Лекции - Организация производства
Подождите немного. Документ загружается.


продукции 2-го участка); У
1
- удельный расход продукции 1-го подразделения.
Организация рабочего места. Особенности организации и обслуживания рабочих
мест заключаются в следующем: наладка станка перед началом работы, а также
установка инструмента на рабочих местах осуществляется самими рабочими, при этом
рабочие места должны быть оснащены всем необходимым для обеспечения
непрерывной работы; транспортировка деталей должна осуществляться без задержек,
на рабочих местах не должно быть излишнего запаса заготовок.
Разработка планировки участков. Для индивидуального производства характерна
планировка участков по видам работ. В этом случае создаются участки однородных
станков: токарные, фрезерные и др. Последовательность расположения участков на
площади цеха определяется маршрутом обработки большинства типов деталей.
Планировка должна обеспечивать перемещение деталей на малые расстояния и только
в направлении, которое ведет к завершению изготовления изделия.
2.3.2. Метод групповой организации производства
Применяется в случае ограниченной номенклатуры конструктивно и
технологически однородных изделий, изготовляемых повторяющимися партиями. Суть
метода состоит в сосредоточении на участке различных видов технологического
оборудования для обработки группы деталей по унифицированному технологическому
процессу1.
Характерными признаками такой организации производства являются:
подетальная специализация производственных подразделений; запуск деталей в
производство партиями по специально разрабатываемым графикам; параллельно-
последовательное прохождение партий деталей по операциям; выполнение на участках
(в цехах) технологически завершенного комплекса работ.
Рассмотрим основные этапы организации группового производства.
Конструктивно-технологическая классификация деталей. Несмотря на
многообразие и различие конструкций, детали машин имеют много сходных
конструктивных, размерных и технологических признаков. Пользуясь определенной
системой, можно выявить эти общие признаки и объединить детали в определенные
группы. Объединяющими качествами в группе могут быть общность применяемого
оборудования и технологического процесса, однотипность оснастки.
Окончательное комплектование групп деталей, закрепленных за данным участком,
осуществляется с учетом трудоемкости и объема их выпуска по показателю
относительной трудоемкости Кд:
(13)
где N
i
- объем выпуска i-й детали в плановом периоде, шт.; k
oi
число операций по
технологическому процессу обработки 1-й детали; tшт ij - штучное время обработки i-й
детали по j-й операции, мин; К
вj
- средний коэффициент выполнения норм времени.
Указанный показатель рассчитывается по каждой детали анализируемой
совокупности. Установление суммарных показателей для деталей последней ступени
классификации обеспечивает синтез их в группы по принятому признаку.
Определение потребности в оборудовании. Необходимо оценить требуемое
число единиц оборудования по каждой группе на годовую программу выпуска по формуле
(11.1).
Принятое количество станков устанавливают путем округления полученного
значения S
pi
до целого. При этом допускается 10%-ная перегрузка в расчете на один
станок.
51
Рассчитывают средние коэффициенты загрузки оборудования по группам К
зj
и
участку в целом К
з.у
:
(14)
где S
прj
- принятое число станков; h - число групп оборудования на участке.
Для обеспечения экономически целесообразной загрузки ее устанавливают с
учетом внутриучастковой, а по уникальным и специальным станкам межучастковой
кооперации - путем передачи некоторой части работ с недогруженных станков на станки
смежных групп.
Определение числа производственных участков. В соответствии с количеством
станков в цехе определяется число создаваемых в нем участков исходя из нормы
управляемости для мастеров.
При реорганизации действующих цехов количество организуемых участков можно
определить по формуле
(15)
(
где Р
я
- явочное число основных рабочих, чел.; С
м
- режим сменности работы; Н
у
-
норма управляемости для мастера, выражаемая числом обслуживаемых им рабочих
мест; С
р
- средний разряд работ на участке; К
з.о
- среднее число операций, закрепленных
за одним рабочим местом участка в течение месяца.
При проектировании новых цехов в связи с отсутствием данных о явочном числе
основных рабочих количество участков определяется следующим образом:
(
Определение степени замкнутости производственных участков.
На основе анализа конструктивно-технологической классификации и показателей
Кд осуществляют отбор и закрепление деталей за участками. Эффективность группового
производства определяется степенью замкнутости производственных участков.
Участок является замкнутым, если на нем выполняются все операции по обработке
групп деталей (технологическая замкнутость) и станки не загружены выполнением работ
по кооперации с других участков (производственная замкнутость).
