Лекции - Новые материалы
Подождите немного. Документ загружается.

51
4.2 Классификация композиционных материалов
Композиционный материал классифицируется по нескольким основным
признакам: а) материалу матрицы и армирующих компонентов; б) структуре: геометрии
(морфологии) и расположению компонентов (структурных составляющих); в) методу
получения; г) области применения. Рассмотрим некоторые аспекты классификационных
характеристик композиционных материалов.
Материал матрицы и армирующих компонентов. Характеристика
композиционных материалов по материалу матрицы и армирующих компонентов
указывает на их физико-химическую природу. В настоящее время по материалу
матрицы различают:
1. Металлические композиционные материалы или композиционные
материалы на основе металлов и сплавов. Чаще всего используются алюминий,
магний, титан, медь и сплавы на их основе. Также делаются попытки использовать в
качестве матрицы высокопрочные стали, тугоплавкие металлы и сплавы.
2. Композиционные материалы на основе интерметаллидов, когда в качестве
матрицы используются интерметаллиды — химические соединения металлов с
металлами. Это относительно новый класс композиционных материалов, в котором в
качестве материала матрицы используются жаропрочные интерметаллиды Тi
3
Аl, ТiА1,
NiАl, Ni
3
Аl и др. .
Иногда к этой группе КМ относят композиты на основе силицидов металлов типа
МоSi
2
, Nb
5
Si
3
и т. д.
3. Керамические композиционные материалы. В качестве матрицы этих
материалов используются неорганические соединения оксидов, карбидов, нитридов и т.
п. Это относительно новый класс композиционных материалов, который имеет
перспективы, как класс супержаропрочных материалов .
4. Композиционные материалы на основе неметаллических компонентов.
Это прежде всего композиционные материалы на основе углерода, которые считаются
одними из самых перспективных конструкционных материалов, особенно в сочетании с
углеродными волокнами .
5. Композиционные материалы с матрицей из полимеров. Эпоксидные,
полиэфирные и некоторые другие термоактивные смолы, а также полимерные
термопласты являются наиболее широко распространенной группой конструкционных
композитов. В качестве армирующих компонентов (наполнителей) полимерных
композиционных материалов (ПКМ) обычно применяют твердые наполнители:
непрерывные и дискретные волокна различной природы, ткани и нетканые материалы на
основе этих волокон. Наибольшее распространение получили пластики, армированные
стеклянными, углеродными, органическими, борными и некоторыми другими видами
волокон.
Армирующие компоненты, или наполнители во многом определяют свойства
КМ. В настоящее время широкое применение нашли армирующие компоненты,
изготовленные из: 1) металлов и сплавов (сталь, бериллий, вольфрамат титана и др.); 2)
неметаллов, таких как углерод и бор; 3) керамики Аl
2
О
3
, SiС, ТiВ
2
,ТiС, АlN и др.; 4)
стекол, таких как стекло Е и стекло S; 5) органических веществ, таких как лавсан,
кевлар, полиэтилен и др.
4.3 Структура: геометрия (морфология) и расположение компонентов
структурных составляющих
Классификация композиционных материалов по геометрии компонентов в
определенной степени остается дискуссионной, так как она тесно связана с
классификацией по структуре и расположению компонентов и очень часто их не

52
разделяют. Тем не менее для лучшего понимания механики и физико-химии
композиционных материалов такую классификацию провести целесообразно. Наиболее
подходящей, на наш взгляд, является классификация по структуре, предложенная
Г.Фроммейером, где композиционные материалы классифицируются в соответствии с
морфологией фаз, составляющих их микроструктуру, или геометрией компонентов.
Согласно этой классификации, композиционные материалы относятся к одному
из следующих классов:
1) дисперсноупрочненные композиты и композиты, армированные частицами;
2) волокнистые композиты;
3) слоистые композиционные материалы.
