Неровный В.М. Плазменная сварка
Подождите немного. Документ загружается.

Московский государственный технический университет
им. Н.Э.Баумана
_________________________________________________________________
В.М. НЕРОВНЫЙ
Плазменная сварка
Москва 2004 г.
ОГЛАВЛЕНИЕ
1. Сущность плазменной сварки………………………………………………..3
2. Основные области применения………………………………………………4
3. Основные параметры режима………………………………………………..5
4. СПИСОК ЛИТЕРАТУРЫ……………………………………………………..12
2
ПЛАЗМЕННАЯ СВАРКА
1. Сущность плазменной сварки.
Плазма – ионизированный газ, в котором концентрация
положительно и отрицательно заряженных частиц почти одинаковы, а
хаотическое движение частиц преобладает над упорядоченным движением
их в электрическом поле. Плазму, получаемую нагревом газа электрическим
дуговым разрядом, принято считать дуговой.
Плазменная сварка – это сварка плавлением, при которой нагрев
проводится направленным потоком дуговой плазмы (плазменной струей).
Плазменную струю получают в специальных устройствах, которые в
сварочной процессах называют плазменными горелками (плазмотронами).
Наиболее распространены способы получения плазменных струй путем
сжатия и интенсивного охлаждения газовым потоком столба дугового
разряда, горящего в сравнительно узком водоохлаждаемом канале
плазменной горелки.
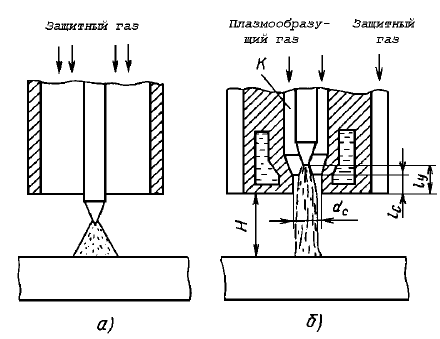
Первые плазменные горелки для сварки были созданы на базе
аргонодуговых (рис.1) и отличались от них тем, что неплавящийся
вольфрамовый электрод и часть столба дуги помещались в
водоохлаждаемую металлическую камеру. Камера оканчивалась
цилиндрическим отверстием (соплом), расположенным соосно с электродом.
Подаваемый в камеру под давлением газ, проходя через сопло,
пространственно стабилизирует, охлаждает и сжимает столб дугового
разряда, а также обеспечивает его тепловую и электрическую изоляцию от
стенки сопла. В результате струя проходящего газа, нагреваясь до высоких
температур, ионизируется и приобретает свойства плазмы. Увеличение при
нагреве объема газа в 50-100 раз приводит к истечению плазмы с высокими
околозвуковыми скоростя ми.
Рис.1. Схемы сопловых частей аргонодуговой (а)
и плазменной (б) горелок: d
c
– диаметр выходного
отверстия; l
у
– расстояние между торцом сопла и
неплавящимся электродом; H – рабочее
расстояние между торцом сопла и свариваемым
изделием
Дуговую плазменную струю
для сварки получают по двум
основным схемам. При
плазменной струе прямого
действия изделие включено в
сварочную цепь дуги, активные
пятна которой (катодное и
анодное) располагаются на
вольфрамовом электроде и
изделии. Осуществление
процесса сварки по этой схеме
принято называть плазменно-
дуговым, поскольку плазменная
струя совмещена со столбом
дугового разряда. При
плазменной струе косвенного
действия активные пятна дуги
находятся на вольфрамовом
электроде и внут
ренней или боковой поверхности сопла плазмотрона.
По данной схеме источник теплоты становится независимым от
изделия со струей плазмы, выделенной из столба дугового разряда в виде
факела. В этом случае передача теплоты к изделию осуществляется
3
теплопроводностью, конвекцией и излучением плазмы. При нагреве
плазменной струей прямого действия (сжатой дугой) к перечисленным
механизмам теплопередачи добавляется передача энергии заряженными
частицами, движущимися в электрическом поле.
