Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
Подождите немного. Документ загружается.

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 11 из 221
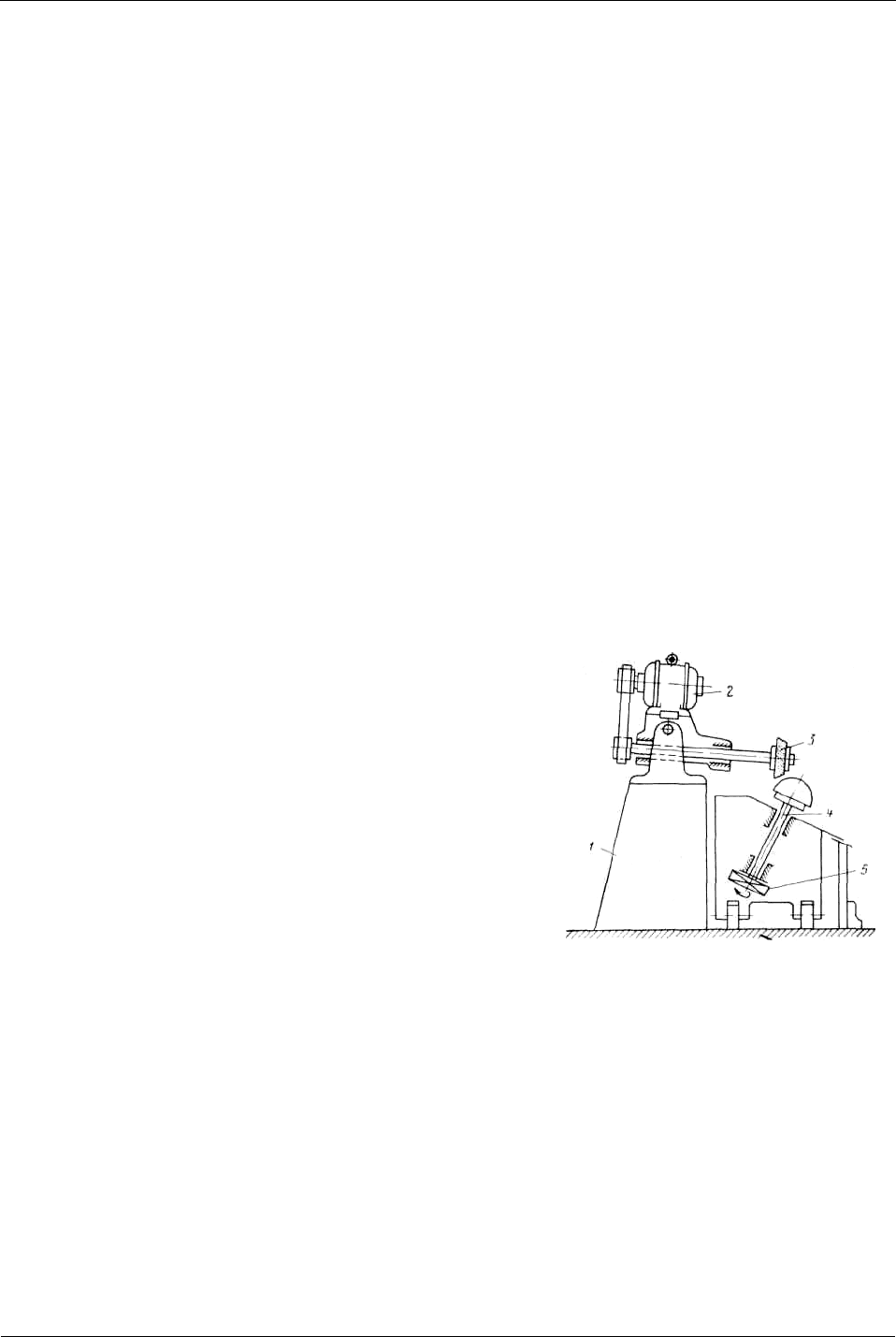
Рис. 3. Схема установки
полировальной головки на
автоматической линии
скоростного шлифования стало возможным лишь после того, как были
созданы высокопрочные шлифовально-полировальные круги.
Значительное ускорение процессов шлифования и полирования
достигается при применении специальных агрегатных станков, состоящих из
двух основных частей: станины с вращающимся столом для деталей и
агрегатных шлифовально-полировальных головок. Агрегатные головки
могут быть смонтированы на станине станка или на отдельных тумбах.
