Ковка и прессование теория и технология (МИСиС-2002)
Подождите немного. Документ загружается.


где у
д
- коэффициент полезного действия удара, обычно
Величину предела текучести при температуре процесса
принимаем равной 7,6 МПа (см. табл. 3.2). Тогда усилие осадки
равно
Выбираем пресс усилием 20 МН (см. табл. 3.3). При осадке заготовок на
молоте массу его падающих частей G, кг, можно определить По
формуле
где \|/ - масштабный коэффициент, равный отношению сопротивлений
деформированию крупно- и малогабаритных образцов, в
зависимости от их объема:
Пример. Определить массу падающих частей молота и число
ударов, необходимых для осадки заготовок из стали 40Х, размеры
которых равны:
D
0
=
100 мм, H
0
= 140 мм до высоты H
к
= 70 мм.
Температурный интервал ковки: 1200... 900 °С.
Диаметр заготовки после осадки равен
Объем заготовки составляет
При температуре конца ковки, равной 900 °С, для стали марки
40Х предел текучести равен ст
до
= 45 МПа; при средней температуре
ковки 1050 °С а
пг)
= 35 МПа.
Степень деформации за последний удар (по диаграмме
рекристаллизации) принимаем равной 8„ = 0,05; коэффициент трения ц
= 0,3.
Тогда масса падающих частей составит
Выбираем молот с массой падающих частей G = 1 т и
энергией удара, равной
Кинетическая энергия удара молота А
к
, кДж, составляет
Число ударов молота
Полная работа деформирования определяется следующим
образом: )
Объем поковки, дм
3
0...25 150... 1000 8000... 10000 15000... 25000 Значение