Наибольшее распространение получил способ плазменной сварки
сжатой дугой прямого действия благодаря следующим преимуществам перед
сваркой сжатой дугой косвенного действия. Эффективный КПД сжатой дуги
прямого действия в среднем на 10-30 % выше и достигает 65-75 %.
Максимальная плотность теплового потока на изделии, как правило, выше
на порядок и более. Допустимая электрическая и тепловая мощность при
прочих равных условиях выше, что обусловлено отсутствием активного
пятна в канале сопла плазмотрона. Стойкость сопла и стабильность горения
дуги также выше.
Состав плазмообразующего газа и материала неплавящегося
электрода выбирают в зависимости от требований, предъявляемых к
процессу. В качестве плазмообразующего газа обычно применяют аргон,
гелий, углекислый газ, водород и их смеси. Плазмообразующий газ может
служить также и защитой расплавленного металла от воздуха. В некоторых
случаях для защиты расплавленного металла используют подачу отдельной
струи специального, более дешевого защитного газа. Электроды
изготавливают обычно из вольфрама и меди.
Для защиты катода и сопла от разрушения и перегрева наилучшим
газом считается аргон, так как он химически инертен и имеет малую
теплопроводность. Однако аргон малоэффективен для преобразования
электрической энергии в тепловую. Гелий и водород обладают относительно
высокой теплопроводностью и лучше других преобразуют энергию дуги в
теплоту. В случае применения их в чистом виде происходит быстрый нагрев
и разрушение сопла, поэтому указанные газы применяют в смеси с аргоном.
Плазменная сварка является дальнейшим этапом развития и
усовершенствования дуговой сварки в защитных газах неплавящимся
электродом. Необходимость разработки процессов сварки плазменной
(сжатой) дугой обусловлена возросшими требованиями к сварным
соединениям по остаточным деформациям, по формированию шва и
качеству его поверхности, по механическим, антикоррозионным и другим
свойствам. Обеспечение этих требований возможно при применении
высококонцентрированных источников энергии, в частности, сжатой дуги.
При свободном горении дуги атмосферного давления температура в
ее столбе зависит от состава газовой среды и достигает (5-10) 10
3
К. При
ограничении возможности свободного расширения дуги температуру столба
можно повысить до (15-30) 10
3
К. Кроме того, при сжатии столба дуги
ограничивается свободное перемещение активного пятна на поверхности
изделия. Благодаря этому тепловой поток в изделие становится более
концентрированным, глубина проплавления увеличивается с одновременным
уменьшением зоны нагрева основного металла, прилегающего к сварному
шву. В отличие от свободной дуги, имеющей форму конуса с
расширяющимся сечением в сторону изделия, плазменная дуга имеет форму,
близкую к цилиндрической. При этом изменение длины плазменной дуги в
достаточно широких пределах практически не влияет на глубину
проплавления.
2. Основные области применения.
4
Плазменно-дуговая сварка успешно конкурирует со сваркой в среде
защитных газов неплавящимся и плавящимся электродом по
производительности, экономичности и качеству получаемых соединений.
Поэтому она стала применяться в первую очередь в таких отраслях
промышленности как авиастроение, ракетная техника, приборостроение,
электронное, электротехническое, химическое машиностроение,
медицинская техника и др., где широко используется аргонодуговая сварка.
По сравнению с аргонодуговой сваркой неплавящимся электродом
преимущества плазменной сварки следующие:
- меньшее влияние возможного изменения расстояния от торца сопла
до изделия на геометрические размеры зоны проплавления;
- меньшее влияние изменения тока на форму дуги, а следовательно,
и на стабильность проплавления металла;
- высокая надежность зажигания дуги благодаря дежурной дуге;
- отсутствие включений вольфрама в сварном соединении;
- повышение скорости сварки;
- меньшее тепловложение и, следовательно, коробление изделий.
Если принять одинаковую скорость сварки, то при плазменной сварке
необходим ток почти в два раза меньший по сравнению с аргонодуговой
сваркой, сварные швы более узкие и с меньшей зоной термического
влияния.
