Куликов В.П., Кузин А.В. Инженерная графика
Подождите немного. Документ загружается.

— взаимодействие составных частей, способы их соединения, поря-
док сборки и разборки;
— по номерам позиций, имеющимся на чертеже и в спецификации,
отыскивают на чертеже изображение каждой детали, выявляя их
формы;
— намечают для каждой детали число изображений на чертеже (оно
должно быть минимальным) и масштаб изображения.
Особое внимание уделяют выбору главных изображений, которые
должны давать наиболее полные представления о формах деталей и их
размерах. Детали, ограниченные соосными поверхностями вращения,
изображают так, чтобы их оси располагались относительно основной
надписи горизонтально. Детали, изготавливаемые литьем, обычно изо-
бражают так, чтобы их основные базовые плоскости получали бы на
чертеже горизонтальное положение.
При чтении чертежа надо учитывать проекционную связь изображе-
ний, а также и то, что на всех изображениях в разрезах одна и таже де-
таль заштриховывается в одном направлении и с равными интервалами
между линиями штриховки, смежные детали — в различных направле-
ниях.
Необходимо помнить, что по сборочному чертежу не изготавливают
детали, поэтому при выполнении чертежа на нем допускаются упро-
щенные изображения деталей. Например, не показывают мелкие фас-
ки,
скругления, проточки, углубления, выступы, рифления и т. п.
