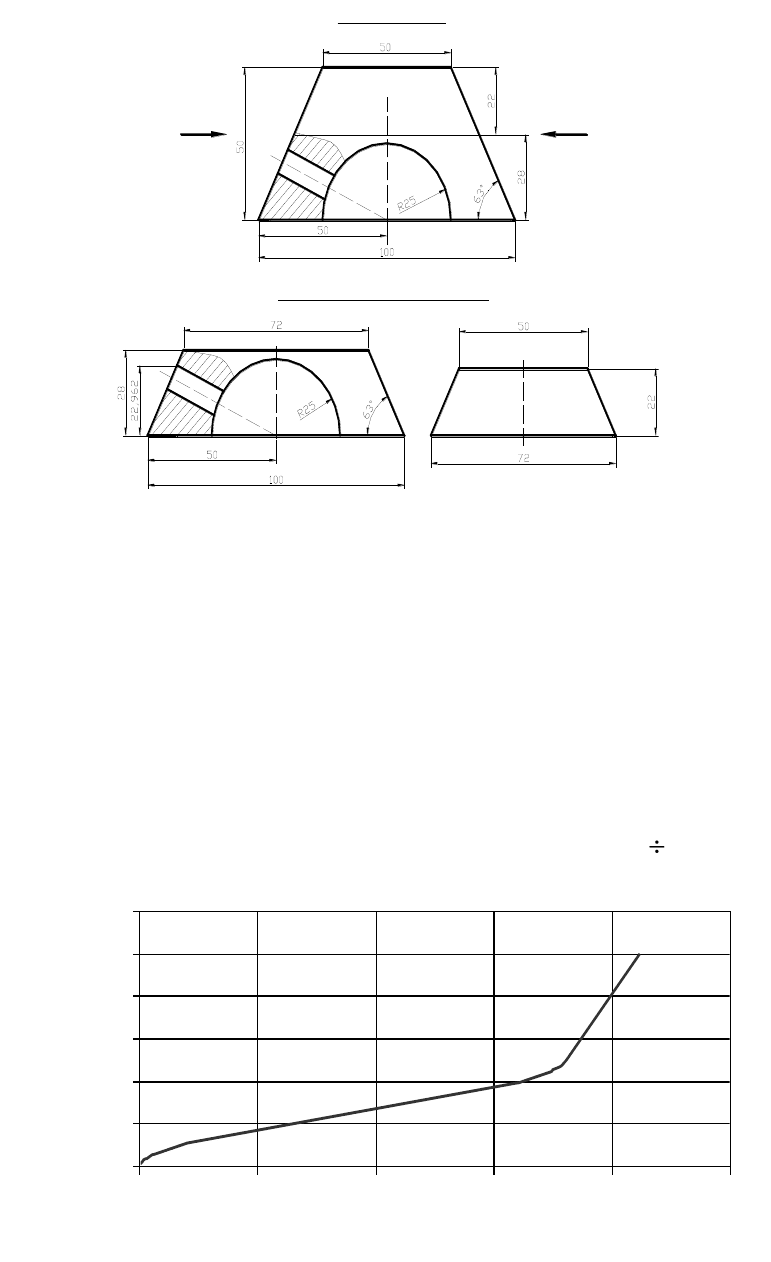
Рассмотрим пример построения изделия на установке SLA 5000, с
помощью предложенного подхода. На рис. 3.29 представлена тестовая
деталь – усеченная пирамида с отверстием и полуцилиндрическим пазом.
124
Исходная деталь
Деталь разделенная на две части
часть1 часть2
Рисунок 3.29 – Разделенная модель прототипа
Пирамида, изготавливаемая целиком, разделяется на 848 слоев.
Согласно рис. 3.30, где представлен график зависимости величины
перемещения стола от количества слоев, деталь разделяется на переходе
поверхностей разных порядков. В данном случае это будут боковые
наклонные поверхности и поверхность полуцилиндра. Разделение детали
можно осуществить по плоскости на высоте 22÷23 мм рис. 3.29, нижнюю
ее часть необходимо выполнить высотой не 25 мм, а 25 + (2 3) мм.