Шлифование и полирование являются трудоемкими операциями,
связанными с вредными условиями труда. Поэтому в последнее время все
большее распространение получают шлифовально-полировальные
полуавтоматы и автоматы.
Многие автоматы и полуавтоматы сконструированы по принципу
агрегатирования универсально-полировальных головок. Одна из таких
головок конструкции Горьковского автозавода имеет индивидуальный
электропривод и может быть установлена
вертикально, горизонтально и под любым
углом. Схема установки полировальной
головки с шарнирным креплением на
автоматической линии показана на рис. 3.
Головка, состоящая из электродвигателя
2 и
полировального круга 3, крепится на стойке 1.
Полируемая деталь устанавливается на
шпиндель 4, приводимый во вращение через
передачу 5.
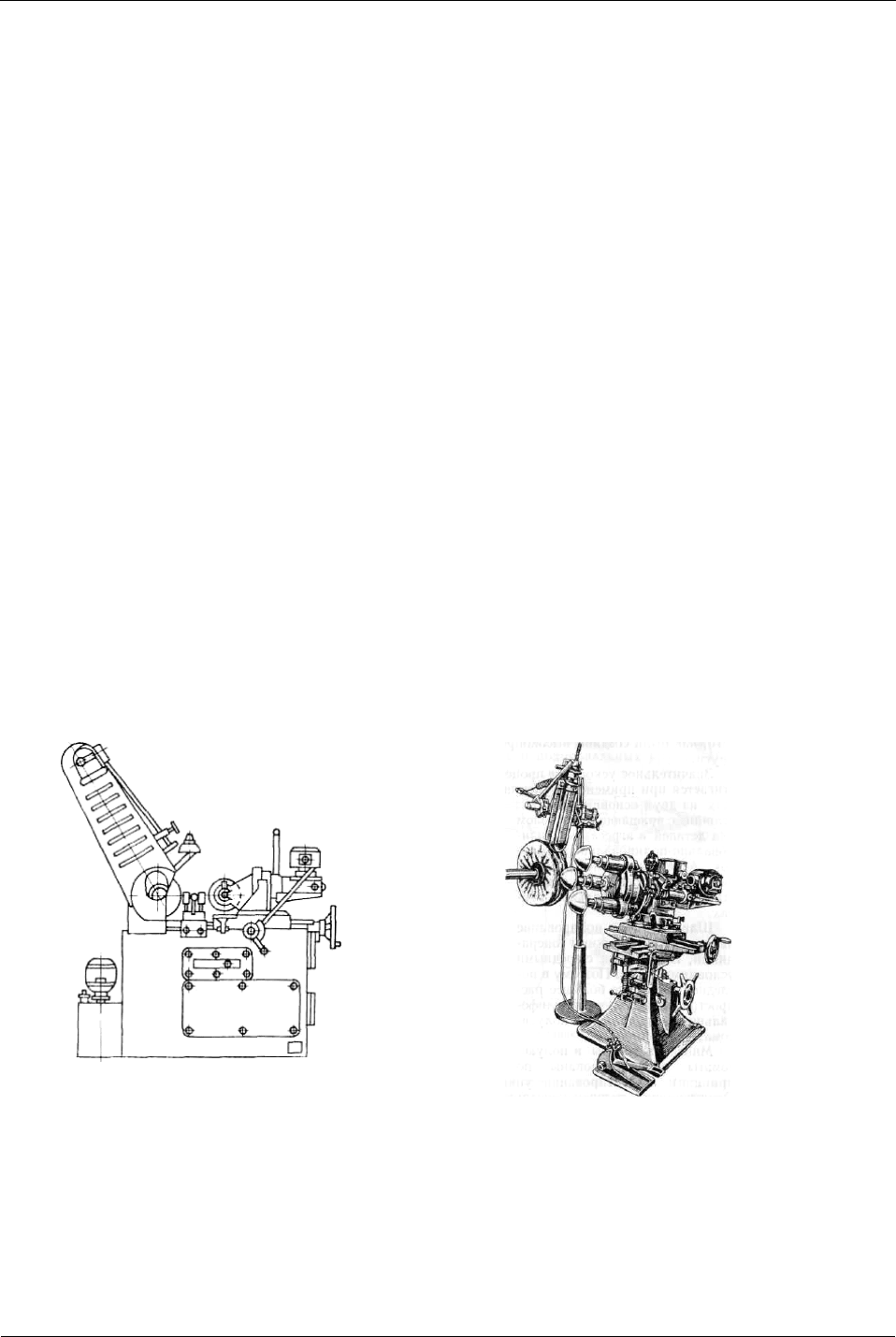
В г. Дербенте завод шлифовальных станков выпускает полуавтомат
модели 3841 для ленточного шлифования тел вращения, а также
бесцентрово-шлифовальный станок модели 3865 (рис. 4) для шлифования
круглого проката, труб, круглых деталей, а также ободьев колес велосипедов
и мотоциклов.
