Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.

Розё!л
1
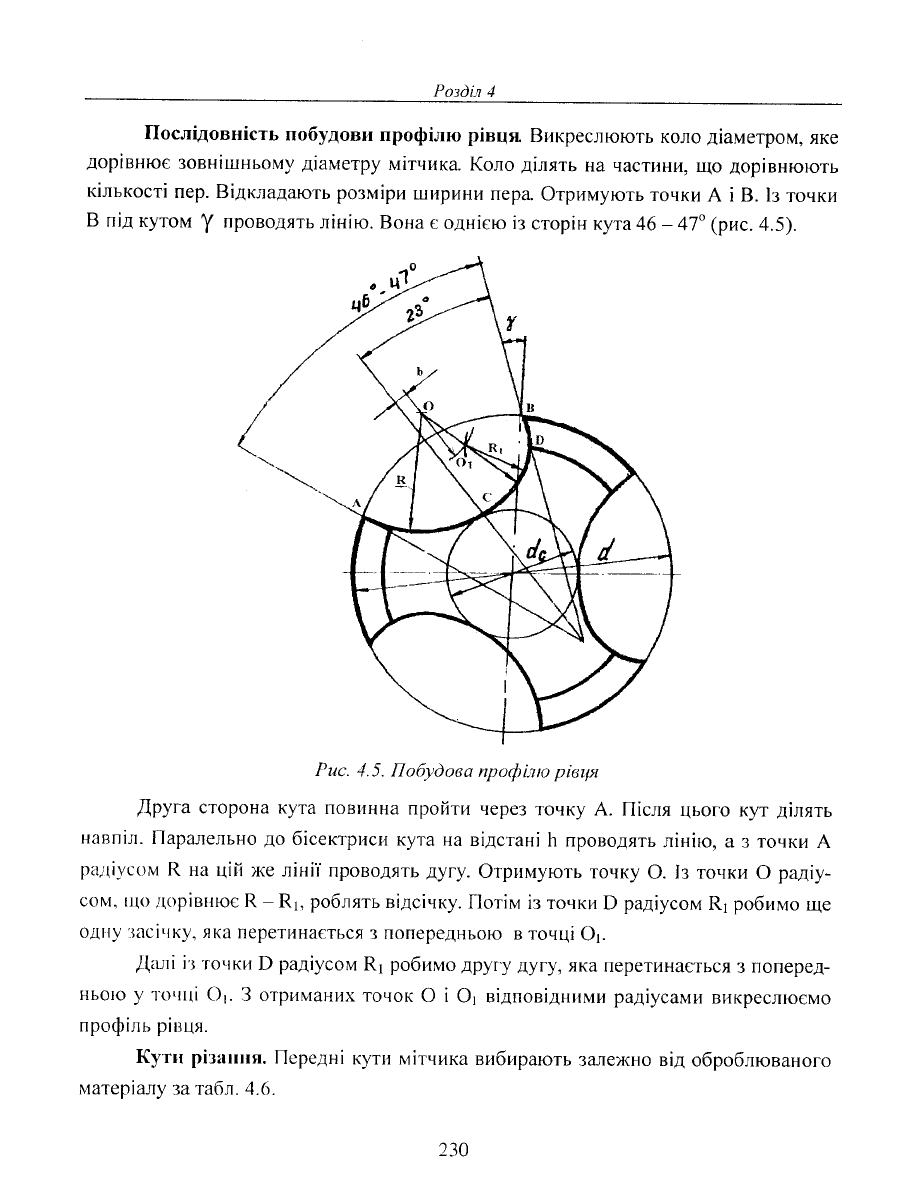
[1осл|довн!сть
побудови
проф!лю
р!вцп
Бикреслю;оть
коло
д|аметром,
яке
дор!внюс
зовн!:лньому
л!аштетру
м!тчика.
(оло
д|лять
на част1|ни,
що дор!внюють
к!лькост!
пер. Б!дкладають
розм1ри
1ширини
пера
Фтримують
точки
А | Б. !з
точки
Б
п!д кутом
}
проводять
л1н!ю.
Бона
с одн!сю |з
стор1н
кута 46
-
47'
(рис.
4.5).
Ршс.
1.5. 17обу0ова
прос|э!лло
р1вця
Аруга
сторона кута
!1овинна
пройти
через
точку А. []|сля
цього
кут
д|лять
главп1.г:.
[1аралельно
до
б|сектрис|т
кута
на в1дстан!
1-: проводять
л!н!ю, а з точки
А
ра;ц!усс:м
Р на
ц|г".г
:ке л!н1|
проводять
лугу.
Фтрг:мують
точку
Ф. ]з точки
Ф
рад!у-
сом. 1]ц()
;1ор!вггюс
Р
-
Рт'
роблять
в!дс|нку.
|1от|м
]з точки
)
рад|усом
Р1
робимо
ще
одт:! зас|.лку' яка
перетинасться
з попередньото
в
тонц!
Ф1.
/{аш!
!з
'го.лкг.т
0
рад!усом
Р1
робимо
друг.у
дугу'
яка
перетинасться
з
поперед-
ньо|о
у:'<.)1!1{!
Ф:. 3 отр!':штаних
точок
о 1о1
в|дпов|днг:ми
рад1усами
викресл}осмо
проф!ль
р!вця.