С учетом размера и распределения вторых фаз или армирующих компонентов в
каждом из классов композиционных материалов можно выделить подклассы:
— субмикроструктурированные композиты: размер частиц (d
ч
), толщина волокна
(d
в
) много меньше 1 мкм (d<<1мкм);
— микроструктурированные композиты: размер частиц, толщина волокна или
слоя (d
с
) имеет порядок микрона (d= 1 мкм);
— макроструктурированные композиты: макроскопические размеры
компонентов имеют порядок миллиметров (d>> 0,1мм).
Рассмотрим характеристики композиционных материалов в соответствии с
морфологией фаз или геометрией армирующих компонентов.
1. Дисперсноупрочненные композиционные материалы, армированные частицами
(рис. 4.1, а). По геометрическому признаку эти композиты относятся к одному классу,
так как армирующий компонент является нульмерным компонентом, имеющим все три
размера одного и того же порядка.
Частицы второго компонента (фазы) беспорядочно распределены в матрице и в
зависимости от их количества могут либо упрочнять матрицу, препятствуя развитию
дислокационного скольжения при приложении нагрузки, либо «разгружают» матрицу,
воспринимая часть приложенной нагрузки. В первом случае композиционный материал
относится к дисперсноупрочненным, во втором — к армированным частицам и
композитам. В дисперсноупрочненных композитах размер частиц d
ч
<<1 мкм
(субмикроструктурированные композиты), а их количество составляет 1...15 %. В
качестве дисперсных фаз обычно используют оксиды, бориды, карбиды, силициды.
Возможно также использование интерметаллидов . Эффективность упрочнения матрицы
некогерентными дисперсными частицами фаз зависит от их размера и расстояния между
соседними частицами. Наибольший эффект упрочнения наблюдается при размере
частиц меньше 0,1 мкм, расстоянии между ними S
ч
= 0,01...0,3 мкм и количестве около
15 % . Дисперсионные композиционные материалы имеют сходство с традиционными
дисперсионно-твердеющими сплавами, в которых дисперсные частицы, выделяющиеся
при старении, также упрочняют матрицу. Однако в дисперсионно-твердеющих сплавах
эффект упрочнения снижается при нагреве за счет растворения, коагуляции и
разупорядочивания. Главное же преимущество дисперсноупрочненных композитов
53
состоит не в повышении предела текучести при комнатной температуре, а в способности
сохранять высокий уровень предела текучести и соответственно увеличивать
сопротивление ползучести матрицы в широкой температурной области. Поэтому в
качестве дисперсных фаз целесообразно использовать фазы, которые нерастворимы в
матрице и некогерентны с ней (см. выше).
Роль армирующих частиц сводится не столько к упрочнению матрицы, сколько к
перераспределению приложенной нагрузки между матрицей и наполнителем. Причем
важное назначение матрицы — это передача нагрузки армирующим частицам. Отметим,
что свою роль армирующие частицы выполняют, если их содержание превышает 25 %.
В качестве армирующих компонентов используют металлы, интерметаллиды,
оксиды, нитриды и другие вещества, существенно отличающиеся от матрицы по физико-
механическим свойствам.
2. Волокнистые композиционные материалы. Это в основном
микроструктурированные композиционные материалы, характеризующиеся тем, что в
качестве наполнителя используются одномерные армирующие компоненты, один из
размеров которых значительно превышает два других. В волокнистых композиционных
материалах пластичная матрица армирована высокопрочными волокнами толщиной от
нескольких микрометров до сотен микрометров. В качестве армирующих волокон могут
использоваться: металлические проволоки, усы и кристаллы фаз, полученных
направленной кристаллизацией; волокна неметаллов, таких как углерод и бор,
полученных по специальным технологиям; керамические волокна на основе Al
2
O
3
, SiC
и др. стекловолокно; органические волокна (полиэтиленовые, полиэфирные,
полиамидные и др.).
Содержание волокон в матрице может меняться в широких пределах.
Теоретически максимальное содержание волокон может достигать 91 % объема. Однако
в реальных условиях уже при объемной доле волокон 80 % возникают проблемы на
границе раздела волокно - матрица, что приводит к ухудшению свойств волокнистого
композита.
