Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

EXPERIMENTAL PROCEDURE
The powder characteristics used
in
fabrication of the
composites are shown
in
Table 1. Several Ni,Al alloys
were included and are referred to by the IC- designation
given
in
alloy development studies. Note the large size
of the Ni,Al and NiCr powders produced by inert gas
atomization compared to the Tic powder. These size
differences have an effect on the densification behavior
as will be discussed later. The samples were fabricated
by milling fine Tic powder, with the metal powders at
appropriate levels to produce composites with
30
to
50
vol.
%
binder phase. The milling was done in
isopropanol for 19 h using WC-Co milling media and 1
wt.
%
polyethylene glycol (Carbowax
8000,
Union
Carbide, New York) added as a binder. Media wear
during milling contributed
-0.5
wt.
%
to each of the
compositions. The mixtures were dried and screened to
-
100 mesh. Specimens were uniaxially pressed in either
25
or
55
mm diameter steel dies at
-100
MPa
(15
ksi).
Sintering was done
in
a graphite element furnace at
temperatures from 1400°C to 1500°C. The heating
schedule consisted of a ramp of 10"Clmin from room
temperature to 1200"C, a
0.5
h hold at 1200°C to allow
for any degassing, and another ramp at 10"Clmin to the
final sintering temperature all under vacuum. The
temperature was maintained at the sintering temperature
for
0.5
h under vacuum followed by an argon gas
pressurization to
1
MPa
(150
psi) in 10 minutes and a
hold under pressure for
10
minutes. The total time at the
sintering temperature was
50
minutes.
For all of the test samples, densities were determined by
the Archimedes' method. For mechanical property
testing, selected samples of high density were machined
into bend bar specimens with nominal dimensions of 3
mm
x
4 mm
x
50
mm. Flexural strength testing was
done in four point bending with innerlouter spans of 20
md40 mm. Fracture toughness was determined by both
an indentation and indentationlfracture method
[
12,131.
Hardness testing was done with a Vickers diamond
indenter at a load of
50
kg. Scanning electron
microscopy (SEM) was done on polished sections using
back-scattered electron (BSE) imaging and with energy
dispersive x-ray analysis (EDAX). The corrosion
resistance was determined by measuring the weight loss
during immersion
in
a 1N acid solution at 25°C after
100
h.
Table 1. Physical characteristics of powders.
Powder SuppliedGrade Ave. Particle
TY Pe Diameter
(PI
Tic Kennametal (Latrobe, PA)/Grade 2000
1.3
NiCr Alfa Aesar (Ward Hill, MA)/ Ni:Cr, 80:20 wt.% 44-90
NiCrFe Alfa Aesar (Ward Hill, MA)/ Ni:Cr:Fe, 72:14-17:6-10 wt.% <44
<44,<75
<44
<44
<65
Ni,Al Homogeneous Metals (Clayville, NY)
IC-50 (Ni-
1
1.3 A1-0.6
Zr-0.02
B)
IC-218 (Ni-8.7 A1-0.2 Zr-8.1 Cr-0.02
B)
IC-264 (Ni-8.4 Al-1.7 Zr-7.8 Cr-0.02
B)
IC-396M (Ni-8.0 A1-0.9 Zr-7.7 Cr-3.0 Mo-0.01
B)
RESULTS AND DISCUSSION
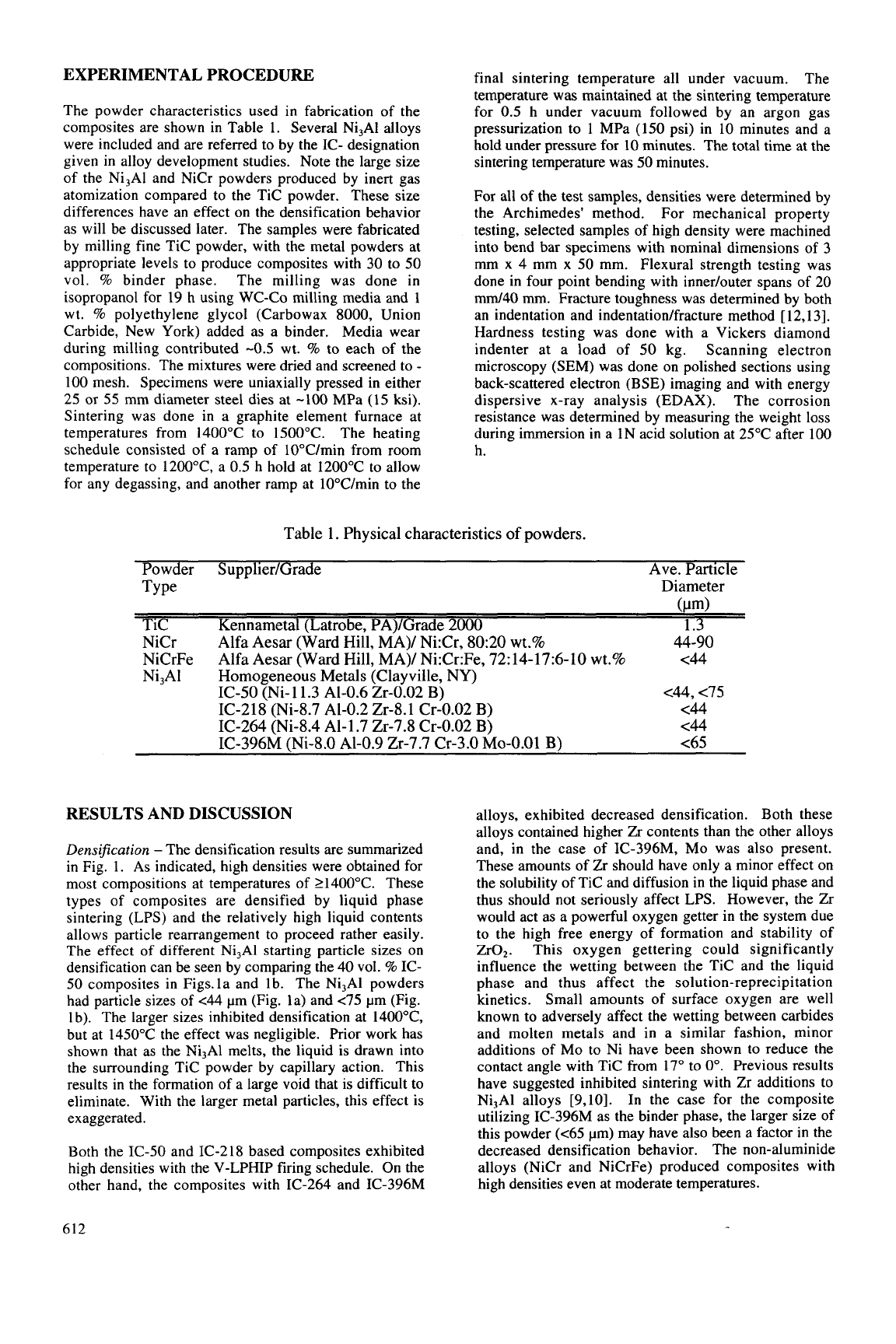
DensiJication
-
The densification results are summarized
in
Fig.
1.
As indicated, high densities were obtained for
most compositions at temperatures of 21400°C. These
types of composites are densified by liquid phase
sintering
(LPS)
and the relatively high liquid contents
allows particle rearrangement to proceed rather easily.
The effect of different Ni,Al starting particle sizes on
densification can be seen by comparing the 40 vol.
%
IC-
50
composites
in
Figs.la and
lb.
The Ni,Al powders
had particle sizes of
<44
pm (Fig. la) and
<75
pm (Fig.
1
b). The larger sizes inhibited densification at 1400"C,
but at 1450°C the effect was negligible. Prior work has
shown that as the Ni3A1 melts, the liquid is drawn into
the surrounding Tic powder by capillary action. This
results
in
the formation of a large void that is difficult to
eliminate. With the larger metal particles, this effect is
exaggerated.
Both the IC-50 and IC-218 based composites exhibited
high densities with the V-LPHIP firing schedule. On the
other hand, the composites with IC-264 and IC-396M
612
alloys, exhibited decreased densification. Both these
alloys contained higher
Zr
contents than the other alloys
and, in the case of IC-396M, Mo was also present.
These amounts of
Zr
should have only a minor effect on
the solubility of Tic and diffusion in the liquid phase and
thus should not seriously affect
LPS.
However, the
Zr
would act as a powerful oxygen getter in the system due
to the high free energy of formation and stability of
ZrOz.
This oxygen gettering could significantly
influence the wetting between the Tic and the liquid
phase and thus affect the solution-reprecipitation
kinetics. Small amounts of surface oxygen are well
known to adversely affect the wetting between carbides
and molten metals and in a similar fashion, minor
additions of Mo to Ni have been shown to reduce the
contact angle with TIC from
17"
to
0".