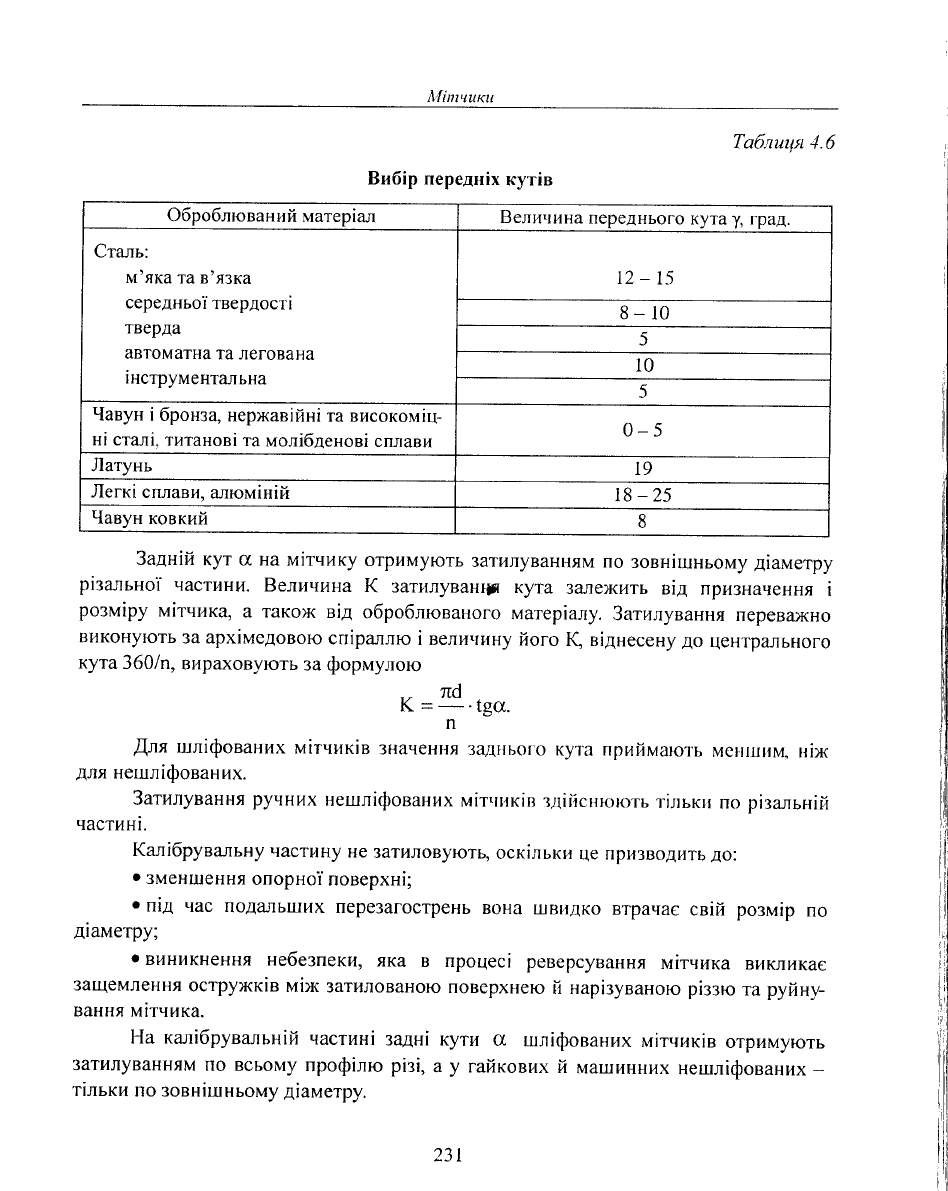
1{утпт
р!за:пг:я.
[1ередн|
кутт: м|тника
вибиратоть
з€}лежно в!д
оброблгованого
матер|алу
за табл. 4.(:.
2з0
А.[1лточцксс
[аб.пшо1я
1.б
Биб!р
передн!х
кут!в
Фброблгований
матер!ал
8ели.лина
переднього
кута
у'
град.
€таль:
м'яка
та в'язка
середньо|
тверлост!
тверда
автоматна
та легована
|нструментальна
\2-\5
8-10
5
10
5
9авун
н| стал
бронза,
нер>кав1йн!
та
високом!ц-
титанов!
та
мол|бденов1
сплави
0-5
}!атунь
\9
.[егк[
сплави,
аллом !н!й
18 25
9авун ковкий
8
3адн!й
кут
0 на м|тнику
отримують
затилуванням
по
зовн!шньому
д|аметру
р!зально|
частини.
Беличина
!(
затилуван!п
кута
з€ше)кить
в|д
признанення
!
розм!ру
м!тника'
а також
в!д
оброблтованого
матер|алу.
3атилування
перев21;,кно
викону|оть
за арх!медовою
сп!раллю
! вели.г;тну
його
(
в|днесену
до центр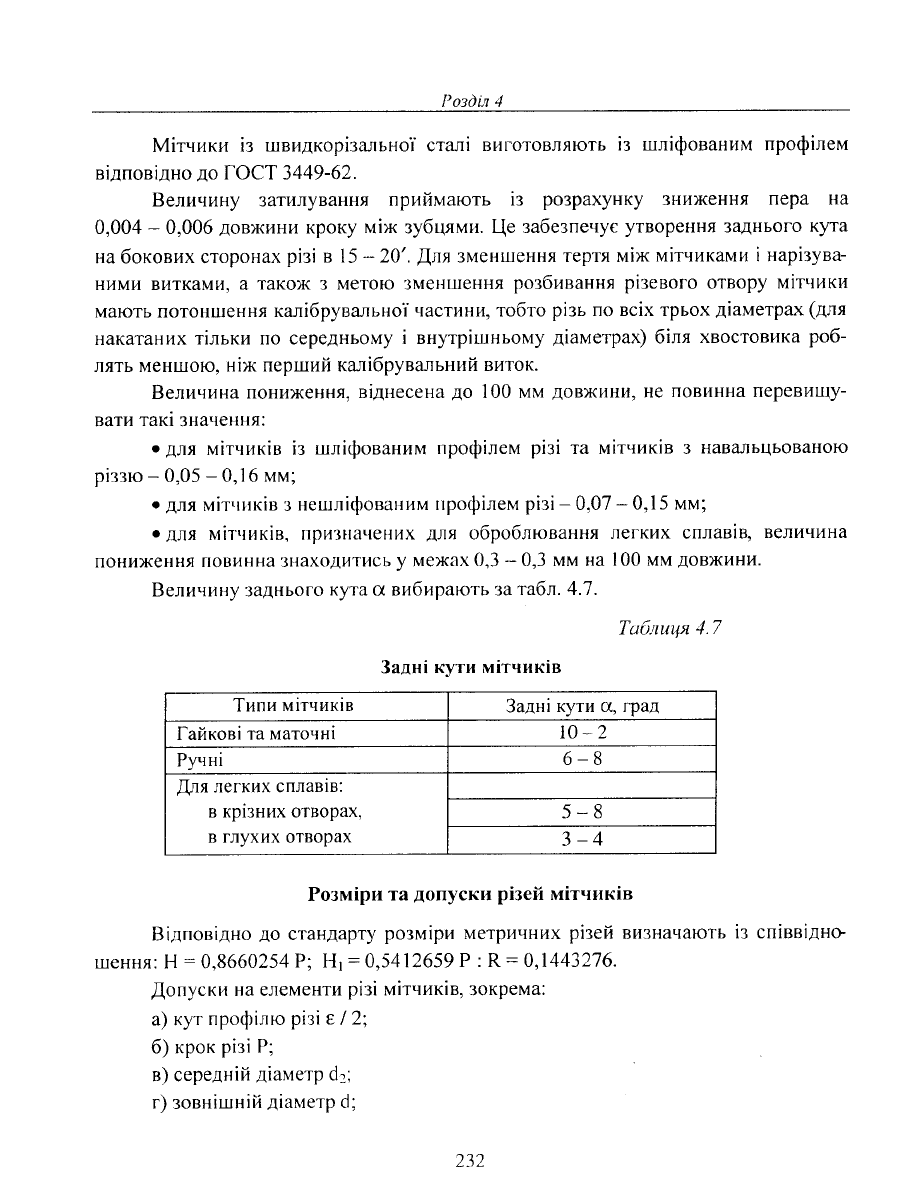
Розё!л 1
й|тчики |з
гшвидкор1зально| стал|
виготовляють
|з гпл!фованим проф!лем
в!дпов|дно
до
[Ф€1 з449-62'
Белинину затилування
прийма:оть
1з
розрахунку
зниження
пера на
0,004
_
0,006
дов>кини
кроку м!>к зубцями.
