Kuppan T. Heat Exchanger Design Handbook
Подождите немного. Документ загружается.

744
Chapter
13
However, a ferrite number in excess of 11 can have a detrimental effect in these applications
[
144,1461:
1.
Weldments intended for cryogenic service where ferrite is less tough than austenite.
2.
Weldments intended for certain special corrosive environments where ferrite is preferen-
tially attacked, such as in the manufacture of urea.
3.
Weldments that must experience postweld heat treatment or service at elevated tempera-
tures where ferrite can transform to embrittling phases such as the sigma phase.
4.
Duplex stainless steel weldments with excessive ferrite can result in poor ductility, tough-
ness, and corrosion resistance.
Industrial Use of Ferrite Standards. In practice, standards and industrial measurement of
ferrite have three areas of application
[
1461:
1.
Certification and verification of filler metals.
2.
Development of qualified welding procedures for particular critical applications, using
certified filler metals.
3.
Quality assurance examination of production weldments.
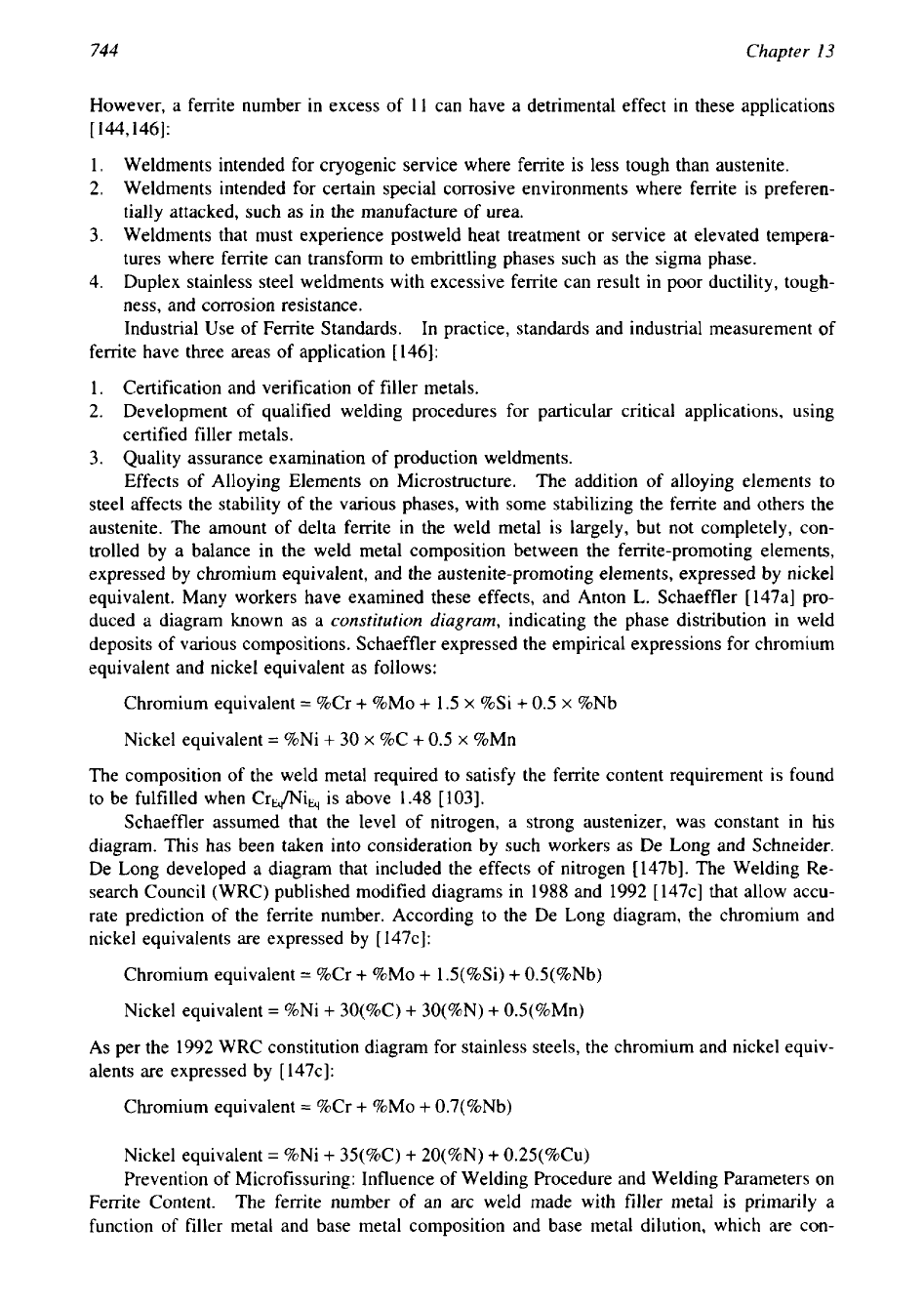
Effects of Alloying Elements on Microstructure.
The addition of alloying elements
to
steel affects the stability of the various phases, with some stabilizing the ferrite and others the
austenite. The amount of delta ferrite in the weld metal is largely, but not completely, con-
trolled by a balance in the weld metal composition between the ferrite-promoting elements,
expressed by chromium equivalent, and the austenite-promoting elements, expressed by nickel
equivalent. Many workers have examined these effects, and Anton L. Schaeffler [147a] pro-
duced a diagram known as a
constitution diagram,
indicating the phase distribution in weld
deposits of various compositions. Schaeffler expressed the empirical expressions for chromium
equivalent and nickel equivalent as follows:
Chromium equivalent
=
%Cr
+
%MO
+
1.5
x
%Si
+
0.5
x
%Nb
Nickel equivalent
=
%Ni
+
30
x
%C
+
0.5
x
%Mn
The composition of the weld metal required to satisfy the ferrite content requirement is found
to be fulfilled when Crfli, is above 1.48
[
1031.
