Higman Chris Gasification (Газификация угля)
Подождите немного. Документ загружается.

370
Gasification
䊊
Power production block, and/or
䊊
Chemical production block
Authors are also asked to indicate the specific configurations of the units with
regard to back-up and multiple trains.
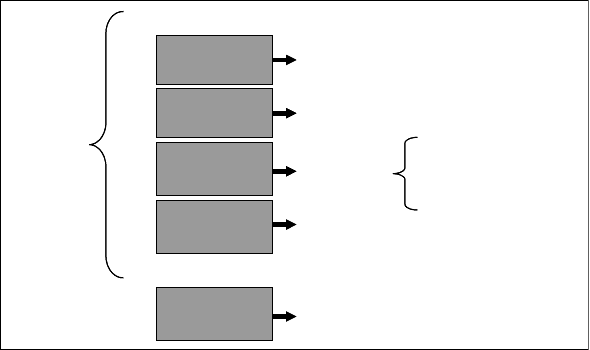
Unit Operating Statistics—Measured
Definitions—Measured Statistics
• Product Not Required
䊊
% of year that the product from the unit was not required and, therefore, the
unit was not operated. The unit was generally available to run and not in a
planned outage or forced outage.
• Planned Outages
䊊
% of the year that the unit is not operated due to outages that were scheduled
at least one month in advance. Includes yearly planned outages as well as
maintenance outages with more than one month’s notice.
• Unplanned Outages
䊊
% of the year that the unit was not operated due to forced outages that had
less than one month’s notice. Includes immediate outages as well as mainten-
ance outages with less than one month’s notice.
On -Stream
Unplanned
Outages
Planned
Outages
0%
100%
Product Not
Required
• % of Yr by Cause
•
# of Unplanned
Outages
• % of Yr.
• % of Yr.
• % of Yr.
• % of Yr.
Yearly
Production
•
Time
Based
Flow
Based
On-Stream
Unplanned
Outages
Planned
Outages
Product Not
Required
•
•
•
•
•
•
Yearly
Production
•
Total Quantity of Product
Delivered in Year
Figure D-2.
Figure D-2.Figure D-2.
Figure D-2. Unit Operating Statistics—Measured
Appendix D
371
• On-Stream
䊊
% of the year the unit was operating and supplying product in a quantity
useful to the downstream unit or customer.
• Yearly Production
䊊
Defined as the total quantity of product actually delivered from the unit in a
calendar year. For the gasification unit the production is reported on the basis
of total clean synthesis gas.
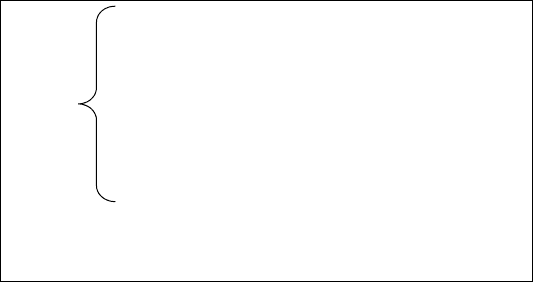
Unit Operating Statistics—Calculated
Definitions—Calculated Statistics
• Forced Outage Rate
䊊
Defined as the time during which the down-stream unit or customer did not
receive product due to unplanned problems divided by the time during which
they expected product, expressed as a percentage.
• Availability
䊊
Defined as the sum of the time during which the unit was on stream plus an
estimate of the time the unit could have run when product was not required,
expressed as a percentage of the year. Assumption is that unit could have
operated at the same Forced Outage Rate when product was not required.
• Annual Loading Factor
䊊
Defined as the yearly production of the unit divided by the rated capacity,
expressed as a percentage.
Time
Based
Flow
Based
Forced Outage Rate =
Unplanned /
[On-Stream + Unplanned]
Availability
=
On-Stream +
Product Not Required * [ 1 – (Forced Outage Rate / 100%)]
Annual Loading Factor
=
Yearly Production /
Rated Capacity
Figure D-3.
Figure D-3.Figure D-3.
Figure D-3. Unit Operating Statistics—Calculated
372
Gasification
• Rated Capacity
䊊
Defined as the design quantity that the unit would produce at the design rate over
the calendar year when operated in an integrated manner. Calculated by multi-
plying 365 times the average annual daily design rate. Note that the Design
Production can change over time as the plant is de-bottlenecked or re-rated.
Example
• Operating Unit is a gasification train that is designed to make 200MMscfd of syngas.