Previous results
have suggested inhibited sintering with
Zr
additions to
Ni,Al alloys [9,10]. In the case for the composite
utilizing IC-396M as the binder phase, the larger size of
this powder (<65 pm) may have also been a factor in the
decreased densification behavior. The non-aluminide
alloys (NiCr and NiCrFe) produced composites with
high densities even at moderate temperatures.
100
95
90
85
80
1400
1450
Sintering Temperature
1500
C)
1400°C
1450°C
1500°C
Sitering
Temperature
(“C)
(b)
Fig. 1. Summary of densification results: (a) composites
at different Ni,Al contents using IC-50 (<44 pm); (b)
composites containing 40 vol.
%
of various binders.
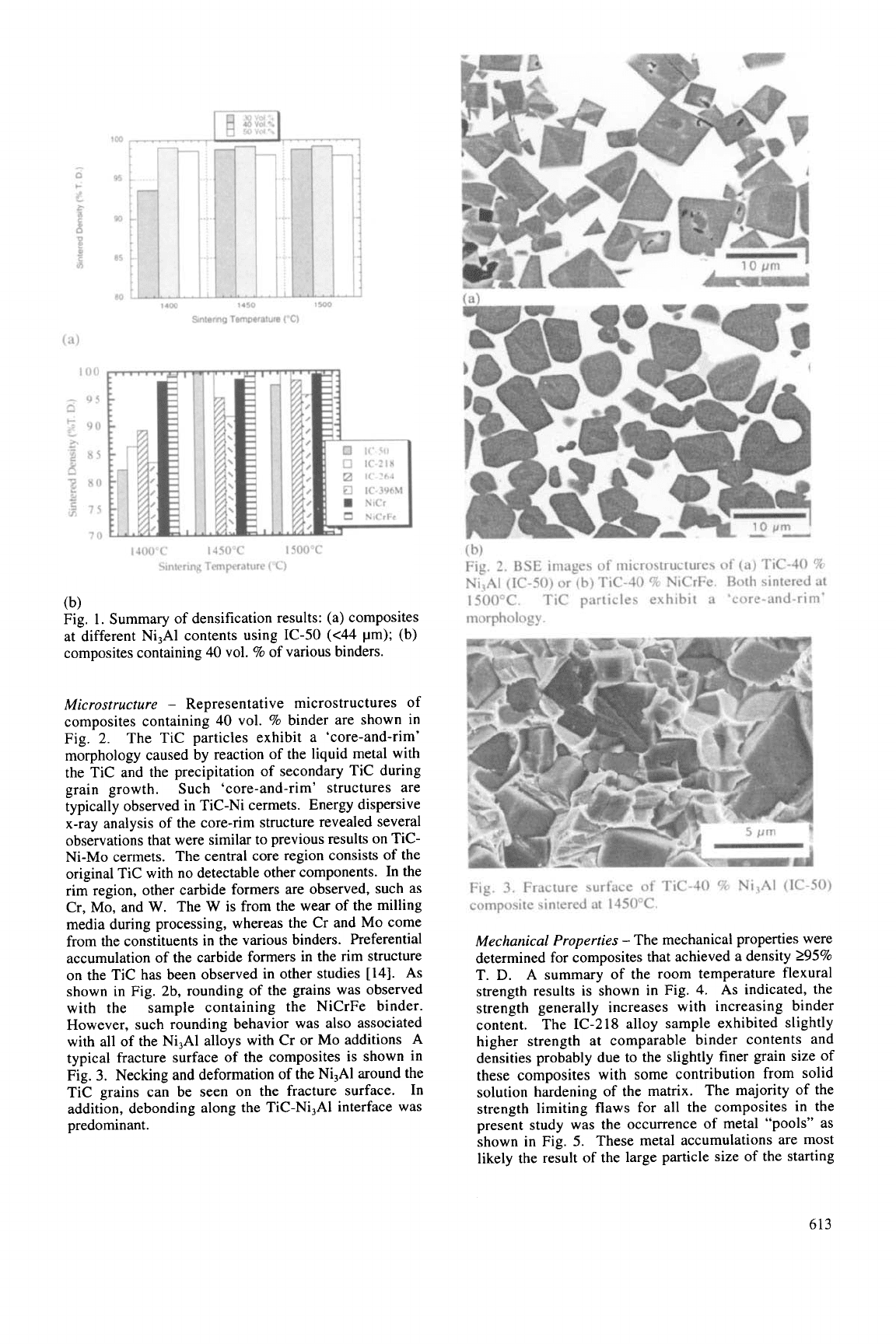
Microstructure
-
Representative microstructures of
composites containing 40 vol.
%
binder are shown
in
Fig.
2.
The Tic particles exhibit a ‘core-and-rim’
morphology caused by reaction of the liquid metal with
the Tic and the precipitation of secondary Tic during
grain growth. Such ‘core-and-rim’ structures are
typically observed
in
Tic-Ni cermets. Energy dispersive
x-ray analysis of the core-rim structure revealed several
observations that were similar to previous results on TiC-
Ni-Mo cermets. The central core region consists of the
original TIC with no detectable other components. In the
rim region, other carbide formers are observed, such as
Cr, Mo, and
W.
The
W
is from the wear of the milling
media during processing, whereas the Cr and
Mo
come
from the constituents
in
the various binders. Preferential
accumulation of the carbide formers
in
the rim structure
on the Tic has been observed in other studies [14]. As
shown in Fig. 2b, rounding
of
the grains was observed
with the sample containing the NiCrFe binder.
However, such rounding behavior was also associated
with all of the Ni,Al alloys with Cr
or
Mo additions A
typical fracture surface of the composites is shown
in
Fig.
3.
Necking and deformation of the Ni,Al around the
Tic grains can be seen on the fracture surface. In
addition, debonding along the TiC-Ni,Al interface was
predominant.
(b)
Fig.
2.
BSE
images of microstructures of (a) Tic-40
%
Ni,AI (IC-50)
or
(b) Tic-40
%
NiCrFe. Both sintered at
1500°C. Tic particles exhibit a ‘core-and-rim’
morphology.
Fig.
3.
Fracture surface of Tic-40
%
Ni,Al (IC-50)
composite sintered at 1450°C.
Mechanical Properties
-
The mechanical properties were
determined for composites that achieved a density
295%
T.
D.
A summary of the room temperature flexural
strength results is shown in Fig.
4.
As indicated, the
strength generally increases with increasing binder
content. The IC-218 alloy sample exhibited slightly
higher strength at comparable binder contents and
densities probably due to the slightly finer grain size of
these composites with some contribution from solid
solution hardening
of
the matrix. The majority of the
strength limiting flaws for all the composites in the
present study was the occurrence of metal “pools” as
shown
in
Fig.
5.
These metal accumulations are most
likely the result
of
the large particle size of the starting
613
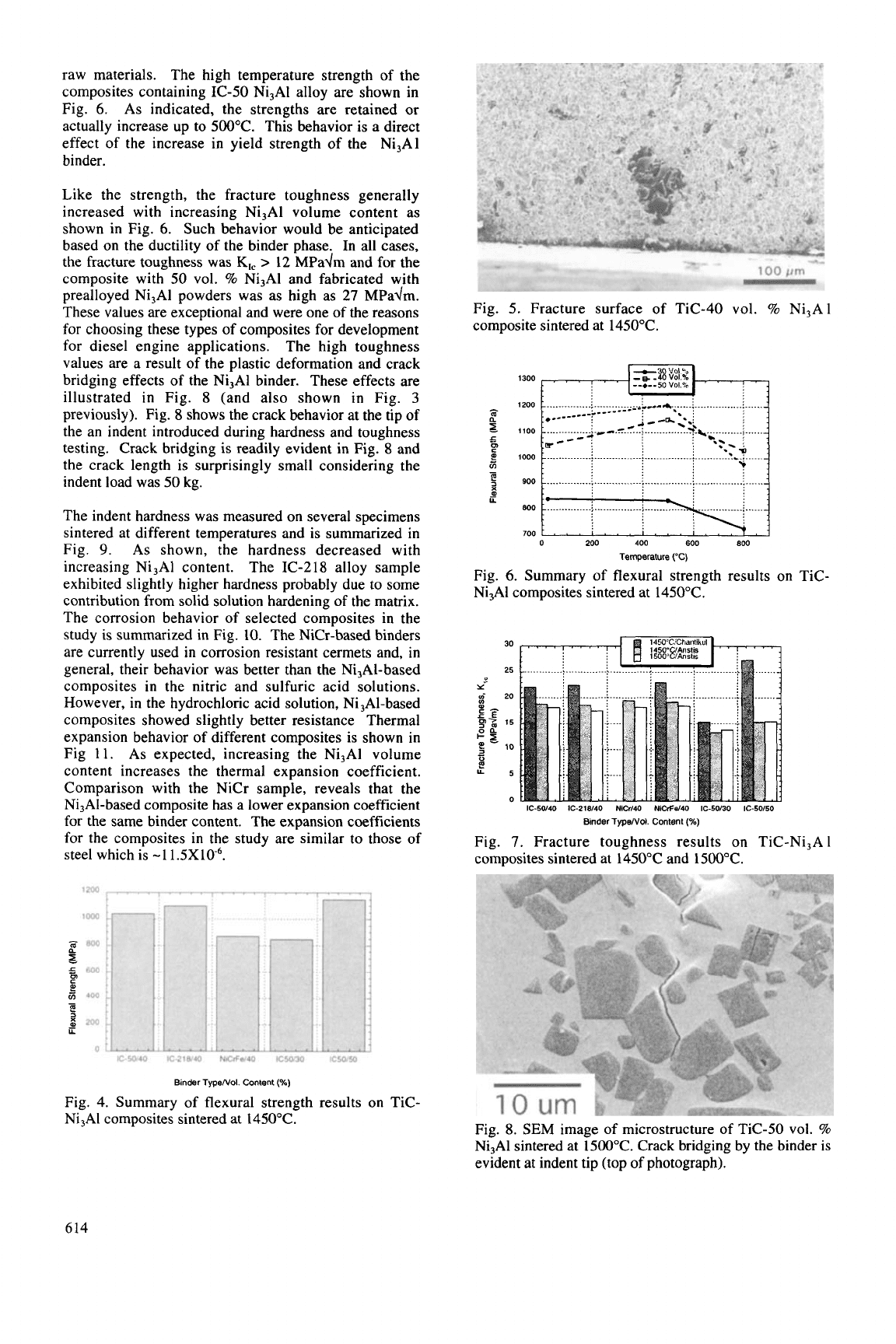
raw materials. The high temperature strength of the
composites containing IC-50 Ni3Al alloy are shown in
Fig.