Schaeffler assumed that the level of nitrogen, a strong austenizer, was constant in
his
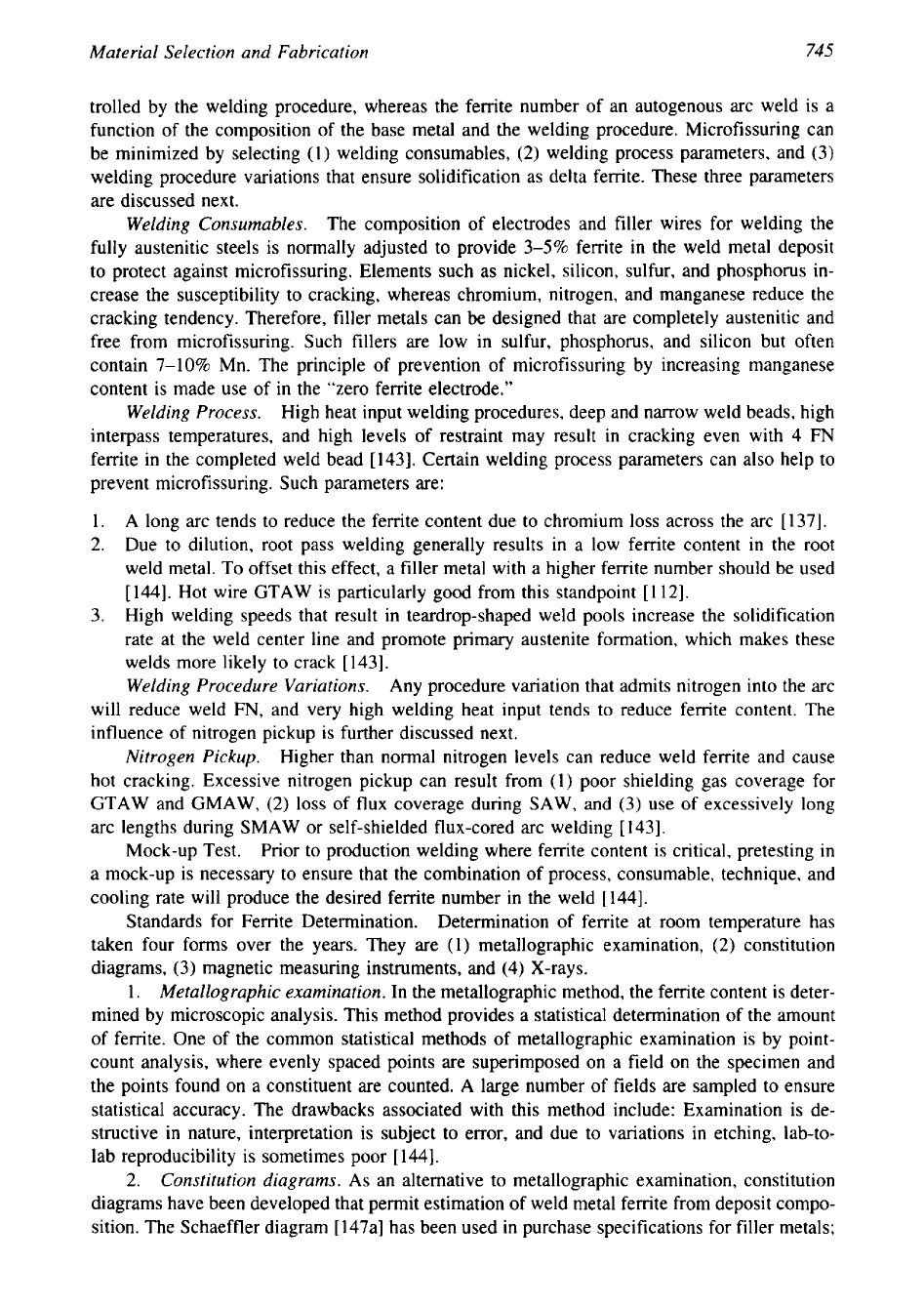
diagram. This has been taken into consideration by such workers as De Long and Schneider.
De Long developed a diagram that included the effects of nitrogen [147b]. The Welding Re-
search Council (WRC) published modified diagrams in 1988 and 1992 [147c] that allow accu-
rate prediction of the ferrite number. According to the De Long diagram, the chromium and
nickel equivalents are expressed by
[
147~1:
Chromium equivalent
=
%Cr
+
%MO
+
1.5(%Si)
+
0.5(%Nb)
Nickel equivalent
=
%Ni
+
30(%C)
+
30(%N)
+
0.5(%Mn)
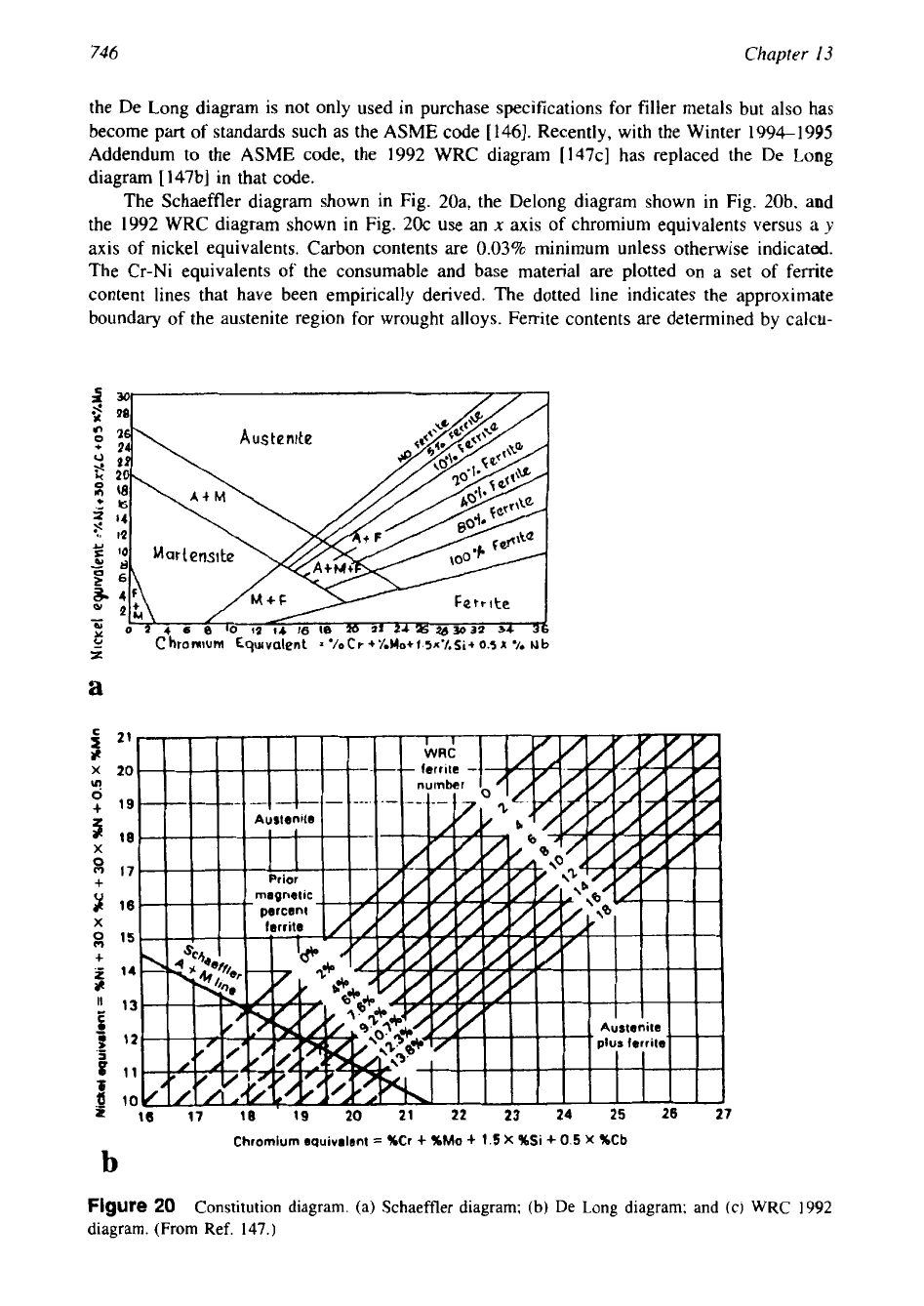
As per the 1992 WRC constitution diagram for stainless steels, the chromium and nickel equiv-
alents are expressed by
[
147~1:
Chromium equivalent
=
%Cr
+
%MO
+
0.7(%Nb)
Nickel equivalent
=
%Ni
+
35(%C)
+
20(%N)
+
0.25(%Cu)
Prevention of Microfissuring: Influence of Welding Procedure and Welding Parameters on
Ferrite Content. The ferrite number of an arc weld made with filler metal is primarily a
function of filler metal and base metal composition and base metal dilution, which are con-
745
Material Selection and Fabrication
trolled by the welding procedure, whereas the ferrite number of an autogenous arc weld is a
function of the composition of the base metal and the welding procedure. Microfissuring can
be minimized by selecting
(1)
welding consumables,
(2)
welding process parameters, and
(3)
welding procedure variations that ensure solidification as delta ferrite. These three parameters
are discussed next.
