Никитенко В.М. Разработка и совершенствование процессов формоизменения деталей коробчатой формы из листовых заготовок вытяжкой-отбортовкой
Подождите немного. Документ загружается.

71
б) из рулона материала стандартной ширины.
Оценку экономичности раскроя следует производить посредством
коэффициента
раскроя:
К
р
=
%100
0
hB
nf
р
,
(4.19)
где К
р
– коэффициент раскроя, %; f
о
– площадь заготовки, мм
2
; n
р
– количество
рядов раскроя; В – ширина полосы, мм; h – шаг раскроя, мм.
Рассмотрим два варианта раскроя на заготовки:
1-й вариант: в качестве исходного материала принят лист с размерами
0,9×1250×2500 мм.
1. Количество заготовок из листа – 8.
2. Имеются концевые отходы с размерами: a)260×1250 мм; б)50×2240 мм.
Находим коэффициент раскроя листа на заготовки:
0
p
fN
K 100%
AB
, (4.20)
где f
о
= 560
•
600 = 336 000 мм
2
; N – количество заготовок из листа (N = 8 шт.); А –
длина листа (А = 2500 мм); В – ширина листа (В = 1250 мм).
'
p
336000 8
K 100 86,0%
250 1250
.
2-й вариант: в качестве исходного материала используется рулон с размером
0,9×1200 мм.
1. Количество заготовок из листа –2 шт.
2. Концевых отходов нет.
Определяем величину коэффициента раскроя для данного варианта раскроя:
''
0
p
fN
K100%
AB
, (4.21)
где f
о
= 336 000 мм
2
;
N – количество заготовок из листа (N = 2 шт.); А – длина листа (А = 1200мм);
В – ширина листа (В = 560 мм).

72
Таким образом, для получения заготовки применяем рулон холоднокатаный с
размерами 0,9×1200 мм на сталь ГОСТ 9045–93 на размеры рулона ГОСТ 19904-90.
Материал 08ю.
Определяем норму расхода металла на одну деталь:
1. По базовому варианту:
H
o
p
=
o
o
3
N
G
, (4.22)
где H
o
p
– норма расхода металла, кг;
o
3
G
– масса листа, кг;
o
N – количество
деталей из листа, шт.
o
3
G
=0,09
•
58,2
•
125
•
7,85:1000=5,14 кг,
o
N = 2 шт., H
o
p
=
2
14,5
=2,57 кг.
2. По проектной технологии:
H
'
p
=
'
'
3
N
G
, (4.23)
где
'
3
G
– масса листа, кг;
'
N – количество деталей из листа, шт. (
'
N =2 шт.).
'
3
G
=0,09
•
56
•
120
•
7,85:1000=4,75 кг, H
'
p
=
2
75,4
=2,375 кг.
Снижение нормы расхода металла на одну деталь ∆H
'
p
составляет:
∆H
'
p
= H
o
p
– H
'
p
, (4.24)
∆H
'
p
=2,570–2,375=0,195 кг (7,58%).
Установление характера, количества и последовательности операций.
Характер операций определяется геометрической формой и конфигурацией
штампуемых деталей, наличием вырезов, отверстий и т. д. Количество и
последовательность операций определяется конфигурацией и сочетанием
конструктивных элементов детали, требуемой точностью и необходимостью
соблюдения баз обработки.
(4.23)
73
На основании анализа расчетов размеров заготовки, где заложен
принципиально новый способ формообразования детали за счет применения
вытяжки-отбортовки путем вытягивания металла из центральной части
заготовки и способов раскроя металла заготовки для штамповки
проектируемой детали, рекомендуется использование следующих переходов.
1. Резка рулонного материала на полосы. Переход осуществляется на
автоматической линии резки рулонного материала на заготовки.
2. Вырубка заготовки. Операция осуществляется в заготовительном пролете
цеха. Пробивка отверстия.