!-\е забезпечус
утворення
заднього
кута
на бокових сторонах
р!з!
в 15
*20''
!,ля
зме|{шення
тертя м|ж
м|тчиками ! нар1зува-
ними витками' а
тако)к з метою зме!{|1]ення
розбивання р|зевого
отвору
м|т'дики
ма}оть потоншення
кал!брувально]
.ластини,
тобто
р!зь
по вс!х трьох
д|аметрах
(для
накатаних
т1льки по середньому
! внутр|шньому
д!аметрах)
б!ля
хвостовика
роб-
лять мен11.1ою'
н|х< пертлий кал!брувальний
виток.
Беличина
пониження'
в!д:-гесена
до
100 мм
довжини'
не
повинна перевищу-
вати
так1
значення:
о
для
м|тник!в !з
гпл|фованим
проф!лем
р|з|
та м!тчик1в з
нав;шьцьовано}о
р|ззю -
0'05
-
0'
]6 мм;
о
для
м!т.тг:к|в з
нешлл|фова1{им
г;роф|лем
р[з!
-
0,07
-
0,15
мм;
о
для
м!т'ник|в, призг:аче1|их
для
оброблювання
легких сплав!ц
величина
пони)кег!ня
г!овинна
:]|{аходитись
у
межах
0'3
_
0'з мм на
100 мм
дов)кини.
Белинину заднього
кута
0
вибирають затабл.
4'1.
7аблшця 1.7
3адн!
кути м|тчик!в
]ипи
м1тчик!в
3адн|
кути сх,' град
[айков1 та
маточн1
\0
*2
Ручн1
6-8
фя
легких сплав1в:
в кр!зних отворах'
в глухих отворах
5-8
3-4
Розм1ри
та
допуски
р!зей
м!тник!в
Б!дг:ов]дно
до
стандарту
розм!ри
метричних
р!зей
визнача}оть
1з сп|вв!дно
11]ення: Ё =0,8660254Р;
Ё1:0,5412659
Р: Р:0'144з276.
.[|'опуски
на елементи
р!з1
м1тник|в, зокрема:
а) кут
проф!лю
р1з|
е
/
2;
б)
крок
р|з|
Р:
в) середн|й
д1аметр
62;
г)
зовн1гшн1й
д1аметр
с!;
2з2
|4!тпчу:ктс
д)
внутр1тшн!й
д|аметр
61
ви3Ё01{?1Фть
в|дпов!дно
до
таких
стандарт!в:
-
для
машинно-ручних
м!тчик!в
_
гост
3266-8|;
_
для
гайкових
м1тчик1в
-
гост
1604'11:'
-
для
ма1шинних
;з
вкорочен!{ми
р!вцями -
гост
1793\-72;.
*
для
машинних
з гвинтовим[1
р|вцями
-
[Ф€1
179зз-72'
Розм1ри
допуск!в
залежать
в!д
точ!!ост!
р|з1
гайктт'
а
клас
точност1
м|тчика
для
нар|зувано|
р1з!
вттбттраготь
з.ше)кно
в1д ступеня
1[
точност|:
клас точност|
]-й
_
ступ!нь
точност!
ттар1зувано|
р!з|
4Ё,
4н5н'
5Ё,
6[1;
2-й
_
5н6н,
6н'
6с,
16''
3-й
-
6А
4-й
-
6н,
7н.
3азначен!
поля
допуск!в
нар|зуваних
р|зей
мо)кна
отримати
м|тчиками
в
прошес1
[х
експлуатац!|
на верстата&
що
задовольня!оть
висунут|
до
них
норми
тонност1,
|з застосуванням
патрон!в'
як!
забезпечують
самовстановлення
м!тник|в
у
рад1альному
напрямку
та компенсутоть
несп|вв|сн|сть
отвор!в
1 м|тчика
1очн|сть
нар1зувано|
р!з!
залежить
тако}(
в|д
матер|алу
заготовкщ
ш1видкост|
р|зання,
йФР
та
|нтпих
чинник!в,
що допускатоть
виб!р
м1тчик!в
!нш'тих
клас|в
для
забезпечення
необх!дно|
точ ност!.
€ередн|й
д!аметр
62
р!з1
м|тчика
с основною
величино}о'
яка
характеризус
ступ|нь
точност!
м!тник4
допуск
на
який
162 Ёа3Р39?}Фть
з
врахуванням
похибок
а2,
Р, е|2 гарантованого
запасу
на стирання
та
розбиття:
\,
=
0,21)'(5),
де
1):
-
допуск
на
середн|й
д|аметр
р!з!
п'ятого
ступеня
точност!
за
1_Ф€1
16093-8
1;
нижн€
в!дхилення:
;'
о
е!6:
=
+0,|т)2(5)
для
м!тчик!гз
!
к'г:асу
т'о'т:пс'тс':-1;
о
е!6э
=
+0,зт)2(5)
для
м|тчик|в
2
класу
то';т:с>с:'!;
о
е|6:
=
+0,5то2(5)
для
м!т'л:'':к!в
3
класу
то(!!!()с'!
!,
о
е16э
=
+0,8то2(5)
для
м!тчик!в
4 класу
т'о'л:;ос'г!'
8ерхнс в!дхилення
е502
=
9!('
1],".
[арантоване
стирання
по середньому
А!аметр}
^
=
е5(62
)-
е;(с2
).
[ранинн!
в1дхилення
зовн!шнього
д!аметра
0
м|тчика
виз1!а1(а1оться
розм|рами
проф!лго
р!з!
та
|нтенсивн!тшим
стиранням
вер11|ин
проф!лю
в процес|
р|зання'
Ёи>кнс
в|дхилення
е|(6) =
0'4то2
(5).
3ерхнс
в1дхилення
ез(0)
не проставля}оть
для
0
<
6
мм внасл1док
надм|р-
ного
загострення.
у
реш]ти
випадк!в
для
зменшення
загострення
вер1шини
проф1лто
ез(0)
назнанають
на
м1тчики
для
метричних
р1зей
за
1-Ф€1'
|6925-9з
(!5о
2857-7з)'
1
|
1
1
{
1
1,
!
1
|
-1э
Розё[л
1
й|тчик
не
повинен
зр!зати
остру)*(ки
внутр!шн|м
д|аметром
!
тому
верхне
в|дхилення
ез(01)
<
0.
!но
западини
проф!л*о
р!з1
мол<е
бути
дов!льно|
формщ
.ш1е
не
повинно
захо-
дити
за л!н!го
ном1н:шьного
проф!лто
р!з!.
}{шкнс
в!дхилення
внутр|шнього
д!амет-
ра
р!з|
м|тчика
е!01
не
встановлю}оть.