Welding Consumables.
The composition of electrodes and filler wires for welding the
fully austenitic steels is normally adjusted to provide
3-5%
ferrite in the weld metal deposit
to protect against microfissuring. Elements such as nickel, silicon, sulfur, and phosphorus in-
crease the susceptibility to cracking, whereas chromium, nitrogen, and manganese reduce the
cracking tendency. Therefore, filler metals can be designed that are completely austenitic and
free from microfissuring. Such fillers are low in sulfur, phosphorus, and silicon but often
contain
7-10%
Mn. The principle of prevention of microfissuring by increasing manganese
content is made use of in the “zero ferrite electrode.”
Welding Process.
High heat input welding procedures, deep and narrow weld beads, high
interpass temperatures, and high levels of restraint may result in cracking even with
4
FN
ferrite in the completed weld bead
[
1431.
Certain welding process parameters can also help to
prevent microfissuring. Such parameters are:
1.
A long arc tends to reduce the ferrite content due to chromium loss across the arc
[137].
2.
Due to dilution, root pass welding generally results in a low ferrite content in the root
weld metal. To offset this effect, a filler metal with a higher ferrite number should be used
[
1441.
Hot wire GTAW is particularly good from this standpoint
[
1121.
3.
High welding speeds that result in teardrop-shaped weld pools increase the solidification
rate at the weld center line and promote primary austenite formation, which makes these
welds more likely to crack
[
1431.
Welding Procedure Variations.
Any procedure variation that admits nitrogen into the arc
will reduce weld
FN,
and very high welding heat input tends to reduce ferrite content. The
influence of nitrogen pickup is further discussed next.
Nitrogen Pickup.
Higher than normal nitrogen levels can reduce weld ferrite and cause
hot cracking. Excessive nitrogen pickup can result from
(1)
poor shielding gas coverage for
GTAW and GMAW,
(2)
loss of flux coverage during
SAW,
and
(3)
use of excessively long
arc lengths during SMAW or self-shielded flux-cored arc welding
[
1431.
Mock-up Test.
Prior to production welding where ferrite content is critical, pretesting
in
a mock-up is necessary to ensure that the combination of process, consumable, technique, and
cooling rate will produce the desired ferrite number in the weld
[
1441.
Standards for Ferrite Determination. Determination
of ferrite at room temperature has
taken four forms over the years. They are
(1)
metallographic examination,
(2)
constitution
diagrams,
(3)
magnetic measuring instruments, and
(4)
X-rays.
1.
Metallographic examination.
In the metallographic method, the ferrite content is deter-
mined by microscopic analysis. This method provides a statistical determination of the amount
of
ferrite. One of the common statistical methods of metallographic examination is by point-
count analysis, where evenly spaced points are superimposed on a field on the specimen and
the points found on a constituent are counted. A large number of fields are sampled to ensure
statistical accuracy. The drawbacks associated with this method include: Examination is de-
structive in nature, interpretation is subject to error, and due to variations in etching, lab-to-
lab reproducibility is sometimes poor
[
1441.
2.
Constitution diagrams.
As an alternative to metallographic examination, constitution
diagrams have been developed that permit estimation of weld metal ferrite from deposit compo-
sition. The Schaeffler diagram
[
147al
has been used in purchase specifications for filler metals;
746
Chapter
13
the De Long diagram is not only used in purchase specifications for filler metals but also has
become part
of
standards such as the ASME code
[
146). Recently, with the Winter 1994-1995
Addendum to the ASME code, the 1992 WRC diagram
[
147~1has replaced the
De
Long
diagram
[
147b] in that code.
The Schaeffler diagram shown in Fig. 20a, the Delong diagram shown in Fig. 20b, and
the 1992 WRC diagram shown in Fig. 2Oc use an
x
axis of chromium equivalents versus
a
y
axis of nickel equivalents. Carbon contents are
0.03%
minimum unless otherwise indicated.
The Cr-Ni equivalents
of
the consumable and base material are plotted on
a
set of ferrite
content lines that have been empirically derived. The dotted line indicates the approximate
boundary of the austenite region for wrought alloys. Ferrite contents are determined by calcu-
a
Chromium
equivalent
=
%Cr
+
%MO
+
1.5
X
%Si
+
0.5
X
%Cb
b
Figure
20
Constitution diagram. (a) Schaeffler diagram;
(b)
De Long diagram; and (c)
WRC
1992
diagram. (From
Ref.
147.)
0
C
Material Selection and Fabrication
74
7
v)
Creq
=
Cr
MO
+
0.7
Nb
Figure
20
Continued.
lating specific chromium and nickel equivalents from alloy compositions and plotting the re-
spective points on the diagram.
Caution is required in the use of these diagrams [144]:
1.
These diagrams may not accurately reflect the effects of welding process, technique, dilu-
tion, or cooling rate on ferrite content; they are really applicable to welds made under
conditions similar to those used by these researchers.
2.
Neither the Schaeffler nor the Delong diagram accounts adequately for the effects of man-
ganese in amounts greater than
2.5%
in a weld metal,
in
which case both the diagrams
seriously underestimate ferrite content.