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 12 из 221
В крупных гальванических цехах с массовым выпуском деталей
целесообразно применять автоматизированные станки для шлифования и
полирования. Сложность автоматизации этих процессов заключается в
трудности создания универсальных станков, пригодных для отделки деталей
различных размеров и разной конфигурации.
Зачастую приходится ограничиваться механизацией процесса
шлифования и полирования заготовки, применяемой для изготовления
деталей. Иногда же на автоматах и полуавтоматах шлифуют или полируют
только часть (50—80 %) поверхности детали. Остальная часть доводится
вручную.
Некоторые типы полуавтоматов, применяемых для шлифования и
полирования, приведены на рис. 5 и 6. Полуавтомат, изображенный на рис. 6,
состоит из станины, имеющей привод качательного движения,
приспособления для крепления детали и двух поворотных люлек, на которых
укреплены полировальные головки с индивидуальным приводом от
электродвигателей.
Полуавтомат для полирования листового материала показан на рис. 7.
Полуавтомат для отделки внутренней поверхности велосипедных
ободьев приведен на рис. 8. Обод обрабатывается одновременно двумя
Рис. 4. Бесцентровый ленточно-
шлифовальный станок модели 3865
Рис. 5. Полуавтомат для полирования
профилированных деталей

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 13 из 221
кругами. Движение обода осуществляется отдельным электродвигателем с
помощью ведущего ролика. Полуавтомат может применяться для отделки
поверхности ободьев как до нанесения покрытия, так и после этого.
Рис. 6. Полуавтомат для полирования плоских поверхностей
Рис. 7. Полуавтомат для полирования листового материала