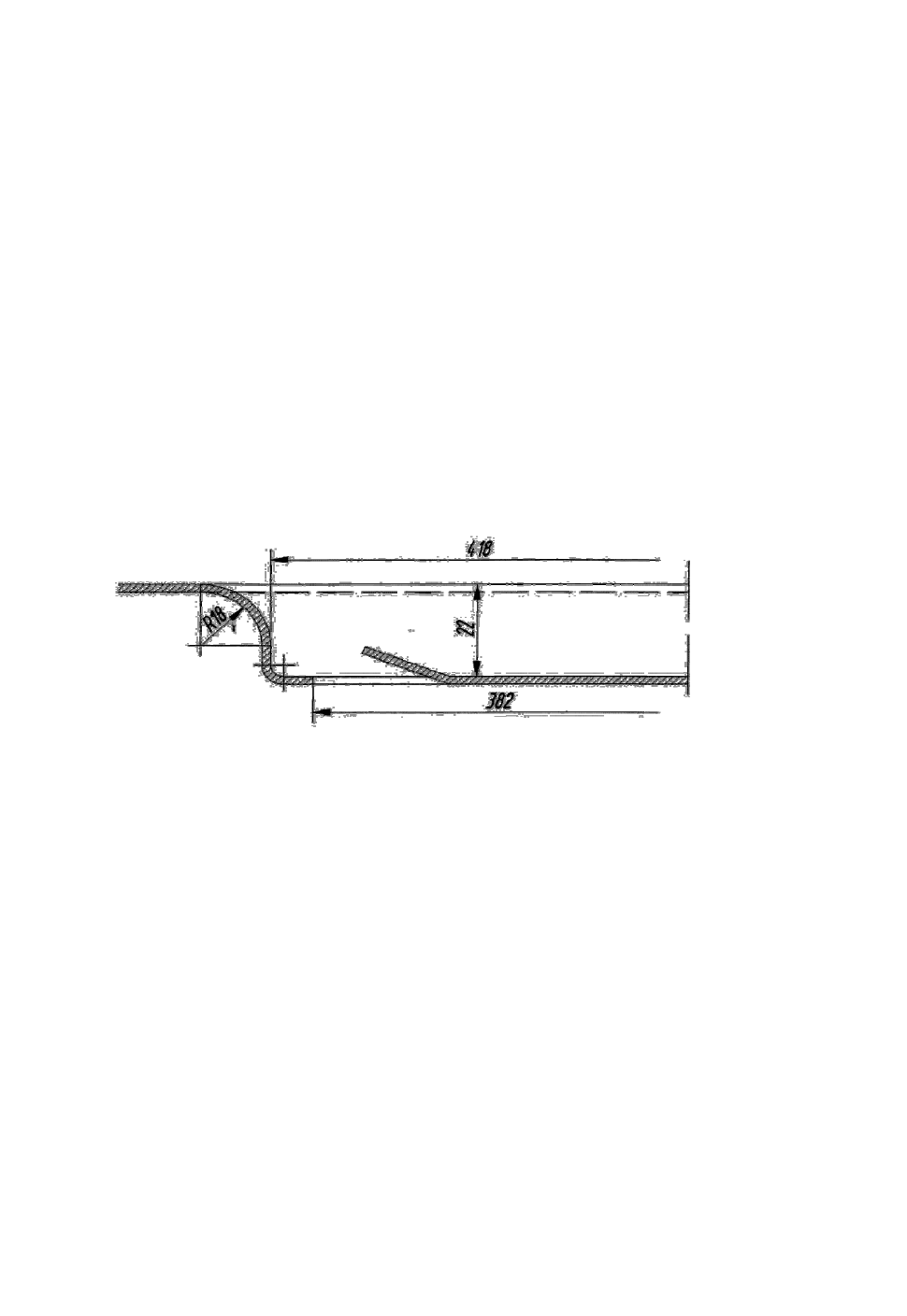
3. Вытяжка - отбортовка детали на глубину 22 мм (с промежуточной
надрезкой окна).