For these reasons, the constitution diagrams just described should be used only as guidance to
choosing a particular consumable or for an approximation of ferrite content and never as a
final word regarding weld metal ferrite content. Where accurate ferrite measurement is re-
quired, magnetic instruments should be used and the consumable manufacturers recommenda-
tions followed.
3.
Magnetic Measuring Instruments or Ferrite Gages.
Ferrite is ferromagnetic, while
austenite is not; this provides the basis for magnetic determination of ferrite at room tempera-
ture. Ferrite determinations by magnetic means using ferrite gages are reproducible, and this
is a nondestructive test. Standard methods of ferrite determination by magnetic methods for
industrial use are discussed in ANSVAWS A4.2 and
IS0
8249.
Portable ferrite gages or indica-
tors are designed for on-site use. Various trade names for magnetic measuring instruments are
Magnegauge, Ferritescope, Severn gauge, Foerster gauge, and Elcometer
[
1441.
Secondary Weld Metal Standards.
The austenitic stainless steel weld metal standards
intended to be used for the calibration and a cross-referencing
of
instruments for measuring
ferrite in weld metal are available from VEW-Bohler in Austria, among others. These samples
have been prepared on behalf of Commission
I1
on Arc Welding of the IIW and contain
varying amounts of delta ferrite. Ferrite numbers for the eight samples, in the approximate
748
Chapter
13
range 3 to 27
FN,
have been determined using the IIW recommended procedure, and are given
on an accompanying card.
4.
X-rays.
This method of ferrite determination relies on the fact that all materials consist
of different crystal structures. The intensities of diffraction lines of the different phases allow
determination and measurement of their presence. This type of analysis
is
only possible on the
surface thickness (approximately
2
mils) and can only measure amounts of ferrite in excess of
3
FN.
Equipment of this type is costly, complicated, and not always practical
[
1441.
Ferrite in
Duplex
Stainless
Steels.
Heat-affected zones in duplex stainless steels have a
tendency to form a high level of ferrite, and this provides a special problem for ferrite measure-
ment. The ferrite content can be kept within acceptance limits by controlling the composition
of the base metal and by controlling the heat input, typically
0.5
to 2.5 kJ/mm, with more
restrictive limits for higher alloyed “super duplex” stainless steels
[
1461. In duplex stainless
steels, HAZ ferrite content determination using a precisely defined metallographic point count-