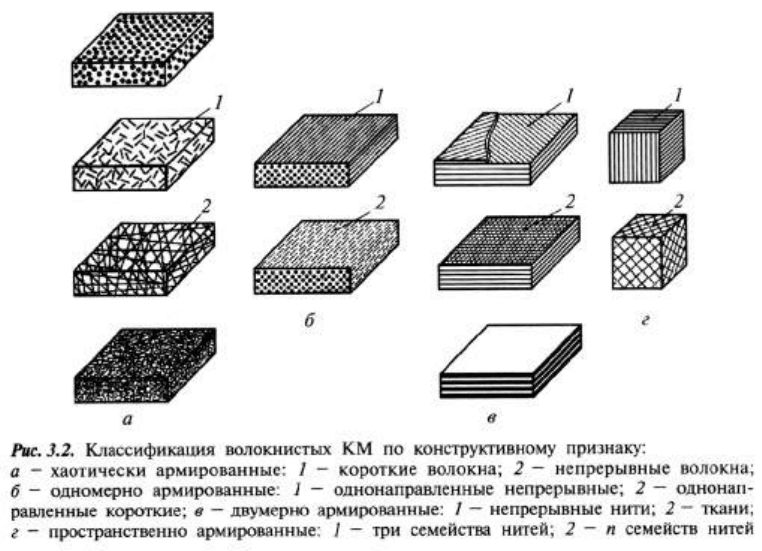
Естественно, что выбор природы волокна определяется назначением композита и
материалом матрицы, прежде всего физико-химической природой взаимодействия на
границе раздела матрица-волокно. Однако при прочих равных условиях комплекс
свойств волокнистого композита определяется геометрической схемой армирования
(рис. 3.2). Схемы хаотичного армирования короткими волокнами, одномерно
армированные короткими и длинными волокнами, могут быть использованы для любой
матрицы, в то время как остальные — в основном только для полимерной матрицы.
Следует также отметить, что схемы двумерного и пространственного армирования легче
всего реализуются при изготовлении деталей и узлов из полимерных материалов.
54
3. Слоистые композиционные материалы. Этот класс композитов
характеризуется тем, что фазы или компоненты расположены послойно (см. рис. 3.1, в).
Они состоят из компонентов, имеющих два размера, которые значительно превышают
третий. Естественно, что в слоистых композиционных материалах не имеет смысла
делить компоненты на матрицу и арматуру. На субмикроструктурированном уровне
слоистые композиты могут быть реализованы при осаждении из паровой фазы, а на
микроструктурированном уровне — в слоистых эвтектических структурах, полученных
направленной кристаллизацией (например, системы типа Аl-СuАl
2
, Сd-Sn, А1-Zп, Со-
СоВе и др.). На макроскопическом уровне слоистые композиты могут быть
реализованы в парах металл-металл, полимер-полимер, металл-полимер. Они
представляют собой слои разнородных материалов толщиной от 100 до 1000 мкм с
различной природой границы раздела. Однако независимо от природы взаимодействия
компонентов на границе раздела связь между слоями должна быть достаточна для
исключения необратимого перемещения одного слоя относительно другого при
воздействии механической нагрузки и температуры.
4.4 Методы получения и классификация композиционных материалов
Можно выделить следующие процессы получения и обработки композитов:
- химические, связанные с химическим, электрохимическим и
термохимическим осаждением;- газо- и парофазные, связанные с конденсацией из
газовой и паровой фазы;
- жидкофазные, связанные с направленной кристаллизацией и/или пропиткой
подготовленных каркасов наполнителя;
- твердофазные, связанные прежде всего с порошковой технологией,
диффузионным сращиванием и другими термомеханическими технологиями;
- комбинированные, основанные на сочетании перечисленных выше процессов.