6.
As indicated, the strengths are retained
or
actually increase up to 500°C. This behavior is a direct
effect of the increase in yield strength of the Ni3Al
binder.
Like the strength, the fracture toughness generally
increased with increasing Ni,Al volume content as
shown in Fig.
6.
Such behavior would be anticipated
based on the ductility of the binder phase. In all cases,
the fracture toughness was
K,,
>
12 MPadm and for the
composite with 50 vol.
%
Ni3Al and fabricated with
prealloyed Ni,AI powders was as high as
27
MPadm.
These values are exceptional and were one of the reasons
for choosing these types of composites for development
for diesel engine applications. The high toughness
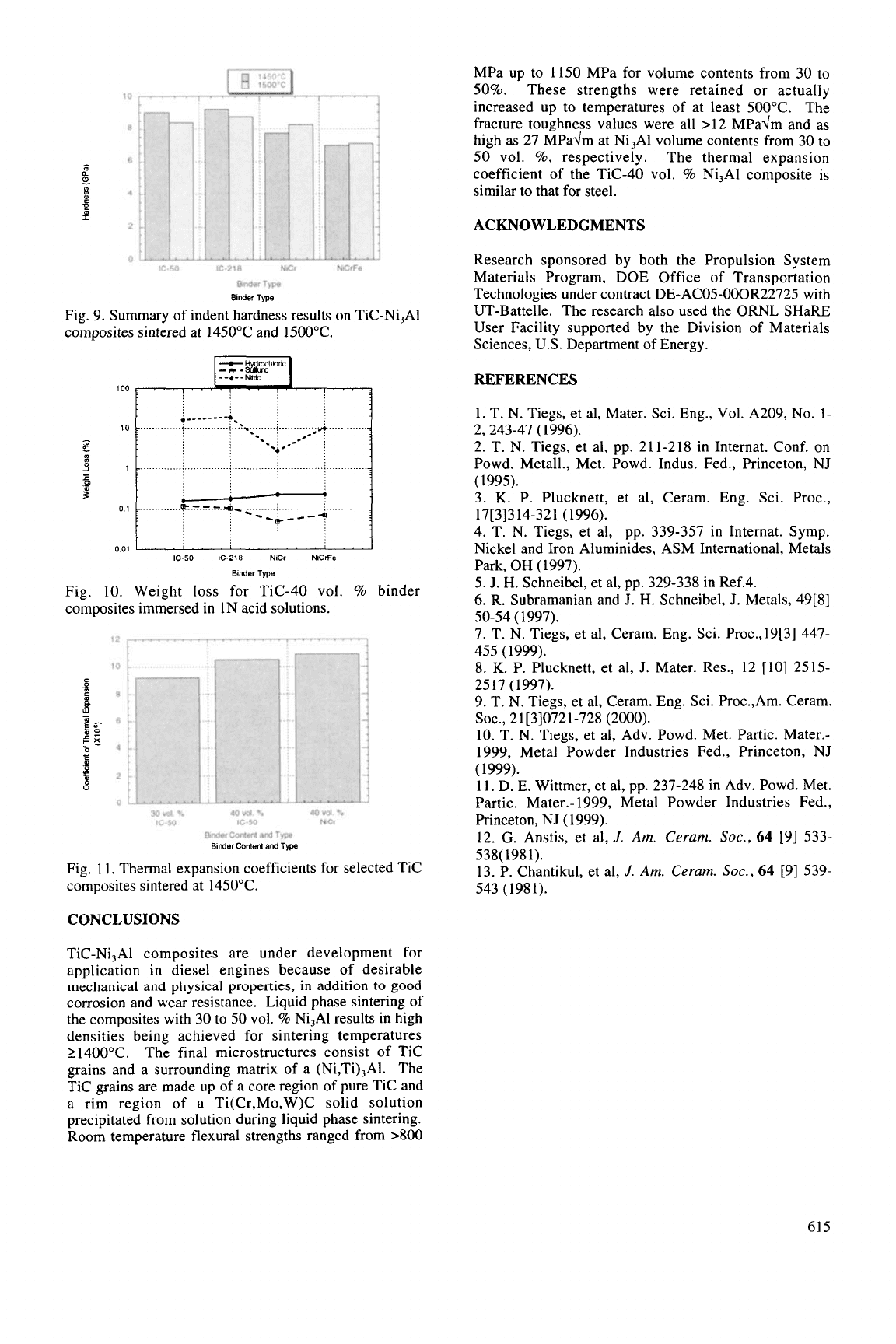
values are a result of the plastic deformation and crack
bridging effects of the Ni,Al binder. These effects are
illustrated
in
Fig.
8
(and also shown
in
Fig.
3
previously). Fig.
8
shows the crack behavior at the tip of
the an indent introduced during hardness and toughness
testing. Crack bridging is readily evident in Fig.
8
and
the crack length is surprisingly small considering the
indent load was 50 kg.
The indent hardness was measured on several specimens
sintered at different temperatures and is summarized in
Fig.
9.
As shown, the hardness decreased with
increasing Ni,Al content. The IC-218 alloy sample
exhibited slightly higher hardness probably due to some
contribution from solid solution hardening of the matrix.
The corrosion behavior of selected composites in the
study is summarized in Fig. 10. The NiCr-based binders
are currently used
in
corrosion resistant cermets and,
in
general, their behavior was better than the Ni,Al-based
composites
in
the nitric and sulfuric acid solutions.
However,
in
the hydrochloric acid solution, Ni,Al-based
composites showed slightly better resistance Thermal
expansion behavior of different composites is shown
in
Fig 11. As expected, increasing the Ni,AI volume
content increases the thermal expansion coefficient.
Comparison with the NiCr sample, reveals that the
Ni3Al-based composite has a lower expansion coefficient
for the same binder content. The expansion coefficients
for the composites
in
the study are similar to those of
steel which is
-1
1.5X10-6.
1200
,
,
, , , , ,
,
,
.
1000
.,
..................................
I
m
n
s
5
2
3
800
rn
E
600
400
-
200
0
IC-50140 IC-21W40 NCrFd40 IC50/30
Fig. 5. Fracture surface of Tic-40 vol.
%
Ni,A1
composite sintered at 1450°C.
1300
, , , ,
,
900
........
...................................
800
................
......
700
0
200
400
600
8W
Temperature
(“C)
Fig.
6.
Summary of flexural strength results on TiC-
Ni,Al composites sintered at 1450°C.
30
25
IC-5W40
IC-218140
NiCrl40 NiCrFd40 IC-5W30 IC-50150
Binder
TypeNd. Content
(%)
Fig.
7.
Fracture toughness results on TIC-Ni,A
1
composites sintered at 1450°C and 1500°C.
Binder TypeNol.
Conlent
(%)
Fig. 4. Summary of flexural strength results on TiC-
Ni,Al composites sintered at 1450°C.
Fig.
8.
SEM image of microstructure of Tic-50 vol.
%
Ni,Al sintered at 1500°C. Crack bridging by the binder is
evident at indent tip (top
of
photograph).
614
8
-
P
(I,
I
e
B
6
4
2
0
.............
...............
..............
.............
~
__
...........................................................................