Бнутр!тпн!й
д!аметр
м1тчика
0л**
=
};.
Б!дхилення
на кут
проф!лю
р|з|
е|2 назнача!оть
!з
врахуванням
забезпечення
симетричност|
проф|лто
(лопуск
на
половину
кута),
похибок
термооброблення'
мо)к-}1ивостей
за точн!стю
!нструмент!в
другого
порядку (р|зц!,
гпл|фувальн!
круги
тощо).
Б|дхилення
кроку
Р
р!з!
зале>кить
в|д
тонност!
механ!зму
р|зегшл!фува-г:ьл*ого
верстата
для
гшл|фованих
м|тчик!в
!
похибок
термооброблення_
для
нешл|фованих
м!тчик1в.
Розм|ри
метричних
р!зей
визнанають
за гост
9150-8
1 .
.{опуски
на
елементи
р|зей,
передбачен!
гост
16925-1|,
наведен|
в
табл.4.8.
гост
'7250-
81
д"гля
р!зей
передбанено
чотири
ступеня
точност!:
с, п,
в,
н.
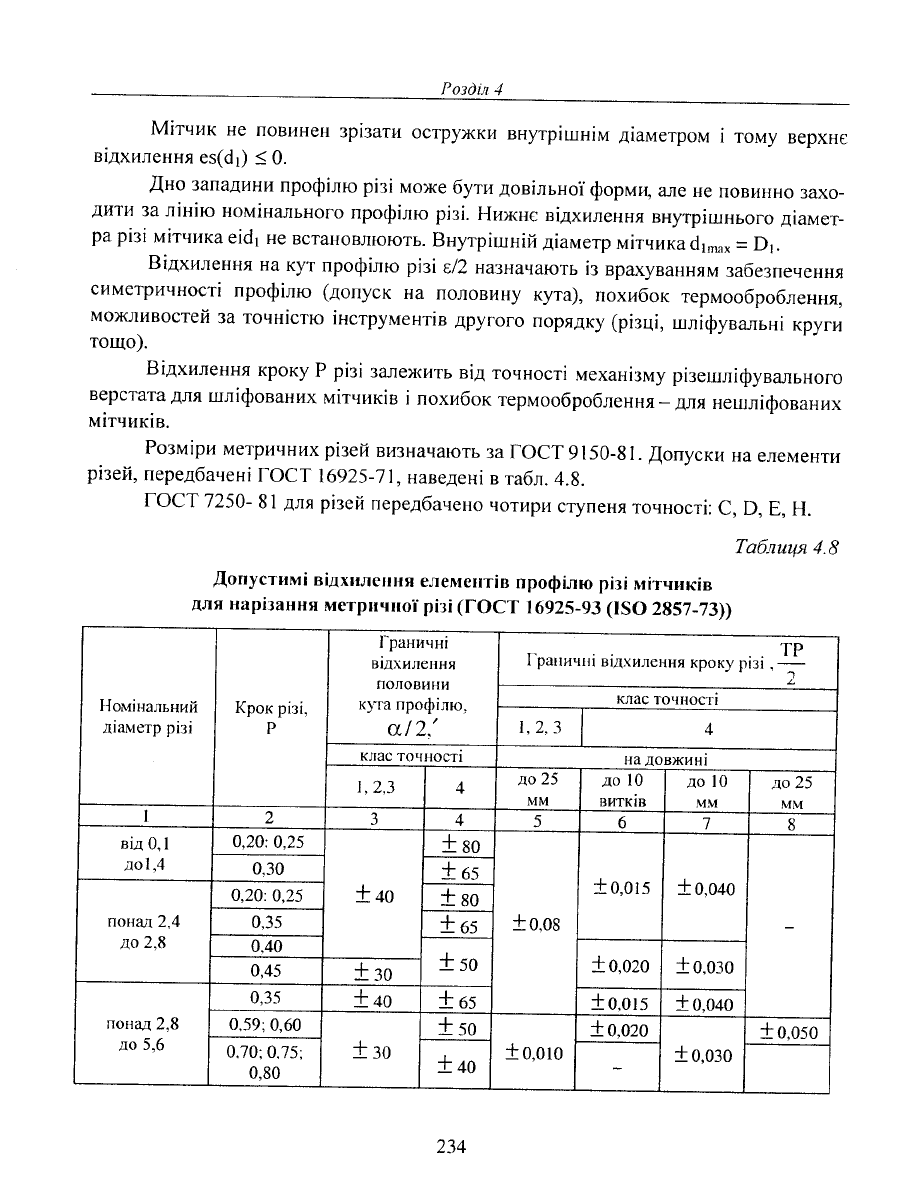
7аблшця
4.&
{опустим!
в|дх:;леллгтя
елемел:т!в
проф|л:о
р|з!
м!тник!в
Аля
нар!зання
метр!|ч||о'|
р!з!
(!-Ф€т
16925-93
(!5о
2в57-73)
['[ом!:-гальт:ий
д|аметр
р|з!
(рок
р|з!,
Р
|-ранинн|
в1дхилел:л.гя
половини
куга
проф!лю,
ц./2.'
[-раг:инг;|
в|дхилеглня
кроку
р!з!
тР
1
клас
то({пост|
|' 2.
_з
4
к.,|ас точност1
|{а
дов)кин|
1'
2'з
4
до
25
мм
до
10
витк|в
до
!0
мм
до
25
мм
!