Обычно композиционные материалы стараются не классифицировать по
применению, так как любая классификация носит достаточно условный и подчас
конъюнктурный характер, поскольку композиционные материалы обычно
многоцелевые. Тем не менее в первом приближении все композиционные материалы
можно разделить на конструкционные и функциональные. Помимо необходимости
55
воспринимать механические нагрузки, композиционный материал должен выполнять и
дополнительные функции. Поэтому конструкционные композиционные материалы в
некоторой степени являются и функциональными и в зависимости от назначения
помимо комплекса механических свойств должны обладать еще и комплексом
специальных свойств, например, жаропрочностью и жаростойкостью,
коррозионностойкостью, износостойкостью и т. д. Соответственно и конструкционные
композиционные материалы должны разделяться на подклассы различного назначения
или, что наиболее желательно, один и тот же композит должен обеспечивать
необходимый комплекс механических и специальных свойств.
56
5 МЕТАЛЛЫ И СПЛАВЫ СО СПЕЦИАЛЬНЫМИ СВОЙСТВАМИ
Рассмотрим результаты приоритетных исследований по созданию новых
материалов, включающих стали и сплавы различных назначений: жаропрочные,
высокопрочные, интерметаллиды, нержавеющие стали, стали для магистральных
трубопроводов, конструкционный металл для атомной энергетики и др. Значительное
число работ посвящено сплавам с особыми физическими свойствами. Если
рассматривать конструкционные материалы, то за период с 1996 по 2000 гг. прочность
материалов в сопоставимых единицах увеличилась в 1,5-2 раза, модули упругости — в
2-2,5 раза, температура эксплуатации низкотемпературных материалов — в 1,5 раза, а
высокотемпературных — в 1,13 раза. (Данные Министерства промышленности, науки и
технологий России)
Оборонный и аэрокосмический комплексы являются одними из главных
потребителей новых материалов и в первую очередь конструкционных. Новые
материалы позволяют увеличить ресурс двигателей, повысить отношение тяги
двигателей к их массе, снизить расход топлива и, главное, обеспечить безопасность
полетов. По мнению акад. РАН И.Н.Фридляндера, российские конструкционные
материалы на основе алюминиевых сплавов являются лучшими в мире по
характеристикам вязкого разрушения. Оригинальность решения заключается в том, что
допускается появление трещин при одном существенном ограничении. Появившаяся
трещина не должна приводить к разрушению конструкции. В соответствии с этой
концепцией на крыльях Боинга-747 может появиться трещина длиной 400 мм, но при
этом лайнер может выдерживать еще 1000 ч полета. Таким образом, если раньше шла
борьба за прочность и пластичность, то теперь добиваются вязкого разрушения.
В настоящее время повышение свойств конструкционных сталей достигается
главным образом не легированием (возможности которого в значительной мере
исчерпаны), а новыми технологиями, в частности, повышением чистоты металла
микролегированием и модифицированием. Введение сотых и тысячных долей процента
В, Са, Се, Lа, Тi, Zг, V, Nb, связывающих примеси (С, Р, S, N) в наночастицы,
обеспечивает существенное повышение свойств.
Комбинация методов порошковой металлургии и механического легирования
позволила получить новые типы коррозионностойких сталей и сплавов на железной
основе с повышенным уровнем термо-, жаростойких и механических свойств.
Содержательны и перспективны исследования по высокоазотистым композитам и
конструкционным сталям. Важны исследования сплавов с памятью и материалов
социальной направленности, биосовместимых с живой тканью, для имплантантов,
используемых в медицине.
Большие технологические исследования посвящены разработке металлических
материалов с нанокристаллической структурой. Эти материалы, обладающие
уникальными свойствами, используются практически во всех сферах современных
технологий.
Интересны и оригинальны исследования по стойкости конструкционных
материалов к воздействию мощных плазменных потоков, по созданию
термоэлектрических материалов с высокой эффективностью, полученных методом
механохимического синтеза; по взаимодействию электромагнитного излучения с
системами на основе нанокристаллических и аморфных материалов.