.-
b
I
IC-50
IC-218 NiCr
Binder
Type
NCrFe
Fig. 9. Summary of indent hardness results on Tic-Ni,AI
composites sintered at 1450°C and 1500°C.
I
100
........
I,,
...
......
10
1
0.1
n
ni
__
IC-50
IC-218 NiCr NlCrFe
Binder
Type
Fig. 10. Weight
loss
for Tic-40 vol.
%
composites immersed
in
1N acid solutions.
binder
30
vol.
%
40
vol.
Yo
40
vol.
%
IC-50
IC-50
NiCr
Birder
Canlent
and
Type
Fig. 11. Thermal expansion coefficients
for
selected TIC
composites sintered at 1450°C.
CONCLUSIONS
Tic-Ni,AI composites are under development for
application in diesel engines because of desirable
mechanical and physical properties,
in
addition to good
corrosion and wear resistance. Liquid phase sintering of
the composites with 30 to
50
vol.
%
Ni,AI results in high
densities being achieved for sintering temperatures
21400°C. The final microstructures consist of Tic
grains and a surrounding matrix of a (Ni,Ti),AI. The
Tic grains are made up of a core region of pure TIC and
a rim region of a Ti(Cr,Mo,W)C solid solution
precipitated from solution during liquid phase sintering.
Room temperature flexural strengths ranged from >800
MPa up to 1150 MPa for volume contents from 30 to
50%.
These strengths were retained
or
actually
increased up to temperatures of at least 500°C. The
fracture toughness values were all >12 MPadm and as
high as 27 MPadm at Ni,AI volume contents from 30 to
50
vol.
%,
respectively. The thermal expansion
coefficient of the Tic-40 vol.
%
Ni,AI composite is
similar to that for steel.
ACKNOWLEDGMENTS
Research sponsored by both the Propulsion System
Materials Program, DOE Office of Transportation
Technologies under contract DE-AC05-000R22725
with
UT-Battelle. The research also used the ORNL SHaRE
User Facility supported by the Division of Materials
Sciences, U.S. Department of Energy.
REFERENCES
1.
T. N. Tiegs, et al, Mater. Sci. Eng.,
Vol.
A209, No.
1-
2. T. N. Tiegs, et al, pp. 211-218 in Internat. Conf. on
Powd. Metall., Met. Powd. Indus. Fed., Princeton, NJ
(1995).
3.
K.
P. Plucknett, et al, Ceram. Eng. Sci. Proc.,
4. T. N. Tiegs, et al, pp. 339-357
in
Internat. Symp.
Nickel and Iron Aluminides, ASM International, Metals
Park,
OH (1997).
5.
J.
H.
Schneibel, et al, pp. 329-338
in
Ref.4.
6.
R.
Subramanian and
J.
H.
Schneibel,
J.
Metals, 49[8]
7. T. N. Tiegs, et al, Ceram. Eng. Sci. Proc.,19[3] 447-
455 (1999).
8.
K.
P. Plucknett, et al, J. Mater. Res., 12 [lo] 2515-
2517 (1997).
9. T. N. Tiegs, et al, Ceram. Eng. Sci. Proc.,Am. Ceram.
10. T. N. Tiegs, et al, Adv. Powd. Met. Partic. Mater.-
1999, Metal Powder Industries Fed., Princeton, NJ
(1999).
11. D. E. Wittmer, et al, pp. 237-248
in
Adv. Powd. Met.
Partic. Mater.- 1999, Metal Powder Industries Fed.,
Princeton,
NJ
(1999).
12.
G.
Anstis, et al,
J.
Am.
Ceram.
SOC.,
64
[91 533-
538( 1981).
13. P. Chantikul, et al,
J.
Am.
Ceram.
SOC.,
64
[9] 539-
543 (1981).
2,243-47 (1996).
17[3]314-321 (1996).
50-54 (1997).
SOC., 21[3]0721-728 (2000).
615

This Page Intentionally Left Blank
CERAMIC JOINTS BETWEEN Sic BODIES:
MICROSTRUCTURE, COMPOSITION,
AND
JOINING STRENGTH
J.
Woltersdorf,
E.
Pippel, P.Colombo*
Max-Planck-Institut flir Mikrostrukturpbysik, Halle, Germany, *Universita di Bologna, Italy
Introduction
Sic-based ceramic composites are promising
structural materials because of their excellent heat
resistance and mechanical properties. Moreover, silicon
carbide fiber (SiCf) reinforced composites are of
specific interest for future thermonuclear fusion reactor
applications as they exhibit a low radioactivity by
neutron transmutations, a high stability after the reactor
shut-down, good high- temperature properties, a low
plasma contamination and a low specific weight
I.
In
order to fabricate large pieces or complicated
structures, suitable joining techniques have to be
developed. While the joining of monolithic Sic has
been accomplished by using different techniques as,
e.g., active metal brazing, solid state joining and
reaction bonding
2,
the joining of SiC/SiCf composites
has
not been extensively reported in the literature
3,4.
The used joining techniques often require
conditions which are not compatible with the upper
temperature of about 1 200”C, which currently limits
the operation of SiC/SiCf composites owing to the
degradation of the Sic fibers used
so
far’ and with
respect to the requirements of fusion technology.
Brazing with metallic fillers is not applicable because
of the heavy nuclear transmutability of the fillers.
Therefore, we developed an alternative joining method
using preceramic polymers like polycarbosilane or
polysiloxane
6,7,
which yield a Sic or SiOC ceramic,
respectively, when heated in an inert atmosphere
8,9.
The present paper reports the results of
microstructural and microchemical investigations of
the interlayers in such polymer derived joints between
SiC/SiCf bodies as revealed by transmission (TEM)
and analytical (AEM) electron microscopy in addition
to some data which characterize their mechanical
properties including those of joined monolithic
The study was performed in order to clarify the
interlayer mechanisms determining the joining process.
Experimental
Monoliths of sintered Sic were provided by
Associazione EURATOM-ENEA, Italy, and the two-
dimensionally reinforced SiC/SiCf composite material
was from Societ6 Europ6enne de Propulsion, France.
The surface structure
of
the latter material was rather
complex (total roughness
Ra
-25
pm,
average peak-to-
valley height
Rz
=
130 pm).
To
improve the surface
quality all specimens were mechanically polished on
one side, using a
5
pm Sic granulation, and
ultrasonically cleaned in acetone prior to the joining.
Another feature of the SiC/SiCf composite material is
that it possesses a thick
(>
100
pm)
over-coat of CVD
Sic which was not completely removed by the
mechanical surface preparation. Thus the fibers were
not exposed and did not participate in the joint
formation. The preceramic polymers used for the
joining experiments were a
methyl-hydroxyl-siloxane
(SR350, General Electric Silicone Products Div.,
Waterford,
NY)
and polycarbosilane (PCS, Dow
Coming X9-6348) which were homogeneously applied
to the surface of the specimens to be joined.
Subsequently, some samples were loaded with an axial
pressure of 9.8.10” to 4.10-2 MPa, and heated at 200°C
for 2 hours in order to achieve the complete
crosslinking of the silicone resin or to cure the
polycarbosilane. Then, the samples were heated in an
argon (99.99
YO)
flux for 1 hour at temperatures
between 900 and 1200°C. The heating and cooling
rates were very slow (1Wmin)
as
to minimize possible
residual stresses due to the thermal expansion
mismatch. In some experiments, commercial titanium
(Cerac Inc. T- 124 1, average grain diameter 15
pm)
or
p-Sic
(H.
Starck B10, average grain diameter
0.3
-
0.5
pn)
powders were added to the polymers, in a weight
ratio of
0.5
or
0.7
to 1 to act as fillers to lower the
polymer shrinkage during the pyrolysis.
Microstructural and nanochemical investigations
were performed on joints between sintered SiC/SiCf
composites, processed with
SR350
preceramic polymer
and applying optimum fabrication conditions (cf. next
section). The examinations of the interfaces between
composites and joining material were carried out by
using a Philips CM 20 FEG (TENSTEM) electron
microscope operated at 200 kV and equipped with a
Voyager EDX system, which enables an atomic lattice
plane imaging (HEM-mode) and a chemical analysis
(element mapping) with a spatial resolution
of
a few
nanometers. The TEM cross section specimens were
prepared by standard techniques with final Ar-ion
milling to electron transparency. These specimens
allow an observation of the composites, the joining
layers, possible reaction layers and interfaces side by
side in one and the same specimen. For details
concerning the special problems of TEM investigations
of interfaces in ceramics and Si-C-0 composite
materials including the elucidation of structure/property
relations, see, e. g., refs. 12-19.