Наибольшее применение плазменная сварка нашла в производстве
изделий из тонколистовых металлов толщиной от 0,05 до 1,5 мм, в тех
случаях когда требуется жесткий контроль тепловложения. Например, при
сварке тонкостенных корпусов полупроводниковых элементов,
конденсаторов, вакуумных датчиков, сильфонных узлов, фильтров, узлы
электронных ламп, дроссели люминесцентных ламп, тонкостенные трубы
диаметром 5-10 мм из высоколегированных нержавеющих сталей различного
назначения и др.
О широких возможностях плазменной сварки свидетельствуют
примеры применения этого процесса при изготовлении ответственных
сварных конструкций толщиной от 3 до 20 мм из низкоуглеродистых,
низколегированных, высокопрочных и нержавеющих сталей, никелевых и
титановых сплавов, меди и ее сплавов, алюминиевых сплавов. Наряду с
обычными условиями плазменная сварка используется для соединения
металлов под водой и в вакууме.
3. Основные параметры режима.
Тепловая эффективность процесса проплавления основного металла
при плазменной сварке характеризуется полным термическим КПД,
плотностью теплового потока в изделии и ее степенью сосредоченности, а
также давлением сжатой дуги на сварочную ванну.
Сжатую дугу прямого действия, применяемую для сварки, можно
рассматривать как электрическую дугу, но отличающуюся от последней
более высокой концентрацией энергии и широкими возможностями ее
регулирования. Основные параметры режима плазменной сварки аналогичны
параметрам аргонодуговой сварки. К дополнительным параметрам,
оказывающим влияние на основные параметры режима плазменной сварки,
относятся диаметр и длина плазмообразующего сопла, расход и состав
плазмообразующего газа.
5
К основным параметрам плазменно-дуговой сварки относятся: ток,
напряжение, расстояние от торца сопла до изделия, скорость сварки, подача
плазмообразующего газа и защитного газа, диаметр и длина сопла.
Характерный для плазменной сварки диапазон параметров режима –
сварочный ток от 80 до 350 А, напряжение от 25 до 35 В, скорость сварки от
10 до 50 м/ч, подача плазмообразующего газа от 1,5 до 5 л/мин, подача
защитного газа от 3 до 10 л/мин, расстояние от среза сопла до изделия от 4
до 8 мм, диаметр сопла от 2,5 до 5 мм, длина канала сопла от 1 до 3 мм.
Ток плазменной сварки является главнейшим параметром. От его
величины зависят тепловые и геометрические характеристики дуги,
проплавляющая способность, давление и стабильность горения дуги при
заданном диаметре и длине канала сопла плазмотрона. При повышении
сварочного тока эффективная мощность процесса и плотность теплового
потока в центре пятна нагрева и диаметр пятна нагрева заметно
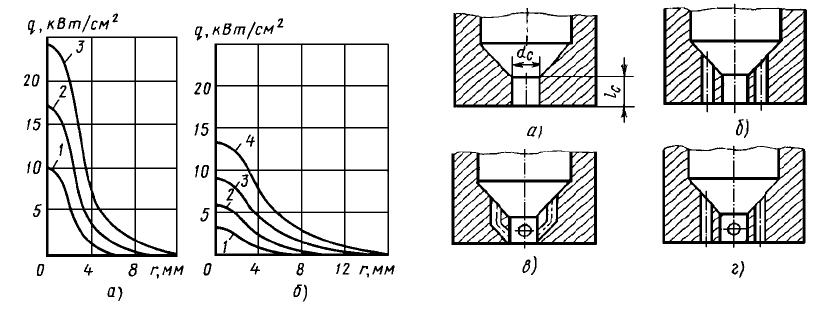
увеличиваются (рис.2). Уменьшение диаметра канала сопла приводит к
уменьшению диаметра дуги (увеличение коэффициента сосредоточенности
теплового потока, поступающего в изделие), к росту эффективной тепловой
мощности и давления дуги, поэтому при заданной глубине проплавления
скорость сварки увеличивается. Кроме того, уменьшается объем жидкой
сварочной ванны и улучшается качество формирования шва, особенно при
сварке со сквозным проплавлением. Наиболее эффективно сжимается дуга
при использовании сопл с дополнительными каналами, вы ходящими внутрь
сопла (рис.3).
