Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

2.6.4 Evaluation of Combinations of Backing Pumps and TMPs, Etc. 207
• Pumping of corrosive vapors (purge gas)
• Abrasive media: dust, granules (membrane pumps not possible)
• The backing pumps must have no oil in the pumping system (chemical reac-
tions,
waste problems).
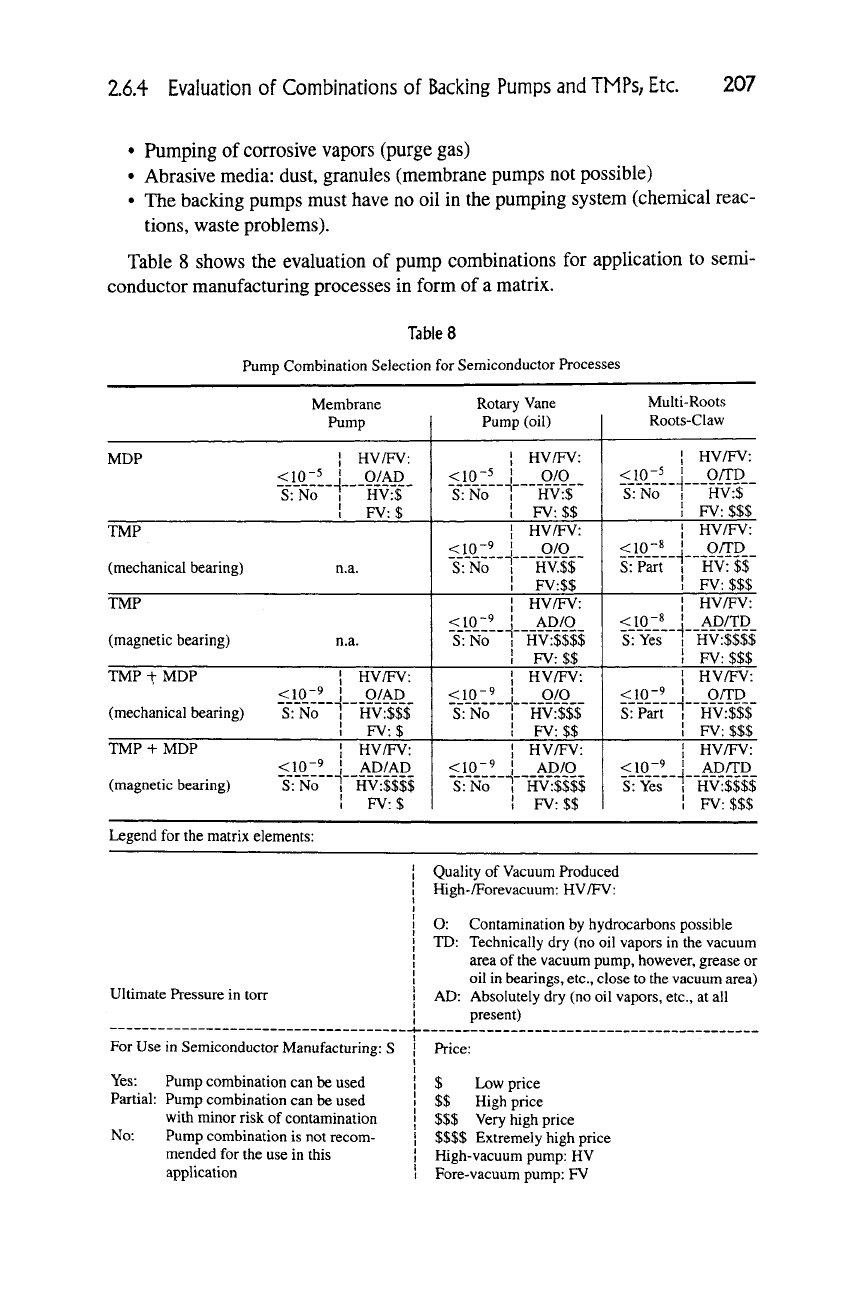
Table 8 shows the evaluation of pump combinations for application to semi-
conductor manufacturing processes in form of a matrix.
Table 8
Pump Combination Selection for Semiconductor Processes
Membrane
Pump
MDP 1 HV/FV:
<10-5 J 0/AD
"S:No""T' HVr$"'
1 FV:$
TMP
(mechanical bearing) n.a.
TMP
(magnetic bearing) n.a.