Количественная оценка степени замкнутости определяется с помощью
показателей:
где К
т.з
- коэффициент технологической замкнутости; Т
S
- трудоемкость
изготовления деталей, закрепленных за участком, ч; Т
вi
- время обработки i-й детали за
пределами участка, ч;
k - число деталей, цикл обработки которых не завершаетсяна данном участке; К
п.з
-
коэффициент производственной замкнутости; T
ni
- время обработки i-й детали,
52
изготовляемой на участке по кооперации; m - количество деталей, переданных для
обработки на данный участок по межучастковой кооперации.
Интегральный показатель степени замкнутости Кинт рассчитывается по формуле
(
При К
инт
= 1 применение методов группового производства наиболее эффективно.
Разработка маршрутной карты производственного процесса. Маршрутная
карта представляет собой графическое изображение последовательности всех операций,
включая перемещение материалов и их ожидание.
Разработка планировки цеха (участка). Планировка цеха (участка)
составляется с учетом общего направления движения материалов. Необходимые данные
берут из маршрутной карты производственного процесса. Расстановка оборудования
производится по существующим нормативам с максимальным соблюдением
прямоточности.
2.3.3. Метод организации синхронизированного производства.
Основные принципы организации синхронизированного производства
разработаны в 60-е годы в японской компания "Toyota". Метод синхронизированного
производства интегрирует ряд традиционных функций организации производственных
процессов: оперативного планирования, контроля складских запасов, управления
качеством продукции. Суть метода в отказе от производства продукции крупными
партиями и создании непрерывно-поточного многопредметного производства, в котором
на всех стадиях производственного цикла требуемый узел или деталь поставляется к
месту последующей операции точно в необходимое время.
Поставленная цель реализуется путем создания групповых, многопредметных
поточных линий и использования принципа вытягивания в управлении ходом
производства. Основными правилами организации производственного процесса в этом
случае являются:
изготовление продукции мелкими партиями;
формирование серий деталей и применение групповой технологии в целях
сокращения времени наладки оборудования;
преобразование кладовых материалов и полуфабрикатов в буферные
склады;
переход от цеховой структуры производства к
предметноспециализированным подразделениям;
передача функций управления непосредственно исполнителям.
Особое значение имеет использование принципа вытягивания в управлении ходом
производства.
При традиционной системе деталь переходит с одного участка на другой
(следующий по технологическому процессу) и далее на склад готовой продукции. Такой
метод организации производства позволяет задействовать рабочих и оборудование
независимо от того, есть ли спрос на данный вид изделий. Напротив, при системе "точно
вовремя" план-график выпуска устанавливается только для сборочного участка. Ни одна
деталь не изготавливается до того, как возникает потребность в ней на окончательной
сборке. Таким образом, сборочный участок определяет количество и порядок запуска
деталей в производство.
Управление ходом производственного процесса осуществляется по следующим
принципам: объем, номенклатура и сроки выполнения задания определяются участком
(рабочим местом) последующей ступени производства; ритм выпуска задается участком,
замыкающим производственный процесс; возобновление цикла изготовления на участке
53
начинается лишь в том случае, если получен соответствующий заказ; рабочий с учетом
сроков сдачи деталей (сборочных единиц) заказывает такое количество заготовок
(комплектующих), которое необходимо для выполнения полученного задания; доставка
комплектующих (деталей, сборочных единиц) к рабочему месту осуществляется в сроки и
в количествах, установленных в заявке; комплектующие, узлы и детали подаются к
моменту сборки, отдельные детали - к моменту сборки узлов; необходимые заготовки - к
началу изготовления деталей; за пределы участка передается только годная продукция.
Функции оперативного управления производственным процессом передаются
непосредственным исполнителям. В качестве средства передачи информации о
потребностях в деталях используется карта "канбан".
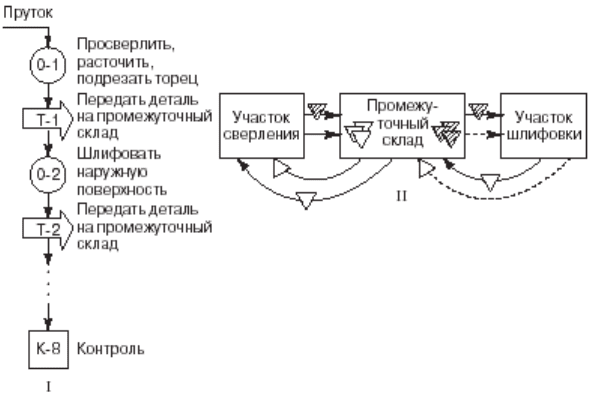
На рис. 11.4 показана схема организации синхронизированного производства.