Рис.2. Распределение плотности теплового по радиусу
пятна нагрева (G
o
= г/с; H = 10 мм; l
c
– 4,5 мм;
d
с
= 6 мм): 1 – I=100 А; 2 – I=200 А; 3 –
I=300 А; 4 – I=400 А; плазмообразующий
газ; а – азот; б – аргон
Рис 3. Различное конструктивное
исполнение сопл с дополнительными
фокусирующими каналами, выходящими из
предсопловой камеры: а – одноканальное (без
фокусирующих каналов), б – с системой
каналов, параллельных оси отверстия сопла, в –
с системой каналов, выходящих внутрь канала
сопла, г – с системой каналов, выходящих
внутрь, и на торец сопла
Однако, следует учитывать, что с уменьшением диаметра сопла
снижается верхний предел тока (критический ток). Одним из недостатков
плазменной сварки является невозможность увеличения тока больше
определенного значения при фиксированных размерах канала сопла
плазмотрона (длине и диаметра), т.е. дугу можно сжимать до определенного
предела. При некотором значении тока и диаметра сопла образуется
"двойная дуга" или каскадная дуга. Внешнее двойное дугообразование
проявляется в том, что вместо одной дуги, горящей между неплавящимся
электродом и изделием, горят две дуги: между неплавящимся электродом и
6
соплом, между соплом и изделием. В этом случае на верхней кромке
рабочего сопла образуется анодное пятно первой дуги (анодная область
дуги), на нижней – катодное пятно второй дуги, которое может удаляться от
отверстия сопла на значительное расстояние вместе со столбом дуги. В этих
активных пятнах тепловые потоки превышают предельно допустимые
значения и сопло разрушается.
Одной из причин образования двойной дуги является увеличение
тока и соответственно диаметра столба сжатой дуги. При определенной
величине тока диаметр столба становится соизмеримым с диаметром канала
сопла. Толщина прослойки "холодного газа" между стенкой канала сопла и
столбом дуги уменьшается, благодаря чему повышается ее
электропроводность и создаются условия для электрического пробоя.
Вероятность двойного дугообразования снижается, если увеличивается
расстояние от сопла до изделия, отключается дежурная дуга, уменьшается
длина канала, увеличивается расход газа, уменьшается величина углубления
электрода в канал сопла, увеличивается диаметр сопла и улучшается его
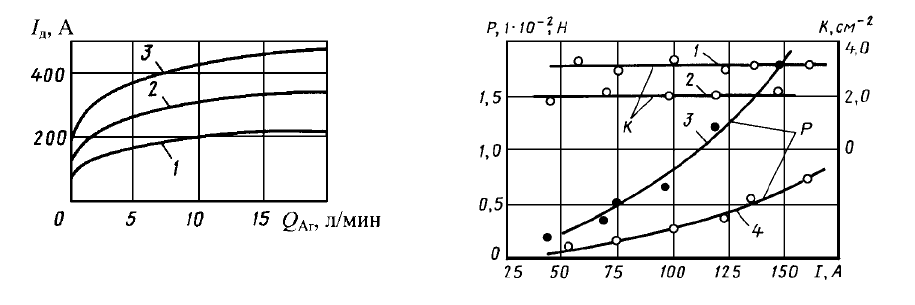
охлаждение. Соотношение между критическими токами и расходами
плазмообразующего газа показаны на рис.4. Тангенциальная подача
плазмообразующего газа снижает вероятность образования двойной дуги,
так как формирует на стенке сопла слой газа, способный выдерживать
большее напряжение пробоя. Для обеспечения устойчивости процесса
сварки рекомендуется выбирать такой режим, при котором исключалась бы
возможность образования "двойной" дуги. Значение сварочного тока не
должно быть близким к критической области, так как незначительное
изменение параметров режима сварки может привести к образования
"двойной" дуги. Это явление, свойственное для плазменной сварки, снижает
эффективность процесса. Требуются радикальные средства для устранения
такого режима работы плазмотрона.