коэффициента ; 1 0,9...0,8 0,7.. .0,6 0,5.. .0,4

Для выбора оборудования также можно воспользоваться
данными, представленными в табл. 3.5.
Таблица 3.5
Характеристика ковочных паровоздушных двухстоечных
молотов арочного типа
52
4. СХЕМЫ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ КОВКИ ПОКОВОК
Существуют следующие направления достижения высоких
значений коэффициента использования металла и коэффициента
весовой точности для поковок, изготовляемых на гидравлических
прессах и молотах:
-использование рациональной конструкции слитков и
заготовок (удлиненные, малоприбыльные, бесприбыльные и
пустотелые слитки, заготовки непрерывной разливки и т.д.);
- применение специализированной оснастки;
- автоматизация управления ковочными агрегатами;
- использование ковано-сварных конструкций поковок и т.д.
Примерные схемы технологических процессов ковки поковок из
слитков приведены в табл. 4.1 - 4.5.
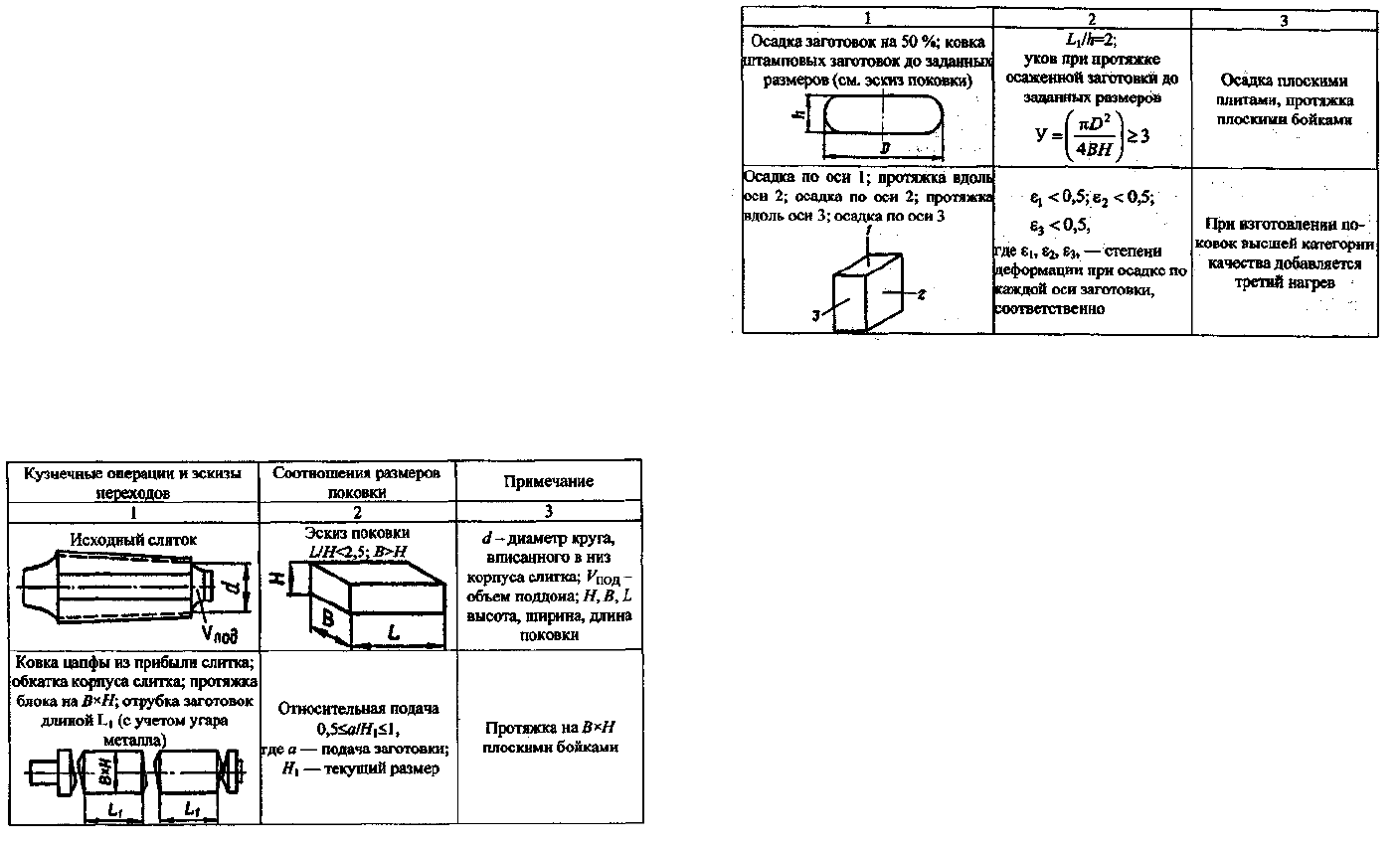
Таблица 4.1
Технологическая схема ковки штамповых заготовок с
осадкой промежуточной заготовки
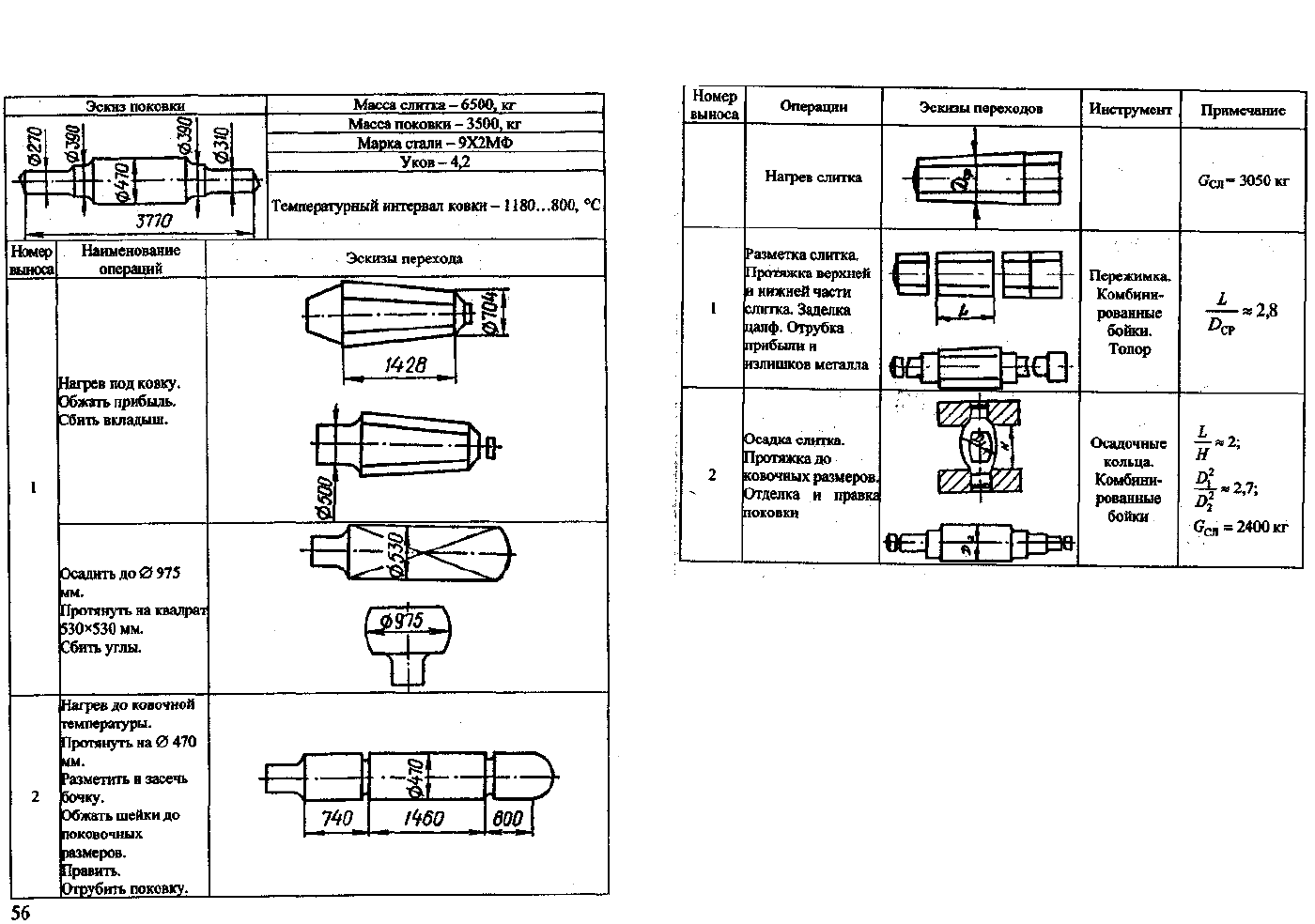
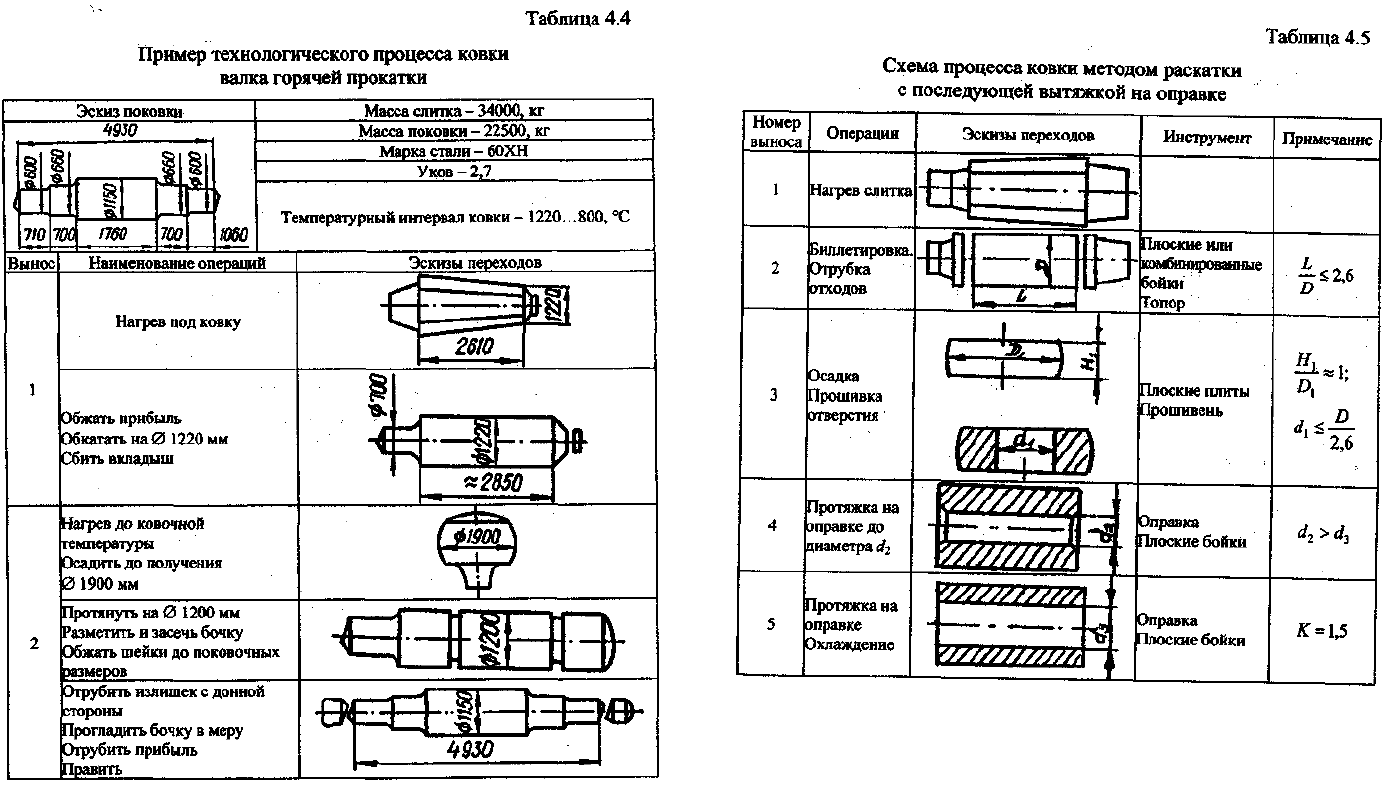
Таблица 4.2
Пример схемы технологического процесса ковки
рабочего валка холодной прокатки
Таблица 4.3
Схема ковки поковки вала холодной прокатки с
осадкой удлиненного слитка
5. КОМПОНОВКА
ПРОИЗВОДСТВЕННЫХ ОТДЕЛЕНИЙ
КОВКИ ПОКОВОК
Ковочные паровоздушные молоты устанавливаются в одно- и
многопролетных зданиях, при этом ширина пролета составляет 24 и
30м.