5.1 Жаропрочные сплавы
В мировой технической литературе термин «суперсплавы» («Suрегаllоуs»),
впервые введенный в 1972г., используется для обозначения жаропрочных и
коррозионностойких сплавов на основе Fе, Ni и Со. Тем самым эту группу сплавов
терминологически выделяют из общей массы металлических жаропрочных и
57
коррозионностойких материалов, включающих в себя сплавы на основе Мg, А1, Тi и
тугоплавких металлов.
Суперсплавы работают в газовых турбинах воздушного, морского,
автомобильного транспорта, танковых двигателей, газовых турбинах промышленного
назначения (газоперекачивающие станции, электростанции), в ракетных двигателях, в
космических апМК-сплавы I поколения (ЖСЗОМ, ЖС40, RЕNЕ-4, РWА-1480 и т.п.), не
содержавшие рения, имели около 60 % γ-фазы (об.) и более высоки по сравнению с НК-
сплавами значения температур солидуса и сольвус γ-фазы. В сплавы II поколения был
введен Rе в количестве до 3 %, объемная доля γ-фазы повысилась до 65...74% (ЖС36,
RЕNЕ-N5 РWА-1484 и т.п.). В 90-х годах XX в. за рубежом были разработаны сплавы III
поколения (RENЕ-6, СМSХ-10) с рением до 6%, в которых однако, возникли проблемы в
связи с образованием нежелательных ТПУ фаз, содержащих Rе, W, Мо, Сг. Выпадение
этих фаз обедняет твердый раствор легирующими элементами и снижает эффект
твердофазного упрочнения.
Однако с выпадением ТПУ фаз можно успешно бороться, если создать при
кристаллизации условия для подавления процессов ликвации. Созданная в России
(ВИАМ) уникальная высокоградиентная технология получения МК-сплавов позволила
разработать сплавы для двигателей самолетов V поколения с рением до 10% типа ЖС50
(6% Rе) и ЖС55 (9 % Rе). При соответствующем охлаждении лопатки из такого сплава
способны работать при стехиометрической температуре газов до 2200 К. Существенно
(в 5 раз) растет ресурс двигателя, что окупает затраты на дорогой рений в сплаве. Сплав
ЖС55 имеет длительную прочность (МПа):
900
100
σ = 590...600;
1000
100
σ = 350...360;
1100
100
σ =
180...190, что выше, чем у лучших зарубежных сплавов, на 30...40 МПа.
Естественно, что к МК-сплавам предъявляются высокие требования по чистоте от
вредных примесей. Содержание кислорода и азота должно быть не выше предела их
растворимости в никеле (< 0,0001 %) во избежание образования неметаллических
включений, снижающих циклические характеристики сплавов. Сера, образующая
сульфиды титана и тантала, должна быть в пределах (5...7)
.
10
-4
%.
МК-отливки (лопатки) получают методом направленной кристаллизации по двум
основным вариантам: методом селекторов (кристалловодов), при котором из множества
растущих столбчатых кристаллов выбирается для дальнейшего роста только один, и
методом затравок, когда искусственная затравка с нужной кристаллической ориентацией
устанавливается в нижней части литейной формы. Каждый из этих методов имеет много
технологических вариантов, но в основе каждого из них лежит принцип метода
Бриджмена — охлаждение нижней части формы и подогрев ее выше линии фронта
кристаллизации металла. При этом установки для получения НК- и МК-сплавов
принципиально не отличаются.
Большим шагом в совершенствовании процессов получения НК- и МК-отливок
была высокоградиентная технология (температурный градиент на фронте
кристаллизации на установках типа УВСН-4 составляет > 200 град/см против 20 град/см
на зарубежных установках) с погружением литейных форм в жидкометаллический
охладитель (Sn, А1). Рабочие скорости кристаллизации составляют при этом 4...10
мм/мин. Сплавы, получаемые по высокоградиентной технологии, имеют малую (в 8-10
раз меньшую) микропористость (до 0,1 %) и мелкодисперсную однородную структуру
(междендритное расстояние 100...150 мкм), что обеспечивает им повышение
прочностных свойств на 10...15% и усталостных свойств на 20...25 % по сравнению с
МК-сплавами, полученными при обычных градиентах температуры (20...30 град/см).