Results
All the images reported
are
to be considered typical
and representative of the interfacial region of each
617
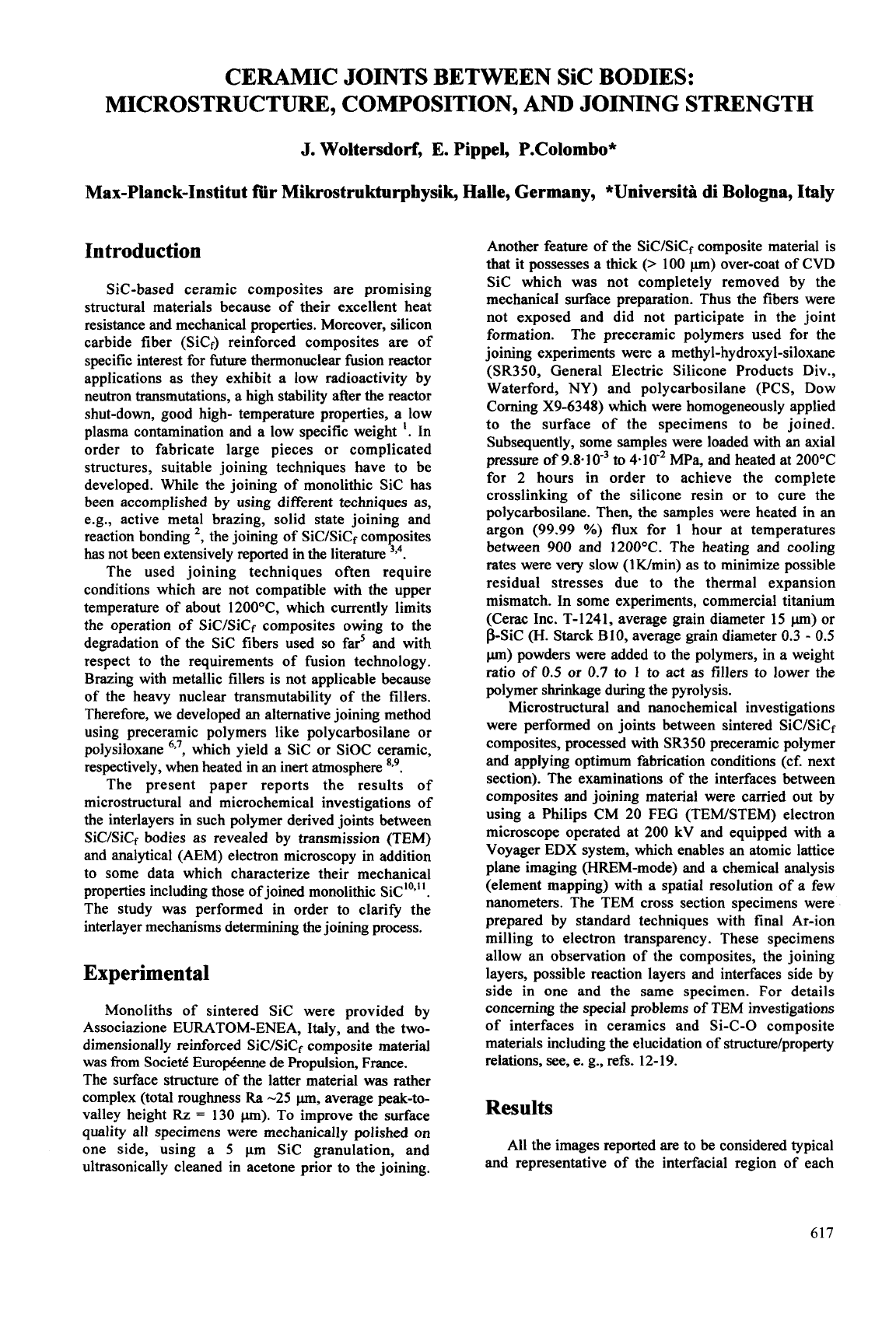
sample. To get an overview of the interfaces to
be
examined and of their special features
as
mentioned
above, Fig.
1
shows a light microscopic image of joint
SiC/SiCf composites. Clearly the fibre structure (above
and below), the
80
nm
thick over-coat of CVD Sic
(light gray) and the almost flat interface joing layer can
be
seen.
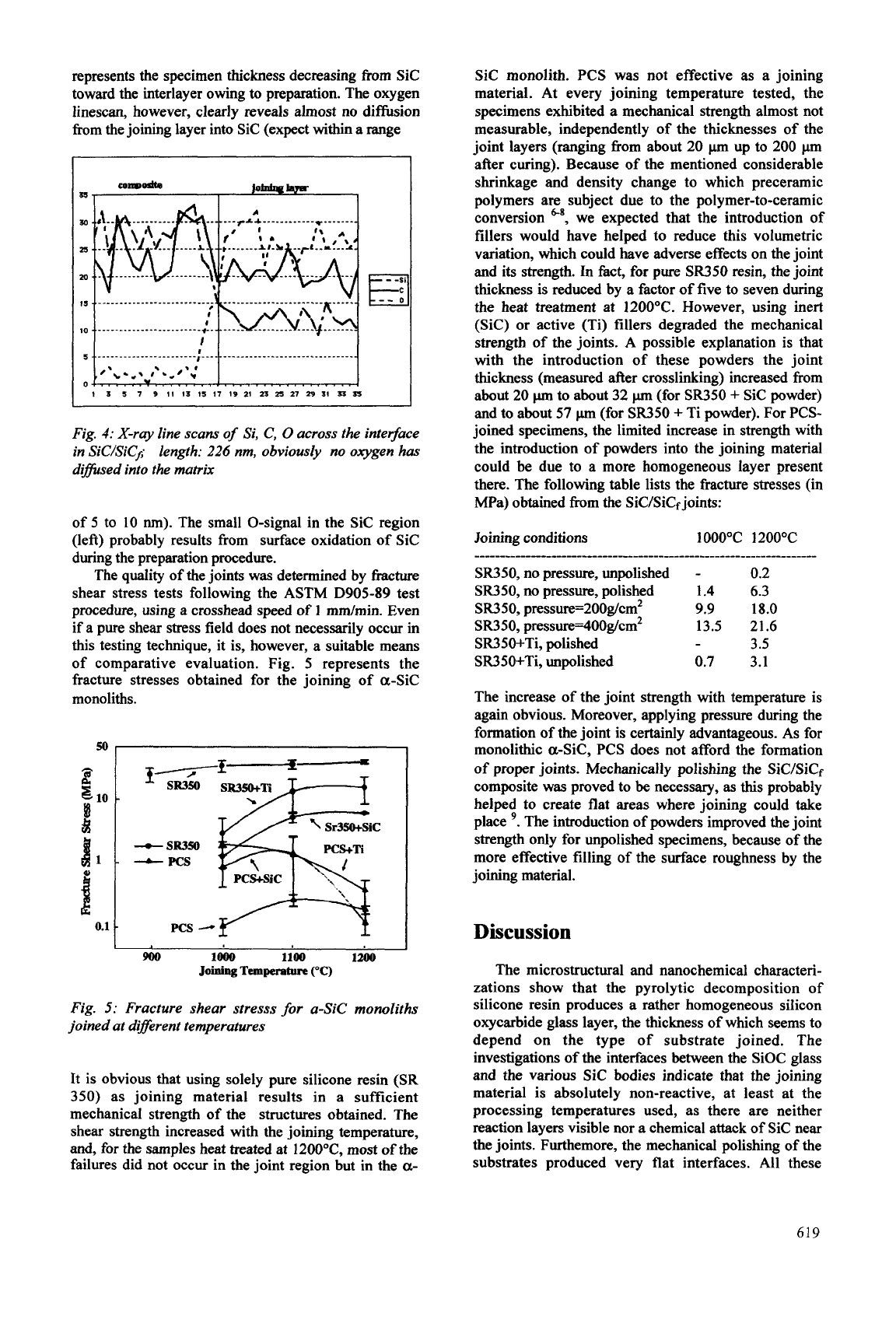
(right). Contrary to this, the Sic is free of defects at a
distance of
25
nm
away
from
the interface. While the
joining layer is amorphous in its interior, the high
resolution image reveals a precipitation of small
amounts of
carbon
near
the
interface (cf., the
0.34
nm
graphite atomic planes in the almost amorphous joining
layer of Fig.
3,
right).
Fig.l: Cross-section
of
a
joint SiC/SiCy (light
microscopic image).