На рис. 4.6 представлен эскиз сечения детали после данной операции.
Рис. 4.6. Эскиз сечения детали после вытяжки-отбортовки
Как было сказано выше, формообразование детали идет за счет вытяжки-
отбортовки путем вытягивания металла из центральной части заготовки.
Необходимые расчеты по определению К
отб.
и другие данные выполнены в
подразделе 4.1 данной работы. Согласно этим расчетам К
отб.
= 0,75,
уменьшение толщины материала заготовки в среднем на 10%.
Этот переход выполняется в штампе совмещенного действия с
промежуточной надрезкой окна. Применяемое оборудование – пресс
двойного действия.
4. Обрезка детали по контуру, вырезка окна и пробивка фасонного отверстия с
размерами, операция выполняется в штампе совмещенного действия.
5. Формовка детали согласно чертежу. Работа выполняется в формовочном штампе.

74
На основе анализа рассмотренных выше переходов штамповки принимаем
следующий процесс изготовления детали:
1. Резка рулонного материала с размерами 560×1200 мм полосы.
2. Вырубка заготовки из полосы, пробивка отверстия.
3. Вытяжка - отбортовка детали на глубину 22 мм с промежуточной надрезкой окна.
4.Обрезка детали по наружному контуру согласно чертежу детали, вырезка окна с
размерами 396×397 мм и пробивка фигурного отверстия.
5. Формовка по чертежу.
Расчет усилия деформации при вытяжке-отбортовке. Вытяжка-
отбортовка детали на глубину 22 мм с промежуточной надрезкой окна с
размерами 345×344 мм производится в штампе совмещенного действия,
конструкция которого представлена на рис. 4.7. Усилие, необходимое для
осуществления этой операции, состоит из двух совмещено выполняемых
составляющих:
а) усилие надрезки окна с размерами 345×344 мм;
б) усилие вытяжки-отбортовки.
Прессовое оборудование выбирается путем сложения усилий этих
составляющих. Определяем усилие надрезки окна:
P = P
1
+ Q
1
, (4.25)
где Р – общее усилие, Н;
P
1
– усилие среза, Н;
Q
1
– усилие прижима, Н.
P
1
=k
•
L
•
S
•
σ
ср
, (4.26)
где L – периметр надрезаемого окна, мм.
Согласно рис. 4.5, периметр равен:
L = 2πR + 2L
1
+ 2L
2
, (4.27)
где R = 58 мм; L
1
= 345 - 116 = 229 мм; L
2
= 344 - 116 = 228 мм.
L = 2
•
3,14
•
58 + 2
•
229 + 2
•
228 = 1278,28 мм;
75
P1 =1,3
•
1278,28
•
0,9
•
240 = 358 941,0 Н = 358,94 кН.
Согласно данным [80]:
Q
1
=k
сн
–P
1
, (4.28)
где k
сн
– коэффициент, определяемый в зависимости от типа штампа и
толщины материала равен 0,06.
Q
1
= 0,06
•
358,94 = 21,53 кН.