Наилучшие результаты получаются, если расплав предварительно подвергают
высокотемпературной обработке (ВТОР), а полученные заготовки -термовакуумной
обработке (ТВО). Это обеспечивает минимальные значения дисперсии служебных
свойств и максимальную надежность лопаток.
58
Специально для лопаток со структурой НК и МК <111> разработаны
интерметаллидные сплавы серии ВКНА: ВКНА-4У и ВКНА-1В с более низким (до 0,02
%) содержанием углерода, чем у сплава ВКНА-4 (РК). Сплавы ВКНА-4У и ВКНА-1В
имеют соответственно
1100
100
σ = 110 и 100 МПа, а
1200
100
σ =50 МПа.
5.2 Направленные эвтектики (эвтектические композиты) — НЭ
Это перспективные материалы для лопаток, работающих при 1100°С. В отличие
от обычных эвтектик здесь та фаза, которой меньше, формируется в процессе
кристаллизации в виде упорядочение расположенных вдоль оси теплоотвода
непрерывных стержней или полос. При доле этой фазы < 32 % образуются стержни, а >
32 % — полосы (пластины). Такая армирующая фаза сохраняется вплоть до
температуры ее солидуса.
Первое поколение никелевых НЭ представлено сплавами типа γ-МеС, γ-δ и γ⁄γ-δ,
где матрицей являлись либо γ-раствор, либо γ-фаза, либо γ-раствор, упрочненный γ-
фазой. Армирующими фазами были карбид МеС(NbС, ТаС) или интерметаллид Ni
3
Nb
(δ-фаза). НЭ отличаются высокой стабильностью при высоких температурах и
сохраняют свою прочность вплоть до температур 0,8...0,9 Т
пл
. Для рабочих температур
газов порядка 2000 К перспективными являются НЭ на основе тугоплавких оксидов.
Второе поколение НЭ — это композиции γ⁄γ-МеС и γ⁄γ-α, где α- тугоплавкий
металл (Мо, W). Доля карбидов (NbС, ТаС) в них 5...16 %, а α-металла - 20...32%.
В ВИАМ разработаны сплавы семейства ВКЛС (γ⁄γ-NbC), в то числе и сплавы с
рением (ВКЛС-20Rе).
НЭ получают тем же способом направленной кристаллизации с высоким
температурным градиентом, что и НК- и МК-сплавы, но со значительно меньшими
скоростями кристаллизации — 6...10 мм/ч. увеличением скорости в этих пределах растет
надежность сплава.
Сплавы ВКЛС превосходят сплавы НК и МК по служебным свойствам, ресурсу и
надежности как при умеренных, так и при высока температурах, но при литье
охлаждаемых пустотелых лопаток возникают трудности получения НЭ-структур в
переходной зоне от пера лопатки к замку.
Для сплавов ВКЛС характерно явление «эффекта памяти длины», когда образец с
накопленной деформацией ползучести до 1,5...1,8 % результате термообработки
возвращается к своей исходной длине. Эффект имеет практическое значение при
ремонте лопаток.
5.3 Проницаемые жаропрочные материалы
В последнее время полые монокристаллические лопатки получают
микроканалами и отверстиями в теле пера прямо в процессе кристаллизации. Такие
материалы позволяют сократить расход воздуха на охлаждение лопаток на 20...30 % по
сравнению с пленочным охлаждением, обеспечив более глубокое охлаждение. Они
перспективны для ГТД XXI в. с температурой газа до 2400 К.
5.4 Коррозионностойкие сплавы
Эти сплавы предназначены для лопаток, стационарных энергетических
газотурбинных установок (ГТУ), в которых температура газа на входе в турбину
(750...950 °С) значительно ниже, чем в авиационных газотурбинных двигателях (ГТД), а
ресурс должен быть выше (20...50 тыс. ч) в условиях коррозионно-активных сред, т.е.