Ценным свойством сжатой дуги является малая чувствительность
глубины проплавления и ширины шва к изменению длины между соплом и
изделием от 4 до 8 мм при износе вольфрамового электрода.
Силовое воздействие плазменной дуги пропорционально квадрату
тока (рис.5). Оно увеличивается с увеличением расхода плазмообразующего
газа, уменьшением диаметра и длины канала со пла, а также расстояния
от торца сопла до изделия.
Рис.4. Влияние расхода плазмообразующего
газа на предельную токовую нагрузку I
д
сопл с каналами различных диаметров:
1 - d
с
= 3 мм; 2 - d
с
= 4 мм; 3 -
d
с
= 5 мм
Рис.5. Зависимость общего давления дуги и
коэффициента сосредоточенности от сварочного
тока: 1,4 – аргонодуговая сварка; длина дуги 3
мм; расход аргона 9 л/мин; 2,3 – плазменная
сварка; d
c
= 3 мм; H = 9 мм; G
o
= 1 л/мин
7
Плазменная сварка может осуществляться как проникающей, так и
непроникающей дугой.
При сварке металла толщиной до 3 мм ток не превышает 100 А. В
этом случае сварка выполняется без проникновения дуги через всю толщину
металла. Она может осуществляться как без присадочного металла, так и с
его добавлением. В первом случае шов формируется практически без
усиления, во втором же случае наоборот.
Для исключения коробления рекомендуется использовать клавишные
приспособления. Формирование корня шва может осуществляться на весу. В
общем случае при сварке на весу металла малых толщин часто имеют место
дефекты в виде прожогов. Основной причиной прожогов является то, что
образующаяся ванна по ширине в несколько раз превышает толщину
свариваемого металла. Поэтому сварка на весу применяется ограниченно.
Для предупреждения прожогов и обеспечения необходимого
проплавления требуемой формы применяют подкладки, чаще всего съемные
с обеспечением защиты обратной стороны шва и формирующей канавкой, а
также используют импульсные режимы подачи сварочного тока. Импульсное
введение тепловой энергии позволяет уменьшить зону термического
влияния, коробление кромок, снижает вероятность прожогов, повышает
стабильность горения дуги.
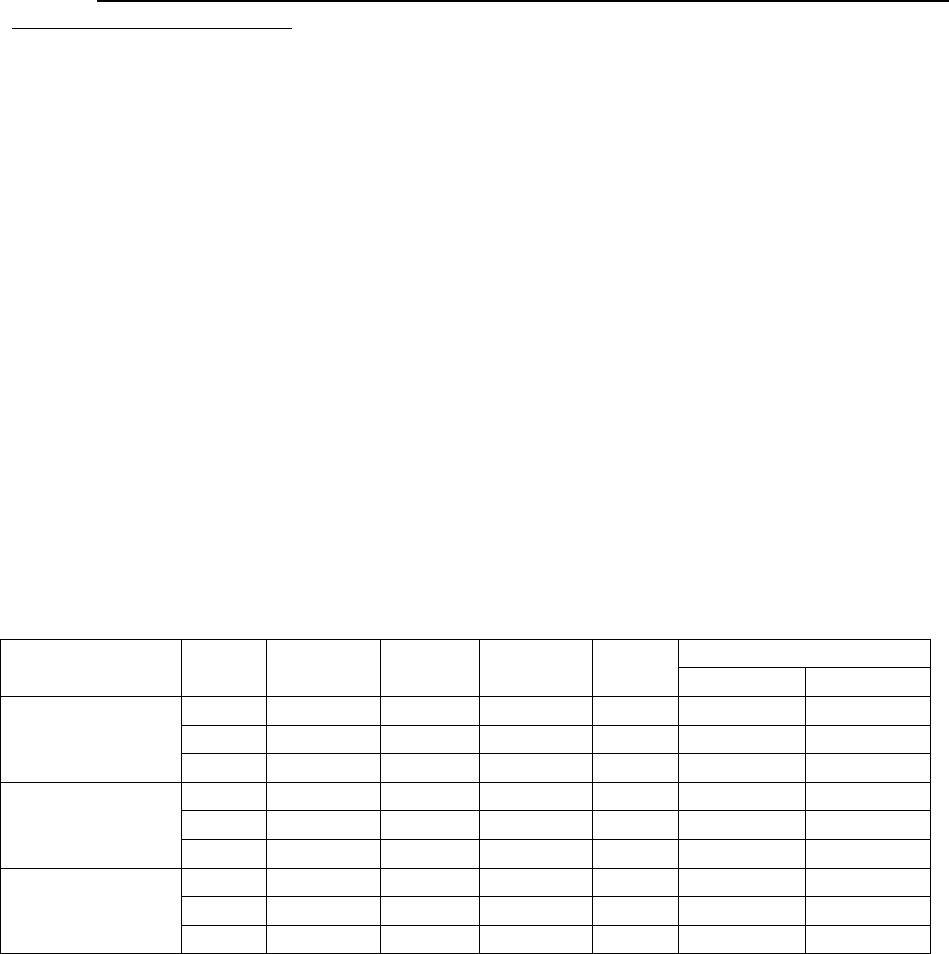
Параметры режимов плазменно-дуговой сварки различных металлов
и сплавов небольшой толщины приведены в табл. 1.
Табл. 5.1.1. Режимы автоматической плазменной сварки
без присадочной проволоки
Материал
,мм I, А U, В V, м/ч d
с
, Q,л/мин (аргон)
мм Плазм. Защит