TMP + MDP ] HV/FV:
<10-9 1 0/AD
(mechanical bearing)
S^:
No 1 HV:$$f
1 FV:$
TMP + MDP ] HV/FV:
<10-^
1 AD/AD
(magnetic bearing) S: No "1 HV:$$$$
1 FV:$
Rotary Vane
Pump (oil)
1 HV/FV:
<io-5 1 0/0
S":No 1 HV:$'
1 FV:$$
1 HV/FV:
<io-9 1 o/o
S:~No 1 HV.$$~
1 FV:$$
1 HV/FV:
<10-^
1 AD/O
S":No "1 HV:$$$$
1 FV:$$
] HV/FV:
<io-^
1 O/O
S":No 1 HV:$$$"
1 FV:$$
1 HV/FV:
<10-9 1 AD/O
S~:No "1 HV:$$$$
1 FV:$$
Multi-Roots
Roots-Claw
1 HV/FV:
<10-5 ' 0/TD
S':
No , HV:$
1
FV:
$$$
1 HV/FV:
<10-8 • OA^D
S:Part
1
H"V:
$$
1 FV:$$$
1 HV/FV:
<10-« J AD/TD
S: Yes I HV:$$$$
1
FV:
$$$
1 HV/FV:
<10-9 1 0/TD
S:Part
"1 HV:$$$
1
FV:
$$$
1 HV/FV:
<10-9 I AD/TD
S:Yes
1 HV:$$$$
1
FV:
$$$
Legend for the matrix elements:
Ultimate Pressure in ton-
Quality of Vacuum Produced
High-/Forevacuum: HV/FV:
O:
TD:
AD:
Contamination by hydrocarbons possible
Technically dry (no oil vapors in the vacuum
area of
the
vacuum pump, however, grease or
oil in bearings, etc., close to the vacuum area)
Absolutely dry (no oil vapors, etc., at all
present)
For Use in Semiconductor Manufacturing: S
Yes:
Pump combination can be used
Partial: Pump combination can be used
with minor risk of contamination
No:
Pump combination is not recom-
mended for the use in this
application
Price:
$ Low price
$$ High price
$$$ Very high price
$$$$ Extremely high price
High-vacuum
pump:
HV
Fore-vacuum
pump:
FV
208
Chapter 2.6: Turbomolecular Pumps
2.6.5
THE USE OF TMP IN APPLICATIONS:
SPECIFIC EFFECTS AND DEMANDS