Движение контейнеров с деталями и карт "канбан" между участками обозначено на схеме
стрелками и описано ниже.
Например, обеспечение участка шлифовки заготовками осуществляется в
следующем порядке.
1. Как только заканчивается обработка очередной партии деталей на участке
шлифовки, освободившийся контейнер с картой расхода поступает на промежуточный
склад.
2. На складе сопровождающая контейнер карта расхода снимается,
помещается в специальный ящик - коллектор, а контейнер с прикрепленной к нему
производственной картой подается на участок сверления.
3. Производственная карта служит сигналом к началу производства. Она
выполняет роль наряда, на основе которого изготавливаются детали в необходимом
количестве.
4. Детали для каждого выполненного заказа загружают в пустой контейнер, к
нему прикрепляется производственная карта, и полный контейнер отправляется к месту
промежуточного хранения.
5. С промежуточного склада контейнер с заготовками и картой расхода,
которая прикрепляется вместо производственной карты, поступает на участок шлифовки.
Эффективность действия системы с использованием карт "канбан" обеспечивается
соблюдением следующих правил:
изготовление деталей начинается лишь в том случае, если получена
производственная карта. Лучше допустить приостановку производства, чем
изготавливать детали, в которых нет необходимости;
на каждый контейнер приходятся только одна транспортировочная и одна
производственная карты, число контейнеров по каждому типу деталей определяется в
результате расчетов.
Метод синхронизированного производства предполагает внедрение системы
комплексного управления качеством, которая основывается на соблюдении
определенных принципов, включающих: контроль производственного процесса;
наглядность результатов измерения показателей качества; соблюдение требований к
качеству; самостоятельное исправление брака; проверка 100% изделий; постоянное
повышение качества.
Проверка качества в ходе производства в соответствии с указанными принципами
ведется на всех этапах производственного процесса, на каждом рабочем месте.
Для обеспечения наглядности результатов измерения показателей качества
создаются специальные стенды. Они поясняют рабочему, администрации, какие
показатели качества проверяются, каковы текущие результаты проверки, какие
мероприятия по повышению качества разрабатываются и находятся в процессе
внедрения, кто получил премии за качество и т. д. В этом случае задача обеспечения
качества стоит на первом месте, а выполнение плана производства - на втором.
Меняются роли отделов и других подразделений технического контроля, их
54
полномочия, круг решаемых задач, методы. Ответственность за качество
перераспределяется и становится всеобщей: каждая организационная единица в
пределах своей компетенции отвечает за обеспечение качества. При этом главная
ответственность ложится на самих изготовителей продукции.
Для ликвидации дефектов и обеспечения качества допускается приостановка
производственного процесса. Так, на заводе "Кавасаки" в США сборочные линии
снабжены красными и желтыми сигнальными лампами. При возникновении трудностей
рабочий включает желтый сигнал. Если дефект достаточно серьезный и требуется
остановка линии, он зажигает красный сигнал.
Брак исправляется рабочими или бригадой, которая его допустила,
самостоятельно. Контролю подлежит каждое готовое изделие, а не выборка из партии, и
там, где это возможно, - комплектующие узлы и детали.
Последний принцип - поэтапное улучшение качества продукции. Задача состоит в
разработке и реализации проектов улучшения качества на каждом производственном
участке. В разработке таких проектов принимает участие весь персонал, включая
специалистов отдельных служб. Обеспечение качества работы и достижение
непрерывности производственного процесса в условиях синхронизированного
производства происходят за счет профилактического обслуживания оборудования,
которое включает регистрацию характера эксплуатации каждого станка, тщательное
определение потребности в профилактике и частоты ее проведения.
Рис..4. Схема организации синхронизированного производства: I - маршрутная
схема производственного процесса; II - схема движения контейнеров с картами
"канбан"
Ежедневно рабочий-станочник совершает ряд операций по проверке своего
оборудования. Началу рабочего дня предшествуют смазка, отладка станка, закрепление
и заточка инструментов. Поддержание порядка на рабочем месте рассматривается как
обязательное условие качественной работы. В отечественном машиностроении
реализация принципов, положенных в основу метода синхронизированного
производства, возможна несколькими этапами.