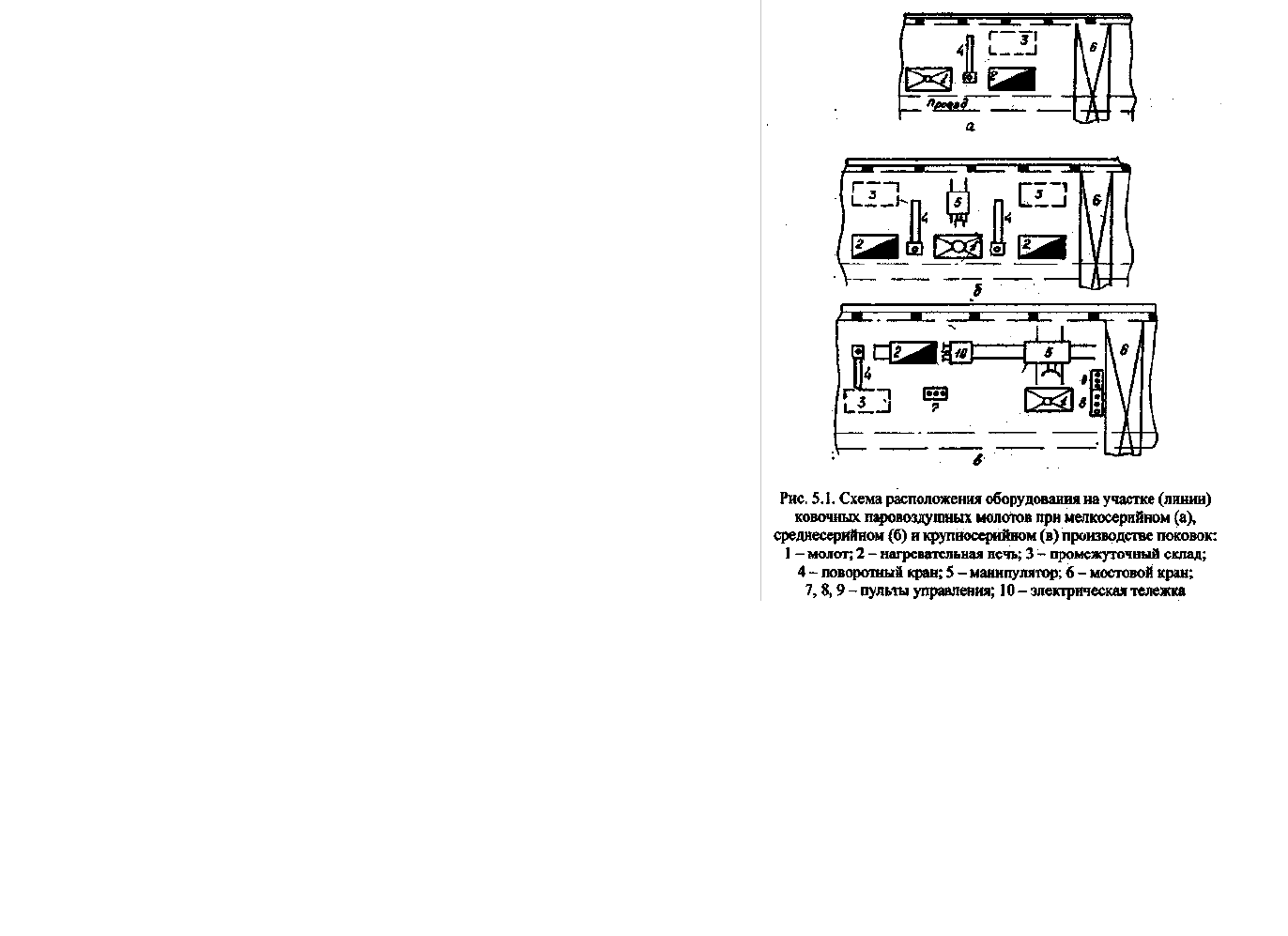
Расположение оборудования на участке (линии) паровоз-
душных ковочных молотов зависит от серийности производства. Так,
при единичном и мелкосерийном производствах используют схему,
представленную на рис. 5.1, а, при этом нагревательную печь 2
располагают в одну линию с левой стороны по отношению к
рабочему фронту молота 1.
При среднесерийном производстве у ковочных молотов с
массой падающих частей от 2 т и выше устанавливают по две
нагревательные печи и ковочный рельсовый манипулятор 5 рис. 5.1, б.
При этом молот и печи располагают на одной линии с направлением
потока вдоль пролета. Промежуточные склады заготовок 3
располагают в зоне действия поворотных кранов 4 так, чтобы они
могли обслуживать промежуточные склады заготовок, нагрева-
тельную печь, ковочный манипулятор и молот.
При крупносерийном и массовом производствах поковок
работа агрегата осуществляется следующим образом (рис. 5.1, в).