2
з
4
5 6
7
8
в!д
0,1
до
1,4
0,20:0.25
*цо
*во
*о.ов
*
о,отз
*о.о+о
0.з0
*о:
по*лыц2.4
до
2.8
0,20:0,25
*во
0,35
*оз
0.40
*эо
*о'о:о
*
о.озо
0.45
*зо
пот:ад
2,8
ло 5.6
0'з5
*до
*ьз
*о.о;:
*
о.о+о
0.59:
0.60
*зо
*эо
*
о,ото
*
о.о:о
*
о,озо
*о.озо
0.70; 0,75;
0.80
*цо
2з4
|у|[тпчтскта
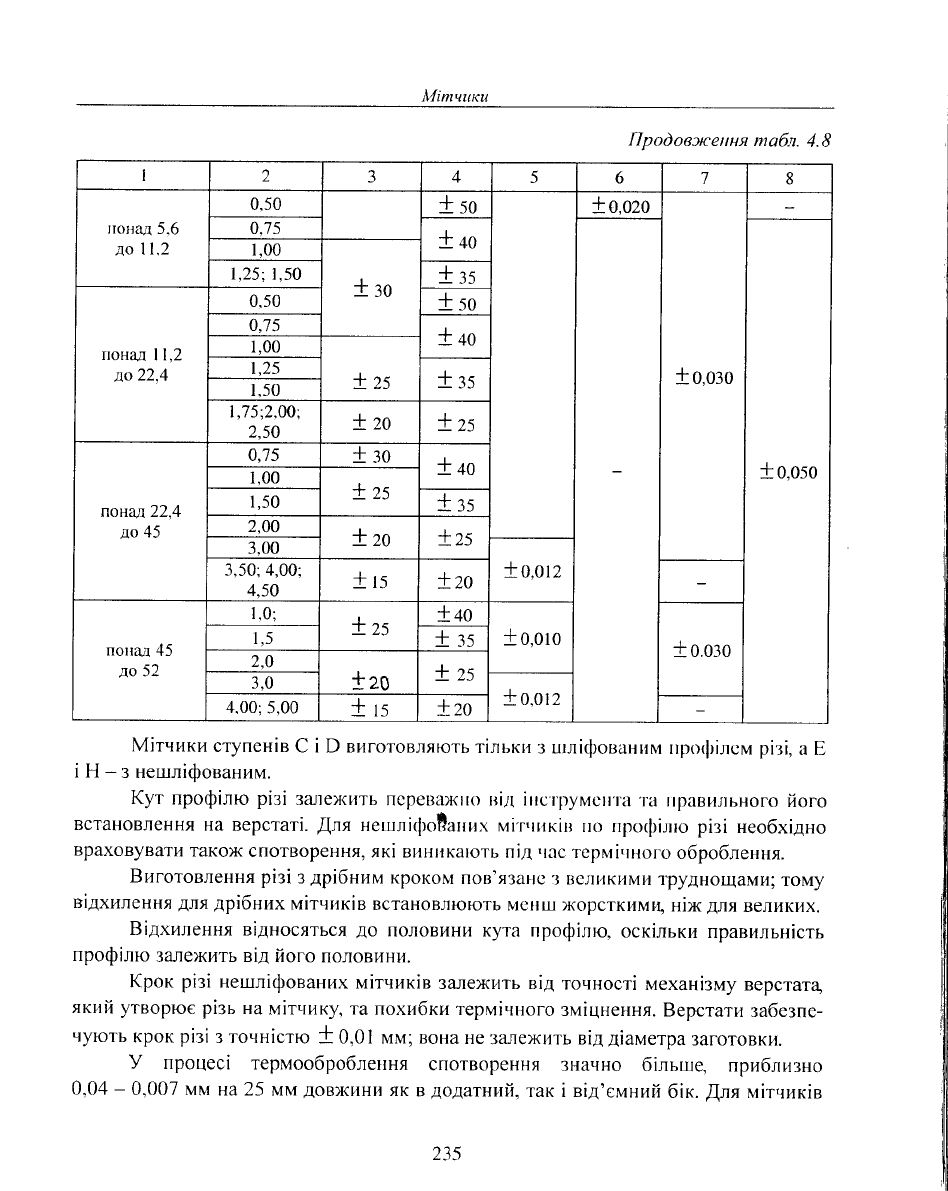
1ро0овэюеттня
тпабл.
4.8
й!тчики
ступен1в
€ | ) виготовляють
т;льк!.1
з ш|л1(ров!1н1:м
::ро<!!лсм
р!з!,
а Р
!Р-знешл|фованим.
(ут
проф!лю
р!з1
3а|е)кить
псрс!}а)|(!!() п;|71 !:псг1'тумс|!'!
:|'|'а п:рави.т;ьного
його
встановлення
на верстат!.
!ля
глегшл|фо!}а:лг:х
м|'г,д;:к!гз
гло г:рсл(;!.л:ло
р1з!
необх1дно
враховувати
тако)к
спотворення,
як| в||н||ка:оть
п!д,;ас терм|.тг-гого
оброблення.
Биготовлення
р!з!
з
др!бним
кроком
пов'яза}!с :]
ве]]|4кими
труднощами;
тому
в|дхилення
для др!бних
м1тчик!в
встановл}о[оть
мс1!1_|] )корсткимщ
н!>к
для
великих.
Б!дхилення
в!дносяться
до
половини кута
проф!лю,
оск|льки
правильн1сть
проф!лто
зале)кить в1д його
половини.
(рок
р|з|
негпл!фованих
м!тчик|в
зале)кить в|д
тонност|
механ!зму
верстат4
який
утвортое
р|зь
на
м1тнику, та
похибки терм!нного
зм|цнення.
Берстати
забезпе-
чую1'ь
крок
р1з1
з точн|стю
*
о,о; мм; вона
не
за.]!е)кить в1д
д!аметра
заготовки.
у процес1
термообробле}|ня
спотворення
значно
б!льше,
приблизно
0'04
-
0,007 мм
на 25 мм
дов)кини
як
в
додатний,
так 1 в1д'смний
б!к.
.{ля
м1тчик!в
2
з
4
5
6
7
8
:тс::;ад
5.6
до
1!.2
0.50 *:о *
о,о:о
*
о,озо
0.75
*+о
*
о'оэо
1,00
*зо
1.25:1.50
*зэ
понад
| |,2
до
22,4
0.50 *:о
о'75
*+о
1,00
*эз
1.25
*зэ
1,50
1,75;2.00
2.5о
+2о
*эз
понад22,4
ло 45
о'75
*зо
*цо
1.00
*эз
1,50 *зэ
2,00
*
э.о
*
э.з
з.00
*о.о::
3,50;
4,00;
4.50
*;э
*эо
по:тац
45
до
52
!,0:
*
э.э
*цо
*
о,ото
*
о.озо
!,5 *зз
2.0
1ао
*эз
3.0
*
о.о::
4.00;
5.00
*:з
!э.о
2з5
Роз0/л 1
1з :ш;т!фованою
р|зз1о
похибку
терм1чного оброблтовання
виправляють
шл;фуваг{-
ням.
на
р|зешл!фувальних
верста'гах
виготовляють
р!з!
з
тонн!стю за
кроком
в
межах
+
(0,003
-
0,008)
мм на
довжин1
25 мм.
гост 725о'60
передбанас значення
похибок
кроку,
в!днесен!
*;е т|льк:д
до дов)кини
25 мм, але
й
до
довжини
10
мм |
до
10 витк!в.
€ередн1й
д1ашпетр
с основною
величиною,
яка характеризуе
ступ1нь
точност!
м|т.:ика.
Бибгтрагони
в|дхилення,
потр!бно враховувати
похибку
виготовлення
самого
середнього
д!аметр4
похибки
кроку
та кута проф[лю
р|з|
м!тник4
похибки
кута
проф!лю
р1з1
прох!дного
р1зевого
кал!бру.
\4!тчики
з шл|фованою
р[ззю
затилову!оть
по проф|л}о,
почина}очи
в!д
передньо[
поверхн|.
9
процес1 перезагострень
середн[й
д!аметр
р!з!
м!тника
змен!|]усться.