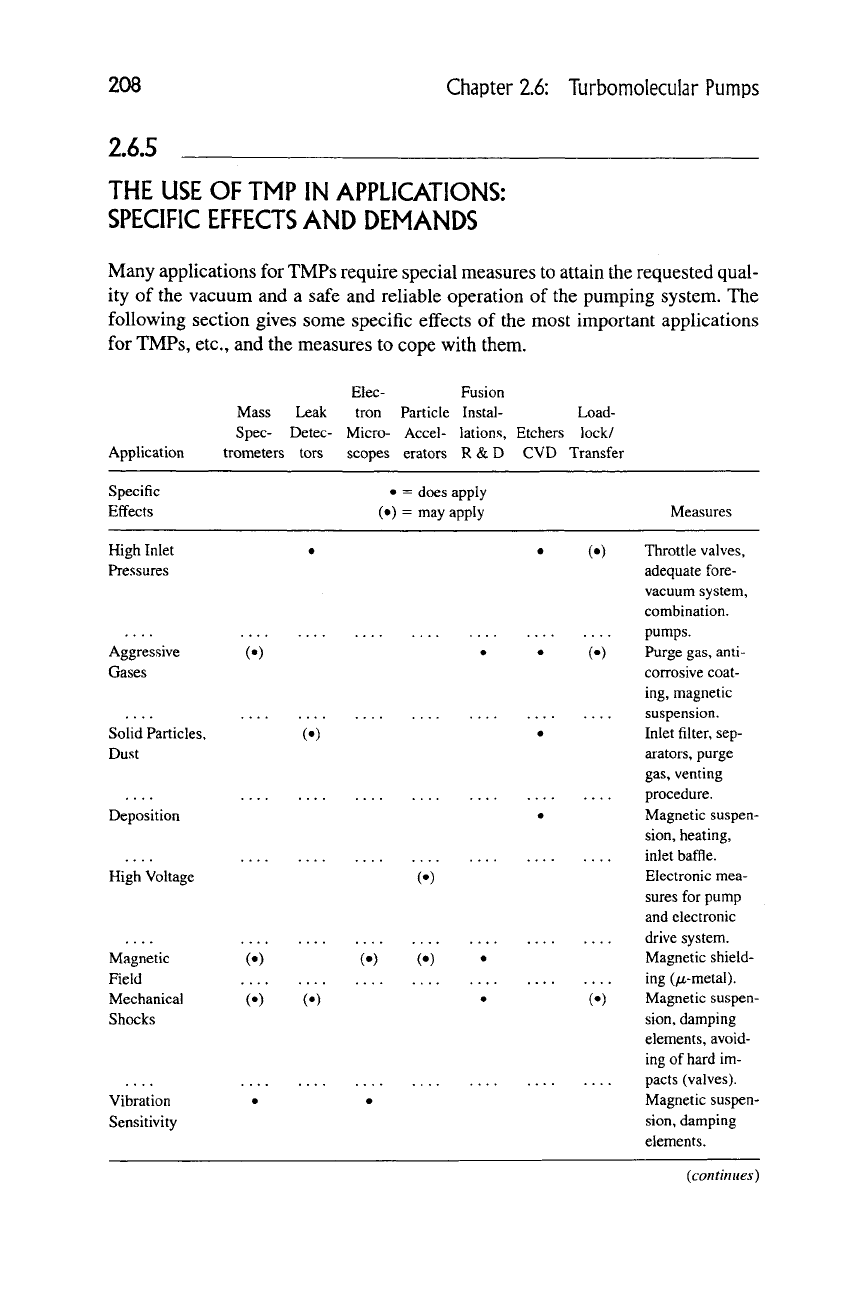
Many applications for TMPs require special measures to attain the requested qual-
ity of the vacuum and a safe and reliable operation of the pumping system. The
following section gives some specific effects of the most important applications
for TMPs, etc., and the measures to cope with them.
Application
Elec- Fusion
Mass Leak tron Particle Instal- Load-
Spec- Detec- Micro- Accel- lations. Etchers
lock/
trometers tors scopes erators R&D CVD Transfer
Specific
Effects
• = does apply
(•) = may apply
Measures
High Inlet
Pressures
Aggressive
Gases
Solid Particles,
Dust
Deposition
High Voltage
Magnetic
Field
Mechanical
Shocks
Vibration
Sensitivity
(•)
(•)
•
•
(•)
(•)
(•)
•
(•)
(•)
(•)
(•)
(•)
Throttle valves,
adequate fore-
vacuum system,
combination,
pumps.
Purge gas, anti-
corrosive coat-
ing, magnetic
suspension.
Inlet
filter,
sep-
arators, purge
gas,
venting
procedure.
Magnetic suspen-
sion,
heating,
inlet baffle.
Electronic mea-
sures for pump
and electronic
drive system.
Magnetic shield-
ing (/x-metal).
Magnetic suspen-
sion,
damping
elements, avoid-
ing of
hard
im-
pacts (valves).
Magnetic suspen-
sion,
damping
elements.
{continues)
2.6.5 The Use of TMP in Applications: Specific Effects and Demands 209
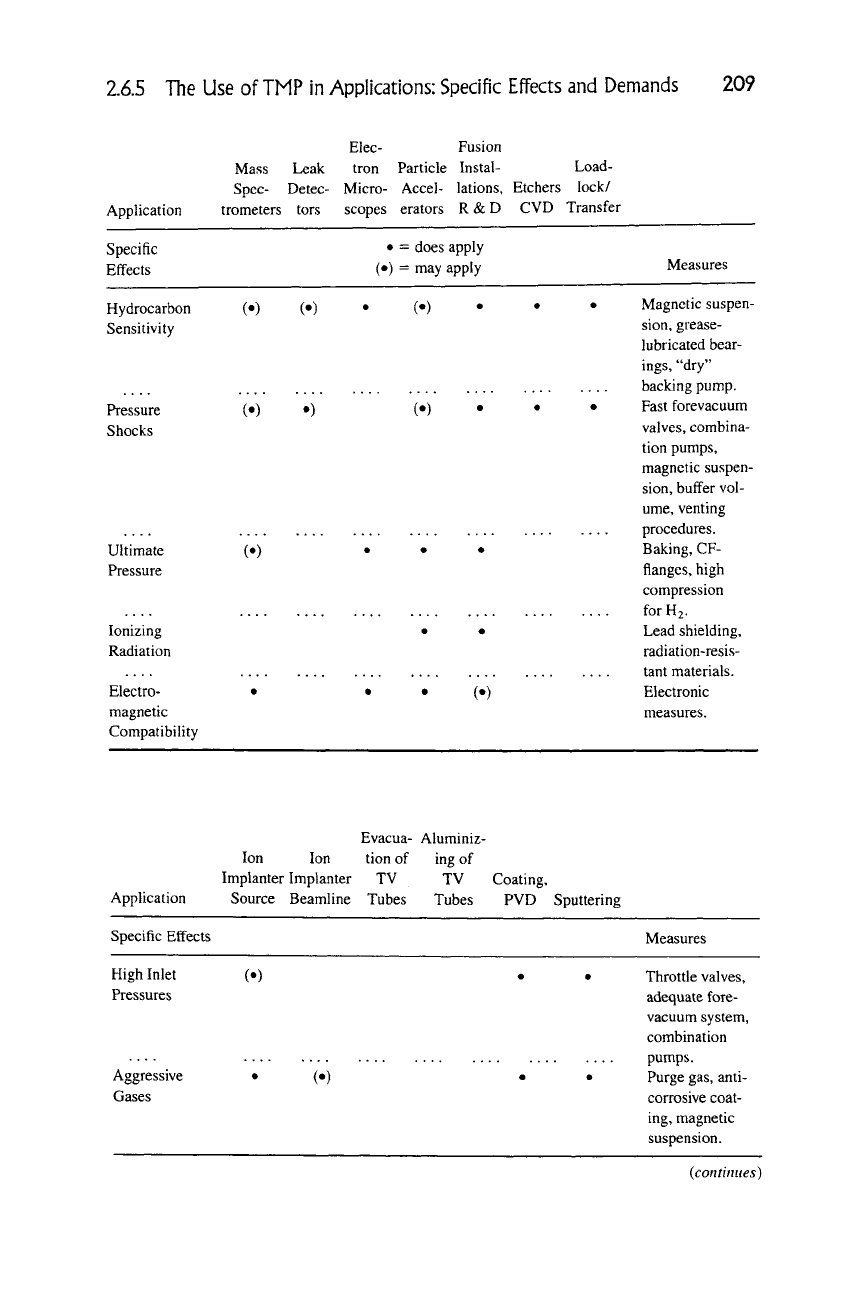
Application
Specific
Effects
Hydrocarbon
Sensitivity
Pressure
Shocks
Ultimate
Pressure
Ionizing
Radiation
Electro-
magnetic
Compatibility
Elec-
Fusion
Mass Leak tron Particle Instal- Load-