0
10
20
30
40
50
60
0 200 400 600 800 1000
Количество слоев
Приращение высоты стола, мм
Рисунок 3.30 – График зависимости высоты стола от номера приращения
125
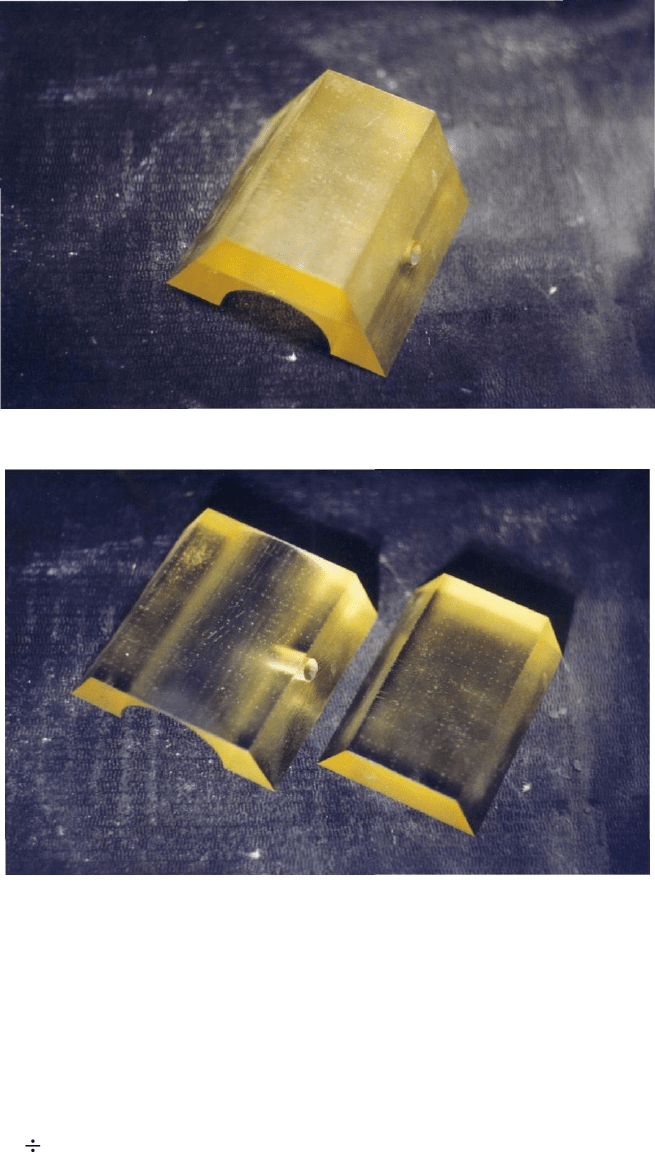
На рис. 3.31 представлена фотография изготовленной детали. В
процессе изготовления тестовой пирамиды технологическое время
уменьшилось на 20%.
а
б
Рисунок 3.31 – Построенная тестовая деталь:
а – в сборе; б – разделенная на части по высоте
Применение обратимой декомпозиции и ориентации к
рассмотренным тестовым деталям позволило сократить технологическое
время на 15 40%, и таким образом существенно снизить себестоимость
изготовления деталей способом лазерной стереолитографии.
126
3.12 Качество и точность твердотельных изделий, изготовленных
по генеративным технологиям
Точность изготовления изделий макроуровня генеративным
способом определяют аналитические и технологические погрешности
процесса. Аналитические погрешности складываются из погрешностей
послойного формообразования и погрешностей триангулируемой 3D CAD
модели. Технологические погрешности связаны с изменением линейных и
объемных характеристик наращиваемого материала в процессе его
структурных изменений и погрешностями, вносимыми работой
оборудования.
3.12.1 Аналитические погрешности генеративных технологий
макроуровня
Большинство современных RP (Rapid Prototyping) CAD (Computer-
Aided Design)/CAM (Computer-Aided Manufacturing)-систем
автоматизированного проектирования и изготовления работают с
фиксированным шагом на базе триангуляционной модели. Объемная
модель аппроксимируется плоскими треугольниками, а затем модель
рассекается семейством параллельных плоскостей. В результате
получается группа контуров, которые берутся за основу для формирования
траектории движения рабочего органа RP установки. Реализация
подобного алгоритма достаточно отработана. Трехмерная электронная
модель изделия является исходной для создания управляющих программ
RP технологий. Для этого используются STL-файлы. Основное требование,
предъявляемое к представлению объекта в STL-формате – это замкнутость
поверхности и ее геометрическая однозначность (рис. 3.32). Степень
приближения триангулированной модели к исходной 3D CAD проявляется
в форме внешней погрешности, которую определяют параметры
триангулирования.