Рис. 8. Полуавтомат для полирования внутренней поверхности
велосипедных ободьев
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 14 из 221
В ЦКБ гальванопокрытий разработано несколько моделей
шлифовально-полировальных полуавтоматов для обработки деталей типа тел
вращения. Технические характеристики некоторых новых моделей
полуавтоматов приведены в табл. 1.
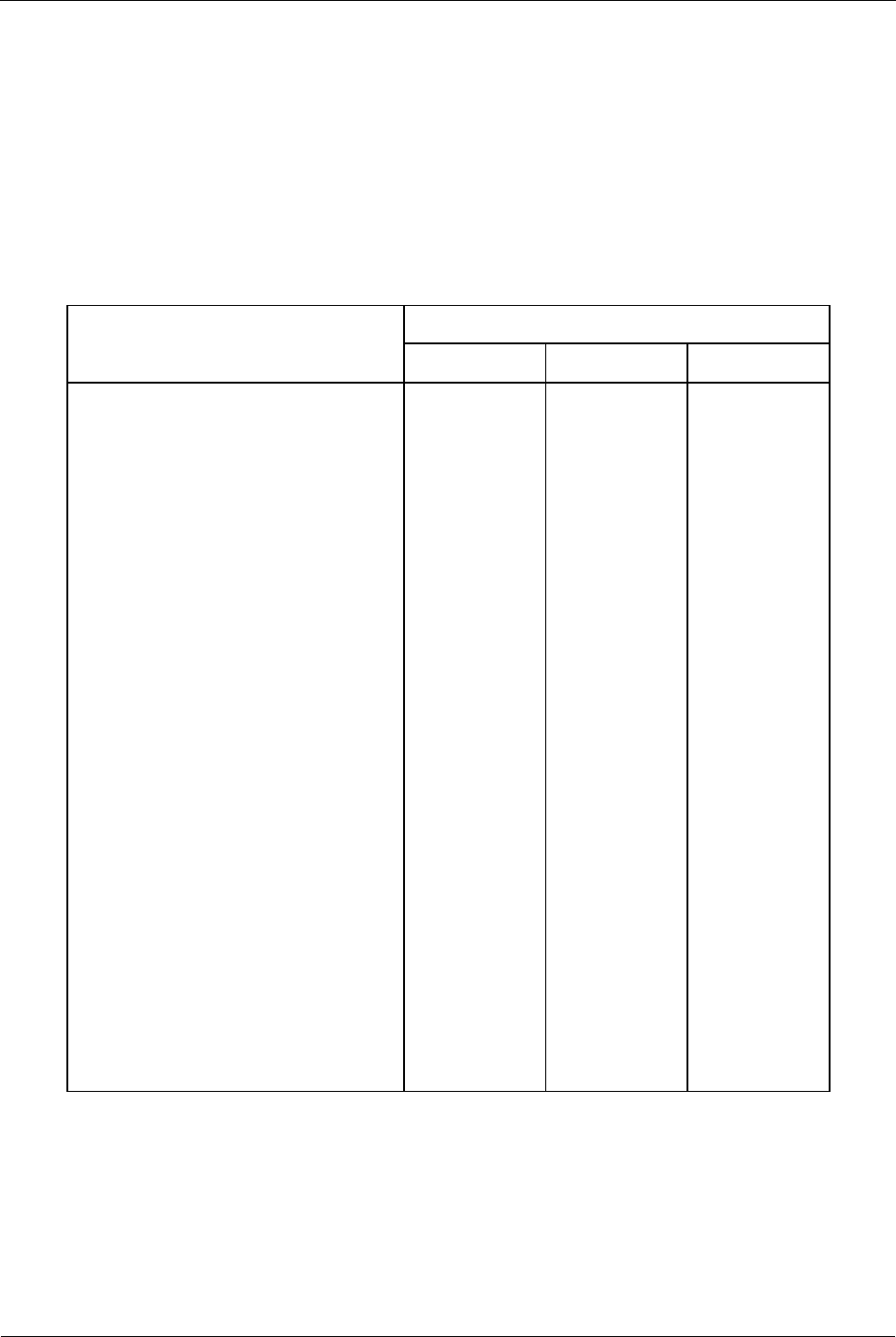
Таблица 1
Технические характеристики некоторых шлифовально-полировальных
полуавтоматов
Модели полуавтоматов
Показатели
3811-2
3841-3
3811-4
Производительность в шт/ч
90 – 300 90 – 300 90 – 150
Размеры обрабатываемой
д
етали в мм:
диаметр
90 94 —
высота
34 34 —
Мощность электродвигателей
пол
у
автомата в кВт
12,2 8,7 21,4
Габаритные размеры
пол
у
автомата в мм:
длина
3230 2850 3300
ширина
2900 2550 3000
высота
2200 2200 2200
Масса в кг
7770 7350 8636
Ширина полировального
к
ру
га в мм
60 40 100
Диаметр полировального
к
ру
га в мм:
нового
250 80 300
изношенного
200 60 200
Пределы скоростей вращения
шпинделя шлифовально-
полировальной головки в об/мин
2000 – 2500 4000 – 10 000 1600 – 2000
Количество скоростей
шпинделя шлифовально-
поли
р
овальной головки
2 5 2
Примечание. Количество электродвигателей полуавтомата - 7 шт.
Диаметр поворотного стола (по шпинделям) 1250 мм, количество шпинделей —
24 шт., расстояние между осями шпинделей — 164 мм, пределы скоростей
вращения шпинделей – 20-120 об/мин, количество скоростей вращения
шпинделей — 8, время индексации стола — 2 сек. Поворот шлифовально-
полировальной головки вокруг горизонтальной оси и вокруг колонны — 360°.
Перемещение суппорта головки: верхнего — 200 мм, нижнего — 420 мм.
Вертикальное перемещение головки по колонне — 910 мм.