Spec-
Detec- Micro- Accel- lations. Etchers lock/
trometers tors scopes erators R&D CVD Transfer
• = does apply
(•) = may apply
(•)
(•)
(•)
(•)
(•)
(•)
(•)
Measures
Magnetic suspen-
sion, grease-
lubricated bear-
ings,
"dry"
backing pump.
Fast forevacuum
valves, combina-
tion pumps,
magnetic suspen-
sion, buffer vol-
ume,
venting
procedures.
Baking, CF-
flanges, high
compression
forH2.
Lead shielding,
radiation-resis-
tant materials.
Electronic
measures.
Application
Evacua-
lon Ion tion of
mplanter Implanter TV
Source Beamline Tubes
Aluminiz-
ingof
TV Coating,
Tubes PVD Sputtering
Specific Effects
High Inlet
Pressures
Aggressive
Gases
(•)
•
(•)
•
•
•
•
Measures
Throttle valves,
adequate fore-
vacuum system,
combination
pumps.
Purge gas, anti-
corrosive coat-
ing, magnetic
suspension.
(continues)
210
Chapter 2.6: Turbomolecular Pumps
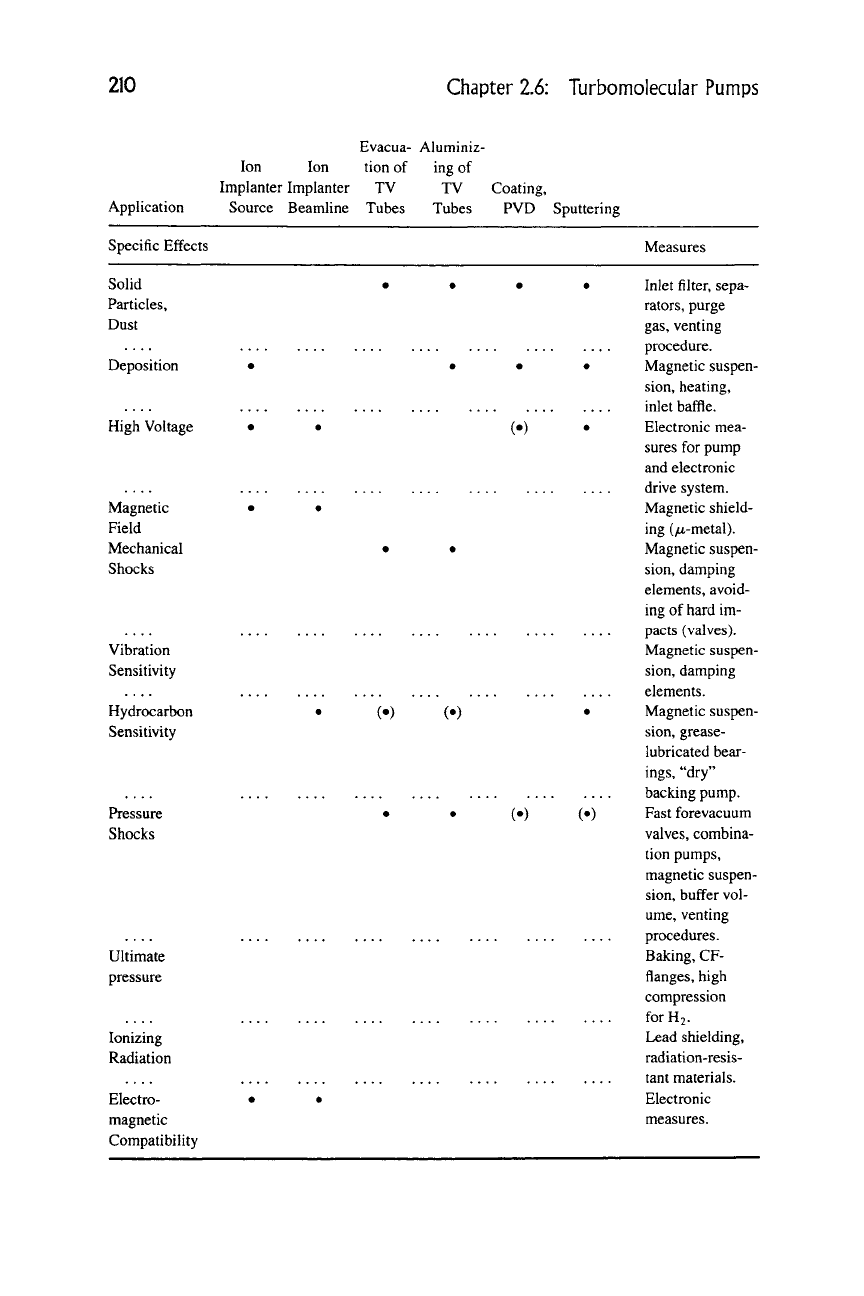
Application
Evacua- Aluminiz-
lon Ion tion of ing of
Implanter Implanter TV TV Coating,
Source Beamline Tubes Tubes PVD Sputtering
Specific Effects
Measures
Solid
Particles,
Dust
Deposition
High Voltage
Magnetic
Field
Mechanical
Shocks
Vibration
Sensitivity
Hydrocarbon
Sensitivity
Pressure
Shocks
Ultimate
pressure
Ionizing
Radiation
Electro-
magnetic
Compatibility
(•)
(•)
(•)
(•) (•)
Inlet
filter,
sepa-
rators, purge
gas,
venting
procedure.
Magnetic suspen-
sion,
heating,
inlet baffle.
Electronic mea-
sures for pump
and electronic
drive system.
Magnetic shield-
ing (/x-metal).