Выполнение рабочих чертежей деталей по сборочным чертежам на-
зывается деталированием.
При выполнении этой работы студенты должны учитывать все тре-
бования и применять все положения стандартов ЕСКД в части изложе-
ния правил выполнения рабочих чертежей деталей.
В производственных условиях при деталировании сборочных черте-
жей на рабочем чертеже детали нужно иметь не только изображение де-
тали, но и все данные для ее изготовления и контроля, т. е. обозначе-
ние шероховатости поверхностей, марку материала, предельные откло-
нения размеров и пр.
Рассмотрим порядок чтения и деталирования сборочного чертежа.
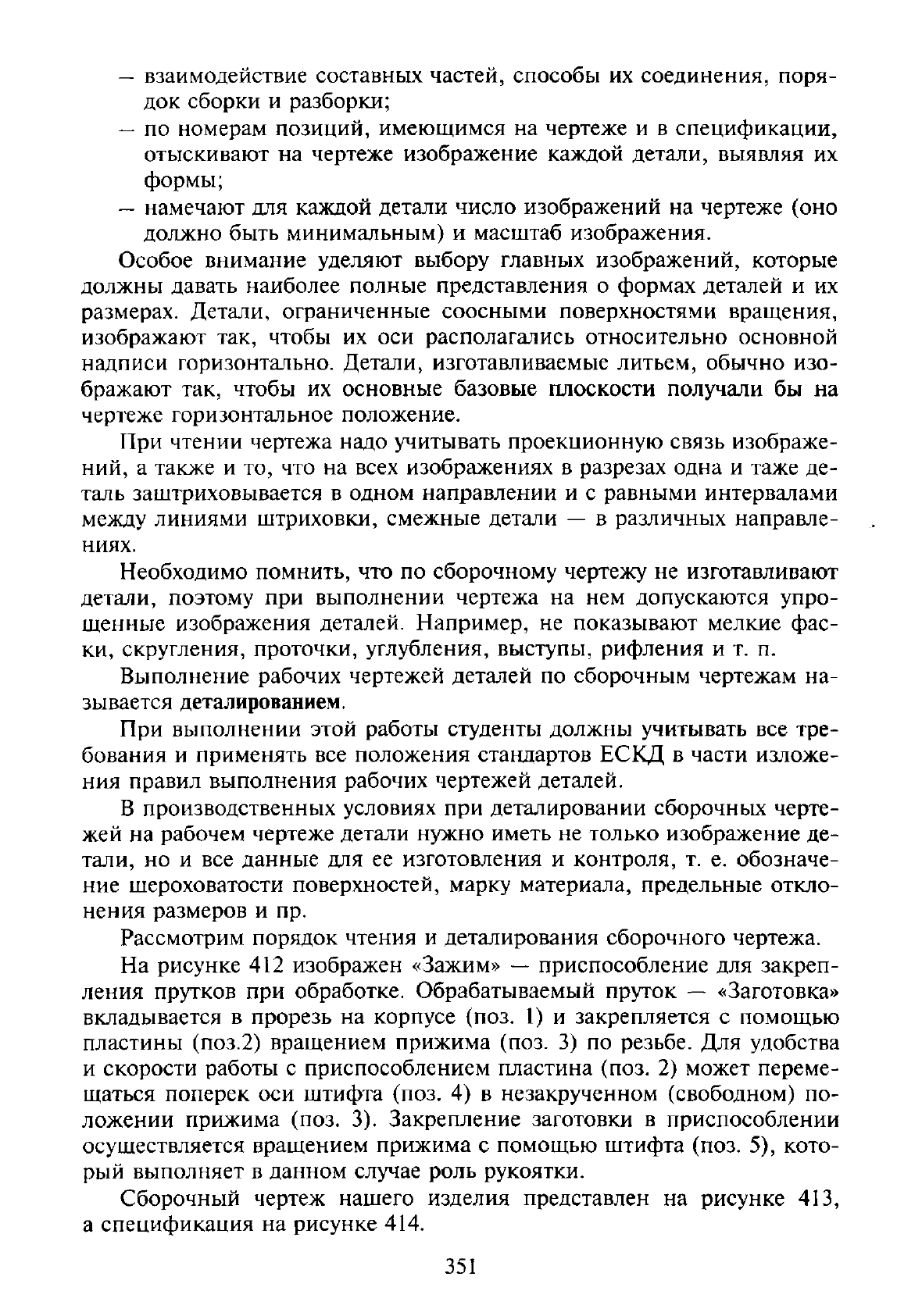
На рисунке 412 изображен «Зажим» — приспособление для закреп-
ления прутков при обработке. Обрабатываемый пруток — «Заготовка»
вкладывается в прорезь на корпусе (поз. 1) и закрепляется с помощью
пластины (поз.2) вращением прижима (поз. 3) по резьбе. Для удобства
и скорости работы с приспособлением пластина (поз. 2) может переме-
щаться поперек оси штифта (поз. 4) в незакрученном (свободном) по-
ложении прижима (поз. 3). Закрепление заготовки в приспособлении
осуществляется вращением прижима с помощью штифта (поз. 5), кото-
рый выполняет в данном случае роль рукоятки.
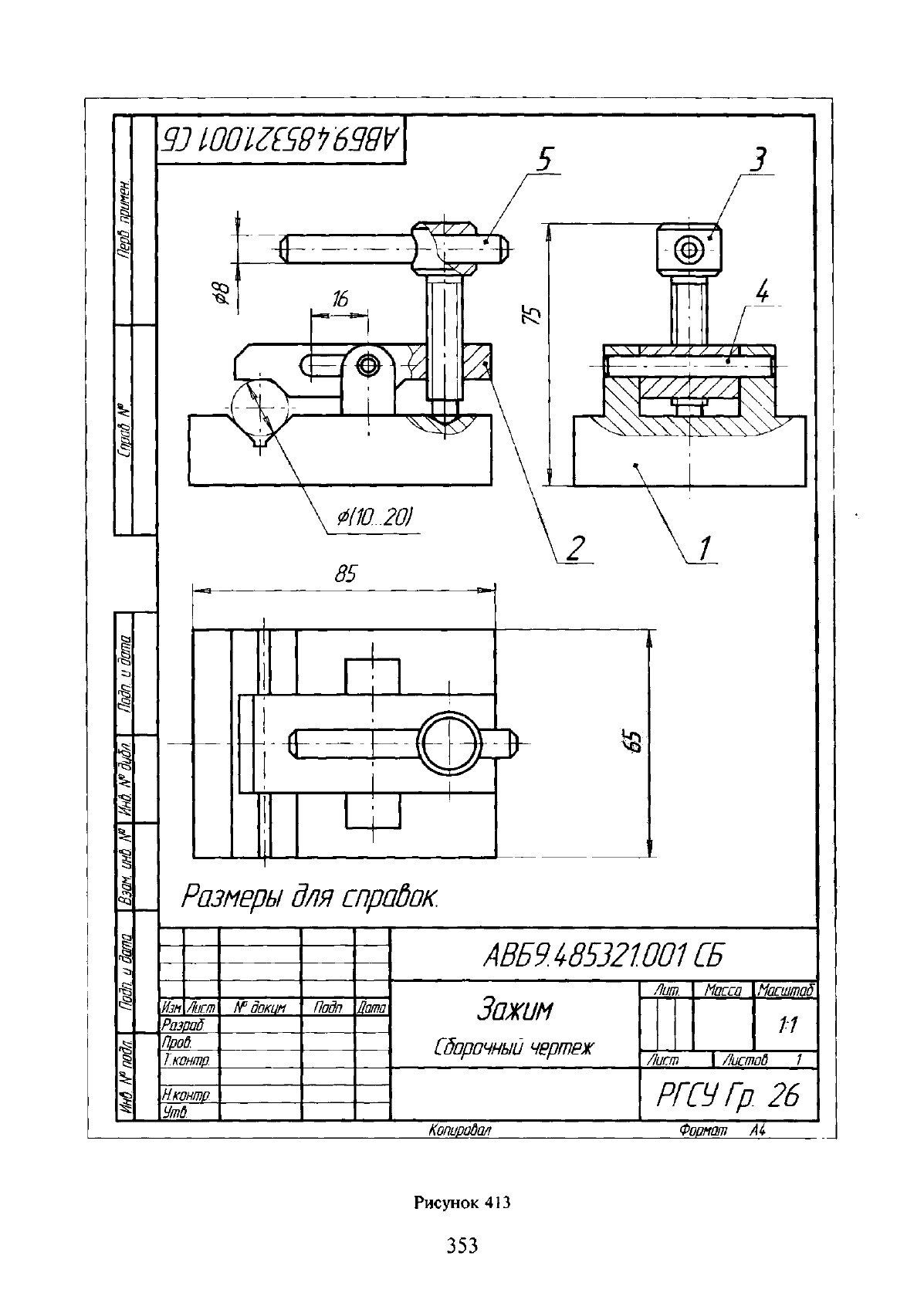
Сборочный чертеж нашего изделия представлен на рисунке 413,
а спецификация на рисунке 414.