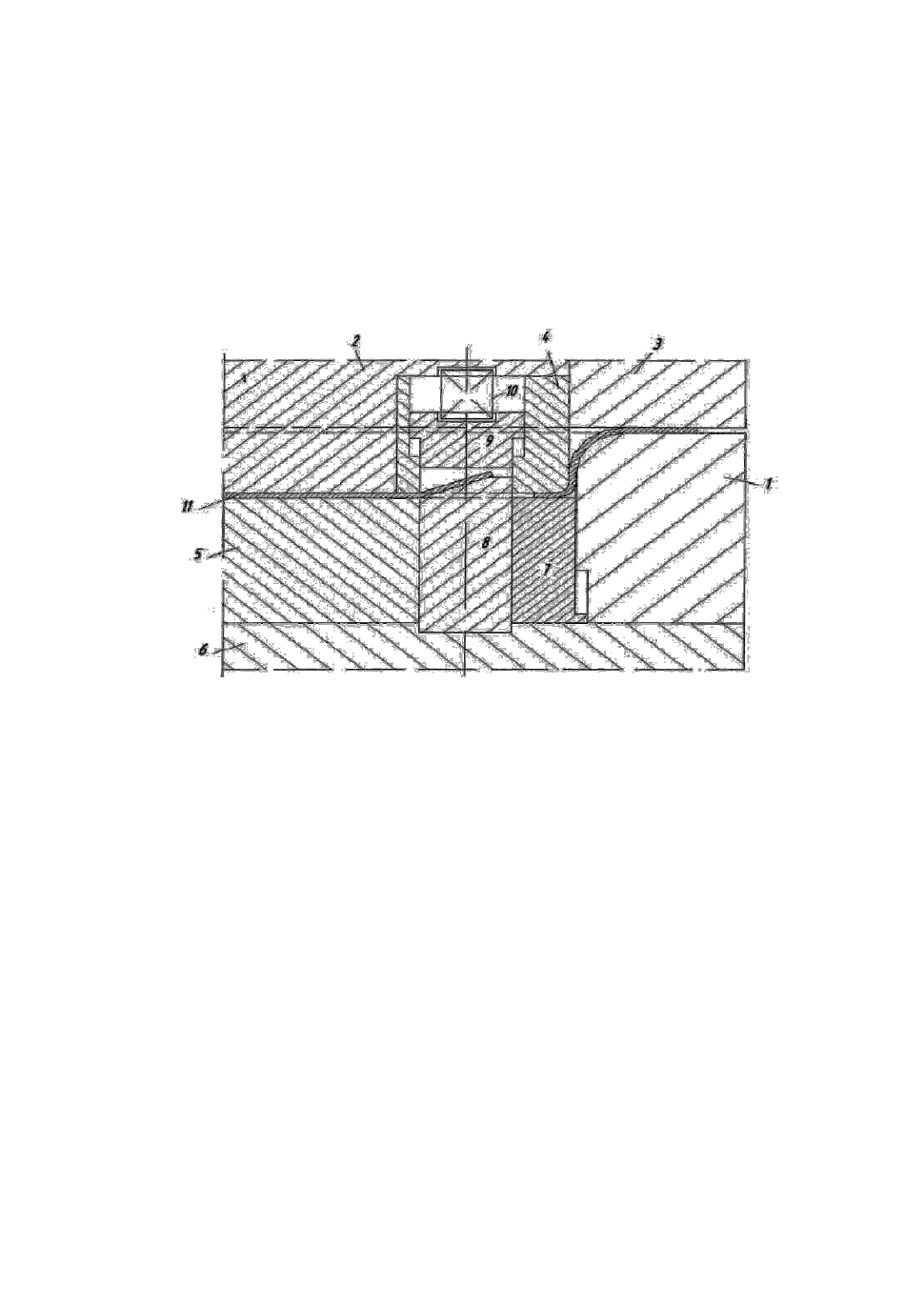
Рис. 4.7. Схема конструкции штампа совмещенного действия для вытяжки-отбортовки на
глубину 22 мм и промежуточной надрезки: 1
– матрица; 2 – пуансон; 3 – прижим;
4
– секция пуансона; 5 – выталкиватель; 6 – нижняя плита; 7 – секция выталкивателя;
8
– нож; 9 – отлипатель; 10 – пружина; 11 – деталь
Общее усилие надрезки окна составляет:
Р = 258,94 + 21,53 = 380,48 кН.
Определяем усилие вытяжки-отбортовки по формуле
P'=P
1
'+Q
1
', (4.29)
где Р' – общее усилие отбортовки, Н; P
1
' – усилие, необходимое для вытяжки -
отбортовки, Н; Q
1
' – усилие прижима, Н.