Magnetic suspen-
sion,
damping
elements, avoid-
ing of hard im-
pacts (valves).
Magnetic suspen-
sion,
damping
elements.
Magnetic suspen-
sion,
grease-
lubricated bear-
ings,
"dry"
backing pump.
Fast forevacuum
valves, combina-
tion pumps,
magnetic suspen-
sion,
buffer vol-
ume, venting
procedures.
Baking, CF-
flanges, high
compression
forH2.
Lead shielding,
radiation-resis-
tant materials.
Electronic
measures.
2.6.6 Avoiding Operational Mistakes 211
2.6.6
AVOIDING OPERATIONAL MISTAKES
While operating TMPs, etc., the following rules, if not in contradiction to direc-
tions from the manufacturer's manuals, must be observed carefully, to take full
advantage of the features of these pumps.
2.6.6.1 Entering of Solid Particles
Solid particles entering the inlet of
a
TMP may damage rotor and bearings. A pro-
tection screen should be used. However, these screens reduce the pumping speed
by approximately 20 to 30%.
Large quantities of dust entering the TMP can block the gaps between blades
and pump body. Therefore, it is advisable to use dust filters at the inlet of
the
TMP.
Here too, pumping speed losses caused by the low flow conductance of these
filters will occur.
2.6.6.2 Inclined or Horizontal Position of the Pump
If the pump is mounted in a horizontal position, the outlet flange (forevacuum
side) should point downward, to avoid condensates (water vapor, oil vapor from
the forevacuum tubulation) from accumulating in the bearing area of the pump
(risk of damage).