ця
обставина
в|4магас
гарантовани["{
запас
на
зношува|{ня,
тобто
необх!дно
передба-
ч}1ти,
щоб
м!н1мальп.пий
середн![-.:
д|аметр
м!т.тика
мав перевищення
над
ном!нальгтттги
€тандартом
вс'га!!овле!!о
!!и)к}!с
в!дхилення однакове
для
м!тчик!в
вс|х
стуг:ен1в
точг.:с:с':'|.
![с:тас:
г:ев:.п| перева|'1!
у
масовому
та великосер!йному
виро6
н||11твах. оск1льк:;
/1а('мо)|(.]1||,]!сп'ь
плсрсттс;7(п:'ги
м|'г,тик[|
з
одного
ступеня
в 1нший
у
раз!
л;ег:
равг|л
ь1 !о1'о
1'х г;и го'говле
нг'пя.
3овн|гпн|}1
д1ашге'гр
з}]о1шусться
б!льгпе
н!>к середн1г}.
||е пояснюс'гься
тим' !_1.(о
вер1:1ини
вр:тк|в
гостр! 1
б!льгш схильн|до
втРат!|
розм|р1'.
4.3. |!роектування
комплекту
м|тчик!в
Б!дправн!
параметр1|:
нопп!нальний
зовн|гцн1й
д!аметр
р1з!
гайки
9; крок
Р
(лля
др!бних
р!зег1);
ступ!нь
точност!
р!з!;
к!льк|сть
м|тчик|в
у
комплект1,
:т;
оброблтован
ий
матер|ал.
|!осл|довн!сть
розрахунку:
1. Ёом!нальнит!
вну1р!гпн!й
)т
! середн!й
)2
д|аметри
р|з!
визнанають
з
'гочг:!стю
до
0,001 мм;
)1= п
-
1,08253Р;)э
=}
-8'64952Р.
11р:..пй:1яти
ном|напьний
зовг-л|тпн|:'|
6ц,
вгт}т!!шг:!й
61ц |
д1аметри
р!з1
м!тнгтка
0
=
0; с1:тч
=
):
! 62ц
=
)'.
2. 8иб|р за
[1]
верхнього
в5
! нижнього
Ё! гранинних
в|дх;{лень
д!апле'гр!в
),
о1
[ )2
р!з!
гаЁ:ки в|д
ном!нального
проф!лло.
,{ля
метр1{чних
р|зей
пасовань
ков-
зання
[-{ Б|
:
Ё[р
-
8!о:':
0. Ёеобх!дно
пам'ятат1.|,
що
поля
допуск|в
на )2 ! 0;
мо}(уть
задаватись
з
р!зними
ступенями
точност!
(рис.4.6).
Берхнс
в|дхилення
на
зовн|шн1й
д|аметр
гайкт: не
регламентусться.
2з6
й!пачтсктс
3. ['ранг;нн|
розм!ри
р1з|
гайкта:
Р,'!п=
)
+ Б1р;
02п'!,
=
}:+
Б|рз]
)1-!'=
)т
+ Б1вт]
Р2*,^
=
0э + Б5о:]
!1'',*
=
01
+ Ё5р1'
4. 8становлення
класу
точност1
м!тч1'1ка
3алежно
в|д
пол1в
допуск;в
нар!зу-
ванот
р|з!
вибирають
затабл.4.9'
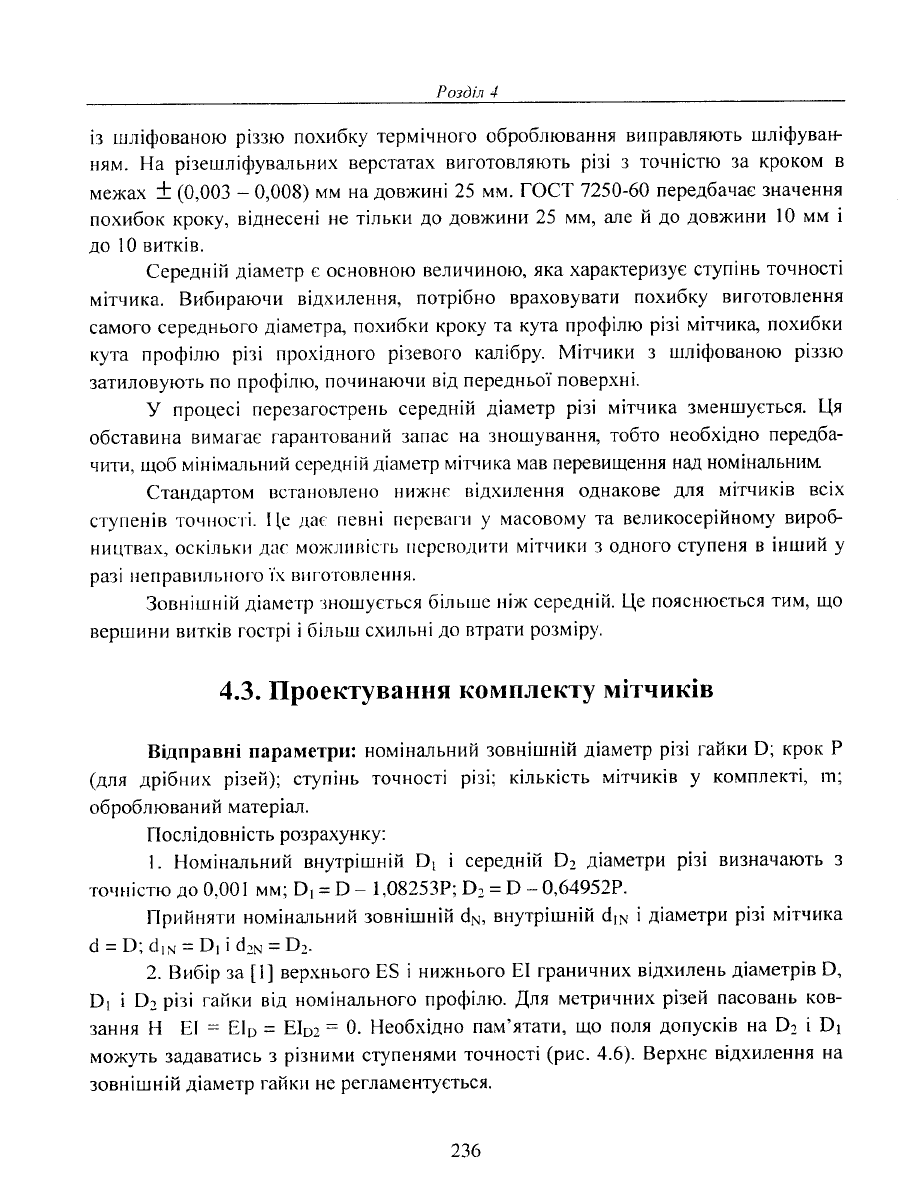
Рнс.
1.6.