Первый этап. Создание условий, позволяющих обеспечить бесперебойное
снабжение производства необходимыми материалами.
Второй этап. Организация запуска деталей в производство партиями, размер
которых определяется потребностями сборки, исходя из трех- или пятидневного выпуска
изделий.
Система оперативного планирования в этом случае максимально упрощается.
Цеху (участку, бригаде) устанавливается задание: количество, наименование деталей,
которые должны быть изготовлены в ту или иную пятидневку или трехдневку. Размеры
55
партий с учетом применяемости деталей и пяти- или трехдневного выпуска машин
определяет производственно-диспетчерское бюро (ПДБ) цеха. Порядок запуска и
выпуска определяют мастер, бригада. Диспетчерская служба принимает и учитывает
только те комплекты деталей, которые предусмотрены к сдаче в этот период. Так же
закрываются к оплате наряды. График может быть дополнен аварийными требованиями,
обусловленными браком или другими причинами. Уменьшение размера партий может
привести к потерям в производительности труда, что отразится на заработной плате
рабочих. Поэтому временно может быть предложен повышающий коэффициент к
расценке.
Третий этап. Организация работы по принципу: "За качество отвечают рабочий,
бригада, цех. Личное клеймо - каждому рабочему".
Четвертый этап. Введение порядка, при котором рабочий занят выполнением
своей основной работы при условии, что в ней есть необходимость. В противном случае
его надо использовать там, где имеется дефицит рабочей силы.
Если задание не выполнено, рабочий или бригада выполняют его в сверхурочное
время. Каждый случай срыва задания должен быть проанализирован с обязательным
участием рабочего, бригады, руководителя цеха и конкретных виновников.
2.3.4. Организация поточного производства.
2.3.4.1.Сущность поточного производства и классификация поточных линий
Поточное производство является наиболее прогрессивной и эффективной формой
организации производственного процесса.
Его важнейшие признаки:
закрепление одного или ограниченного числа наименований изделий за
определенной группой рабочих мест;
ритмичная повторяемость согласованных во времени техно-логических и
вспомогательных операций;
выполнение на каждом рабочем месте одной или небольшого числа
операций, что обеспечивает узкую специализацию рабо-чих мест;
расположение оборудования и рабочих мест по ходу технологического
процесса с наименьшими пространственными разрывами;
поштучная или небольшими партиями передача изделий с операции на
операцию с минимальными перерывами во времени с помощью специальных
транспортных средств;
Поточное производство является передовым, поскольку в наибольшей
степени реализует рассмотренные ранее принципы организации.
Первичным звеном поточного производства является
Поточная линия-это группа рабочих мест, на которых произ-
водственный процесс осуществляется в соответствии с харак-
терными признаками поточного производства.
По номенклатуре закрепляемых за ПЛ изделий различают:
Однопредметные ПЛ, каждая из которых специализирована
на производстве изделий одного вида; они характеризуются максимальной
специализацией рабочих мест, отсутствием переналадок оборудования и применяются в
массовом и крупносерийном производстве;
Многопредметные ПЛ, на каждой из которых одновременно или
последовательно изготовляются изделия нескольких типов, сходных по конструкции или
56

технологии их обработки или сборки. В таких ПЛ переход от одного типа изделия к
другому сопровождается переналадкой оборудования. Они применяются в серийном
производстве, когда объем выпуска изделий одного типа недостаточен для полной
загрузки оборудования и рабочих.
В зависимости от характера прохождения изделиями всех
операций различают:
Непрерывно-поточные линии, на которых изделия непрерывно,
т. е. без межоперационных пролеживаний, проходят через все операции их
обработки или сборки; эта непрерывность обеспе-чивается тем, что продолжительность
каждой операции кратна целому числу тактов ПЛ. Такие ПЛ применяются в основном на
сборке, т. к. здесь сравнительно легко можно добиться кратности продолжительности
операции целому числу тактов;
Прерывно-поточные линии- на которых имеются межоперацион-ные
пролеживания (обусловлены некратностью.….). Такие ПЛ применяются
преимущественно в процессах механической обработки изделий, а также в сборочных
процессах с применением оборудования или с наличием брака на промежуточных
операциях
(в этих случаях трудно или невозможно добиться кратности).