солевой и газовой коррозии. В этих сплавах хром увеличен до 12...16% при
59
соотношении [Ti]/[Al] = 0,7... 1,0 и сумме (W + Мо + Та) = 6,5...11,0%. Кислорода в них
должно быть не более (8...10) • 10
-4
%, серы — до (6...7)
.
10
-4
%. Лопатки из этих сплавов
получают во всех трех структурных вариантах: РК, НК и МК. В зарубежных сплавах
обычно присутствует Та (1,5...5,0 %).
Последняя разработка — сплав ЖСКС-2(МК) — содержит до 1,5 % Rе, что
повышает служебные свойства сплава до значений
900
100
σ = 390 МПа и
1000
100
σ = 200 МПа.
Поскольку лопатки ГТУ значительно крупнее лопаток ГТД, получение МК-лопаток из
этих сплавов является технологически более трудной задачей, чем получение лопаток
ГТД паратах, атомных реакторах, нефтехимическом оборудовании и т. п.
В основном, суперсплавы применяются как жаропрочные материалы, но около
15...20 % этих сплавов применяются в качестве коррозионно-стойких материалов в
химической, нефтехимической промышленности, тепловой и ядерной энергетике, при
производстве стекла, бумажной пульпы и средств борьбы с загрязнением окружающей
среды.
Жаропрочные суперсплавы в 90-е годы XX в. составляли 40...50% от массы
конструкций газовых турбин: газотурбинных установок (ГТУ) и газотурбинных
двигателей (ГТД). По прогнозам, к 2010г. эта доля упадет до 30%, так как около 15%
придется на новые классы материалов — интерметаллиды (алюминиды) никеля и
титана. В расчете на 1 кВт мощности газовой турбины в ней имеется примерно 100 г
суперсплавов. При подъеме температуры на входе турбины рост КПД составляет
примерно 3,3...3,8 % (абс.) на каждые 100 градусов. В связи с этим температура рабочих
газов на входе в турбину непрерывно повышается. Если на промышленных
газотурбинных установках ГТУ-2,5П на основе авиадвигателя Д-30 (год сертификации
двигателя — 1967г.) эта температура была 648...753°С, то на установках ГТУ-16П и
ГТУ-25П на основе двигателя ПС-90А (год сертификации двигателя — 1992г.) она
возросла до 1167...1172°С, а в самом двигателе ПС-90А - до 1367 °С.
Основными служебными характеристиками жаропрочных сплавов являются:
длительная прочность, длительная ползучесть, длительная пластичность, надежность
(вероятность неразрушения).
Длительная прочность. Под этим термином понимается либо долговечность (τ
Р
), т. е. время до разрушения в условиях ползучести при данной температуре (Т) и данной
нагрузке (σ), либо предел длительной прочности — напряжение разрушения при данной
температуре и данном времени (
650
100
σ — предел длительной прочности при 650 °С за
100ч).
Долговечность (в часах) связана с температурой и нагрузкой :
lgτ
P
= α - n
.
lgσ + m
.
lgT + b/T - cσ/T. (7.1)
Для суперсплавов m =0...2; n = 3; b = (25...35) • 10
3
К; с = 5...9 К/МПа. В среднем
для никелевых суперсплавов b = 31 000 К и с = 7 К/МПа, величина а для традиционных
дисковых сплавов лежит в пределах (-23...-22,5), а для лопаточных и современных
дисковых сплавов в пределах (-20,5...-20).
Длительная ползучесть. Ее характеризуют либо временем (τ
ε
) накопления
заданной величины деформации ε (%) при данной температуре и данной нагрузке, либо
пределом ползучести - напряжением, при котором при данной температуре за данное
время достигается заданная деформация (
650
100/2,0
σ - предел длительной ползучести при
650 °С и деформация 0,2 % за 100ч).