17оля 0оп7'ск!в
еайкат
]па.|'!!!п|!цка
7аблтсця
1.9
(ласи
м!тчп;к!в
та
тх поля
до[1уск!в
!{лас м|'гчика
[1оле
лопуску
;тар|зувагто:
р|'з!
4|{. .5п, .5|!
,)
-5(1.
5|
!(::|
|.
()|
!
-:)
6с.
6ш. 7п,
8||
4
|
6|
!. 7[[, 8!
|
5. 3а
[2]
вибира}оть
ни}(н1
е!0ш,
е!с1
2ц
! верхг;!
с56п.
е$0:х
граничн|
в!дхилення
зовн1ш]нього
6^-!69р-,ньФгФ
02ц
д!аметр|в
р!з!
,;истового
м|тчик4
допуск
на поло-
в!.|ну кроку
проф;лю
с/2
! гранттнн|
в|дхилення
кроку
р|з!
1Р2.
!ля
деяких
лр!бних
д|аметр1в
| крок!в
р|зей
ез6ц
не
регламенту€'1'ься.
6.
Розрахунки
граничних
розм|р|в
зовн1|!!нього
с/ ! середньФго
/2д
д|аметр1в
р|з1
вс1х м|т.:ик1в
в
комплект[,
а
тако)к
дов)(ину
}х
р!зально|
!1астини
!1 викон}}оть
зг!дно з
табл.
4.10'
Ёайб|льгши[.:
внутр|шн|й
д|аметр
для
вс|х
м!тчик1в
у
комплект!
беруть
однаковими]
6;ш,*'*
=
0т;ч
-
0.055Р.
--1
!
231
Розё[-ц 7
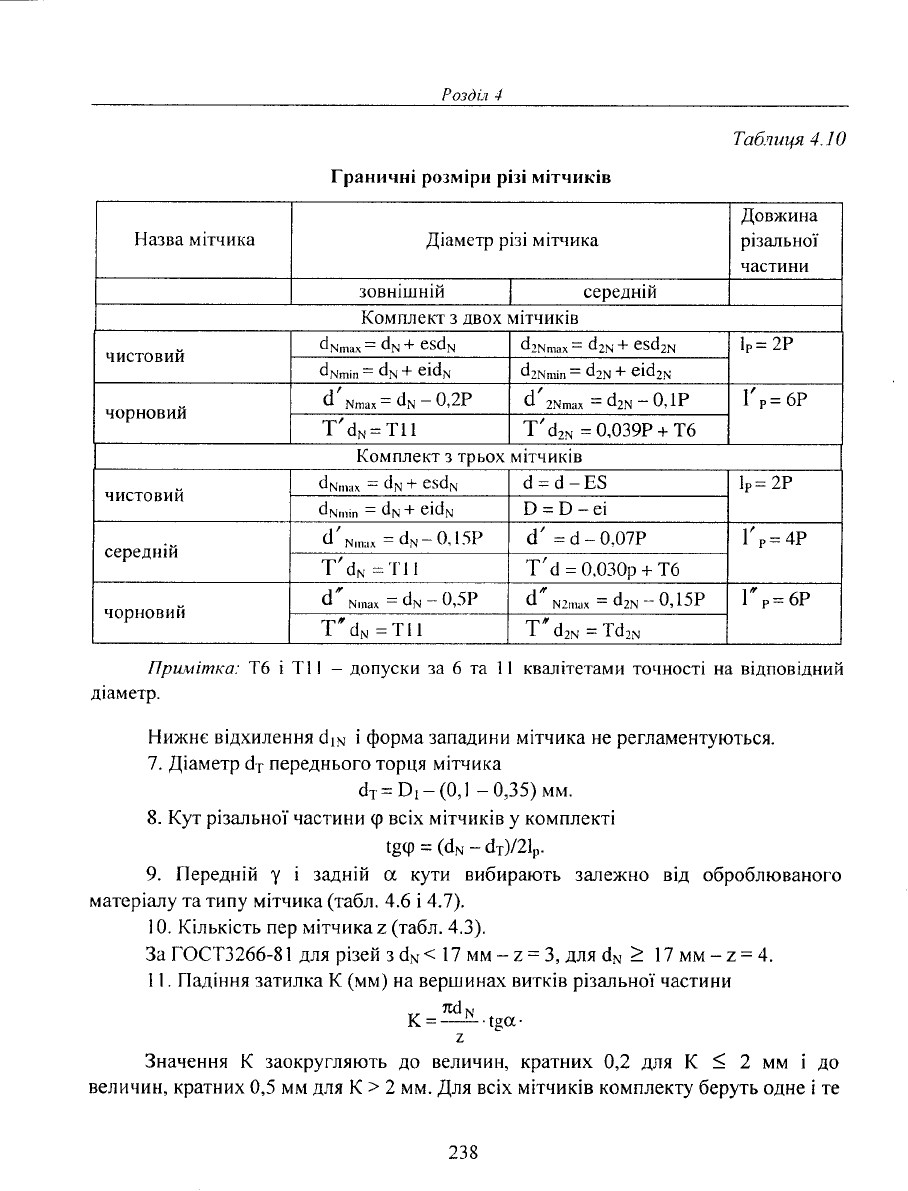
7аб.пшця
4.10
|-ранп.:нн1
розм!рпл р!з|
м!тяик|в
Ёазва м[тчика
,(|амещ
р!з!
м1тпика
,{овжина
р!зально|
частини
зовн11лн1и
середн|и
1{омплект з
двох
м!тчик:в
чистовии
0ш*^*=
0ц+ ез6ц 02ш*'^= 62ц+
ез02ц |р= 2Р
0ш-!,=4ц+е16ц
62ш,'!.=62ц+е|62ш
норновий
0'ш',^=
ах
-
0,2Р 0'
,*-'*
=
6:ш
-
0,1Р
1'.=
6Р
1'а*
=
111 1'62"
=0.039Р+16
(омплект
з
трьох
м1тчик|в
ч!!стовии
6ш.,,*=01 +е$6ц
6=0_Б5 ]р= 2Р
0шпт;п=0ц+е|6д }=0_е!
середн!й
0'
*,,,*
=
0п
-
0, | 5Р 0'=6*0.07Р |'
'=
4Р
['а"
='1'11
1
'с|
=
0.030р +
16
чорновии
0'".'*
=с1п-0,-5Р
0'*','.*
=0ап_0'15Р
|"
,=
6Р
?"а"
=111
1"
0'*
_
10:ш
[1рши!тпка"
т6 1 т1 !
-
допуски
за 6 та 1 1 квал!тетами
точност! на в!дпов!дний
л!аметр.
Ёи>кнс в!дхилення
61ц !
форма
западини м|тчика не
регламентуються.
7.
!1аметр
01 переднього
торця м!тчика
0т
=
):
-
(0,1
-
0,35) мм.
8.
(ут
р|зально[
частини
9
вс!х м1тчр:к!в
у
комплект|
с99=(0ц
_ат)/21р.
9. |!ередн!й
у
!