Согласно данным [80]:
P
1
' = l,l
•
π
•
S
•
σ
т
(D–d), (4.30)
где σ
т
– предел текучести материала заготовки (σ
т
=200 МПа);

76
d – размер отверстия до отбортовки (d = 344,5 мм); D – размер отверстия
после отбортовки (D = 381,0 мм).
Р
1
' = 1,1
•
3,14
•
0,9
•
200(381 – 344,5) = 226 9245,78 H = 2269,25 кН.
Усилие прижима:
Q
1
'= 0,1
•
P
1
', (4.31)
Q
1
' = 0,1
•
2269,25 = 226,93 кН.
Общее усилие вытяжки - отбортовки:
Р' = 2269,25 + 226,93 = 2496,18 кН.
Расчет усилия деформации при обрезке детали по контуру, вырезке окна
и пробивке фигурного отверстия. Операция обрезки детали по контуру,
вырезка окна с размерами 396×397 мм и пробивка фигурного отверстия с
размерами 40×60 мм выполняется в штампе совмещенного действия.
Усилие, необходимое для выполнения этой операции, определяется по
формуле
P = P
1
+ Q
1
, (4.32)
где Р – общее усилие, Н; Р
1
– усилие среза, Н; Q
1
– усилие прижима-
съемника, Н.
P
1
=k
•
L
•
S
•
σ
ср
, (4.33)
где L – периметр обрезки припуска, вырезаемого и пробиваемого отверстия.
Согласно чертежу детали периметр среза L:
L = L
1
+L
2
+L
3
, (4.34)
где L
1
– периметр обрезаемого контура, мм; L
2
– периметр вырезаемого
отверстия, мм; L
3
– периметр пробиваемого отверстия, мм.
Согласно чертежу детали: L
1
= 522 + 508 + 514 + 545 + 230 = 2319,0 мм;
L
2
= 2π R +2l
1
+ 2l
2
, (4.35)
L
2
= 2
•
3,14
•
64 + 2
•
394 + 2
•
395 = 1979,92 мм;
L
3
= 2π R
3
+ 2l
3
(4.36)
L
3
= 2–3,14– 20 + 2–10 = 125,6 + 20 = 145,6 мм.
Общий периметр L = 2319 +1979,92 +145,6 = 4444,52 мм.

77
Следовательно Р
1
=1,3
•
4444,52
•
0,9
•
240 = 124 8021,0 Н.
Q
1
=0,l
•
P
1
(4.37)
Q
1
=0,1
•
P
1
=0,1
•
1 248 021,0=124 802,1 Н.
P=1 248 021,0 +124 802,1=1 372 823,1Н=1 372,8 кН.
Расчет усилия деформации при формовке детали. Операция формовки
детали выполняется в штампе простого действия с использованием
гидравлического пресса простого действия.
Усилие, необходимое для выполнения этой операции, складывается из двух
составляющих: 1) усилие гибки; 2) усилие формовки, т. е.
P
общ
= Р
1
+ Р
2,
(4.38)
где Р
1
– усилие гибки, Н; Р
2
– усилие формовки, Н.
Усилие гибки без калибровки определяется по формуле
P
1
=2,5B
•
S
•
σ
в
•
k
2
, (4.39)
где В – длина линии изгиба, мм; S
0
– толщина материала (S
0
= 0,9 мм); σ
в
– предел
прочности штампуемого материала (σ
в
= 330 МПа); k
2
=0,21 при r
п
/S = 1,0/0,9 = 1,11 и
r
м
/S = 1,0/0,9 = l,ll. Согласно чертежу находим: В = 418 + 522 + 514 = 1454 мм.
Р
1
= 2,5
•
1454
•
0,9
•
330
•
0,21 = 22 6715,0 Н.
Находим усилие формовки Р
2
по формуле
P
2
=p
•
F, (4.40)
где р – удельное усилие формовки (р = 50 МПа);
Площадь формовки:
F = b
•
1, (4.41)
F = 12,0
•
1000 = 12 000 мм
2
; Р
2
=50
•
12 000 = 600 000,0 Н;
Р = 226 715,0 + 600 000,0 = 826 715,0 Н = 826,7.