12Х18Н10Т
1,0 30-50 17-19 20-40 1,4 0,8-1,2 5,5-7,5
2,0 60-80 19-21 15-30 1,4 1,0-1,5 6,5-8,5
3,0 80-100 21-22 10-20 1,5 2,0-3,0 8,5-10,5
30ХГСА
1,0 30-50 17-19 20-40 1,4 0,8-1,2 4,5-5,0
2,0 60-80 19-21 15-30 1,4 1,0-1,5 4,5-5,0
3,0 80-100 21-22 10-20 1,5 2,0-3,0 5,0-5,5
ВТ5, ОТ4
1,2 45-50 18-19 10-11 1,4 0,5-0,7 14-15
1,5 55-60 19-22 10-11 1,6 0,5-0,7 14-15
2,0 70-72 22-23 9,5-10 1,8 0,5-0,7 14-15
Сварка проникающей дугой (рис.6) характеризуется полным
проплавлением свариваемых элементов по толщине с образованием
небольшого отверстия, через которое раскаленные газы и пары удаляются за
нижние кромки свариваемых элементов. Металл, расплавленный дугой,
стекая по стенкам свариваемых элементов, удерживается силами
поверхностного натяжения. При подобной технологии подкладки не
применяют.
8

Схема плазменной сварки проникающей
дугой: 1- защитный газ; 2 –
плазмообразующий газ; 3 – столб сжатой дуги;
4 – факел плазмы, выходящий через отверстие
за нижнюю плоскость свариваемого изделия
Применение способа сварки
проникающей дугой позволяет
получать качественное соединение
при сварке металлов, обладающих
повышенным поверхностным
натяжением, например
нержавеющих сталей и сплавов
титана от 3 до 15 мм на токах от
100 до 300 А.
Наиболее часто сварку ведут на
постоянном токе прямой
полярности, за исключением
алюминиевых и магниевых сплавов,
которые сваривают на обратной
полярности или переменном токе.
По сравнению со сваркой без
сквозного проплавления этот метод
обеспечивает: полный и равномерный провар без применения подкладок,
установка которых всегда затруднительна; постоянный контроль провара
благодаря образованию сквозного отверстия; увеличение допусков на
величину зазора.
При плазменной сварке вследствие высокой концентрации энергии и
силового воздействия сжатой дуги на сварочную ванну возрастает роль
потоков жидкого металла сварочной ванны в формировании шва. высокие
скорости сварки и охлаждения металла шва вызывают образование дефектов
в виде подрезов. Чтобы избежать этих дефектов сварного соединения,
приходиться снижать скорость сварки, а также расход плазмообразующего
газа, что способствует образованию двойной дуги и нестабильности
формирования шва и проплавления металла. Однако при оптимальном
сочетании параметров режима можно получать швы с хорошим
формированием, без каких-либо подрезов.