2.6.6.3 Baking of the Pump
While baking a pump to attain low pressures, the maximum permissible tempera-
tures,
according to the manufaturer's specification, must be respected. Overheat-
ing can lead to bearing and rotor failures (rotor material loses its strength).
Do not bake the pump when the system is not baked. The gases or vapors re-
leased from the pump during bakeout will condense on the cooler surfaces of the
system.
2.6.6.4 Replacement of Lubricant
The time intervals for replacing the lubricant, indicated by the manufacturer,
should be respected to assure full performance and lifetime of the bearings.
212 Chapter 2.6: Turbomolecular Pumps
2.6.6.5 Backing Pressure
With conventional TMPs the backing pressure should typically not exeed 0.5 torr.
With higher foreline pressures, the pump heats up (gas friction) and the rotor
and/or the bearings could be damaged. In addition, if the rotor is not in the mo-
lecular flow range, the pumping speed and the compression are reduced.
The use of rotary vane pumps (oil-sealed) should be restricted to two-stage
pumps only, since single-stage pumps of this type with opened gas ballast will
bring the risk of not attaining the necessary vacuum level in the backing line.
2.6.6.6 Dimensions of Inlet Connections
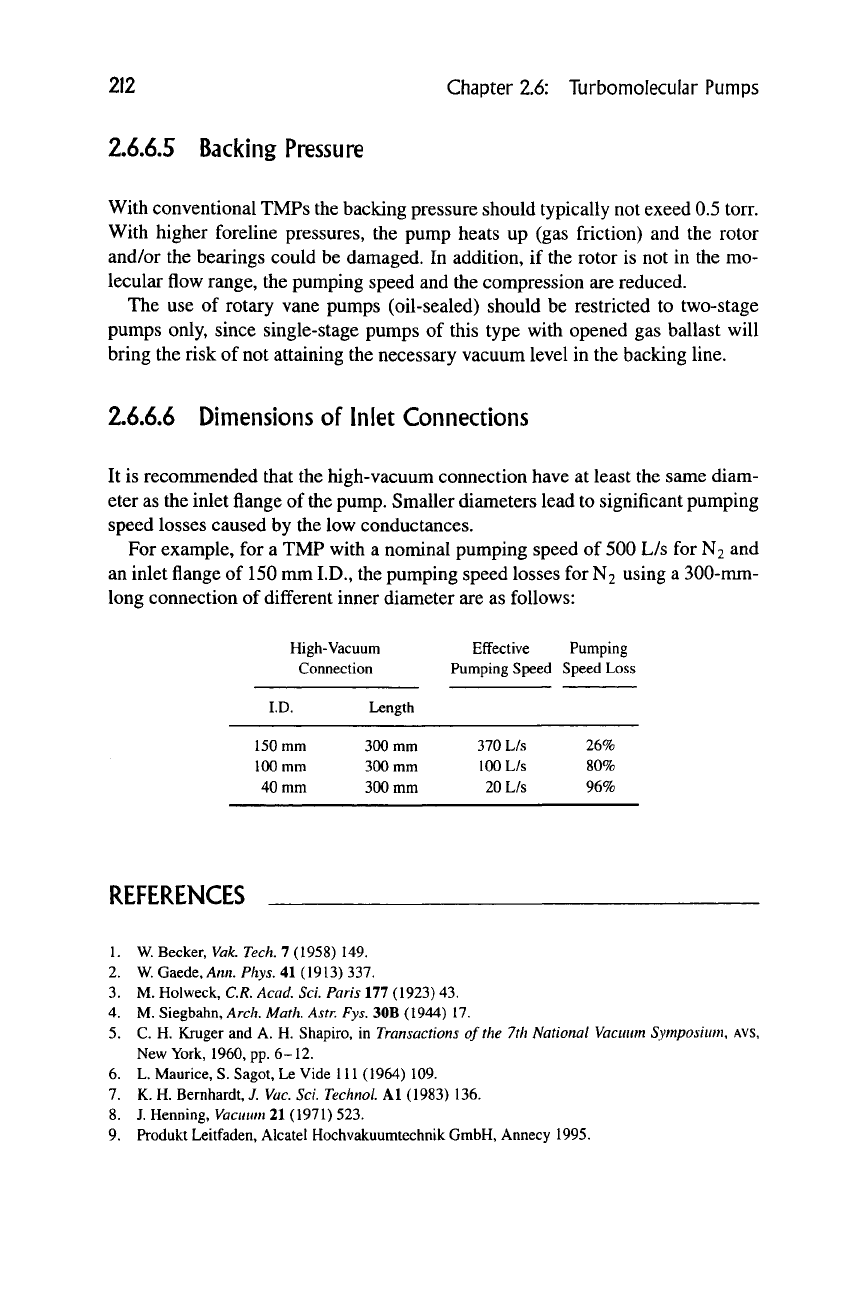
It is recommended that the high-vacuum connection have at least the same diam-
eter as the inlet flange of the pump. Smaller diameters lead to significant pumping
speed losses caused by the low conductances.