залн|й с[ кути
вибира}оть
з'ше)кно в!д
обробл1ованого
матср!алу та типу
м;тчика
(табл.
4.6 1 4.7).
| 0.
(1льк|сть
пер
м1тчик а ъ
(табл'
4.3).
3а |Ф€[3266-81
для
р1зей
з 6ш< 17
мм-7:з'для
6ш
>
17 мм_7:4.
1 1. [!ац|ння
затилка
(
(мм)
на вершинах витк;в
р1зально!
частини
к
=
йш
.{8с.
7
3начення
(
заокругляють
до
величи!-!,
кратних 0'2
для
к
<
2 мм |
до
величин' кратних
0,5 мшт
для
к
>
2 мм.
!,ля
вс1х м!тчик!в комплекту
беруть одне ] те
2з8
]у! !птчутктц
саме зна!{ення к.
для
1шл1фованих
м;тч|{к!в
(1-Ёт
та
2-й класи тонност!) затилування
виконуют'ь 1 по проф!лю
р!з|
(ло
зовн1ш|ньом}
л!аметру
перева)кно не затилову+оть).
3атилування по проф|лю
(
на креслеглн1
показу;оть
}{а 1ширин[ пера м|тника
(на
в1дм1ну в1д 1( на внутр!лшньому
л!аметр!).
3ат:тлування }( визнача|оть за
гост
з449-84
з'ше)кно
в|д
0ц
(табл.
4.1 1).
[аблшця 4.1 1
Бг;б|р велин|!}!!| 3ат|{лування
0ш 4-6 7-\2 11
-22
24_з2 з6_45
48-52
к 0.01
-
0.02 0,02
-
0,0.+ 0,03
*
0,06 0,05
-
0,10 0.07
-
0,14 0,10
-
0,2
12.[абаритн|
розм|ри
м!тчик|в,
фор*у
та
розм!ри
остру)ккових
р1вц1в
мо}(на
вибратг: за
[4].
1-{ентров! отвори
викону}оть за [Ф€[
4оз4-74,
розм1ри
квадрат1в
-
за 1-Ф€1
952з-84
{\3о
2з7-75), техн1нн! вимоги
-
за
[Ф(1 з449-84.
13. йатер1ал
робоно|
частини
м1тчика вибирають за [Ф€[
19265-1з.
\4|тчики понад 12 мм
виконують
зварним!1. -{,востовики
зварних
м!тчик|в
виготовля1оть !з стац! марки 45 за
|_Ф€1 1050-14' марки
40\.-
за
гост 454з-71,
марки 50хФА
_
за [Ф€1 14959-79.
1верд1сть
робоно[
частини м[тчик1в
мас становити 62
-
68 нкс,
хвостови-
к|в
_
37
_
52
нкс. [11орстк|сть поверхн!
проф1лю
р!з|
не повинна перевищувати
Р': 3,2, хвостовик1в
у
посадн|й частин1
-
Ра: 1,6,
р|вц!в
-
Ра: 12,5,
регпта
повер-
хонь
_
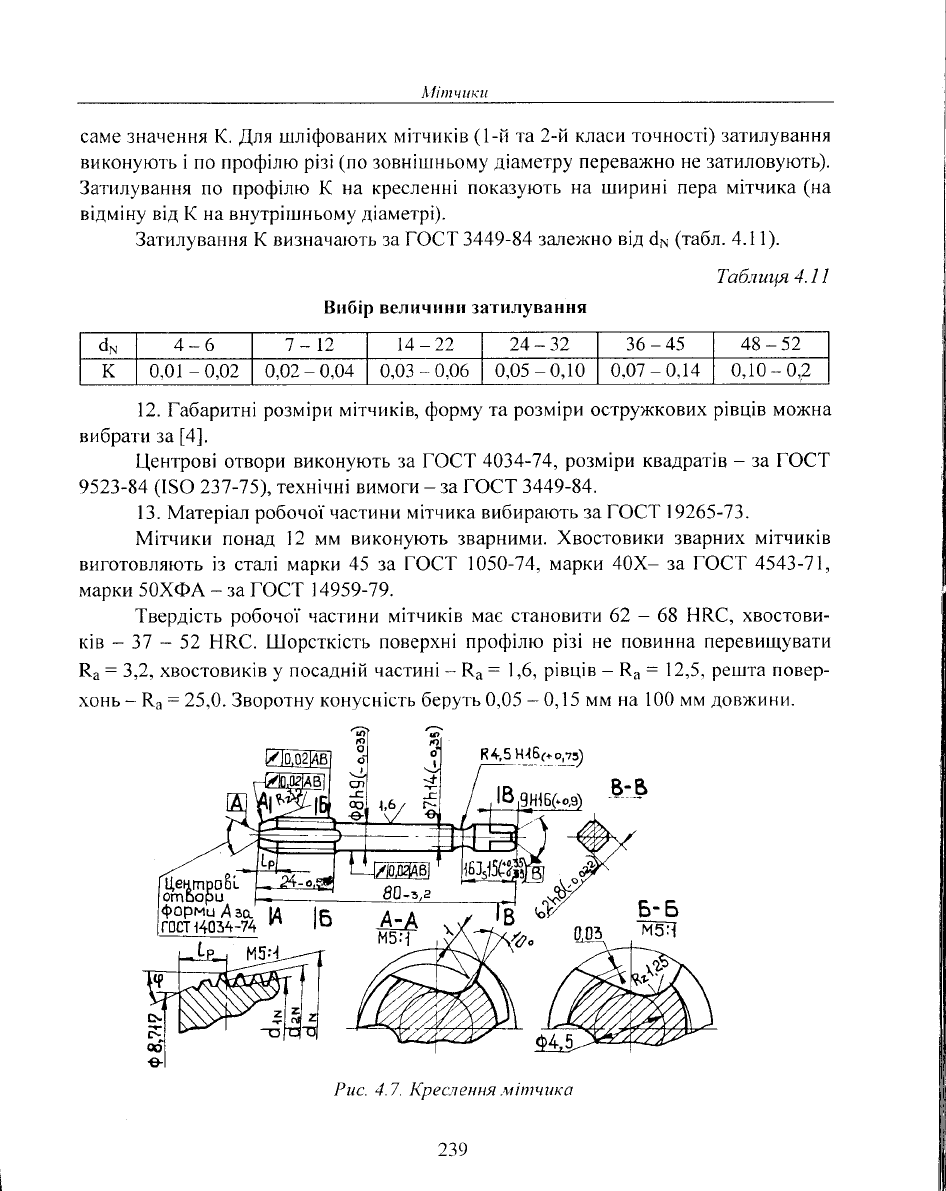
Р':25,0.3воротну конусн1сть беруть
0'05
-
0,15 мм на 100 мм
довжини.
в-в
Б-Б
т5п
Р цс' 1.7' |{рес''п ення .м !
пача;ка