351
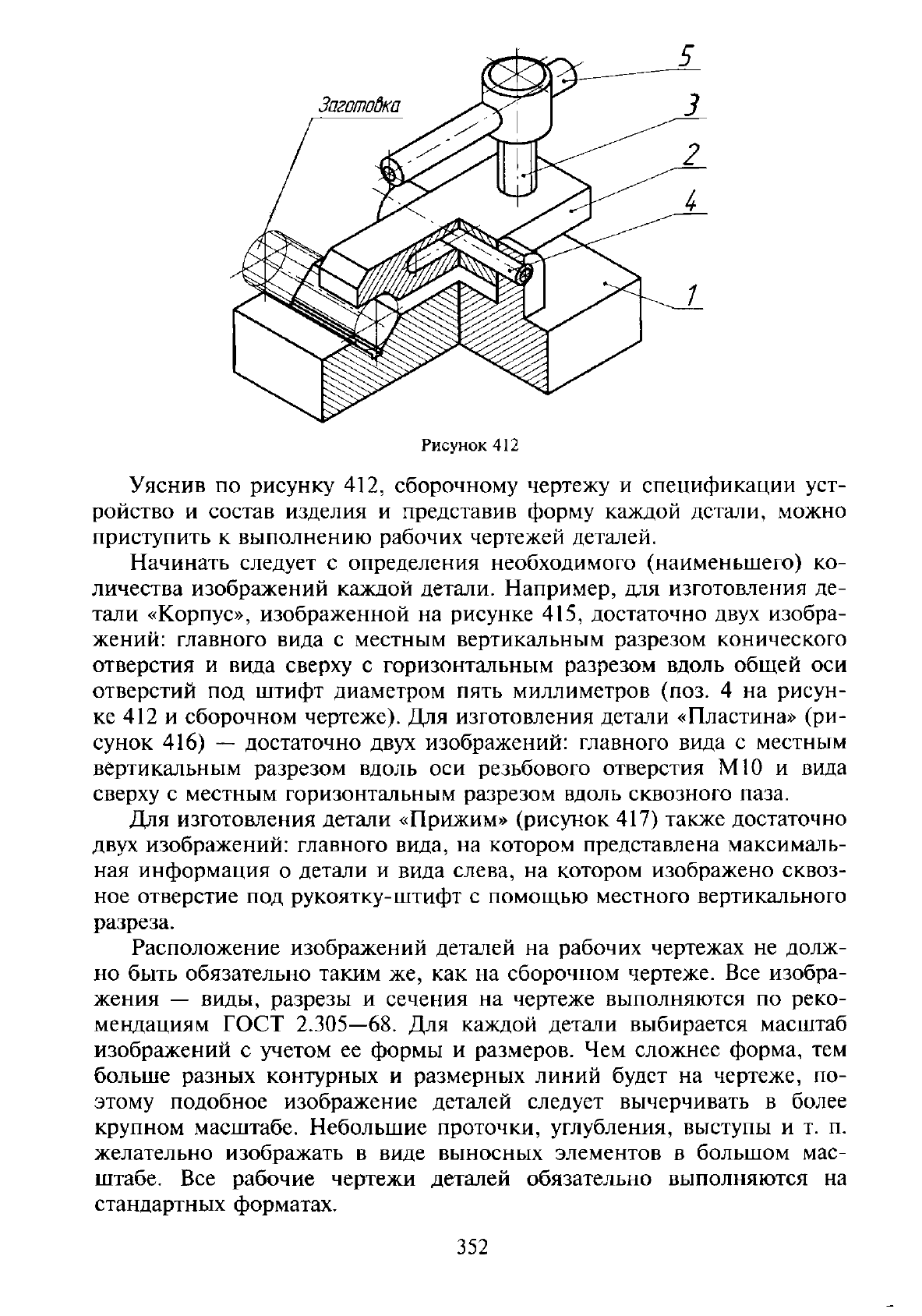
Рисунок 412
Уяснив по рисунку 412, сборочному чертежу и спецификации уст-
ройство и состав изделия и представив форму каждой детали, можно
приступить к выполнению рабочих чертежей деталей.