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 15 из 221
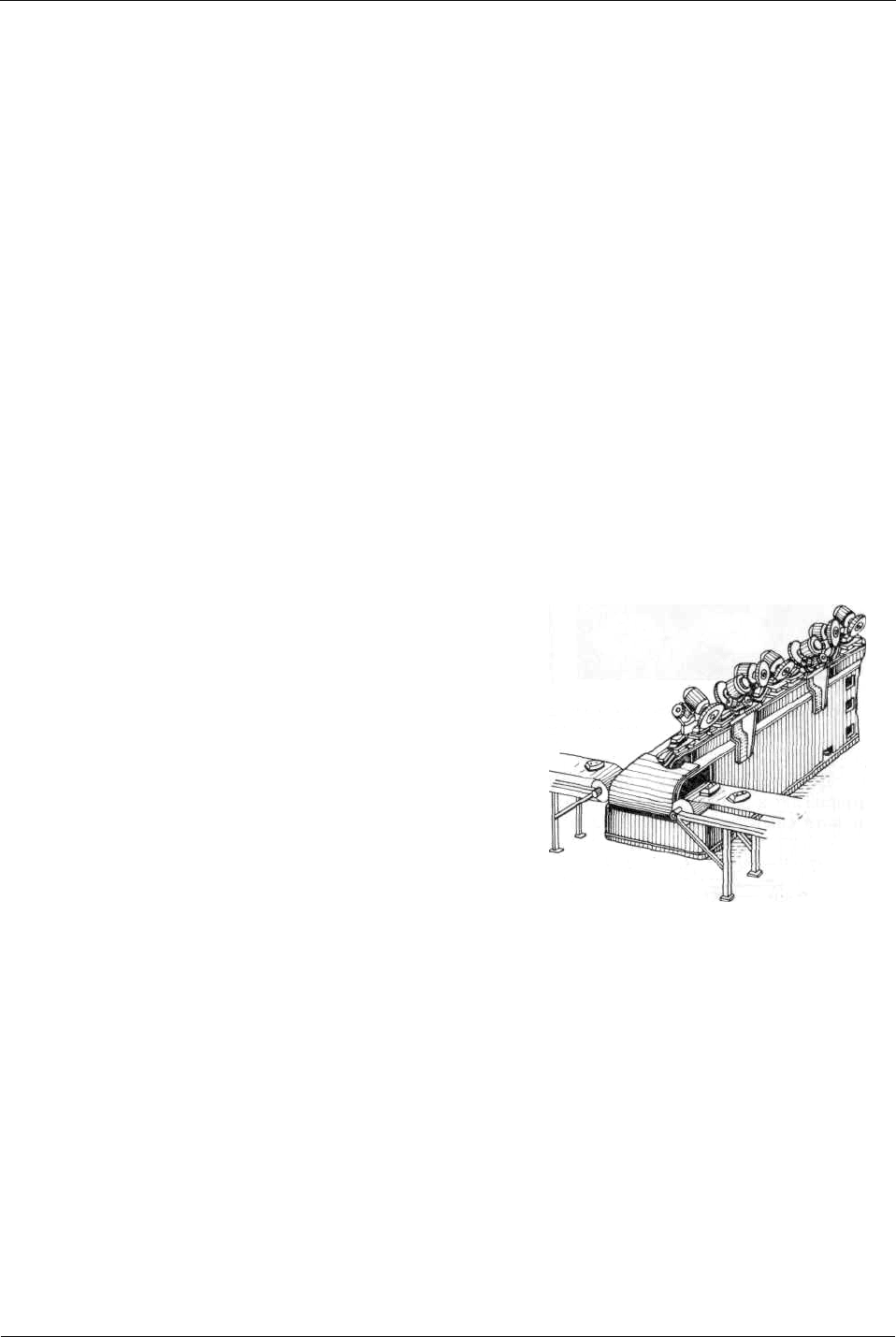
Рис. 9. Часть общего вида
конвейерной установки для
шлифования и полирования
кож
у
хов элект
р
о
у
тюгов
Модель 3841-2 предназначена для обработки наружной поверхности
черпака разливной ложки. Полуавтомат является агрегатным станком и
комплектуется из поворотного стола и пяти универсальных шлифовально-
полировальных агрегатов для наружного шлифования. На шпинделях
поворотного стола устанавливают зажимные приспособления, в которых
закрепляют заготовки. Загрузка и снятие деталей производится вручную, а
зажим и разжим — автоматически. Изменение скорости
вращения
шпинделей стола производится с помощью сменных шестерен, а скорости
вращения шлифовальных кругов — с помощью сменных шкивов. В качестве
обрабатывающего инструмента могут применяться войлочные, фетровые,
хлопчатобумажные и лепестковые профильные круги. Подача
шлифовальных и полировальных паст на инструмент производится
автоматически.