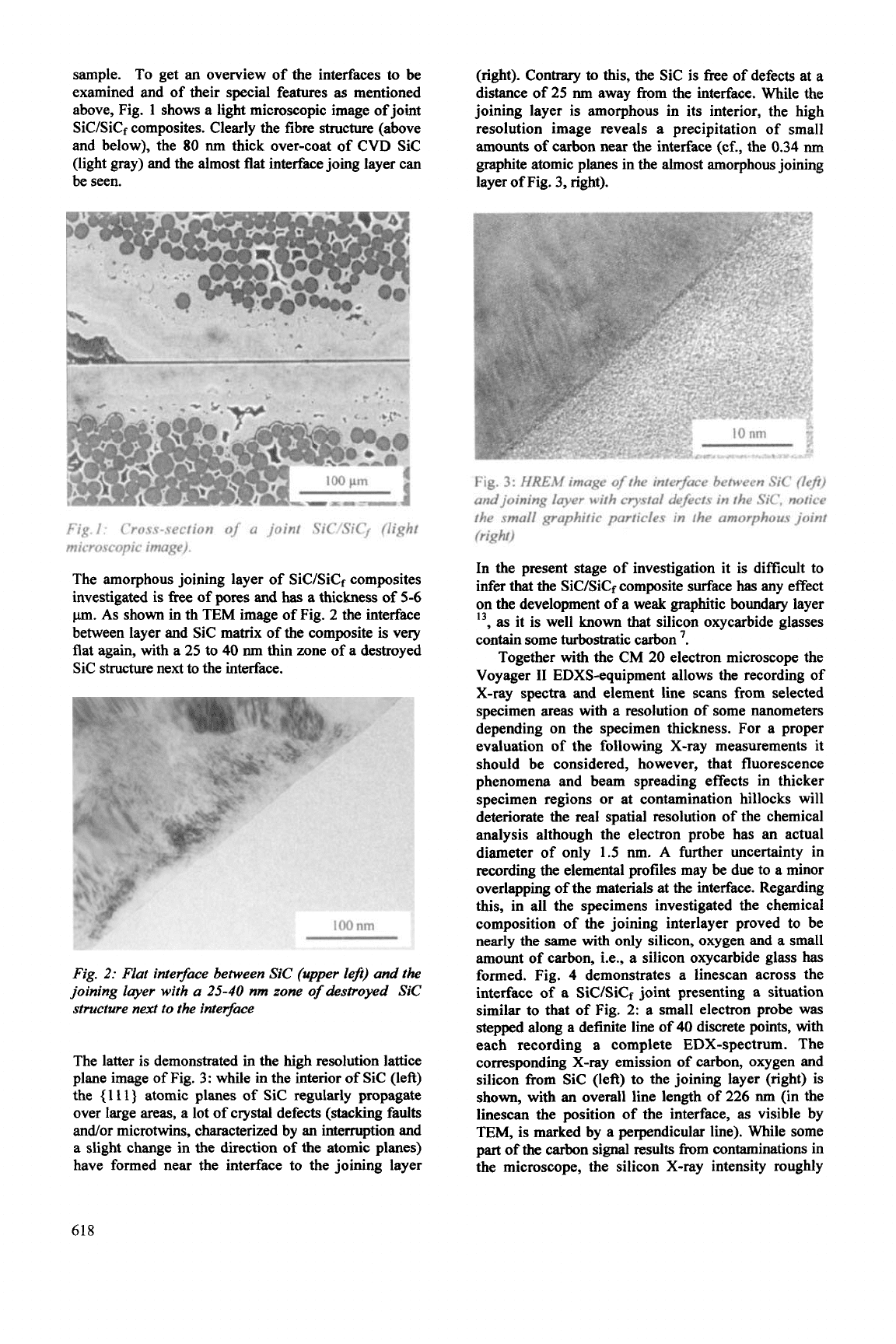
The amorphous joining layer
of
SiC/SiCf composites
investigated
is
free
of pores and
has
a thickness
of
5-6
pn.
As
shown in th TEM image of Fig.
2
the interface
between layer and SIC matrix of the composite is very
flat again, with a
25
to
40
nm
thin zone of a destroyed
Sic structure next to the interface.
Fig.
2:
Flat interface between Sic (upper IeB) and the
joining layer with
a
25-40
nm zone
of
destroyed Sic
structure next to the inte$ace
The latter is demonstrated in the high resolution lattice
plane image of Fig.
3:
while in the interior of Sic (left)
the
{
1 1
I}
atomic planes of Sic regularly propagate
over large areas, a lot of crystal defects (stacking faults
and/or microtwins, characterized by an interruption and
a
slight change in the direction
of
the atomic planes)
have formed near the interface to the joining layer
'Fig.
3:
HREM
image
of
the interface between Sic (lej)
and joining layer with crystal defects in the
Sic,
notice
the small graphitic particles in the amorphous joint
(right)
In the present stage of investigation it is difficult to
infer that the SiC/SiCf composite surface has any effect
on the development
of
a weak graphitic boundary layer
13,
as
it is well
known
that silicon oxycarbide glasses
contain some turbostratic carbon
'.
Together with the CM
20
electron microscope the
Voyager I1 EDXS-equipment allows the recording
of
X-ray spectra and element line scans from selected
specimen areas with a resolution of some nanometers
depending on the specimen thickness.
For
a proper
evaluation of the following X-ray measurements it
should be considered, however, that fluorescence
phenomena and beam spreading effects in thicker
specimen regions
or
at contamination hillocks will
deteriorate the real spatial resolution of the chemical
analysis although the electron probe has an actual
diameter of only 1.5
nm.
A
further uncertainty in
recording the elemental profiles may
be
due to a minor
overlapping of the materials at the interface. Regarding
this, in all the specimens investigated the chemical
composition
of
the joining interlayer proved to be
nearly the same
with
only
silicon,
oxygen
and
a small
amount of carbon, i.e., a silicon oxycarbide glass has
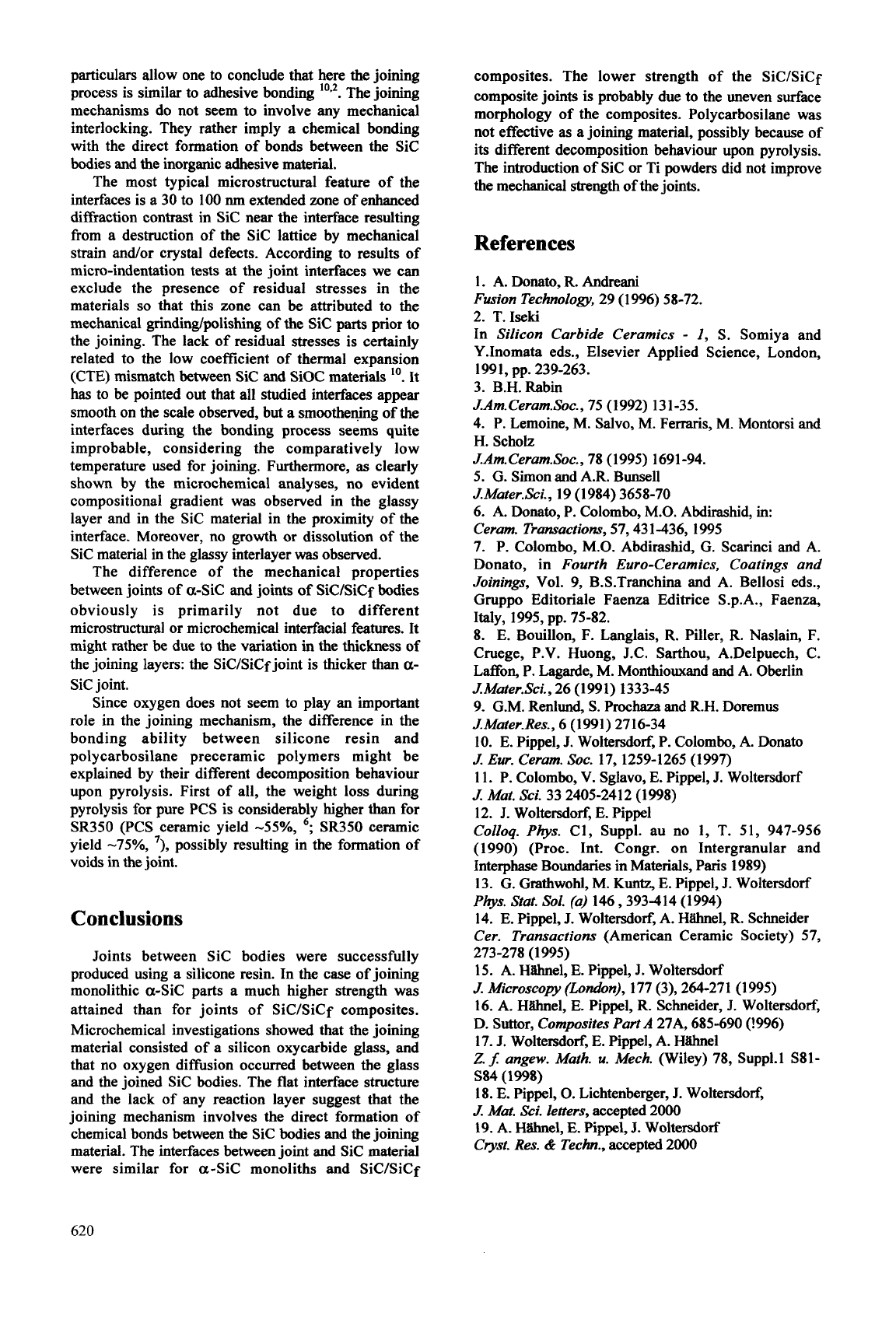
formed. Fig.