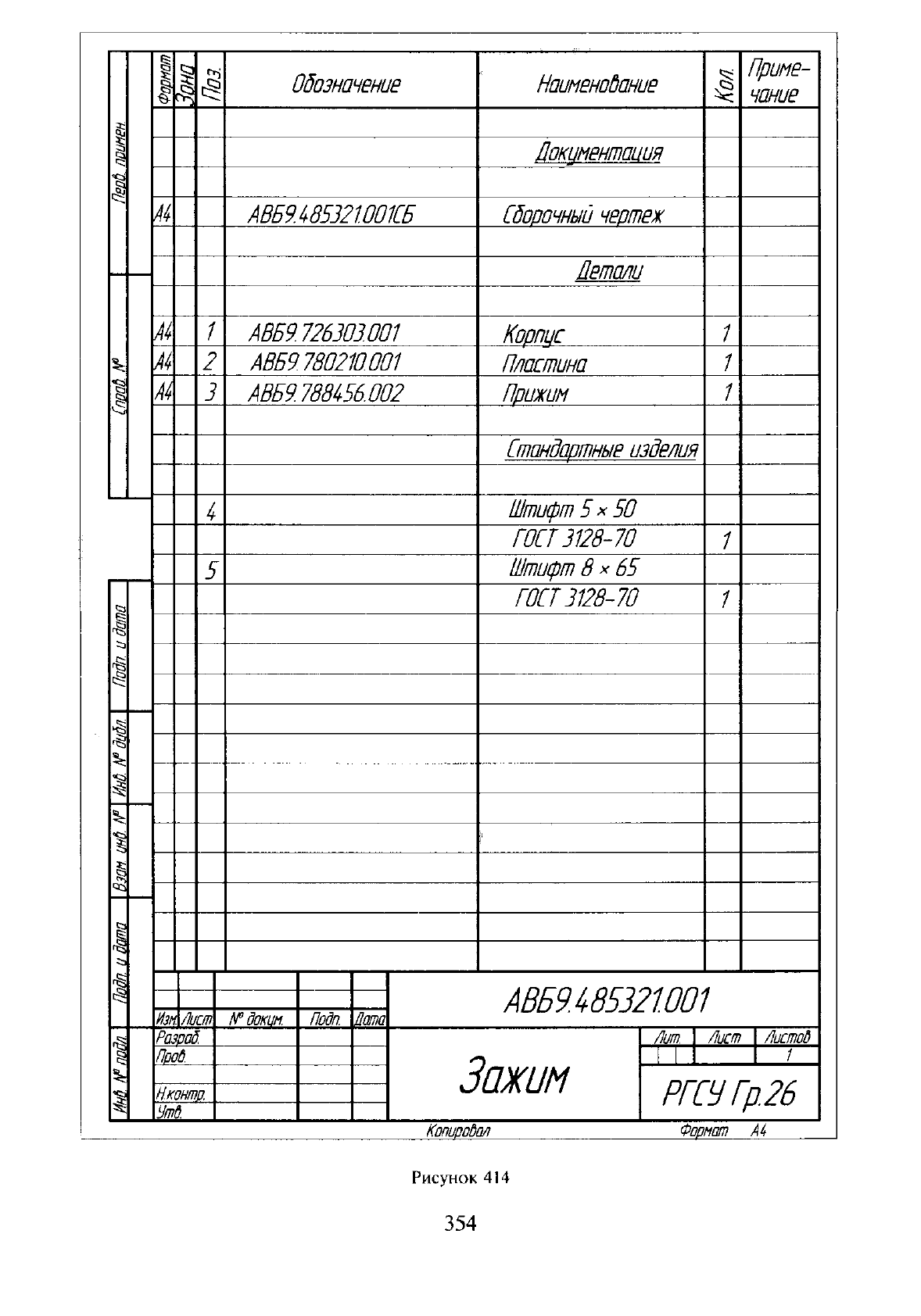
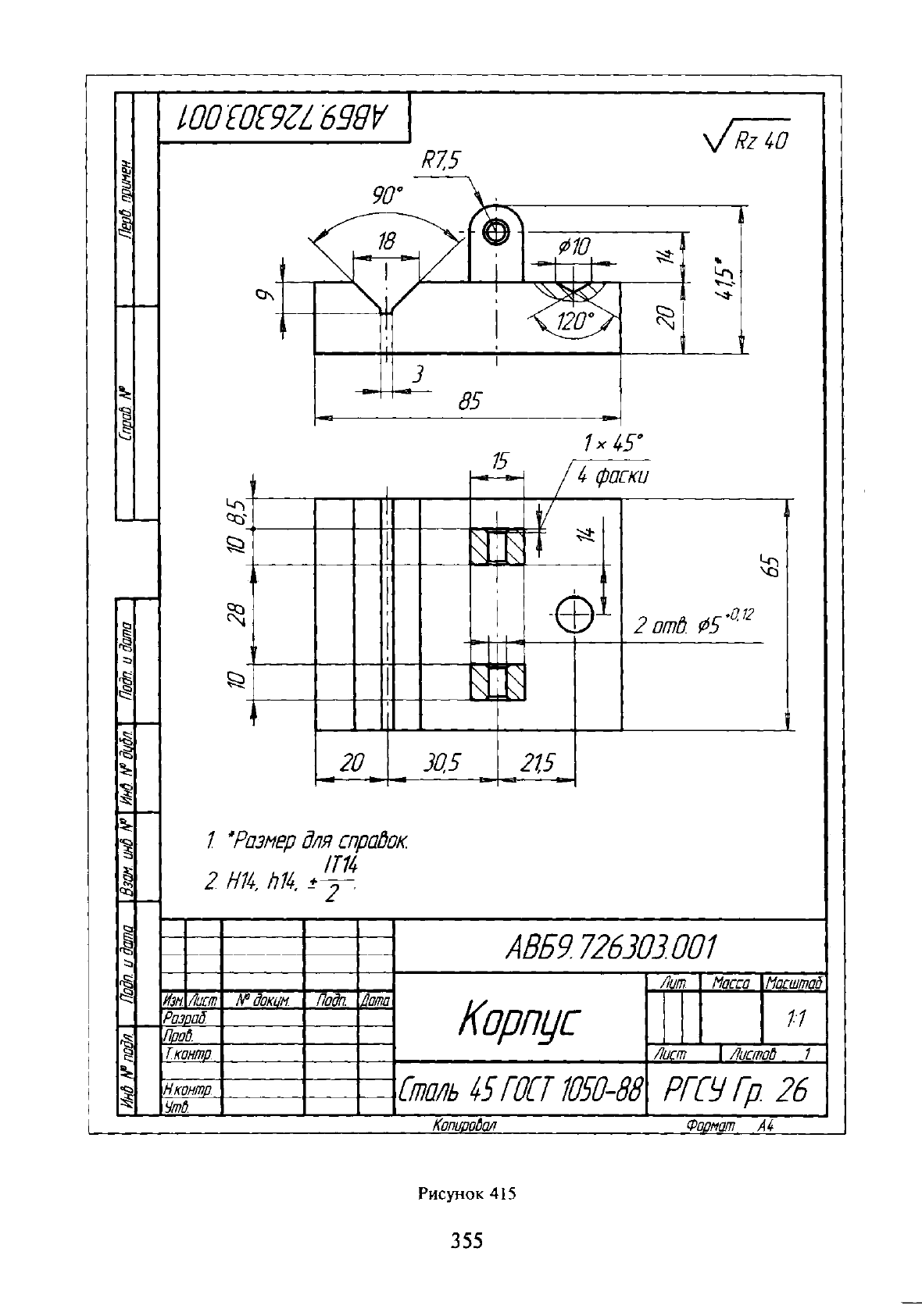
Начинать следует с определения необходимого (наименьшего) ко-
личества изображений каждой детали. Например, для изготошгения де-
тали «Корпус», изображенной на рисунке 415, достаточно двух изобра-
жений: главного вида с местным вертикальным разрезом конического
отверстия и вида сверху с горизонтальным разрезом вдоль общей оси
отверстий под штифт диаметром пять миллиметров (поз. 4 на рисун-
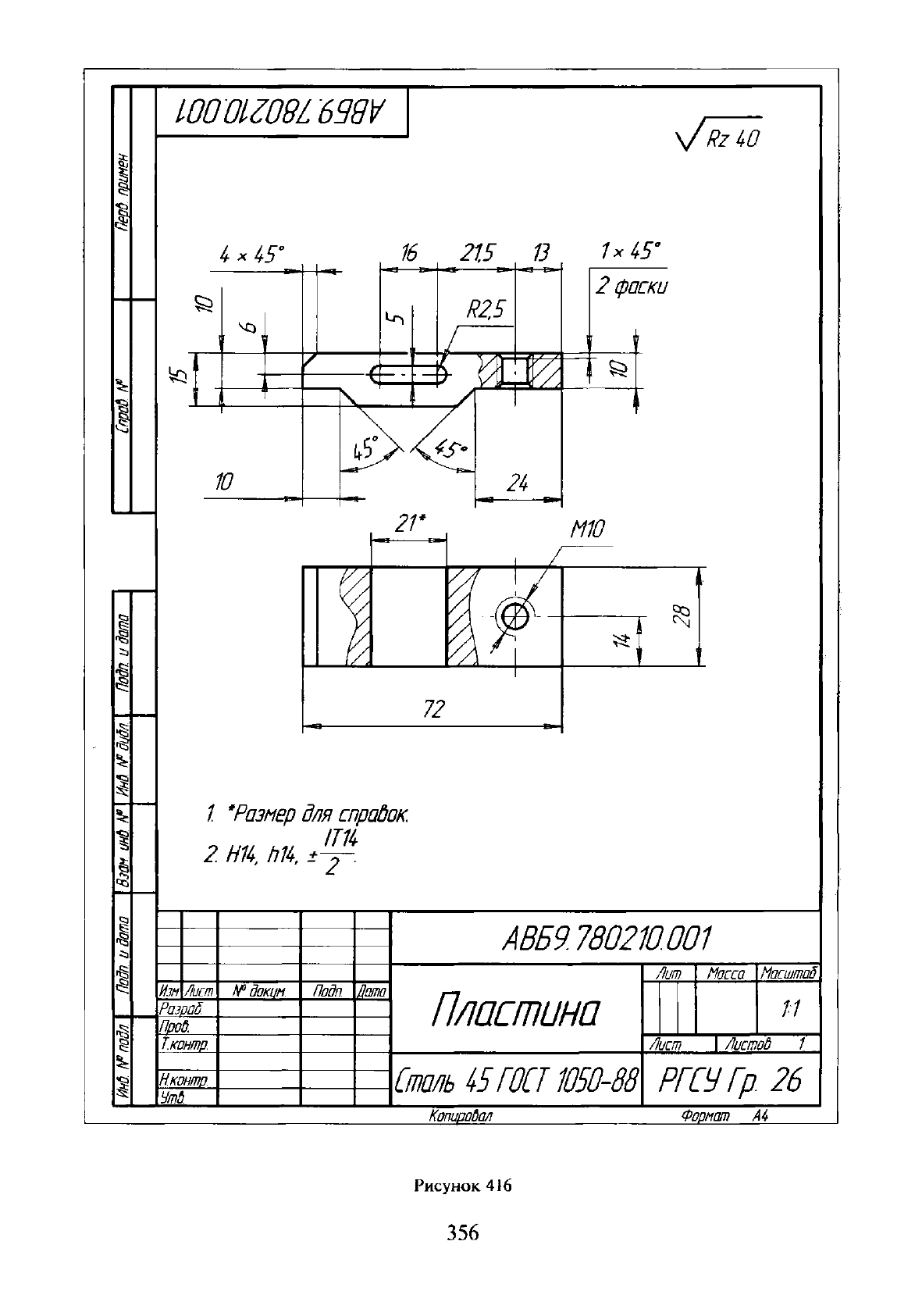
ке 412 и сборочном чертеже). Для изготовления детали «Пластина» (ри-
сунок 416) — достаточно двух изображений: главного вида с местным
вертикальным разрезом вдоль оси резьбового отверстия Ml0 и вида
сверху с местным горизонтальным разрезом вдоль сквозного паза.