По характеру такта:
ПЛ с регламентированным тактом, такт задается принудительно с помощью
конвейеров, световой или звуковой сигнализации. Применяются в основном в
непрерывно-поточном производстве;
ПЛ со свободным тактом- на которых выполнение операций и передача
изделий с одной операции на другую могут производиться с небольшими отклонениями
от установленного (расчетного)
такта. Поддержание такта здесь возлагается непосредственно на рабочих путем
соблюдения ими заданных норм выработки.
ПЛ могут быть с конвейером или без него. В зависимости
от характера работы конвейера они подразделяются на ПЛ с рабочим конвейером
(операции выполняются без снятия изделий с конвейера) и ПЛ с распределительным
конвейером (конвейер осуществляет лишь доставку изделия на рабочее место). При
этом конвейер может находиться в непрерывном или периодическом (пульсирующем)
движении.
2.3.4.2. Основы расчета и организации однопредметных (однономенклатурных)
поточных линий
При проектировании и организации ПЛ выполняются расчеты ряда показателей,
которые определяют регламент работы линии и методы выполнения технологических
операций.
Такт ПЛ (
) рассчитывается:
Д
F
ВЫП
N/
,
где F
Д
-действительный фонд времени работы линии за определенный период;
N
ВЫП
- планируемый выпуск изделий за тот же период.
ПЕРСМД
TTF
-разность между календарным фондом рабочего времени (смена) и временем
регламентированных перерывов на отдых (за смену).
Расчетное количество оборудования или рабочих мест на каждой
операции:
57

/
iР
tC
i
),1( mi
i
t
- время выполнения i-й операции.
Расчетное число получается, как правило, дробным, но количество рабочих мест
не может быть дробным, поэтому далее начинается синхронизация.
Синхронизация-это процесс согласования длительности операций с
тактом поточной линии для того, чтобы длительности всех операций были
равны или кратны целому числу тактов.
Предварительная синхронизация основана на выборе такого целого числа
i
C
рабочих мест на каждой операции, при котором перегрузка или перегрузка каждого
рабочего места составляет не более 10%.
В качестве величины
i
C
принимают либо ближайшее меньшее, либо ближайшее
большее целое число для
i
р
C
так, чтобы коэффициент загрузки
iрП
CC
ii
/
),1( mi
находился в пределах
1,19,0
i
П
Если ни для одного из двух вариантов округления величины
i
р
C
это условие не
выполняется, то
1) объединяют несколько однотипных смежных операций,
выполняемых на одинаковом оборудовании, в одну новую; либо
2) расчленяют смежные операции и компонуют из них новые.
Затем слова повторяют этап предварительной синхронизации и так до тех пор,
пока не будет выполнено условие.
Окончательная синхронизация осуществляется во время отладки ПЛ и состоит
в полной ликвидации перегрузок рабочих мест путем совершенствования технологии,
механизации и оснащения рабочих мест приспособлениями. Далее определяют
окончательные коэффициенты загрузки рабочих мест
оi
на всех операциях по
выражению
i
п
, если
19,0
i
п
i
о
1 , если
1,11
i
п
Общее количество рабочих мест ПЛ равно
m
i
i
CC
1
Важная характеристика ПЛ - средний коэффициент загрузки ее рабочих мест и
рабочих:
)*(*
1
1
m
i
iо
C
C
i
Для ОНПЛ должно выполняться условие
95,0
Процесс функционирования ПЛ характеризуется определенной периодичностью и
в нем можно выделить так называемый оборотный цикл.
Оборотный цикл - регулярно повторяющаяся последователь-ность
состояний ПЛ.
Число различных состояний каждого рабочего места любой операции ПЛ равно
числу рабочих мест на этой операции, а общее число различных состояний оборотного
цикла
o
n
, называемое коэффициентом оборотного цикла, равно наименьшему
общему кратному (НОК) числа рабочих мест на операциях:
Длительность оборотного цикла (период оборота)
*
oo
nT
58
т. к. последовательные состояния ПЛ сменяют друг друга через интервалы
времени, равные такту
, а общее число состояний оборотного цикла равно
o
n
.
За время, равное периоду оборота
o
T
, на ПЛ в целом и на каждой ее операции
будет выпущено
o
n
изделий.
Для бесперебойной работы ПЛ необходимы межоперационные (цикловые)
заделы:
Технологический задел - совокупность изделий, находящихся в каждый
данный момент времени в стадии выполнения на операциях.
m
i
iiT
dCZ
1
*
,
i
d
- количество одновременно обрабатываемых изделий на i-й операции.