• Measured Unit Operating Statistics for this example:
䊊
Product Not Required = 10% of year
䊊
Planned Outages =8% of year
䊊
Unplanned Outages =4% of year
䊏
Breakdown of the 4% by Cause
䊏
Report # of interruptions
䊊
Onstream =78% of year
䊊
Yearly production = 55,000 MMscf of syngas
• Resulting Calculated Unit Operating Statistics:
䊊
Forced Outage Rate =4%/[78% +4%] = 4.9%
䊊
Availability =78% + 10% * [1 − (4.9%/100%)] =78% +9.5% = 87.5%
䊊
Rated Capacity =365 d * 200 MMscfd =73,000 MMscf
䊊
Annual Loading Factor = 55,000 MMscf/73,000 MMscf = 75.3%
373
Appendix E
Basis for Calculations
All calculations were based on a typical internationally traded coal of which the
properties are given in Table E-1. All flow schemes are based on 100 kg maf coal,
and the relevant mass and energy values are all based on this quantity. Taking the
mass values per second we get the energy flows in MW.
For drying the coal from 12.5 to 2% moisture 31 MJth are required. As this heat is
supposed to be supplied by burning part of the clean fuel gas, this corresponds to an
energy penalty of about 19 MJe.
For heating the water for the optimal coal-water slurry feed gasifier to 325°C
121 MJth/100 kg maf coal are required.
For a classical Texaco gasifier, the carbon conversion has been set at 95%. In all
other cases this has been set at 99%.
The energy required for the production of oxygen was taken as 46 MJe/kmole. If
not indicated otherwise, the purity of the oxygen is 95% mole.
For making 300°C process steam for dry-coal feed gasifiers, 3 MJth/kg are
required.
The heat loss from the gasifiers has been taken as 0.5% of the coal LHV for the
coal-water slurry feed gasifiers and as 2% of the coal LHV for the dry coal feed
gasifiers. In the latter case it has been assumed that this heat becomes available for
making steam.
For all compressors and turbines, an isentropic efficiency of 90% has been
assumed. For the adiabatic compression of air to 32 bar, this corresponds to
15.6 MJe/kmole air. For wet air compression the energy data were 10.7, and
13.1 MJe/kmole wet air for compression to 32 and 64 bar, respectively. For nitrogen
compression the same figures have been taken as for air compression.
For gas quenches a recycle gas compressor is required. The energy consumption
is 11 MJe for 100 kg maf coal intake, except for the two-stage dry-feed gasifier
where it is only 7 MJe for 100 kg maf coal intake. The reason for this lower figure is
that the gas has to be quenched from 1100 to 900°C instead of from 1500 to 900°C.
In case of the Tophat cycle, corrections have been applied for the approach
temperatures in the recuperator. As a standard 25°C was taken for the temperature
difference between the turbine outlet and the humidified air leaving the recuperator.
For higher temperature differences the efficiency bonus was one percentage point
per 25°C.
374
Gasification
For the own energy consumption of the power stations, 2 percentage points were
assumed in case no CO
2
was removed. In case of CO
2
removal from the fuel gas,
this figure was increased to 3 percentage points. For flue gas treating the latter
penalty was also used, but it was further increased by an additional penalty of
109 MJe that are required to increase the pressure of CO
2
from the about 0.1 bar at
which it is available in the flue gas to the about 6 bar at which it is present in the fuel
gas. This figure corresponds to an additional 3 percentage points penalty in the station
efficiency, bringing the total energy consumption for gas treating for this case to 6
percentage points.
It has been further assumed that heat above 250°C can be converted into power
with an efficiency of 45% by means of a steam cycle.
Table E-1
Coal Properties
Moisture and
Ash Free Ash Free
Moisture
Free As Received
Proximate analysis
Fixed carbon 0.5908 0.5109 0.5400 0.4725
Volatile matter 0.4092 0.3539 0.3741 0.3273
Moisture 0 0.1352 0 0.1250
Ash 0 0 0.0859 0.0752
Total 1.0000 1.0000 1.0000 1.0000
Ultimate analysis
Carbon 0.8166 0.7062 0.7464 0.6531
Hydrogen 0.0568 0.0642 0.0519 0.0594
Oxygen 0.0983 0.2050 0.0898 0.1896
Nitrogen 0.0171 0.0148 0.0157 0.0137
Sulfur 0.0113 0.0097 0.0103 0.0090
Ash 0 0 0.0859 0.0752
Total 1.0000 1.0000 1.0000 1.0000
Note: Lower Heating Value (LHV) maf coal 33.25 MJ/kg and of the a.r. coal 32.87 MJ/kg.