Заготовки из центрального склада мостовым краном 6
транспортируются на промежуточный склад 3, откуда поворотным
краном 4 подаются к толкателю методической печи 2. Работа
толкателя и открывание дверцы методической печи
синхронизированы и управляются с пульта 7. Нагретая заготовка с
помощью толкателя подается на поворотный стол электрической
тележки 10, управляемой с пульта 4. Манипулятором 5 с клещевым
захватом заготовка зажимается и подается к молоту. Управление
молотом - дистанционное, осуществляется с пульта 8, а манипуля-
тором - с пульта 9.
61
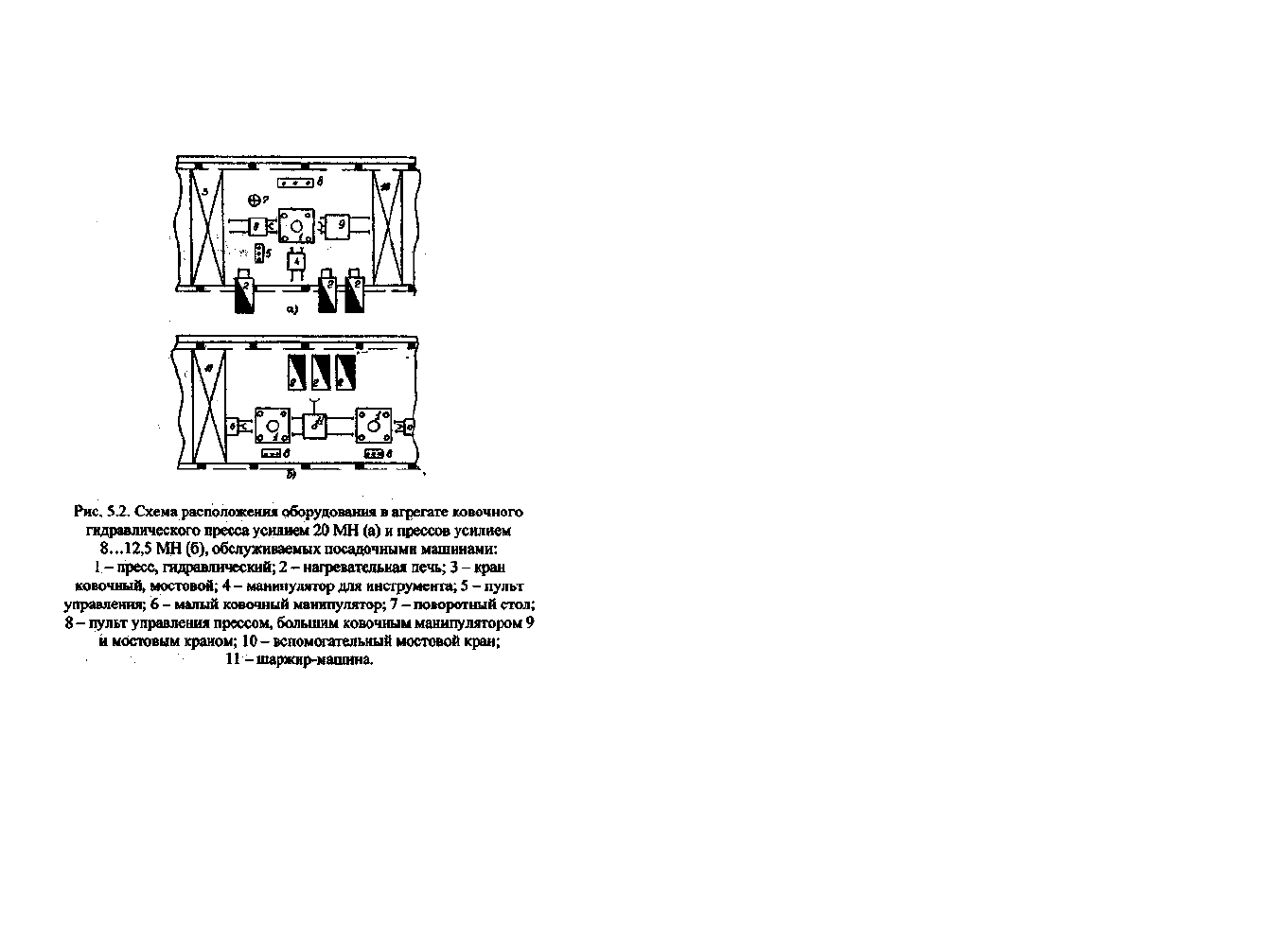
Ковочные гидравлические прессы устанавливаются в
многопролетных зданиях с шириной пролетов 24, 30 и 36 м. На рис. 5.2, а
показана схема установки пресса усилием 20 МН и нагревательных печей,
при этом печи лишь незначительно выступают в прессовый пролет.