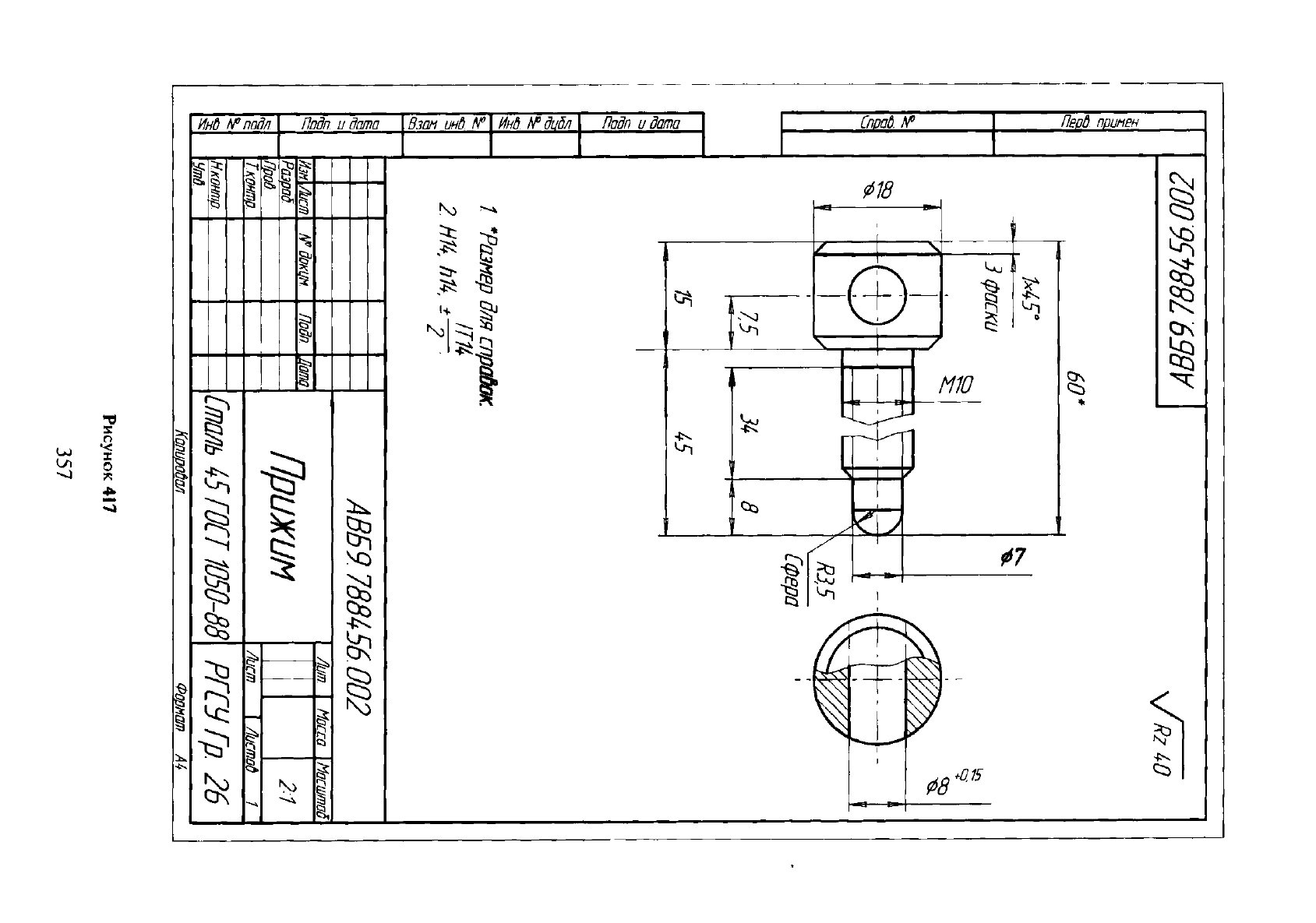
Для изготовления детали «Прижим» (рисунок 417) также достаточно
двух изображений: главного вида, на котором представлена максималь-
ная информация о детали и вида слева, на котором изображено сквоз-
ное отверстие под рукоятку-штифт с помощью местного вертикального
разреза.
Расположение изображений деталей на рабочих чертежах не долж-
но быть обязательно таким же, как на сборочном чертеже. Все изобра-
жения — виды, разрезы и сечения на чертеже выполняются по реко-
мендациям ГОСТ 2.305—68. Для каждой детали выбирается масштаб
изображений с учетом ее формы и размеров. Чем сложнее форма, тем
больше разных контурных и размерных линий будет на чертеже, по-
этому подобное изображение деталей следует вычерчивать в более