78
4.2. Разработка методики расчета основных технологических параметров,
обеспечивающих точность формообразования деталей
Разработка методики по расчету технологических процессов базируется
на результатах исследований.
Вытяжка. При разработке методики по расчету технологических параметров
при изготовлении деталей коробчатой формы вытяжкой использовались
эмпирические зависимости и материал различных справочников технической
литературы, данных промышленных предприятий.
Полная отбортовка. По справочным данным определили коэффициент
отбортовки, который является основным параметром операции отбортовки [60; 93].
Используя методы точных и системных наук, включая современные, получены
уравнения регрессий, согласно которых рассчитывается размер отверстия под
отбортовку (dο = dο К
отб
), затем вычисляется расчетный коэффициент отбортовки детали,
он сравнивается с допустимым коэффициентом отбортовки. Если К
отб
≤ К
пр
, то
отбортовку возможно осуществить без предварительной вытяжки. Для
предварительной вытяжки устанавливается необходимая высота H
выт
= H
дет
– H
отб
;
усилие прижима фланца, чтобы отбортовать неполное отверстие по максимуму
(до разрушения кромки).
Вытяжка – отбортовка. В методике рассмотрены расчеты способа
отбортовки – получение горловины в заготовке с предварительно пробитым
отверстием и вытяжки-отбортовки. Новый способ штамповки отличается от
неполной отбортовки тем, что диаметр отверстия (d
0
) в полуфабрикате
значительно
меньше, чем необходимо для полной отбортовки. Для обеспечения максимальной
экономии металла размер отверстия определяется, с учетом допустимого
коэффициента отбортовки, который, устанавливается на 10... 20% больше
предельного с целью полного исключения вероятности образования трещин на
внутренней кромке отверстия.
Предельный коэффициент формоизменения
определяется по уравнениям регрессии, полученным многофакторным анализом.
79
Если Котб < Кпр, то применение вытяжки- отбортовки для изготовления
деталей возможно.
Для выбора рациональной технологии просчитываются все возможные
варианты изготовления детали, и выбирается технологический процесс,