Зависимость τ
ε
от Т и о так же, как и для τ
р
описывается выражением (7.1), имея
те же значения коэффициентов А и с. Величина коэффициента α для τ
ε
меньше, чем для
τ
р
. Так, при ε = 0,5 % величина α для τ
0,5
примерно на 0,3...1,0 меньше, чем для τ
р
.
60
Длительная пластичность. Она характеризует деформацию разрушения (ε
р
, %)
при заданных температуре и нагрузке. Связь этих величин описывается выражением
lgε
р
= α + n
.
lgσ + m
.
lgT + b/T - cσ/T. (7.2)
Интересно, что при Т=сопst кривая зависимости ε
р
от τ
р
проходит через
минимум.
Надежность. Надежность, или вероятность неразрушения (l, %) показывает,
какой процент неразрушенных образцов данного материала останется к данному
моменту времени при данной температуре и данной нагрузке образцов.
Надежность материала наряду с так называемым «человеческим фактором» и
рядом других факторов определяет надежность работы ГТУ и ГТД, которая в
отечественных ГТД отстает от мирового уровня. Так, надежность вылетов самолетов
ИЛ-96-300 с двигателем ПС-90А составила в 1997 и 1998 гг. соответственно 98,22 и
98,85 %, в то время как 6 1997г. надежность вылетов самолетов с двигателями СFМ-56
(кооперация фирм «Snесmа» - Франция и «СЕ» - США) составила 99,97 %.
Надежность материала логнормально зависит от его долговечности и при
среднем значении логарифма долговечности (
p
lgτ ) составляет всего 50%. Значения
l>50% обеспечиваются при lgτ
p
< lgτ
p,
когда надежность оценивается из выражения
/= 50
.
[l + Ф(∆/S)], (7.3)
где Ф - интеграл Гаусса; ∆ = lgτ
p
- lgτ
p
; S= S(lgτ
p
) - среднее квадратичное
отклонение.
Чем меньше величина S(lgτ
p
), тем при данном значении ∆ надежнее материал. A
величина S, в свою очередь, определяется физической и химической неоднородностью
материала. Отсюда одной из важнейших задач металлургии суперсплавов является
повышение их физической и химической однородности.
Для каждого материала дисперсия логарифма долговечности S
2
(lgτ
p
) имеет
минимум при определенной температуре и определенной долговечности, т. е. каждый
материал имеет рациональный с точки зрения надежности режим работы.
Наряду с указанными характеристиками для суперсплавов имеют важное
значение и такие свойства, как кратковременный предел прочности (временное
сопротивление) — σ
B
, физический и условный предел текучести — σ
T
, σ
0,2
, предел
выносливости при симметричном повторном изгибе при вращении образца - σ
-1.
Уровень всех этих свойств за время развития металлургии суперсплавов непрерывно
увеличивается.
Наряду с совершенствованием состава сплавов шел и быстрый прогресс в
технологии их получения. Очень быстро (с начала 50-х годов XX в.) на смену открытой
плавке для большинства сплавов пришли процессы спецэлектрометаллургии: выплавка в
вакуумных индукционных печах (ВИП) или в плазменных печах с керамическим тиглем
(ППКТ с последующими рафинирующими переплавами - ВДП, ЭЛП, ЭШП ПДП. В
1981г. в США был разработан процесс вакуумного дуговой двухэлектродного переплава
(УАВЕК-процесс), позволивший получать металлы с высокой степенью химической и
физической однородности мелким равноосным зерном и высокой степенью
технологической пластичности. Ко второй половине 60-х годов XX в. технологическая
пластичность стала лимитирующим звеном разработки новых сплавов. Легирование
сплавов с целью повышения их эксплуатационных характеристик достигло такой
степени, что из-за очень низкой пластичности и узкого диапазона температур
деформации слитков, включая слитки ВДП ЭЛП, ЭШП и ПДП, их уже практически
невозможно было деформировать. Кроме того, в этих слитках новых