4
demonstrates a linescan across the
interface of a SiC/SiCf joint presenting a situation
similar to that of Fig.
2:
a small electron probe was
stepped along a definite line of
40
discrete points, with
each recording
a
complete EDX-spectrum. The
corresponding X-ray emission of carbon, oxygen and
silicon from Sic (left) to the joining layer (right) is
shown, with an overall line length of
226
nm
(in the
linescan the position of the interface,
as
visible by
TEM, is marked by a perpendicular line). While some
part of the carbon signal results from contaminations in
the microscope, the silicon X-ray intensity roughly
618
represents the specimen thickness decreasing from Sic
toward the interlayer owing to preparation. The oxygen
linescan, however, clearly reveals almost no diffusion
from the joining layer into Sic (expect within a range
-
-Si
El
Fig.
4:
X-ray line scans of Si,
C,
0
across the interface
in SiC/SiC’, length:
226
nm, obviously no oxygen has
difised into the matrix
of
5
to
10
nm).
The small 0-signal in the Sic region
(left) probably results from surface oxidation of Sic
during the preparation procedure.
The quality of the joints was determined by
kture
shear stress tests following the ASTM
D905-89
test
procedure, using a crosshead speed
of
1
mdmin. Even
if a pure shear
stress
field does not necessarily occur
in
this testing technique, it is, however, a suitable means
of comparative evaluation. Fig.
5
represents the
fracture stresses obtained for the joining of a-Sic
monoliths.
50,
I--
€
SR3G
sR35ocn
--c
-
sR3s
PCS
g
pcS+SiC
,
PCS
-
I
900
loo0
1100
luw)
Joining
Temperature
(“C)
Fig.
5:
Fracture shear stresss for a-SiC monoliths
joined at diyerent temperatures
It is obvious that using solely pure silicone resin
(SR
350)
as joining material results in a sufficient
mechanical strength of the structures obtained. The
shear strength increased with the joining temperature,
and,
for the samples heat treated at 12OO0C, most of the
failures did not occur in the joint region but in the
a-
Sic monolith. PCS was not effective as a joining
material. At every joining temperature tested, the
specimens exhibited a mechanical strength almost not
measurable, independently of the thicknesses of the
joint layers (ranging from about 20
pn
up to 200 pm
after curing). Because of the mentioned considerable
shrinkage and density change to which preceramic
polymers are subject due to the polymer-to-ceramic
conversion
68,
we expected that the introduction of
fillers would have helped to reduce this volumetric
variation, which could have adverse effects on the joint
and its strength. In fact, for pure
SR350
resin, the joint
thickness
is
reduced by a factor of five to seven during
the heat treatment at 1200°C. However, using inert
(Sic) or active (Ti) fillers degraded the mechanical
strength of the joints. A possible explanation is that
with the introduction of these powders the joint
thickness (measured after crosslinking) increased from
about 20
pn
to about 32
pn
(for
SR350
+
Sic powder)
and to about
57
pn
(for
SR350
+
Ti powder). For PCS-
joined specimens, the limited increase in strength with
the introduction of powders into the joining material
could be due to a more homogeneous layer present
there. The following table lists the fracture stresses (in
MPa) obtained from the SiC/SiCf joints:
Joining conditions
1
000°C 1200°C
SR350,
no pressure, unpolished
-
0.2
1.4 6.3
SR350,
no pressure, polished
SR350,
pressure=200g/cm2
9.9
18.0
SR350,
pressure=400g/cm2 13.5 21.6
SR35O+Ti, unpolished
0.7
3.1
SR350+Ti, polished
3.5
The increase of the joint strength with temperature is
again obvious. Moreover, applying pressure during the
formation of the joint is certainly advantageous. As for
monolithic a-Sic, PCS does not afford the formation
of proper joints. Mechanically polishing the SiC/SiCf
composite was proved to
be
necessary,
as
this probably
helped to create flat areas where joining could take
place
’.
The introduction of powders improved the joint
strength only for unpolished specimens, because of the
more effective filling of the surface roughness by the
joining material.
Discussion
The microstructural and nanochemical characteri-
zations show that the pyrolytic decomposition of
silicone resin produces a rather homogeneous silicon
oxycarbide glass layer, the thickness of which seems to
depend on the type of substrate joined. The
investigations of the interfaces between the SiOC glass
and the various Sic bodies indicate that the joining
material is absolutely non-reactive, at least at the
processing temperatures used, as there are neither
reaction layers visible nor a chemical attack of Sic near
the joints. Furthemore, the mechanical polishing of the
substrates produced very flat interfaces. All these
619
particulars allow one to conclude that here the joining
process is similar to adhesive bonding
lo**.
The joining
mechanisms do not seem to involve any mechanical
interlocking. They rather imply a chemical bonding
with the direct formation of bonds between the Sic
bodies and the inorganic adhesive material.
The most typical microstructural feature of the
interfaces is a 30 to 100
nm
extended zone of enhanced
diffraction contrast in Sic near the interface resulting
from a destruction of the Sic lattice by mechanical
strain and/or crystal defects. According to results of
micro-indentation tests at the joint interfaces we can
exclude the presence of residual stresses in the
materials
so
that this zone can be attributed to the
mechanical grinding/polishing of the
Sic
parts prior to
the joining. The lack of residual stresses is certainly
related to the low coefficient of thermal expansion
(CTE) mismatch between Sic and SiOC materials
lo.
It
has to be pointed out that all studied interfaces appear
smooth on the scale observed, but a smootheqing of the
interfaces during the bonding process seems quite
improbable, considering the comparatively low
temperature used for joining. Furthermore,
as
clearly
shown by the microchemical analyses, no evident
compositional gradient was observed in the glassy
layer and in the Sic material in the proximity of the
interface. Moreover, no growth or dissolution of the
Sic material in the glassy interlayer was observed.
The difference of the mechanical properties
between joints of a-Sic and joints of SiC/SiCf bodies
obviously is primarily not due to different
microstructural
or
microchemical interfacial features. It
might rather
be
due to the variation
in
the thickness of
the joining layers: the SiC/SiCfjoint is thicker than
a-
Sic joint.
Since oxygen does not seem to play an important
role in the joining mechanism, the difference in the
bonding ability between silicone resin and
polycarbosilane preceramic polymers might be
explained by their different decomposition behaviour
upon pyrolysis. First of all, the weight loss during
pyrolysis for pure PCS is considerably higher
than
for
SR350 (PCS ceramic yield
-55%,
6;
SR350 ceramic
yield -75%,
'),
possibly resulting in the formation of
voids in the joint.
Conclusions
Joints between Sic bodies were successfully
produced using a silicone resin. In the case of joining
monolithic a-Sic parts a much higher strength was
attained than for joints of SiC/SiCf composites.
Microchemical investigations showed that the joining
material consisted of a silicon oxycarbide glass, and
that no oxygen diffusion occurred between the glass
and the joined Sic bodies. The flat interface structure
and the lack of any reaction layer suggest that the
joining mechanism involves the direct formation of
chemical bonds between the Sic bodies and the joining
material. The interfaces between joint and Sic material
were similar for a-Sic monoliths and SiC/SiCf
composites. The lower strength of the SiC/SiCf
composite joints is probably due to the uneven surface
morphology of the composites. Polycarbosilane was
not effective
as
a joining material, possibly because of
its different decomposition behaviour upon pyrolysis.
The introduction of Sic or Ti powders did not improve
the mechanical
strength
of the joints.
References
1.
A.
Donato,
R.
Andreani
Fusion Technology,
29 (1 996) 58-72.
2. T.Iseki
In
Silicon Carbide Ceramics
-
1,
S.
Somiya and
Y.Inomata eds., Elsevier Applied Science, London,
3. B.H.Rabin
J.Am.Ceram.Soc.,
75 (1992) 131-35.
4. P. Lemoine, M. Salvo, M. Ferraris, M. Montorsi and
H. Scholz
J.Am.Ceram.Soc.,
78 (1995) 1691-94.
5.
G.
Simon and A.R. Bunsell
J.Mater.Sci.,
19 (1984) 3658-70
6. A.
Donato,
P. Colombo, M.O. Abdirashid,
in:
Ceram. Transactions,
57,43 1436,1995
7. P. Colombo,
M.O.
Abdirashid,
G.
Scarinci and
A.
Donato, in
Fourth Euro-Ceramics, Coatings and
Joinings,
Vol. 9, B.S.Tranchina and A. Bellosi eds.,
Gruppo Editoriale Faenza Editrice S.p.A., Faenza,
8.
E.
Bouillon, F. Langlais, R. Piller, R. Naslain, F.
Cruege, P.V. Huong, J.C. Sarthou, A.Delpuech, C.
LaRon,
P.
Lagatde,
M.
Monthiouxand and A. Oberlin
J.Mater.Sci.,
26 (1991) 1333-45
9.
G.M.
Renlund,
S.