ing procedure is recommended. Ferrite content by magnetic means can be determined as per
ANSVAWS A4.2.
Variable Weld Penetration.
Variable penetration refers to the marked differences in the depth
of penetration observed when steels of nominally the same composition but produced from
two different heats were welded under identical conditions. There is a tendency for the weld
to deflect to one side of the joint when steels from different casts are welded together, and
deviation to one side of the joint sometimes results
in
a lack of fusion. For this reason, the
problem is also known as cast-to-cast or “heat-to-heat” variability
[
104,1431. Variable penetra-
tion is mostly experienced with the introduction of automatic autogenous welding processes,
such as orbital TIG for tube-to-tubesheet joining, particularly with stainless steels grades such
as AISI 304 and 316 [103].
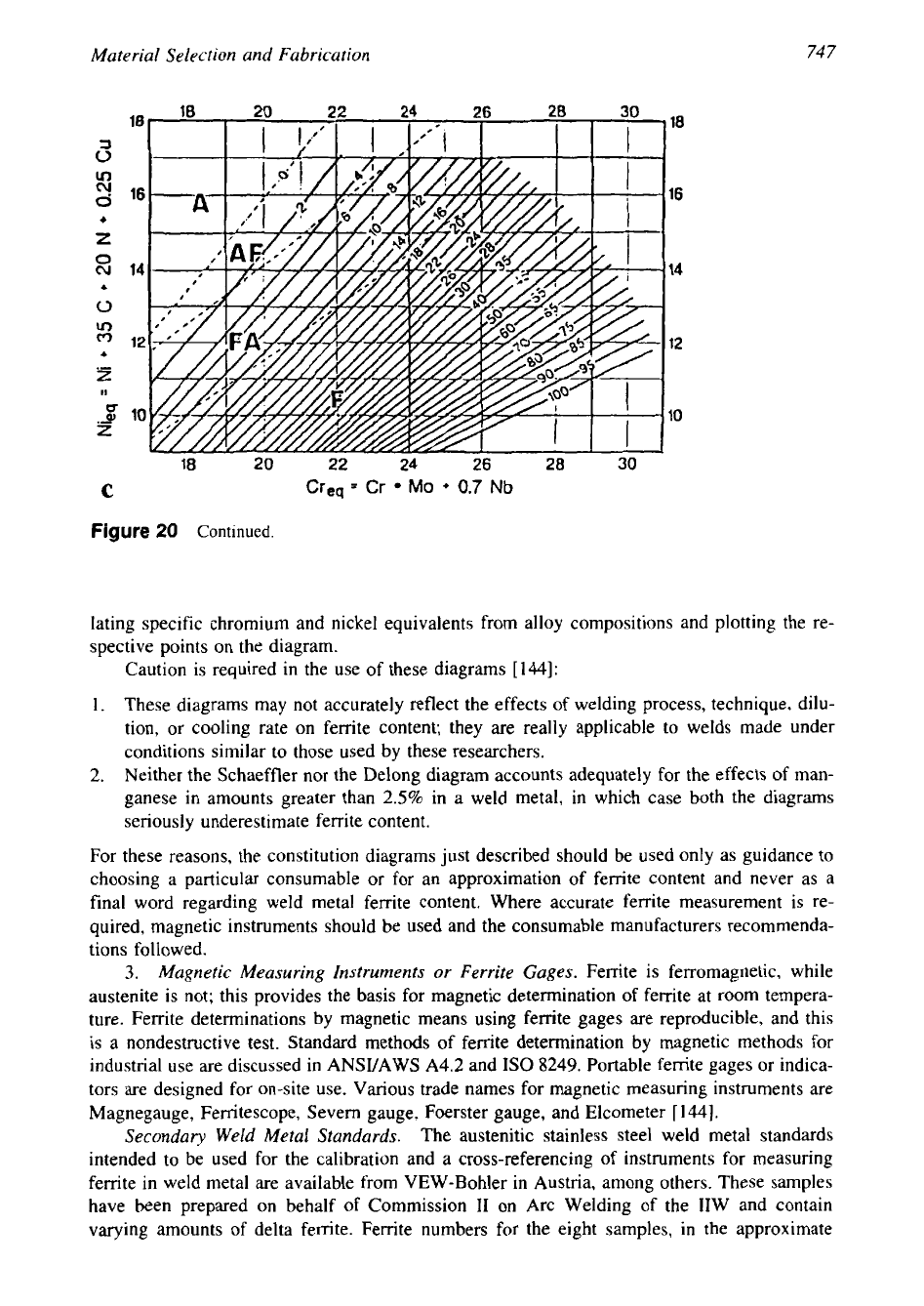
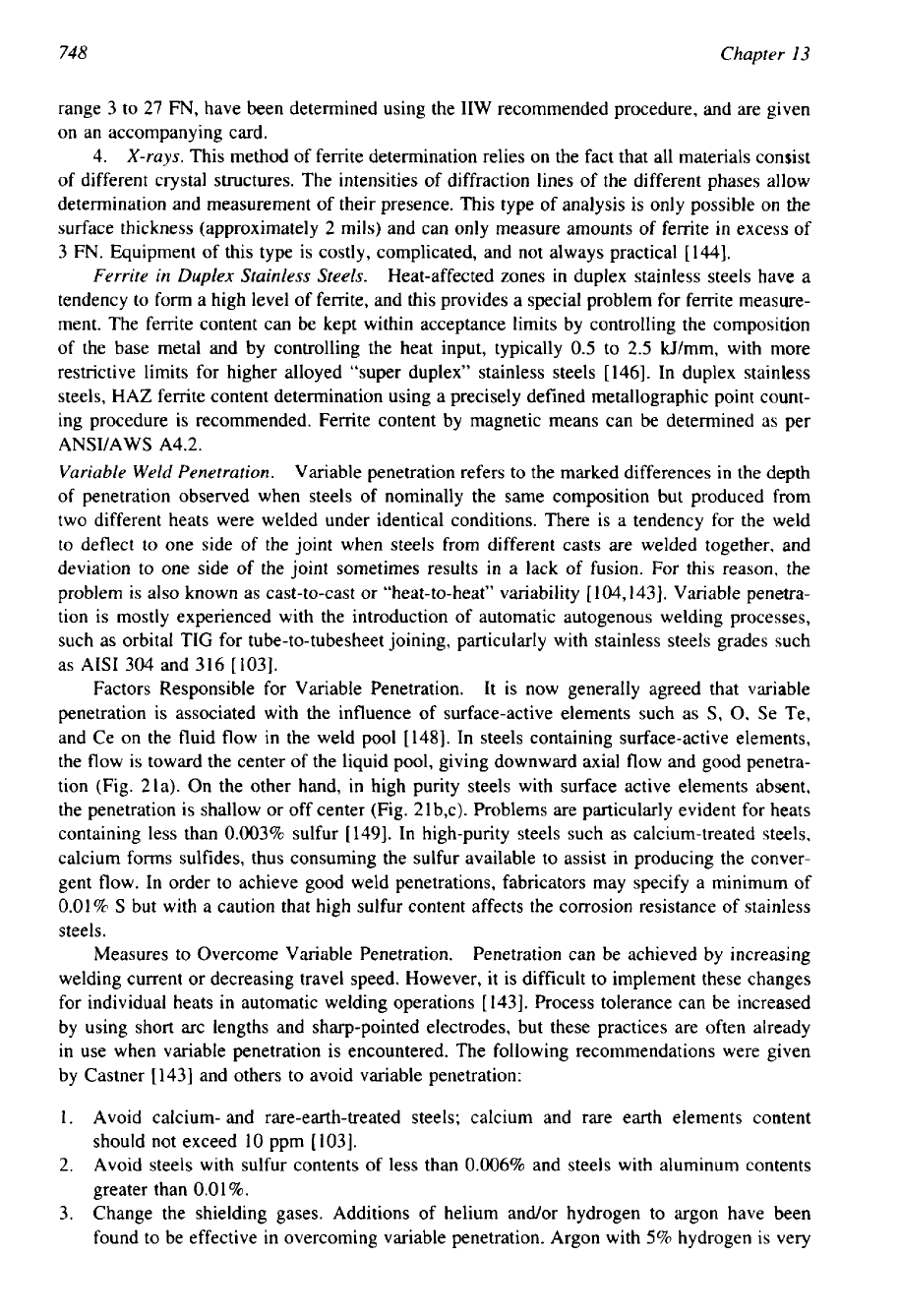
Factors Responsible for Variable Penetration.
It is now generally agreed that variable
penetration is associated with the influence of surface-active elements such as
S,
0,
Se Te,
and Ce on the fluid flow in the weld pool
[
1481. In steels containing surface-active elements,
the flow is toward the center of the liquid pool, giving downward axial flow and good penetra-
tion (Fig. 21a). On the other hand, in high purity steels with surface active elements absent,
the penetration is shallow or off center (Fig. 21b,c). Problems are particularly evident for heats
containing less than 0.003% sulfur
[
1491. In high-purity steels such as calcium-treated steels,
calcium forms sulfides, thus consuming the sulfur available to assist in producing the conver-
gent flow. In order to achieve good weld penetrations, fabricators may specify a minimum of
0.01%
S
but with a caution that high sulfur content affects the corrosion resistance of stainless
steels.
Measures
to
Overcome Variable Penetration.
Penetration can be achieved by increasing
welding current or decreasing travel speed. However, it is difficult to implement these changes
for individual heats in automatic welding operations
[
1431. Process tolerance can be increased
by using short arc lengths and sharp-pointed electrodes, but these practices are often already
in use when variable penetration is encountered. The following recommendations were given
by Castner
[
1431 and others to avoid variable penetration:
1.
Avoid calcium- and rare-earth-treated steels; calcium and rare earth elements content
should not exceed
10
ppm
[
1031.
2.
Avoid steels with sulfur contents of less than 0.006% and steels with aluminum contents
greater than
0.0
1
%.
3.