Сварка металла толщиной более 10-12 мм без разделки кромок
приводит либо к прожогам, либо к непроварам металла на всю толщину.
Диапазон изменения параметров режима очень узкий. Проблема сварки всех
без исключения материалов толщиной более 7 мм состоит в поддержании
многочисленных параметров режима плазменной сварки в строго заданных
пределах. С увеличением толщины свариваемого металла диапазон
отклонения параметров становиться уже. Это неизбежно приводит к
необходимости автоматизации процесса с применением систем
автоматического регулирования.
Табл. 2. Примерные режимы сварки стыковых соединений
постоянным током
,мм I, А U, В V, м/ч d
с
, Q,л/мин (аргон)
мм Плазм. Защит
Нержавеющая сталь
6,0 180-190 24-25 15-16 2,5 0,8-1,3 5,0-7,0
8,0 250-260 28-29 12-13 3,0 3,0-3,5 8,5-9,5
10,0 290-300 30-31 10-11 3,0 3,0-3,5 9,5-10,5
Титановые сплавы
4,7 185-190 21-22 20-21 3,4 7,8-8,2 26-27
10,0 220-225 36-37 15-16 3,4 14-15 27-28
9
12,0 270-275 37-38 15-16 3,4 12,8-13 27-28
Никель
3,2 200-205 29-30 40-41 2,8 6,5-6,9 24-25
6,0 245-250 30-32 20-21 3,4 4,5-4,7 24-25
8,0 310-312 31-32 14-15 3,4 5,5-5,7 24-25
Разновидности плазменной сварки и способы повышения ее
эффективности.
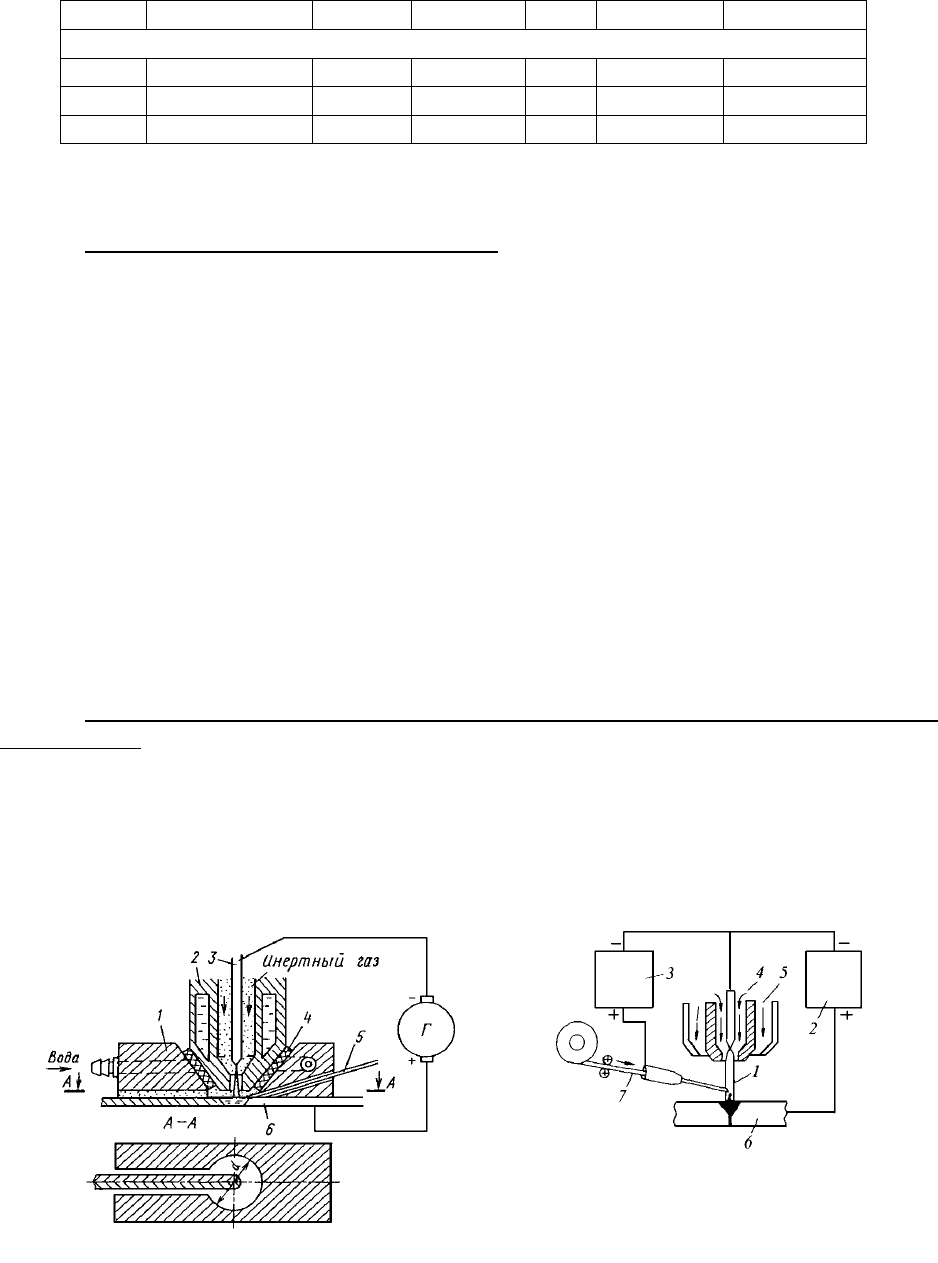
Сварка закрытой сжатой дугой.
Сущность этого способа состоит в
следующем (рис.7). Сварка осуществляется дугой, которая возбуждается
между вольфрамовым электродом и изделием через канал медного сопла,
охлаждаемого водой. Дуга, сварочная ванна и прилегающие зоны нагретого
металла защищены от атмосферы воздуха медной, латунной или стальной
микрокамерой, охлаждаемой водой. Горелка отделена от нее изоляционной
втулкой. Присадочная проволока подается в зону сварки через отверстие в