Устанавливать печи в шаге колонн против пресса не рекомендуется, так как
в этом случае ухудшаются условия работы.
6. ЛИТЕРАТУРА
1.ГОСТ 7062-90. Поковки из углеродистой и легированной
стали, изготовляемые ковкой на прессах. Припуски и допуски. -
М.: Изд-во стандартов, 1990, 58 с.
2. ГОСТ 7829-90. Поковки из углеродистой и легированной
стали, изготовляемые свободной ковкой на молотах. Припуски и
допуски. - М.: Изд-во стандартов, 1990,40 с.
3. ГОСТ 8479-90. Поковки из конструкционной углеродистой и
легированной стали. Технические условия. - М.: Изд-во стандартов
1990,16с.
4. Петров Л.Н., Касатонов В.Ф., Этин И.З. Ковка на молотах и
гидравлических прессах. -Л.; Машиностроение, 1980,128 с.
5. РТМ 3-557-74. Поковки стальные прессовые. Технологи-
ческие процессы. -Л.: 1975,72 с.
6. Тюрин В.А. Кобелев А.Г. Теория и технология процессов
ковки, прокатки и прессования: Теория и технология ковки. Учеб
пособие. - М.: МИСиС, 1986. 108 с.
7. Тюрин В.А. Антощенков Ю.М. Жигулев Г.П. Теория и
технология ковки. Расчет поковки. Учеб. пособие - М • МИСиС
1991.57с.
Загрузка слитков в печь, вынос их к прессу и манипулирование
заготовкой в процессе ковки осуществляются с помощью ковочного
мостового крана и манипуляторов.
В агрегатах ковочных прессов усилием 8...12МН обслуживание
нагревательных печей осуществляется с помощью рельсовых
посадочных машин (шаржир-машин) 11 (рис. 5.2, б).
Управление посадочными машинами, прессом и ковочными
манипуляторами производится при помощи дистанционной системы с
пульта 8.
62

ТЕОРИЯ И ТЕХНОЛОГИЯ ПРОЦЕССОВ
КОВКИ И ПРЕССОВАНИЯ
Составление чертежа поковки и
разработка технологии ковки
Учебно-методическое пособие
для практических занятий студентов специальности 1106
Рецензент д-р техн. наук, проф. Н.А. Чиченев
Редактор Т.А. Кравченко Компьютерная верстка
Д. А. Святое
ЛР№ 020777 от 13.05.98
Подписано в печать 21.01.02 Бумага офсетная
Формат 60 х 90 '/,( Печать офсетная Уч.-изд. л. 3,23
Per. №499 Тираж 200 ^кз. Заказ 1055
Московский государственный институт стали и сплавов, 119991,
Москва, Ленинский пр-т, 4
Издательство «Учеба» МИСиС
117419, Москва, ул. Орджоникидзе, 8/9
Тел.: 954-73-94,954-19-22
КОБЕЛЕВ Анатолий Германович
ТЮРИН Валерий Александрович
ШАРОНОВ Михаил Александрович
АНТОЩЕНКОВ Юрий Михайлович
Отпечатано в типографии Издательства «Учеба» МИСиС,
117419, Москва, ул. Орджоникидзе, 8/9 ЛР №01151 от 11.07.01