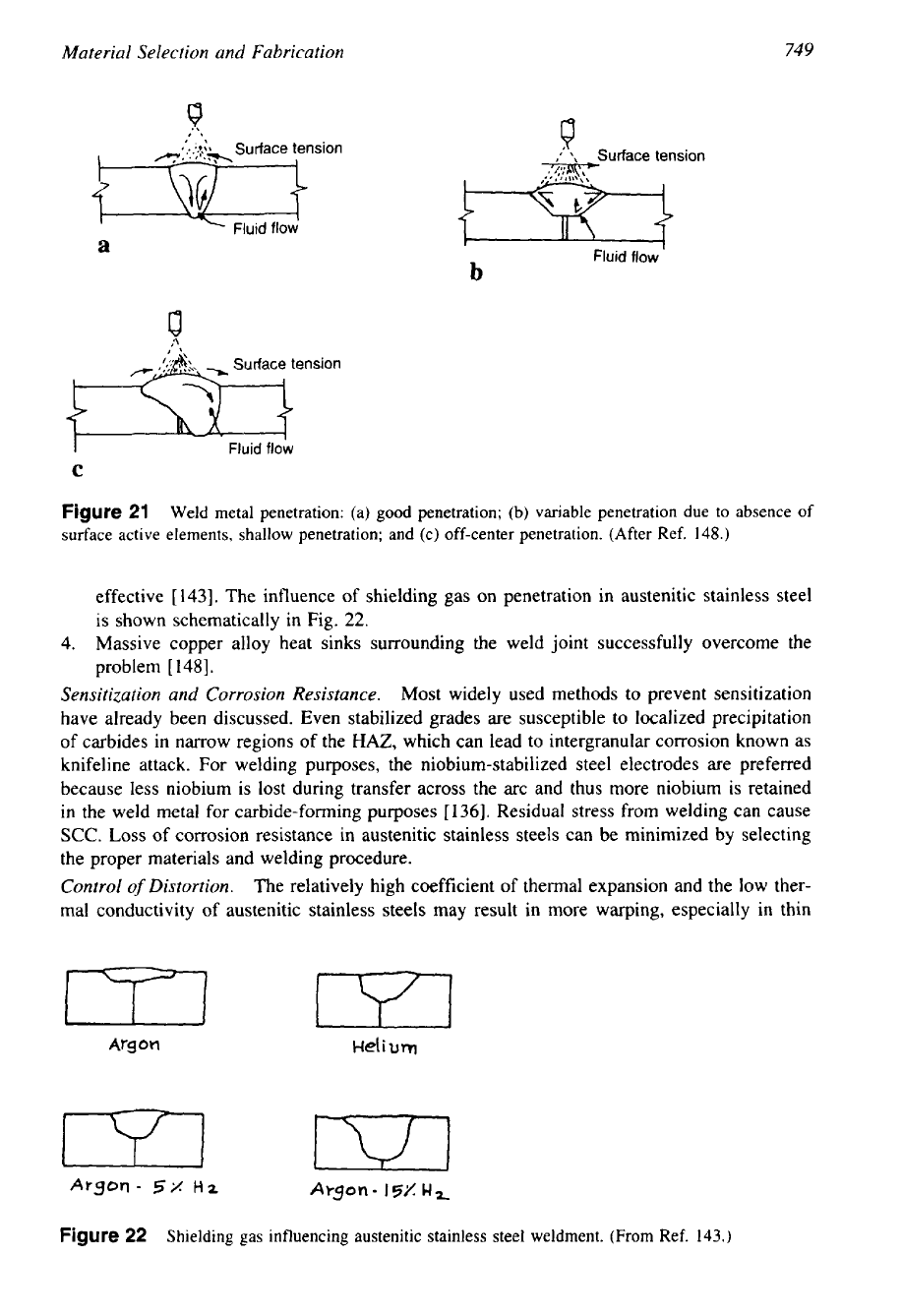
Change the shielding gases. Additions of helium and/or hydrogen to argon have been
found to be effective in overcoming variable penetration. Argon with
5%
hydrogen
is
very
749
Material Selection and Fabrication
Fluid
flow
'
b
I
Fluid
flow
C
Figure
21
Weld metal penetration: (a) good penetration; (b) variable penetration due to absence of
surface active elements, shallow penetration; and (c) off-center penetration. (After Ref.
148.)
effective
[
1431.
The influence of shielding gas on penetration in austenitic stainless steel
is shown schematically in Fig.
22.
4.
Massive copper alloy heat sinks surrounding the weld joint successfully overcome the
problem
[
1481.
Sensitization and Corrosion Resistance.
Most widely used methods to prevent sensitization
have already been discussed. Even stabilized grades are susceptible to localized precipitation
of
carbides in narrow regions
of
the
HAZ,
which can lead to intergranular corrosion known as
knifeline attack. For welding purposes, the niobium-stabilized steel electrodes are preferred
because less niobium is lost during transfer across the arc and thus more niobium is retained
in the weld metal for carbide-forming purposes
[136].
Residual stress from welding can cause
SCC.
Loss
of corrosion resistance in austenitic stainless steels can
be
minimized by selecting
the proper materials and welding procedure.
Control
of
Distortion.
The relatively high coefficient of thermal expansion and the low ther-
mal conductivity
of
austenitic stainless steels may result in more warping, especially in thin
m
iyI
Argon-
52
H2
Avc~on-
15%
CIz
Figure
22
Shielding gas influencing austenitic stainless steel weldment. (From Ref.
143.)
750
Chapter
I3
sections, than
in
other types of stainless steels, carbon steels, and alloy steels [137]. This
suggests a greater need for jigging to maintain dimensional control. Measures to control distor-
tion are discussed by Banks [137] and Castner [143]. They are:
1.
More frequent tack welds are required to limit shrinkage.
2.
Thin sections should be restrained with fixtures and strong backs.
3.
Heat sinks can be used to minimize the size of the area affected by the heat of welding.
4.
Fabrication of complex structures should employ the minimum permissible weld size and
minimum weld heat input.
5.
Heavy sections should be welded
in
as few passes as practical, using stringer beads and
welding sequences that limit interpass temperature. Weld passes should be balanced around
the neutral axis.
Mild steel jigs, strongbacks, etc. must not be directly attached to stainless steel items that
form part of the final fabrication, because this results
in
reduction
in
corrosion resistance,
dilution effect, or air-hardening compositions susceptible to cracking.
Welding
Fumes.
Fumes from arc welding processes are a potential hazard
to
personnel.
On-
site measurements of fume concentrations are required to determine exposure for a given appli-
cation. Local exhaust ventilation andor respiratory protection are recommended to control
exposure when welding austenitic stainless steels
[
1431. It may be possible to minimize fumes
by selection of consumables and welding parameters as discussed
in
Ref. 143.
Welding Practices to Improve the Weld Performance
1.
Minimize porosity in welds by using electrodes containing a deoxidizer like silicon or
manganese
[
1501.
2.
Use lowest possible heat input to minimize the width of
HAZ
and minimize time at tem-
perature in the range that can cause carbide precipitation. The degree of sensitization caused
by welding is mostly related to the heat input processes. An arc welding process carried out at
fast travel speeds, GTAW in particular, is better.
A
high heat input process, like submerged
arc welding, is likely to sensitize stainless steel unless travel speed is high and auxiliary cooling
is applied
[
1
191.
Protection of Weld Metal Against Oxidation and Fluxing to Remove Chromium Oxide.
While welding stainless steels, the welding process must protect the molten weld metal from
the atmosphere during transfer across the arc and during solidification. Some welding processes
require fluxing to remove chromium and other oxides from the surfaces to be joined and fiom
the molten weld metal. The presence of chromium oxide impairs the quality of stainless steel
weldments. Fluorides are the most effective agents for removing chromium oxide. Calcium
and sodium fluorides are used
in
covered electrode coatings and submerged arc welding fluxes.
Protecting the Roots of the Welds Against Oxidation.
Gas
Shielding.