Prochaza
and R.H. Doremus
J.Mater.Res.,
6
(1991) 2716-34
10.
E.
Pippel, J. Woltersdorf, P. Colombo, A. Donato
J.
Eur. Ceram.
SOC.
17,1259-1265 (1 997)
11. P. Colombo,
V.
Sglavo, E. Pippel, J. Woltersdorf
J.
Mat. Sci.
33 2405-2412 (1998)
12. J. Woltersdorf, E. Pippel
Colloq.
Phys.
C1, Suppl. au no
1,
T. 51, 947-956
(1990) (Proc. Int. Congr. on Intergranular and
Interphase Boundaries in Materials, Paris 1989)
13.
G.
Grathwohl, M.
Kuntz,
E.
Pippel, J. Woltersdorf
Phys.
Stat.
Sol.
(a)
146,393414 (1994)
14.
E.
Pippel, J. Woltersdorf, A. Hilhnel, R. Schneider
Cer. Transactions
(American Ceramic Society) 57,
15. A. Hilhnel, E. Pippel, J. Woltersdorf
J.
Microscow (London),
177 (3), 264-271 (1 995)
16. A. Hihel, E. Pippel, R. Schneider,
J.
Woltersdorf,
D. Suttor,
Composites Part
A
27A, 685-690 (!996)
17. J. Woltersdorf,
E.
Pippel, A. Hihel
2.
f-
angew. Muth.
u.
Mech.
(Wiley) 78, Suppl.1 S81-
S84 (1998)
18. E. Pippel,
0.
Lichtenberger, J. Woltersdorf,
J.
Mat.
Sci.
letters,
accepted
2000
19. A. Hiihnel,
E.
Pippel, J. Woltersdorf
Cryst. Res.
&
Techn.,
accepted 2000
1991, pp. 239-263.
Italy, 1995, pp. 75-82.
273-278 (1 995)
620
FATIGUE BEHAVIOR
OF
CERAMICS STRESSED NEAR
FATIGUE LIMIT UNDER ROTARY BENDING
H.N.KO
Nakanihon Automotive College
Sakahogi-cho, Kamo-gun, Gifu-ken, JAPAN
505-0077
ABSTRACT
As
a preparatory experiment to examine the
fatigue damage of ceramics, the fatigue strength of plain
specimens, stressed near fatigue limit, was studied at
room temperature under rotary bending. The main
materials tested were sintered Si3N4 and gas pressure
sintered Si3N4, which were used practically for rotors
of
turbochargers. These materials had the effect of cyclic
loading, although the degree of cyclic effect was
different.
It was known that the fatigue strength was
not decreased by the pre-loading near fatigue limit. On
the contrary, the pre-loaded specimens seemed to be
stronger than virgin specimens.
Similar tendency was
confirmed on Y-TZP plain specimens.
The effect of
pre-loading, such as understressing effect
or
coaxing
effect, may appear in some ceramics which satisfy a
certain condition relating to the microstructure and
microcracking.
INTRODUCTION
It is important to know the fatigue behavior of
ceramics when using them as structural components,
since the fatigue strength is generally lower than the
static strength.
The fatigue strength, the fatigue limit
in particular, must be studied on ceramics to make their
reliability higher as structural materials. It also seems
necessary to know the fatigue damage of ceramics for
their reliability as structural materials
[l].
However,
the basic data on fatigue behavior, such as the effect of
cyclic loading, are still not sufficient, and elementary
data of ceramics relevant to fatigue damage are few.
More basic data on fatigue behavior seem necessary to
clarify the fracture mechanism.
As
for the aspect, the fatigue behavior of two kinds
of Si3N4 plain specimens, whose materials were used
practically for rotors of turbochargers, was studied at
room temperature under rotary bending
[2,3].
The
results obtained were compared with those under static
fatigue, and the effect of cyclic loading was discussed.
The rotary bending test was performed for a fairly long
period, and the presence of fatigue limit was suggested.
Therefore, the fatigue strength of Si3N4 plain specimens,
stressed near fatigue limit, was studied to obtain the
fundamental knowledge on the fatigue damage of
ceramics. Because of the unusual behavior of Si3N4,
the similar test was also performed on Y-TZP plain
specimens, having transformation-toughening behavior.
Based on the results obtained, the effect of pre-loading
near fatigue limit was discussed.
EXPERIMENTAL PROCEDURE
The materials used were sintered Si3N4
(SSN)
obtained
from
Kyocera (Japan) and gas pressure
sintered Si3N4 (GSSN) obtained
from
NTK (Japan).
Each material was fabricated with YzO3 and
A1203
as
additives.
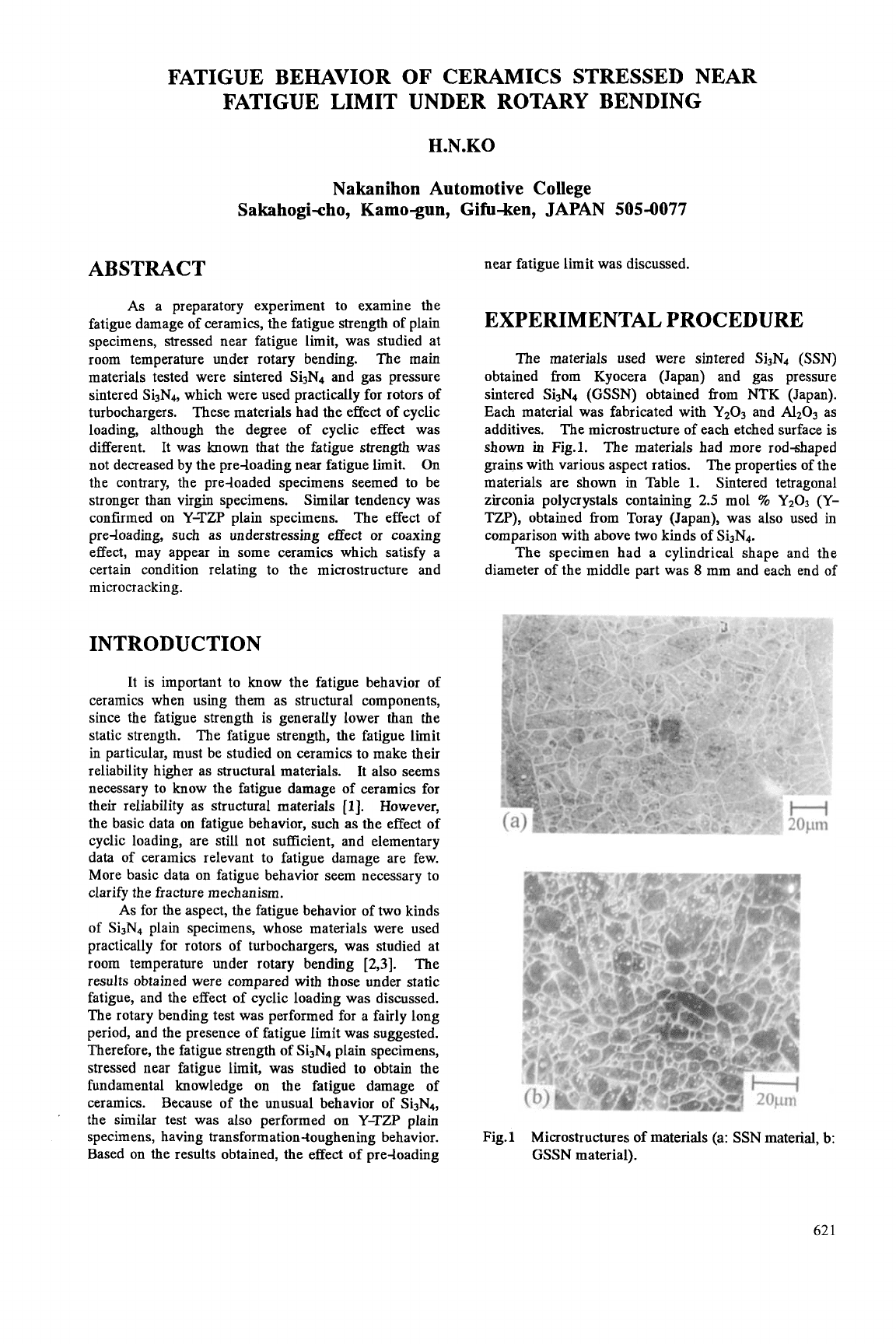
The microstructure of each etched surface
is
shown in Fig.1.
The materials had more rodshaped
grains with various aspect ratios. The properties of the
materials are shown in Table
1.
Sintered tetragonal
zirconia polycrystals containing
2.5
mol
%
YzOs
(Y-
TZP), obtained
from
Toray (Japan), was also used in
comparison with above
two
kinds
of
Si3N4.
The specimen had a cylindrical shape and the
diameter of the middle part was
8
mm and each end of
Fig.1 Microstructures
of
materials
(a:
SSN
material,
b:
GSSN material).
62 1