375
Nomenclature
A pre-exponential factor
c
A
concentration of component A
c
A,0
initial concentration of component A
C carbon content (maf) basis
E activation energy for reaction
k
f
rate constant (f = forward, r = reverse)
k
m
mass-related rate constant
K
p,T
equilibrium constant of a reaction at temperature T
N number of reactor stages
P total pressure
P
A
partial pressure of component A
r
f
reaction rate (f =forward, r = reverse)
r
m
mass related reaction rate
R universal gas constant
t time
T temperature
s
v
A
volume fraction of component A in stream s
τ residence time
377
List of Names and
Abbreviations
Names of Processes, Plants, and Companies
Over the course of time a number of technologies have changed owners or names, to
the extent that this book could read like a Russian novel, where all the main charac-
ters go by at least three names. In order to simplify matters, we have used one name
consistently throughout this book. In general, we have used the current names, but
where this could cause confusion, we have used the name more generally associated
with the particular technology.
Name Used in Other Names or Owners
this book
Noell A gasification process originally known as GSP
(Gaskombinat Schwarze Pumpe) and later purchased
by Noell. Noell was bought by Babcock Borsig and
traded under the name of BBP. This technology is now
owned by Future Energy GmbH.
E-Gas This technology was originally developed by Dow
Chemical, which later grouped its gasification technology
assets into Destec Energy Inc. In 1997 Destec was sold
to NCG Corporation, which changed its name to Dynergy
in 1998. Since purchasing the technology from Dynergy
in 1999, Global Energy has marketed it under the name
of E-Gas.
Borsig A designer of syngas coolers and originally part of
the Deutsche Babcock (later Babcock Borsig) Group.
The company is now independent and has taken over the
syngas cooler designs of Steinmüller, also part of the
Babcock Borsig group.
Standard Fasel Lentjes Syngas cooler and HRSG supplier in The Netherlands.
Formerly Werkspoor, and then Bronswerk.
378
Gasification
SilvaGas A biomass gasification process originally developed by
the Battelle Memorial Institute and now marketed by
FERCO under the name of SilvaGas
Buggenum Coal-based IGCC built by Demkolec and now owned
by Nuon Power
Abbreviations
As in any other walk of life, the gasification industry has developed its own jargon
and abbreviations. The following lists those abbreviations used in this book and the
location where one can find a more detailed explanation or definition.
Abbreviation Description
AGR Acid Gas Removal
af ash free
ar as received
ASU Air Separation Unit
BCGA British Compressed Gas Association
BFW Boiler Feed Water
BGL British Gas Lurgi
BS (1) Bituminous Solids
BS (2) British Standard
CAPEX Capital Expenditure
CC Combined Cycle
CFB Circulating Fluid Bed
CFD Computational Fluid Dynamics
CGA Compressed Gas Association
CGE Cold Gas Efficiency
CHAT Cascaded Humidified AirTurbine
CHP Combined Heat and Power
COD Chemical Oxygen Demand
CSTR Continuously Stirred Tank Reactor
CW Cooling Water
DEA Di-Ethanol Amine
DGA Di-Glycol Amine
DIN Deutsches Institut für Normung
DIPA Di-Isopropyl Amine
DMPEG Dimethyl ether of Polyethylene Glycol
DoE Department of Energy (U.S.)
EIGA European Industrial Gas Association
EOR Enhanced Oil Recovery
EP Elevated Pressure
List of Names and Abbreviations
379
EPA Environmental Protection Agency (U.S.)
EPRI Electric Power Research Institute
FCC Fluid(ized) Catalytic Cracking
FICFB Fast Internal Circulating Fluid Bed
FT Fischer-Tropsch (synthesis)
GSP Gaskombinat Schwarze Pumpe
GTL Gas to Liquids
HAT Humid Air Turbine
HHV Higher Heating Value
HP High Pressure
HRSG Heat Recovery Steam Generator
HTW High Temperature Winkler
IGCC Integrated Gasification Combined Cycle
IGT Institute of Gas Technology
ISO International Standards Organization
KBR Kellogg Brown and Root
KRW Kellogg Rust Westinghouse
KT Koppers Totzek
LHV Lower Heating Value
LNG Liquid Natural Gas
LNW Liquid Nitrogen Wash
LOX Liquid Oxygen
LP Low Pressure
LPG Liquid Petroleum Gas
LSTK Lump Sum Turn Key
maf moisture- and ash-free
MDEA Methyl Di-Ethanol Amine
MEA Mono-Ethanol Amine
mf moisture-free
MM million
MP Medium Pressure
MSW Municipal Solid Waste
NG Natural Gas
NGCC Natural Gas Combined Cycle
NMP Normal Methyl Pyrrolidone
OPEX Operational Expenditure
PC Pulverized Coal
PFBC Pressurized Fluid Bed Combustion
PFR Plug Flow Reactor
POX Partial Oxidation
PPU Pre-Purification Unit
PSA Pressure Swing Adsorption
Abbreviation Description