Полуавтомат модели 3841-3
предназначен для обработки внутренней
поверхности черпака разливной ложки,
модель 3841-4 — для декоративной отделки
корпуса чайника.
На рис. 9 показана часть конвейерной
установки для шлифования и полирования
кожухов электроутюгов.
В ЦКБ ГП спроектирован
полуавтомат для шлифования и полирования подошв утюгов. Полуавтомат
состоит из конвейера, по которому движутся тележки с обрабатываемыми
деталями, и 18 универсальных шлифовально-полировальных агрегатов,
установленных вдоль конвейера. На корпусе каждой тележки имеется
приспособление для зажима деталей. Подвод и отвод полировального круга

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 16 из 221
Рис. 10. Фигурные приспособления для полирования:
а — несмонтированные; б — смонтированные
Рис. 11. Схемы обработки бесконечной
абразивной лентой
или абразивной ленты и подача пасты на круги осуществляется
автоматически. Производительность полуавтомата 120 – 300 шт/ч.
При отделке деталей сложной конфигурации применяют различного
рода фигурные приспособления (рис. 10).
Для обработки крупных заготовок и листового материала
используются маятниковые (подвесные) станки, работающие периферией
или торцом круга, а также бесконечная абразивная лента.
Большое развитие получили шлифование и полирование бесконечной
абразивной лентой. Этот метод применяется при обработке деталей
фасонного профиля, труб, прутков, листового материала и т. п. При помощи
ленты может быть достигнут 11-й класс чистоты поверхности по ГОСТу
2789—59. На рис. 11 показаны схемы
шлифования абразивной лентой.
При контактной обработке
(рис. 11, а) деталь 1 прижимается к
абразивной ленте 2 в зоне ролика 4.
С помощью ролика 3 осуществляется
натяжение ленты.
При барабанно-ленточной обра-
ботке (рис. 11, б) рабочим элементом
служит барабан 1, покрытый абразив-

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 17 из 221
ной лентой. Конвейерная лента 3 и обрабатываемая деталь 2 подаются под
барабан. Нажимной ролик 4 служит для прижима детали к ленте.
В случае обработки с опорной плитой (рис. 11, в) опорная плита 4
прилегает к задней стороне ленты 3 в зоне между ведущим роликом 5 и
натяжным роликом 2. Деталь 1 устанавливается на стол 6.
При обработке свободной лентой (рис 11, г) опорный элемент
отсутствует, и деталь 3 прижимается к абразивной ленте 2 в зоне между
ведущим роликом 4 и натяжным роликом 1.
Профильная контактная обработка (рис. 11, д) производится с
помощью контактного эластичного ролика 2, находящегося между ведущим
1 и натяжным 3 роликами.
В случае обработки рулонной лентой (рис. 11, е) по мере износа
абразивного слоя в месте соприкосновения с деталью 1 лента 2
разматывается с рулона и перемещается относительно детали. Колодка 3
прижимает ленту к детали. Бесцентровая ленточная обработка (рис. 11, ж)
применяется для цилиндрических деталей. Она производится абразивной
лентой 3, натянутой между контактным диском 2, натяжным роликом 4 и
бесконечной лентой 3, имеющей подкладную плиту 6. Обрабатываемая
деталь 1 опирается на нож 5.
Основные преимущества обработки деталей абразивными лентами по
сравнению с обработкой шлифовально-полировальными кругами:
а) возможность обработки деталей сложной конфигурации, что
облегчает задачу механизации этих процессов;
б) меньший нагрев обрабатываемых деталей вследствие лучшего
отвода выделяемого тепла;
в) постоянство скорости вращения и радиуса кривизны ленты
(окружная скорость вращения круга снижается по мере уменьшения его
диаметра при износе);

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 18 из 221
г) повышение производительности труда при шлифовании и
полировании;
д) простота работы, быстрота и легкость смены абразивной ленты.
К недостаткам метода обработки непрерывной абразивной лентой
относится, в частности, сложность обработки прямых и острых углов.
Ленточное шлифование можно производить на кругло-, плоско-,
бесцентрово-шлифовальных, а также на специальных шлифовальных
станках.