Oxidation of the underside surface
of
root beads of full-penetration welds
can occur if proper shielding is not provided. This oxidation is detrimental in corrosive environ-
ments because the oxide layer may reduce the corrosion resistance and facilitate preferential
corrosion
[
118,1431. Therefore, protect the roots of welds from oxidation with argon; nitrogen
also can be used as a backup gas. For multipass welds, the gas shield should be maintained
during welding
of
the root pass and
a
few additional passes.
Root
Flux.
Root flux is a powder that, when made into paste and applied to the metallic
surfaces to be protected, reacts with the heat from welding to form a thin slag that helps to
protect the metal surface from oxidation
[I
181. However, root
flux
is not
a
substitute for gas
shielding, but an improvement to welding with
no
root shielding.
751
Material Selection and Fabrication
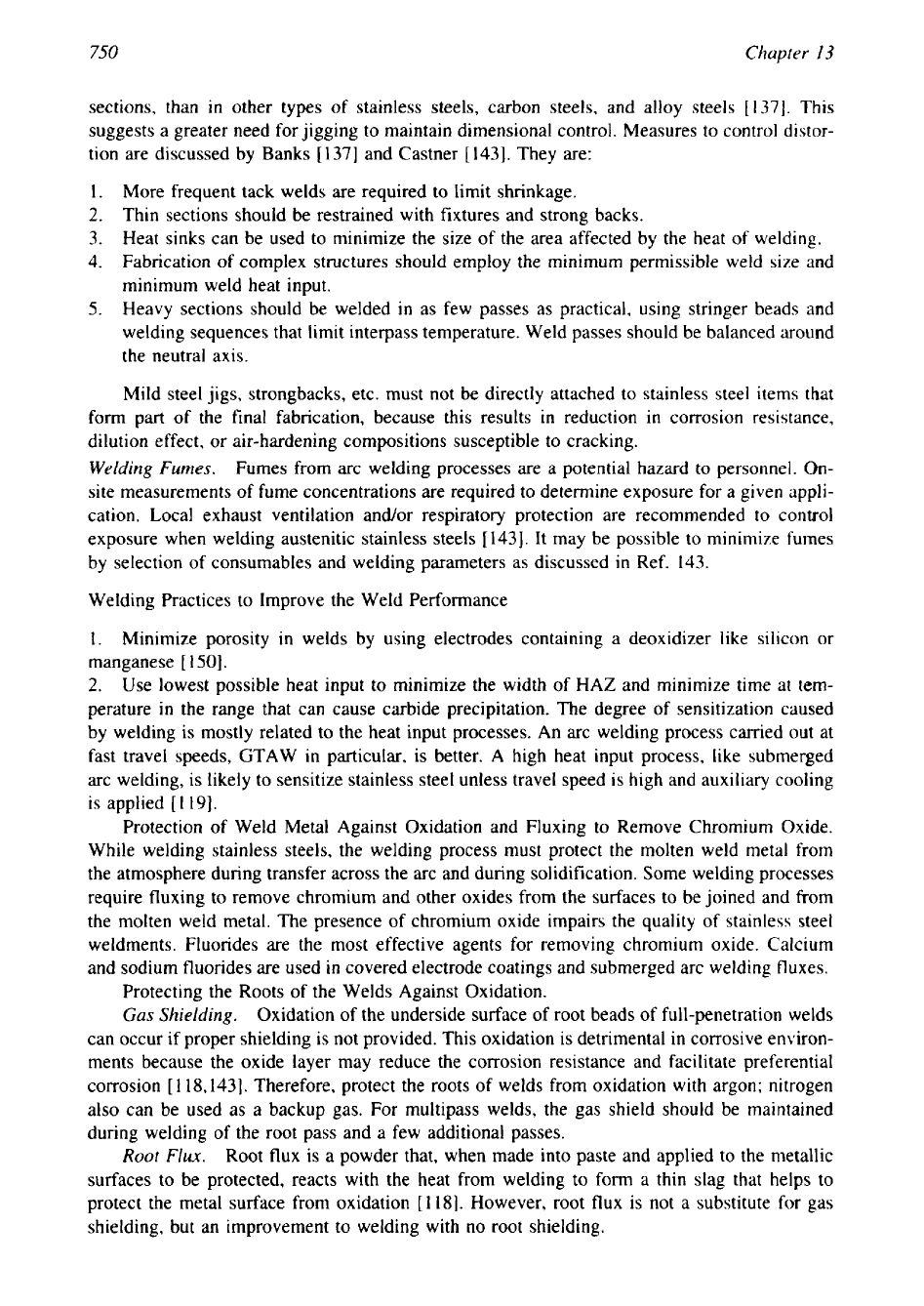
Porosity: Beginning-and-End.
One of the porosity problems of stainless steel welding is
known as “beginning-and end.” It takes place at the beginnings and ends of welds (Fig. 23) in
stainless steels and nickel alloys due to hydrogen entrapped during solidification
[
1501. Pre-
heating will help to reduce the amount of porosity in stainless and nickel alloy welds. Accord-
ing to Vackar [150], the probable causes of beginning-and-end defects are
Base metal
too
cold.
Poor shielding at the start; poor shielding all along would produce porosity along the length
of the weld.
Fast cooling at the end.
Once made, grind at least
1/;6
in deep and get rid of front and back weld defects.
Underbead Cracking.
This can occur in the HAZ of the austenitic stainless steel base
metal immediately adjacent to the weld metal, especially in sections more than 0.75 in thick.
Welding Processes Generate Different Weld Defects
The different arc welding processes typically generate different weld defects
in
SS.
Among
the gas-shielded arc welding methods MIG process generates spatter and leaves slag residues
on the weld affected areas; TIG and plasma arc processes, raise the risk of losing alloying
elements from the weld pool, and thereby locally decrease the pitting resistance of the weld
metal; and slag shielding methods (SMAW, SAW, and FCAW) leave slag and spatter during
the process, and generate inclusions in the vicinity of the weld metal surface
[
1
181.
Postweld Heat Treatment
Austenitic stainless steel weldments are normally placed in service
in
the as-welded condition.
However, environments that can cause SCC due to residual stress from welding, or to over-
come the susceptibility to intergranular corrosion due to carbide precipitation, or the need to
assure dimensional stability, may require a form of PWHT known as solution annealing. Solu-
tion annealing puts carbides back into solution and restores normal corrosion resistance. PWHT
temperature ranges and heating and cooling rates must be selected to avoid the following
potential problems
[
1431:
1.
Heating in the range of 800-1650°F (425-900°C) can result
in
sensitization.
2.
Heating welds between
1000
and 1700°F (540-925°C) can transform ferrite to a hard,
brittle sigma phase. Sigma-phase formation while carrying out PWHT can be minimized
if the maximum weld metal ferrite number
is
limited to
10-12
FN.
3. Stabilized stainless steels such as Types 321 and 347 will be susceptible to reheat cracking.
Solution
Annealing.