Погрешность триангулирования (внешняя погрешность) зависит от
количества аппроксимирующих треугольников. Требуемое число данных
обратно пропорционально заданной точности приближения. Для
достаточно сложных изделий с криволинейными поверхностями снижение
внешней погрешности ведет к необходимости использования большого
массива данных, что существенно увеличивает количество времени на
127
триангуляцию. При очень больших объемах данных алгоритмы могут
становиться неустойчивыми.
Половина шара
с отверстием
Послойное представление -
ошибка при генерации слоя
Ошибка при триангулировании
в STL-модель в
незакрытый объем
3D-CAD
3D-CAD модель
Контур
круга
Погрешность
триангуляции
Трещина
STL-представление
-68 треугольников
-погрешность
триангуляции
8% от диаметра
Послойное
представление
Рисунок 3.32 – Преобразование 3D CAD модели в STL-модель
Наличие незамкнутых или разрывных системообразующих
поверхностей порождает несплошности объема изделия, что приводит к
ошибке триангуляции (внутренняя или системная ошибка) при генерации
твердотельных слоев (рис. 3.32).
Из ориентации нормального вектора разрезанного треугольника
получается информация о расположении объема материала в данном слое.
На этом основании при представлении геометрии модели в отдельных
слоях будет сохраняться информация о внутреннем и внешнем контурах.
Эти данные являются информацией для управления RP установкой. На
рис. 3.32 показан пример генерации слоев детали по 3D CAD модели.
Величина треугольников определяет ошибку триангулирования –
отклонение STL-представления от номинального профиля. Она может
быть снижена за счет увеличения числа треугольников, что не
представляет значительных трудностей при существующих компьютерных
средствах и эффективных способах проверки самого процесса
триангуляции. В отдельных случаях возникает погрешность STL-модели,

128
как, например, “трещина” между гранями треугольника, которая приводит
к ошибке при создании управляющей программы.
По экспериментальным данным фирмы 3D Systems проведен анализ
величины внешней погрешности при переходе от трехмерной CAD модели
к STL-файлу в зависимости от геометрических характеристик элементов
изделий. Анализировались элементы, которые описываются
поверхностями первого и второго порядка, имеющие осевую симметрию, а
также несимметричными поверхностями второго порядка. На рис. 3.33
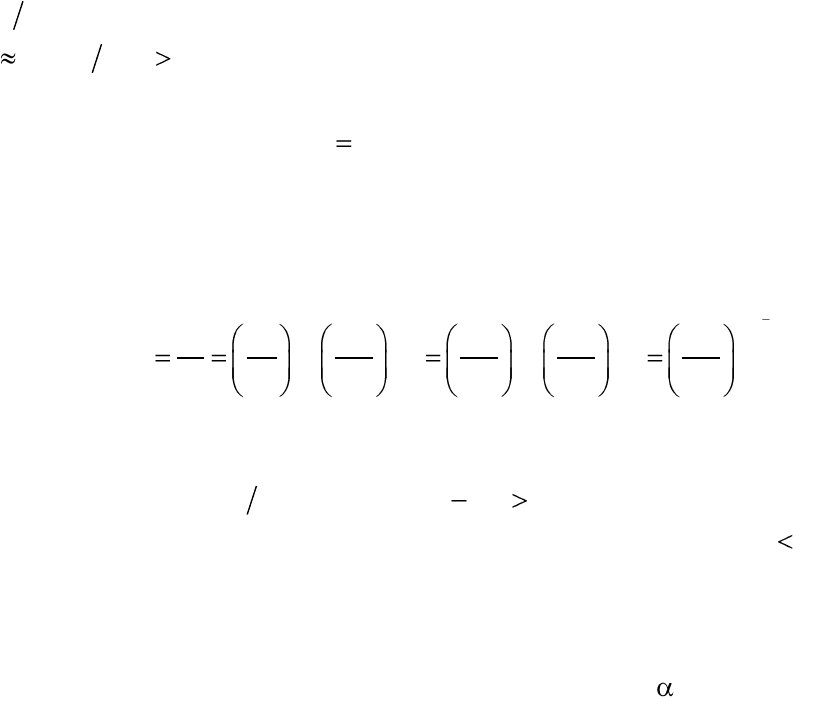
представлены трехмерные изображения этих элементов: 1 – усеченная
пирамида (поверхность первого порядка); 2 – ступенчатая подставка
(поверхность первого порядка); 3 – полуэллипсоид (поверхность второго
порядка с осью симметрии); 4 – корпус (поверхность второго порядка, не
имеющая оси симметрии). В процессе исследований установлено, что STL-
поверхности второго порядка описываются почти на два порядка большим
количество треугольников, но при этом может быть получена погрешность
менее 0,01 мм. Отдельную проблему могут составить лишь поверхности
второго порядка, не имеющие центра симметрии, так как
триангулирование этих поверхностей значительно увеличивает массив
данных.