На рис. 12 показан универсальный шлифовально-полировальный
станок модели 3853. Он состоит из
станины 1, подставки 2, полироваль-
ных бабок 3, механизма натяжения
ленты 4 и механизма подачи полиро-
вальной пасты. Внутри станины
расположены два вариатора для
бесступенчатого регулирования
скорости вращения шпинделей. На
правую полировальную бабку
устанавливается механизм натяжения
ленты, на левой — крепится кожух для
полировального круга.
Эти станки применяют для полирования наружной и внутренней
поверхности деталей, имеющих форму тел вращения, а также для
полирования плоских поверхностей. Обработка производится при помощи
бесконечных абразивных лент и полировальных кругов.
В табл. 2 приведены основные технические характеристики
универсальных полировальных станков типа ЗА852, 3853, 3854, 3854А,
предназначенных для обработки при помощи гибких абразивных лент и
эластичных полировальных кругов.
Рис. 12. Универсальный шлифовально-
полировальный станок модели 3853
Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 19 из 221
Бесцентрово-ленточное шлифование и полирование применяют для
обработки наружной поверхности труб и прутков из различных материалов,
круглого проката и фасонных деталей. Шлифование и полирование рулонной
лентой широко распространено в подшипниковой промышленности.
Быстровращающаяся деталь соприкасается с лентой, которая медленно
перематывается с одного барабана на другой. Производительность труда при
ленточном шлифовании и полировании, а также качество обработки во
многом зависят от устройства контактных шайб. На рис. 13 показаны
различные типы контактных шайб.
Таблица 2
Технические характеристики универсальных полировальных станков
Тип станка
Показатели
ЗА852 3853 3854 3854А
Мощность электродвигателя
в кВт
0,75 – 1,0 1,7 – 2,2 4,5 – 5 4,5 – 5
Пределы скоростей
вращения в об/мин:
электродвигателя 1420 – 2850 1400 – 2800 1420 – 2820 1420 – 2820
шпинделя 1420 – 2850 1400 – 5000 1320 – 4550 1320 – 4550
Диаметр контактного
ролика или полировального
круга в мм
200 315 400 400
Расстояние между
внутренними сторонами
контактных роликов в мм
480 1320 1450 —
Размеры ленты в мм:
длина 2200 2500 3700 3700
ширина 50 70 100 100
Расстояние от пола до оси
шпинделя в мм:
без подставки 220 610 610 610
с подставкой 980 1000 1000 1000
Масса станка в кг:
без подставки 90 330 140 550
с подставкой 180 440 750 660

Новиков А.Е., Даринцева А.Б. Гибкие автоматизированные гальванические линии
ГОУ ВПО УГТУ - УПИ – 2006
стр. 20 из 221
Наибольшее распространение имеют шайбы, покрытые резиной. При
повышении твердости контактной шайбы увеличивается удельный съем
металла, но одновременно ухудшается чистота обработки поверхности. В
связи с этим рекомендуется применение твердых шайб для грубого
шлифования, а мягких — для отделочного. При применении рифленых
контактных шайб увеличивается удельный съем металла без заметного
ухудшения чистоты поверхности обрабатываемых деталей.
Применяют также контактные шайбы типа пневматической и камеры с
покрышкой, имеющей гладкую или рифленую поверхность. Давление
воздуха в камере можно изменять в довольно широких пределах
(10,5 ÷ 16,7) 10
4
Н/м
2
, или 0,07—0,7 ати. Контактные шайбы такой
конструкции имеют большую поверхность соприкосновения и способны
интенсивно удалять стружку с рабочей ленты.
Фетровые, а также бязевые эластичные контактные шайбы применяют
в основном для отделочных работ.
Производительность шлифования при обработке абразивной лентой в
определенных пределах связана со скоростью движения ленты. Например,
повышение скорости движения ленты с 24 до 39 м/сек увеличивает скорость
обработки примерно вдвое, однако дальнейшее повышение скорости почти
совсем не сказывается на производительности шлифования. На рис. 14, а
показана зависимость величины удельного съема металла q от скорости
движения ленты при различном давлении р на нее, а зависимость величины
удельного съема металла от прилагаемого давления при обработке
Р
ис. 13. Контактные шайбы, покрытые резиной (а), фиброй (б),
тканью (в) и резиной с ребристой поверхностью (г)