For example, for a TMP with a nominal pumping speed of 500 L/s for N2 and
an inlet flange of 150 mm I.D., the pumping speed losses for
N2
using a 300-mm-
long connection of different inner diameter are as follows:
High-Vacuum
Connection
I.D.
150
mm
100
mm
40 mm
Length
300 mm
300 mm
300 mm
Effective Pumping
Pumping Speed Speed Loss
370 L/s 26%
100
L/s 80%
20 L/s 96%
REFERENCES
1.
W. Becker,
Vak.
Tech. 7 (1958) 149.
2.
W. Gaede, Ann. Phys. 41 (1913) 337.
3.
M. Holweck, C.R.
Acad.
Sci. Paris 111 (1923) 43.
4.
M. Siegbahn, Arch. Math. Astr. Fys. 30B (1944) 17.
5. C. H. Kruger and A. H. Shapiro, in Transactions of
the
7th National
Vacuum
Symposium,
AVS.
New York, 1960, pp. 6-12.
6. L. Maurice, S. Sagot, Le Vide 111 (1964) 109.
7.
K. H. Bernhardt, J.
Vac.
Sci. Technol. Al (1983) 136.
8. J. Henning, Vacuum 21 (1971) 523.
9. Produkt Leitfaden, Alcatel Hochvakuumtechnik GmbH, Annecy 1995.
References 213
10.
Komponenten fiir die Vakuumtechnik, Balzers-Pfeiffer GmbH, Balzers 1996.
11.
Vakuum Katalog, Edwards Hochvakuum GmbH, Marburg 1993.
12.
Katalog HV 300, Teil B, Leybold AG, Cologne 1994.
13.
Vacuum Products Catalog, Varian Ass. Inc., Lexington 1995/1996.
14.
K. H. Mirgel, J.
Vac.
Sci Technol 9 (1972) 408.
15.
L. Maurice,
Jap.
J. Appl Phys. Suppl. 2 (1975) 21.
16.
Y. Murakami, T. Abe, S. Mori, N. Nakaishi, and S. Hata, J.
Vac.
Sci. Technol. A5 (1987) 2599.
17.
A. Conrad and O. Ganschow, R&D Magazine, April 1994, p. 35.
18.
J. E. de Rijke and W. A. Klages, Jr., Solid State Technology, April 1994, p. 63.
CHAPTER 2.7
Pumps
for
Ultra-High
Vacuum Applications
Jack H. Singleton
Consultant
An ultra-high vacuum (UHV), typically defined as a pressure below 10"^ torr,
can be obtained using many of the high-vacuum pumps already described in
Chapters 2.4, 2.5 and 2.6, but the successful application of any pump for UHV
use requires that the influx of gas into the system from all sources—including out-
gassing, permeation through the walls, and leakage from the atmosphere—be
rigidly controlled.
The equilibrium pressure, P (torr), in a system is the result of the balance be-
tween the rate of influx of gas from all sources, Q (torr liter/sec), and the effective
pumping speed of the pumps, S (liter/sec):
P = Q/S
In a typical, leak-tight, unbaked system using a cryopump, turbomolecular pump,
or liquid-nitrogen-trapped diffusion pump, pressures in the low (10~^) to high
(10 "^ torr) range can readily be obtained after a few days pumping. Over longer
pumping periods, the base pressure continues to fall, but at a much slower
rate,
and
pressures below the
10 ~^
torr range are hardly ever attained in an unbaked sys-
tem. Outgassing from the system
walls,
typically in the range of
10
"^ to
10
~ ^^
torr
liter/sec cm^, is the limiting factor. The achievement of UHV conditions, say in
the
10 ~^^
torr range, simply by using a bigger pump would require an increase in
speed of the order of 10^, which is generally impractical. The simplest practical
ISBN 0-12-325065-7 Copyright
€>
1998 by Academic Press
$25.00 All rights of reproduction in any form reserved.
214
2.7.1 System Design
for
Ultra-High Vacuum
215
approach is to design a vacuum system that can be baked out at a temperature of
at least 200°C higher than its normal operating temperature so as to reduce the
rate of outgassing by a factor of about 10^.