обеспечивающий экономию металла.
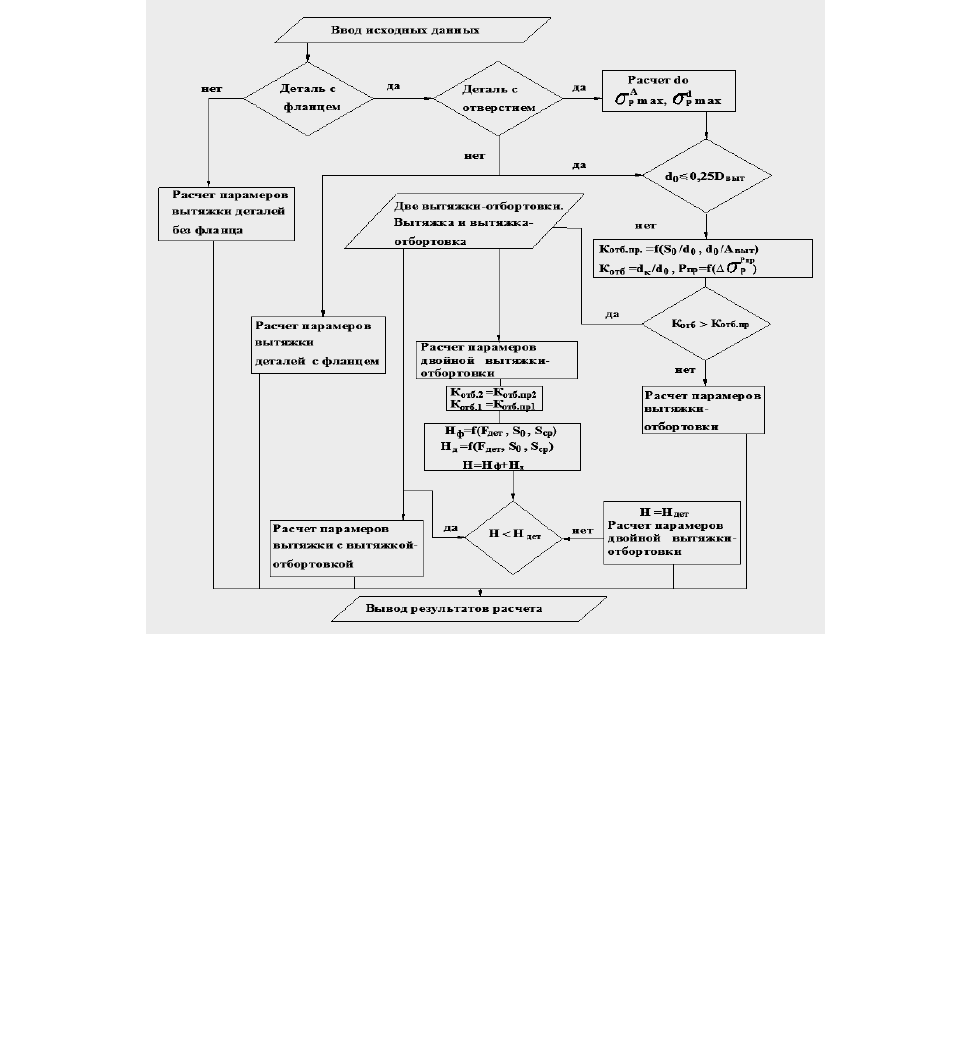
Все расчеты ведутся согласно методике, схема которой представлена на
рис.4.8.
Рис. 4.8. Схема расчета параметров ресурсосберегающих технологий на основе
вытяжки-отбортовки
4.3. Экономическая эффективность практического использования
результатов исследований
Расчет экономической эффективности выполнен на основе методике в
соответствии с методическими указаниями, изложенными в публикациях.
Экономический эффект на одну деталь определяется по формуле

80
Э = (С
1
+ К
1
Е
Н
)
–
(С
2
+ К
2
Е
Н
), (4.42)
где С1 ,С2 – себестоимость детали по действующему и проектируемому
технологическим процессам, руб; Кь К2 – капиталовложения по действующему
и проектируемому технологическим процессам, руб; Ен – нормативный
коэффициент эффективности использования капитальных вложений.
Себестоимость детали определяется
С=М + З + У + Ш + П + Н, (4.43)
где М – затраты на металл, руб; З – заработная плата штамповщика, руб;
У – затраты на установку и наладку штампов, руб; Ш – затраты на
эксплуатацию и амортизацию штампов, руб; П – затраты на эксплуатацию и
амортизацию прессового оборудования, руб; Н – накладные расходы, руб.
Затраты на металл устанавливаются из выражения
М = GмЦм – СоЦо, (4.44)
где, Gо, Цо– масса заготовки и отхода металла на одну деталь, кг; Цм, Цо –
стоимость 1 кг металла и отходов, руб.
Научные выкладки позволили реализовать практический выход с
плановым выпуском детали № 451В-5401330/331 «Панель боковины
внутренняя передняя» в виде технико-экономических показателей.
Показатели экономической эффективности представлены в таблице 4.3.
На основе разработанной новой методики расчета для изготовления
деталей коробчатой формы проведено усовершенствование технологического
процесса производства деталей автомобиля «УАЗ», отвечающее требованиям
ОАО «УМЗ».
Экономический эффект от внедрения составит 1 006 472 рубля. При этом
снижается норма расхода металла на одну деталь, уменьшается потребность
металлопроката на годовую программу на 13%, повышается коэффициент
использования металла.
Что подтверждает эффективность этой технологии (табл. 4.4–4.5).