микрокамере. Плазмообразующий газ при выходе из горелки заполняет
микрокамеру и под некоторым избыточным давлением выходит по каналу
над остывающим сварным швом. Микрокамеру в процессе сварки
прижимают к изделию с силой, достаточной для устранения коробления
кромок в месте сварки. При сварке тонких листов (до 2-3 мм) для защиты
шва достаточно потока плазмообразующего газа. Для листов большей
толщины в микрокамеру подают дополнительно защитный газ. Форма
микрокамеры соответствует профилю изделия и типу соединения. Закрытой
сжатой дугой удается сваривать листы толщиной от 0,1 до 16 мм за один
проход без разделки кромок.
Сварка двойной плазменной дугой с токоведущей присадочной
проволокой
. По этому способу источниками тепла служат плазменные дуги,
возбуждаемые между электродами горелки и изделием и между электродом
и непрерывно подаваемой в зону сварки присадочной проволоки (рис.8).
Плазменная дуга между электродом и изделием в основном подогревает
свариваемые кромки и жидкий присадочный металл, заполняющий разделку;
плавление же проволоки обеспечивает преимущественно плазменная дуга
между проволокой и электродом.
Рис.7. Схема головки для сварки закрытой
сжатой дугой: 1 – камера; 2 – сопло; 3 –
электрод; 4 – изоляционная втулка; 5 –
присадочная проволока; 6 – изделие
Рис.8. Схема процесса сварки двойной
плазменной дугой с токоведущей
присадочной проволокой: 1 – плазменная
дуга; 2 – источник питания дуги
«электрод-изделие»; 3 – источник питания
дуги «электрод-проволока»; 4 –
плазмообразующий газ; 5 – защитный газ;
6 – изделие; 7 – проволока
Наилучшие результаты получаются, если применять источник
питания для дуги электрод-изделие с крутопадающей вольт-амперной
10