крупном масштабе. Небольшие проточки, углубления, выступы и т. п.
желательно изображать в виде выносных элементов в большом мас-
штабе. Все рабочие чертежи деталей обязательно выполняются на
стандартных форматах.
352
I
I
G
1
1
1
I
gjimizcsemav
4}
Размеры для
справок.
I
АВВ9Л85321.001 СБ
1
1
Изм
Лист
Разраб
№
докцм
Подо
Пата
Пров
Т.контр.
Нконтр
Утв
Зажим
Сборочный
чертеж
Ко
пород
ал
Лит.
Масса
Масштаб
Лист
I
Листов
1
РГСУГр
26
Рисунок 413
353
Формат
А4
I
I
Обозначение
i
АВБ9Л85321001СБ
Наименобание
Документация
Сборочный
чертеж
I
Приме-
чание
Детали
1
1
I
м
АВБ9.726303.001
М
м
2
АВБ9.780210.001
3
АВБ9.788456002
5
Изм.
Лист №
доким.
Подп.
дота
Корпус
Пластина
Прижим
Стандартные
изделия
Штифт
5
х
50
ПОСТ3128-70
Штифт
8* 65
Г0СТ3128-70
АВБ9А8532МЮ1
1
1
Разрад.
Проб.
Н.контр.
Зажим
Утд.
Лит.
Лист Листод
РГСУГр.26
Копировал
Формат
А 4
Рисунок
414
354
I
1
1
5j
H
1
1
ШОЖЖбШ
1*45°
I
4
фаски
2
отд.
Ф5 '
V Li
I
2
отд.
Ф5 ' 2
отд.
Ф5 '
N.
=
I
20
30,5
215
-•a
1
'Размер
для
справок.
IT%
2
т т ±~2~-
Изм.
Лист
Раздав
Проб.
Т.контр
Нконтр
Утд.
№
доком.
Подо.
Пата
АВБ9.726303.001
Корпус
Столь 45С0СГ 1050-88
Лит.
Масса
Масштаб
11
Ласт
Листов
1
РГСУГр.
26
Копировал
Формат
А4
Рисунок
415
355
1
I
I
I
Ш0Ж081
'699V
\J~RzM)
4x45'
to
4}
10
7
16
21.5 13 U45
IN
R2.5
24
2
фаски
2V
M10
72
1
1
1.
'Размер
для
спрабок
IT14
2
H14,
h%,
Ш
Лист
Разраб.
Проб.
Т.контр
Н
контр
Утб
№
доким.
Подп
\Дата
АВБ9.780210.001
Пластина
Cmo/ib 45ГОСТ 1050-88
Лит.
Масса
Масштаб
и
РГСУГр.
26
Копиробал
Формат
А
4
Рисунок
416
356
Инб №
подл
Подп.