1 3 42
Рисунок 3.33 – Трехмерное изображение тестируемых деталей:
1 – усеченная пирамида (поверхность первого порядка);
2 – ступенчатая подставка (поверхность первого порядка);
3 – полуэллипсоид (поверхность второго порядка с осью симметрии);
4 – корпус (поверхность второго порядка, не имеющая оси симметрии)
Погрешность триангулирования для поверхностей первого порядка
представляет собой избыточный слой полимера в RP модели, которая
всегда имеет ступенчатую форму (рис. 3.34). RP модель всегда
изготавливается с положительным допуском для наружных
поверхностей, т. к. необходима последующая доработка, которая
обеспечит сглаживание ступенек поверхности детали.
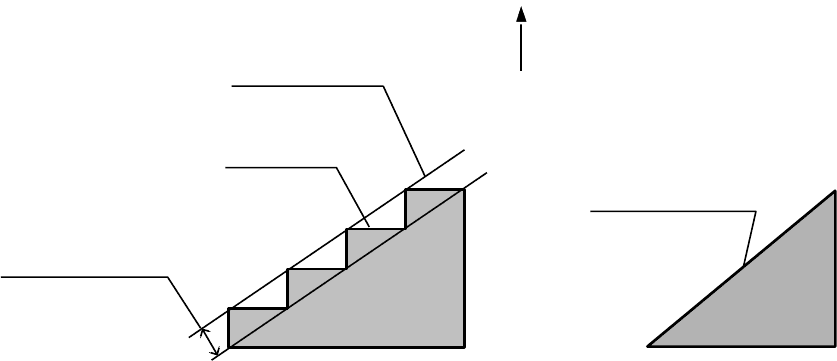
129
Наружный контур
изделия
Контур
RP-модели
Направление
наращивания
слоев
Погрешность
между
RP-моделью и
STL-представлением
Контур
STL-представления и
номинальный профиль
готового изделия после
удаления погрешности
Δ
а б
Рисунок 3.34– Расхождения между STL-представлением изделия
и RP-моделью: а – действительное; б – требуемое.
3.12.2 Погрешность формообразования
При использовании генеративных технологий детали строятся
дискретно по слоям на подвижной платформе установки, которая в
исходном положении находится под поверхностью исходного материала
(жидкого фотомономера – лазерная стереолитография, порошок –
избирательное лазерное спекание) на глубине 0,025÷0,2 мм. При
минимальном шаге перемещения платформы по оси
Z
погрешность также
минимальна, но время построения увеличивается, что вызывает
увеличение себестоимости изготовления. Использование максимально
возможного шага построения может привести к погрешностям,
превышающим установленный уровень. Следовательно, необходимо
рассмотреть возможность регулирования шага построения, определяющего
толщину наращиваемого слоя.
Погрешность формообразования при использовании генеративных
технологий макроуровня можно рассматривать как избыточную часть
исходного материала, находящегося на номинальной поверхности изделия
вследствие технологических особенностей процесса послойного выращивания.