Транспортные заделы - совокупность изделий, находящихся в каждый
данный момент времени в процессе транспонирования.
Зависят от вида транспортных средств и условий перемещения. В упрощенном
виде (периодическая транспортировка).
m
i
mmiiтр
dCdCZ
1
**
Оборотные заделы создаются между двумя смежными операциями, но
разными по производительности:
)(*
1
1
1,
i
i
i
i
об
t
C
t
C
tZ
ii
t - отрезок времени в рамках периода обслуживания, в течении
которого на смежных операциях неизменное (одинаковое)
количество рабочих мест (ед. оборудования).
(рассм. на практическом занятии)
[ Период обслуживания - смена и т. п.]
Если
1, ii
об
Z
>0, то задел необходимо создать предварительно в нерабочее время,
если
1, ii
об
Z
<0 (отрицательное), то это свидетельствует о самопроизвольном
накоплении изделий , т. к. i-я операция более производительна, чем последующая.
Размер оборотного задела меняется в течении периода обслуживания.
Резервные (страховые) заделы - создаются перед наиболее
трудоемкими операциями технологического процесса в зависимости от среднего
времени устранения отказа в работе оборудования. Обычно в размере, не
превышающем суточную норму, а также перед каждой операцией на 15-20 минут для
независимого начала работы:
i
i
стр
C
t
Z
i
*
20
Это все было справедливо для однопредметных (однономенкла-турных)
непрерывных ПЛ.
2.3.4.3. Особенности организации многопредметных (многономенклатурных)
поточных линий
Многопредметные (многономенклатурные) ПЛ создаются в условиях
крупносерийного, серийного и даже мелкосерийного производства, когда организация
однопредметных ПЛ является нерациональной вследствие недостаточной загрузки или
низкой специализации рабочих мест. Многопредметные непрерывно -
59

поточные линии создаются в основном в сборочных цехах, где путем
перекомпоновки операций относительно легко удается достичь необходимой для этих
линий кратности продолжительности каждой операции целому числу тактов. Прерывно-
поточные – в механических цехах, где такую синхронизацию осуществить весьма
трудно или вообще невозможно.
Организация многопредметных поточных линий представляет
Собой сложный комплекс взаимосвязанных мероприятий и осуществляется в 3
этапа:
Этап1. Этот наиболее важный этап состоит в рациональном подборе совокупности
изделий, закрепляемых за ПЛ. Подбор осуществляется по конструктивно-
технологическим и организационно-плановым характеристикам; так формируются группы
изделий.
Этап2. Для каждой группы изделий разрабатывается групповой технологический
процесс обработки или сборки всех изделий, входящих в данную группу.
Этап3. Осуществляется расчет ПЛ.
Вначале определяют общую трудоемкость изготовления одного изделия
каждого типа:
j
m
i
ijj
tt
1
,
ij
t
- норма времени на выполнение i-й операции изделия j-го типа.
Общая трудоемкость всего объема выпуска изделий каждого типа данной группы:
jjj
tNT *
,
j
N
- объем выпуска изделия j-го типа в плановом периоде.
Далее определяют удельный вес трудоемкости выпуска изделия каждого типа
j
в общей трудоемкости изготовления всех изделий данной группы:
Jj
jjjjj
tNtN */*
На этой основе рассчитывают величину календарного фонда времени
многопредметной ПЛ
j
F
, которую необходимо выделить из общего фонда времени
этой линии на выпуск изделий каждого типа:
Дjj
FF *
,
Д
F
- действительный фонд рабочего времени.
Затем для каждого типа изделий определяют частный такт выпуска для
непрерывно-поточной линии
jпjjj
NTF /)(
и для прерывно-поточной линии
jjj
NF /
,
где
пj
T
- общая продолжительность регламентированных перерывов на отдых за
период
j
F
.
В соответствии с найденными значениями тактов далее осуществляется
синхронизация операций и выбор числа рабочих мест на каждой из них аналогично тому,
как это делается при расчете однопредметных ПЛ.
Замечание.
Для различных типов изделий данной группы расчетные числа рабочих мест
на одной и той же операции многопредметной ПЛ получаются различными. Поэтому на
каждой операции число рабочих мест берется равным max из найденных для этой
операции значений.
На заключительном этапе осуществляется выбор средств межоперационного
транспорта и планировка ПЛ.
В многопредметных ПЛ с последовательно-партионным чередованием
60