и дота В зам инб №
Инб.
№дцдл
Подп
и дата
Спраб
"n°
Перб
примем
I
I
4>V
I
I
I
I
I
I
?
I
ifi
1+
^1
N
После вычерчивания изображений наносят обозначения шерохова-
тости поверхностей, проводят выносные и размерные линии, простав-
ляют размерные числа. В основной надписи чертежа записывают обо-
значение и наименование детали, марку материала, масштаб изображе-
ния, подразделение-разработчик чертежа (в нашем случае учебное
заведение и группу). Так как изображение детали выполнено на одном
листе, графу «Лист» не заполняют, а в графе «Листов» проставляют
цифру один.
Чертежи стандартных изделий не выполняют. Их размеры подбира-
ют по соответствующим стандартам, пользуясь условными обозначе-
ниями, записанными в спецификации.
Вопросы
для
самопроверки
1. Что
подразумевается
под
чтением
и
деталированием сборочного чертежа?
2. Должно
ли
соответствовать количество изображений детали
на
сборочном
чертеже
количеству изображений этой
же
детали
на
рабочем чертеже?
3. Как
заштриховываются
в
разрезе
соприкасающиеся детали?
358
Заключение
Производство сложных изделий в промышленности потребовало выполнения
чертежей в масштабе с указанием размеров — методом прямоугольного
проецирования. Этот метод начертательной геометрии, позволяющий сохранить без
искажения размеры изображаемого предмета, широко применяется в настоящее время.
Большое внимание уделено при изучении инженерной графики стандартам
Единой системы конструкторской документации (ЕСКД) и стандартам на изделия
общемашиностроительного назначения.
Настоящий курс дисциплины не может ставить своей задачей научить студентов
составлению конструкторской документации, полностью отвечающей требованиям
производства. Овладение чертежом, как средством, выражения мысли конструктора и
как производственным документом, может быть достигнуто лишь в результате
изучения ряда общеинженерных и специальных дисциплин. Поэтому в настоящем
курсе изучается только часть условностей, применяемых на производственных
чертежах. Однако эта часть, независимо от способа выполнения чертежа — ручного,
механизированного или автоматизированного, является своеобразным фундаментом, на
котором базируется система технической документации.
Сведения же о правилах нанесения предельных отклонений размеров,
обозначения покрытий поверхностей деталей, термической и других видов обработки
деталей, указаний допусков формы и расположения поверхностей даны для более
широкого понимания тех сложных технических вопросов, которые приходится решать
разработчику конструкторской документации.
Изучение содержания курса не должно, разумеется, исключать стремления к
наибольшему приближению учебных чертежей к производственным.
Развитие науки и техники повышает требования к показателям качества
продукции, что в свою очередь усложняет техническую документацию, насыщая
чертежи разными сложными техническими решениями, условными знаками и
символами.
Этой книгой сделана попытка внести посильный вклад в общие к тому усилия.
Список литературы
1 ГОСТ 2.001-93. ЕСКД. Общие положения.
2 ГОСТ 2.101-68. ЕСКД. Виды изделий.
3 ГОСТ 2.102—68. ЕСКД. Виды и комплектность конструкторских документов.
4 ГОСТ 2.103-68. ЕСКД. Стадии разработки.
5 ГОСТ 2.104-68. ЕСКД. Основные надписи.
6 ГОСТ 2.105—95. ЕСКД. Общие требования к текстовым документам.
7 ГОСТ 2.106—96. ЕСКД. Текстовые документы.
8 ГОСТ 2.108-68. ЕСКД. Спецификация.
9 ГОСТ 2.109—73. ЕСКД. Основные требования к чертежам.
10 ГОСТ 2.118—73. ЕСКД. Техническое предложение.
11 ГОСТ 2.119-73. ЕСКД. Эскизный проект.
12 ГОСТ 2.120-73. ЕСКД. Технический проект.
13 ГОСТ 2.201—80. ЕСКД. Обозначение изделий и конструкторских документов.
14 ГОСТ 2.301-68. ЕСКД. Форматы.
15 ГОСТ 2.302-68. ЕСКД. Масштабы.
16 ГОСТ 2.303-68. ЕСКД. Линии.
17 ГОСТ 2.304-81. ЕСКД. Шрифты чертежные.
18 ГОСТ 2.305—68. ЕСКД. Изображения — виды, разрезы, сечения.
19 ГОСТ 2.306—68. ЕСКД. Обозначения графических материалов и правила их
нанесения на чертежах.
20 ГОСТ 2.307—68. ЕСКД. Нанесение размеров и предельных отклонений.
21 ГОСТ 2.308—79. ЕСКД. Указание на чертежах допусков форм и расположения
поверхностей.
22 ГОСТ 2.309—73. ЕСКД. Обозначение шероховатости поверхностей.
23 ГОСТ 2.310—68. ЕСКД. Нанесение на чертежах обозначений покрытий,
термической и других видов обработки.