PWHT
of
stainless steels usually involve solution annealing at tempera-
tures of 1950-2050°F (1065-1 120°C) followed by rapid cooling or water quenching. Material
not stabilized with columbium or titanium should
be
cooled through the range from 1700 to
Penetration
Figure
23
Beginning-and-end defect.
(From
Ref.
150.)
752
Chapter
13
1000°F
(927
to 538°C) in not more than 3 minute. The rapid cooling should be continued
to
below
800°F
(427°C). Since the solution annealing temperature range is very high (1900°F
minimum), unless stainless steel is protected from air at these temperatures, it oxidizes rapidly,
forming adherent oxide scale; if thin sections are not adequately supported, they may sag or
warp.
PWHT Cracking.
Stainless steels may suffer cracking in the HAZ during PWHT or during
high-temperature use. PWHT cracking is more likely to form in the stabilized grades containing
niobium and titanium; it does not occur in molybdenum-bearing grades unless niobium is
present, and therefore niobium additions should be avoided in molybdenum-bearing steels that
are likely to be used in high-temperature applications
[
1031.
Welding Stainless Steels to Dissimilar Metals
On many occasions, it is necessary to weld austenitic stainless steels to other materials, includ-
ing carbon, low-alloy steel, martensitic and ferritic stainless steel, copper alloys, and nickel
alloys. Welding procedures for dissimilar metal joints must consider differences in strength,
chemical composition, corrosion resistance, thermal expansion, and heat-treatment response
[
1431. Important weldability problems with dissimilar metals welding include
(
1
)
solidification
cracking, and
(2)
dilution of the weld metal, which can result in martensitic weld metal that is
susceptible to hydrogen-induced cold cracking.
Methods
to
Overcome Dilution Problems.
Dilution problems associated with the mixing of
dissimilar metals in weld runs can be solved with reference to a Schaeffler constitutional
diagram. This can be particularly helpful in choosing a proper filler metal and welding parame-
ters to give adequate control of the delta ferrite and austenite phase. Methods to overcome
dilution problems are
[
1431:
1. Base metal dilution should be minimized by use of low heat input and stringer bead
techniques.
2.
When joining stainless steel to mild steel, it is a usual practice to use a more highly alloyed
filler metal in order to allow for the dilution on the mild steel side.
3. Buttering the carbon steel base metal prior to completing the joint is an effective technique
to minimize dilution.
Filler Metals
for
Welding
SS
With Dissimilar Metal.
Welding filler metals for joints between
carbon or low alloy steels and austenitic stainless steels must be selected to prevent solidifica-
tion cracking. For dissimilar metal welding, particularly between carbon steels and austenitic
stainless steels, Type 309 electrodes and filler metals are probably the most commonly used
filler metals. Nickel-alloy filler metals are recommended for critical service conditions and
service temperatures above
800°F.
To weld one of the extra-low-carbon unstabilized varieties,
a correct choice is to use a matching electrode, rather than using a high-carbon stabilized
electrode
[
1371.
PWHT. If postweld heat treatment is required, the temperature and heat treatment cycles
must be carefully selected to avoid sigma phase formation in the weld, sensitization of austen-
itic steels, or problems due to differences in thermal expansion.
Postweld Cleaning
Welding-related surface contamination and imperfections such as weld splatter, welding slag,
arc strikes, heat tint, oxides, and other surface contaminants can be a source of corrosion
initiation. Thorough postweld cleaning is necessary to remove the welding contaminations and
to obtain optimum corrosion resistance of the parent metal. The cleaning procedure should
avoid the formation of oxide films, which render the
SS
susceptible to various forms of
corro-
sion. Procedures should allow for repassivation
[
1
181.
Material Selection and Fabrication
753
Welding contamination is best removed by the use of a wire brush not used for other
purposes, abrasive disks, flapper wheels, or pickling. Grinding should be avoided, since this
procedure tends to overheat the surface, thereby reducing its corrosion resistance. Or subse-
quently, overheating or “bluing” of the surface must be avoided, or removed perfectly, prefera-
bly by acid pickling. Avoid chloride-bearing solvents for cleaning stainless steels. Generally,
a nitric acid final wash oxidizes the surface and passivates the metal
[
1 191. ASTM
A380
details
ways to clean stainless steel.
Corrosion Resistance of Stainless Steel Welds
During all welding processes, the surfaces affected by welding will be subjected to various
metallurgical and surface-related phenomenon that locally weaken the passive film and make
it susceptible to pitting corrosion. The general rules of good welding practice also apply to
welding of stainless steels for corrosion resistance. Pitting corrosion resistance of stainless steel
welds depends on the following factors
[
1181:
1.
Microstructure and chemical composition in the vicinity of the weld metal surface.
2. Inclusions.
3.
Weld spatter, arc strikes, contaminations from fabrication and shop environment.
4.
Residual welding stresses.
5.
Geometric surface defects, notches, solidification cracks, and crevices.
6.
Surface oxides, inhomogeneous structure, depletion of the alloying element from the un-
derlying parent metal.
Measures for optimization of the pitting corrosion resistance of stainless steel welds are as
follows:
1.
Careful selection of welding consumables and fabrication procedures.
2.
Gas shielding to avoid surface oxide formation.
3.
Root fluxes to protect the metallic surfaces from oxidation.
4.
Postweld cleaning.
17
FERRlTlC STAINLESS STEELS
17.1
Conventional Ferritic Stainless Steels
Ferritic stainless steels are basically Fe-Cr (conventional ferritics) or Fe-Cr-Mo (mostly super-
ferritics) alloys containing approximately 11 to
30%
chromium, and when molybdenum
is
added, resistance to pitting corrosion increases. Conventional ferritic stainless steels are listed
in
the
400
series. Ferritics are magnetic. Typical conventional ferritic stainless steels are given
in Table 21. High-chromium ferritic stainless steels have good resistance to corrosion, includ-
ing resistance
to
chloride stress corrosion cracking. Oxidation resistance of the ferritic steels
is also very good, especially for the high-chromium grades such as Type
446,
or when alumi-
num and rare earths are added. They cannot be hardened by heat treatment and only moderately
by cold working. In spite of equivalent corrosion resistance and low-cost alloying elements,
the ferritic steels have been surpassed by the austenitic stainless steels, primarily because of
their lower formability and toughness and reduced weldability
[
15 1,1521. These drawbacks are
minimized in light gages,
so
the bulk of current use of ferritic steels
is
in light gage tubular
and sheet form.
To
improve the weld metal ductility, sometimes welding
of
Types
430
and
446
is done with austenitic filler metals. This solves the ductility problem but can lead to loss
of corrosion resistance
[
1 191. These alloys have higher thermal conductivity, lower thermal
expansion, and lower cost. Types
430, 443,
and
446
have become popular in low-pressure,