2.7.1
SYSTEM DESIGN FOR ULTRA-HIGH VACUUM
To select an appropriate pump for ultra-high vacuum use, it is useful to provide a
few basic rules for the design of an entire system that will achieve the ultimate
pressure within 24 to 48 hours of startup.
1.
As much as possible of the system should be bakeable to at least 200°C
higher than the normal operating temperature, so that materials used for construc-
tion must be stable at the bakeout temperature.
2.
Minimize the surface area of the system, because the outgassing rate is pro-
portional to area. The use of porous materials, such as anodized aluminum,
should be avoided.
3.
Wall materials that are permeable to atmospheric gases should be elimi-
nated, or used very sparingly. This particularly applies to the use of 0-ring seals,
which provide reliable and simple construction for unbaked systems, ^uch seals
not only limit the temperature to which the system can be baked, but they also
permit permeation of atmospheric gases through the elastomer into the vacuum
system, providing a rate of influx that is second only to that from outgassing. Dur-
ing a bakeout, the rate of permeation actually increases, falling to its original
value as the system cools to normal operating temperature. Conversely, the rate of
permeation can be reduced by cooling the seals, although this is generally not a
practical procedure. Demountable 0-ring sealed flanges can be easily replaced by
metal-gasketed flanges such as the Conflat® geometry, eliminating permeation.
The selection of valves is particularly important; permeation from atmosphere
can be avoided by using a metal-gasket bonnet seal and a bellows-sealed shaft
seal. For the most rigorous conditions, the internal seal on the nose of the valve is
a metal seal, such as copper, silver, or gold. Elastomers may be used to provide
somewhat easier sealing (lower force) but at the expense of a limitation in the
bakeout temperature: Viton, Kakez®, and polyimide elastomers have been used,
with usable temperatures of approrfmately 200, 250, and 300°C, respectively,
with the valve baked in the open position.
The efficacy of the procedures just recommended is dramatically illustrated by
the work of Alpert and his colleagues [1] in developing practical techniques for
achieving UHV. Their original glass vacuum systems were outgassed by baking
overnight at ~400°C, while pumping with a liquid-nitrogen-trapped diffusion
216 Chapter 2.7: Pumps for Ultra-High Vacuum Applications
pump, then isolated from that pump, so that the only remaining pumping action
was that of the Bayard-Alpert ionization gauge, which provided a speed of
~0.1 liter/sec when operated at an electron emission of 10 mA; pressures in the
low
10 ~^^
torr range were routinely achieved. Note that in this work, the entire
system on which the gauge was pumping was baked at 400°C so that very low to-
tal outgassing rates were achieved. In subsequent work, the vacuum systems were
continuously pumped by a liquid-nitrogen-trapped glass diffusion pump; this pro-
vided a very limited speed of about 0.1 liter/sec, largely limited by the small con-
ductance of the all-metal Alpert valve [1] that was used as the system isolation
valve. The connection from that valve to the diffusion pump could not be effec-
tively baked out, and therefore had a much higher outgassing rate than the baked
part of the system; the fact that UHV was achievable despite this outgassing load
must
be
ascribed
to
relatively high speed of the diffusion pump, typically ~30 liter/
sec.
Clearly the greater part of the pumping capacity was used to control the out-
gassing load from a small section of the entire system.
2.7.2
THE SELECTION OF PUMPS FOR
ULTRA-HIGH VACUUM APPLICATIONS
All the high-vacuum pumps described in Chapters 2.4, 2.5, and 2.6 can be suc-
cessfully used to exhaust UHV systems. However, it must be noted that many
commercial versions of the pumps cannot be baked to temperatures that are re-
quired for rapid outgassing. It is therefore essential to minimize the section of the
system that cannot be effectively outgassed, and to provide adequate pumping
speed to handle the higher outgassing influx from this section. These pumps are
increasingly used for UHV applications, especially in systems that are rarely
vented to atmospheric pressure. In such applications, the initial pumpdown of the
system may be protracted because surfaces in and adjacent to the pump remain at
too low a temperature for rapid outgassing, but once a satisfactory ultimate pres-
sure has been reached, the system remains continuously in the UHV range until a
failure occurs, or routine maintenance is required. For example, in thin-film de-
position production systems and surface analysis systems, samples are introduced
to and removed from the vacuum chamber by use of
a
load-lock system, thus min-
imizing gas influx at all times.
The following brief comments discuss the use and suitability of the pumps,
described in Chapters 2.4, 2.5, and 2.6 and in Sections 2.7.3 and 2.7.4, for UHV
applications.