Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
z
z
z
z
z
c
A
R
R
R
R
R
σ
++
+
+
=
θ
θ
1
1
21
1
3
1
(32)
или
111
1
1
1
3
1
cB
A
R
R
R
R
R
c
z
z
z
z
z
z
=
++
+
+
=
σ
τ
θ
θ
θ
, (33)
где
11
1
21
1
3
1
c
A
R
R
R
R
R
B
z
z
z
z
θ
θ
++
+
+
=
.
Определим величину интенсивности напряжений при которой
0=dM , так:
из условия (28) имеем:
2/1
2
2
12
3
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++
=
z
z
z
z
z
i
RR
R
R
R
R
R
σ
τ
σ
θ
θθ
θ
θ
θ
;
2/1
2
1
2
1
2
12
3
⎥
⎦
⎤
⎢
⎣
⎡
++
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++
= cBRR
R
R
d
d
A
R
R
R
z
zi
i
z
z
z
θθ
θ
θ
θ
ε
σ
σ
. (34)
ВЫВОДЫ
Полученные выше условия потери устойчивости деформирования (22) и (32) на
основе критерия положительности добавочных нагрузок могут быть использованы для
оценки предельных возможностей формоизменения при ротационной вытяжке с утоне-
нием стенки цилиндрических деталей.
ЛИТЕРАТУРА
1. Дель Г. Д. Технологическая механика / Г. Д. Дель. - М.: Машиностроение, 1978. – 174 с.
2. Малинин Н. Н. Прикладная теория пластичности и ползучести / Н. Н. Малинин. – М.: Машино-
строение, 1975. – 400 с.
3. Яковлев С. С. Новый подход к анализу процесса ротационной вытяжки цилиндрических деталей из
трубных заготовок / С. С. Яковлев, В. И. Трегубов, А. Е.
Белов // Известия ТулГУ. Серия. Механика деформи-
руемого твердого тела и обработка металлов давлением. – 2003. – Вып. 1. – С. 13–26.
4. Трегубов В. И. Силовые режимы ротационной вытяжки цилиндрических деталей на специализи-
рованном оборудовании / В. И. Трегубов, С. П. Яковлев, С. С. Яковлев // Кузнечно-штамповочное производст-
во. Обработка материалов давлением. – 2005. – № 1. – С. 17–23.
Яковлев С. С. – д-р техн. наук, проф. ТГУ;
Трегубов В. И. – д-р тех. наук, проф., член-корреспондент РАРАН, первый
зам. ген. директора ФГУП «ГППП «Сплав».
ТГУ – Тульский государственный университет, г. Тула.
E-mail: mpf-tula@rambler.ru
140
Обработка материалов давлением № 1 (20), 2009
УДК 621.73.06-52
Бовтало Я. Н.
Игнатенко В. Н.
Филиппов Ю. К.
ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ ОТ ВЕЛИЧИНЫ
ДЕФОРМАЦИИ И СХЕМЫ НАПРЯЖЁННОГО СОСТОЯНИЯ
Деталь «корпус шарового пальца» применяется в производстве подвески для автомо-
билей ВАЗ. В настоящий момент она изготавливается методами сварки и обработкой резани-
ем из стали 30.
Для того чтобы повысить производительность процесса и качество изделия было ре-
шено изготавливать эту деталь методами холодной объемной штамповки (рис. 2) с после-
дующей доводкой резанием. Для снижения технологической силы и увеличения пластично-
сти материала было решено заменить исходный материал сталь 30 на более технологичную,
с позиций холодной объемной штамповки, сталь 10. Это позволило исключить термомехани-
ческую обработку заготовок и понизить энергосиловые параметры технологического про-
цесса.
Известно, что при холодной объемной штамповке различных деталей обеспечивается
высокая точность и хорошее качество поверхности, повышается прочность, твердость, одна-
ко снижается ударная вязкость.
Технические условия на производство детали «корпус шарового пальца» требуют опре-
деленную величину ударной вязкости и твердости, так как это необходимо для выдерживания
ударных нагрузок и сил, воздействующих на опорные поверхности. Из анализа литературных
источников был сделан вывод, что в настоящее время влияние накопленной деформации на из-
менение механических свойств для многих
марок сталей (в том числе сталь 10) в дос-
таточной мере не изучено.
Ударная вязкость измеряется, как
правило, только у исходного материала
заготовок деталей, причем размеры ис-
ходных заготовок должны быть доста-
точно большими, чтоб из них можно бы-
ло изготовить образцы. Для проката из
стали марки сталь 10 ударная вязкость не
нормируются. Также нет достоверных
данных о значении ударной вязкости ста-
ли 10 при накопленной деформации при
различных схемах нагружения. Поэтому
определить величину ударной вязкости
для небольших деталей, полученных ме-
тодами холодной объемной штамповки,
не представляется возможным.
Поэтому цель настоящей работы –
проверить правомочность замены исход-
ного материала. Для этого необходимо
выявить влияние деформации и схемы
напряженно-деформированного состоя-
ния на изменение твердости и ударной
вязкости стали 10.
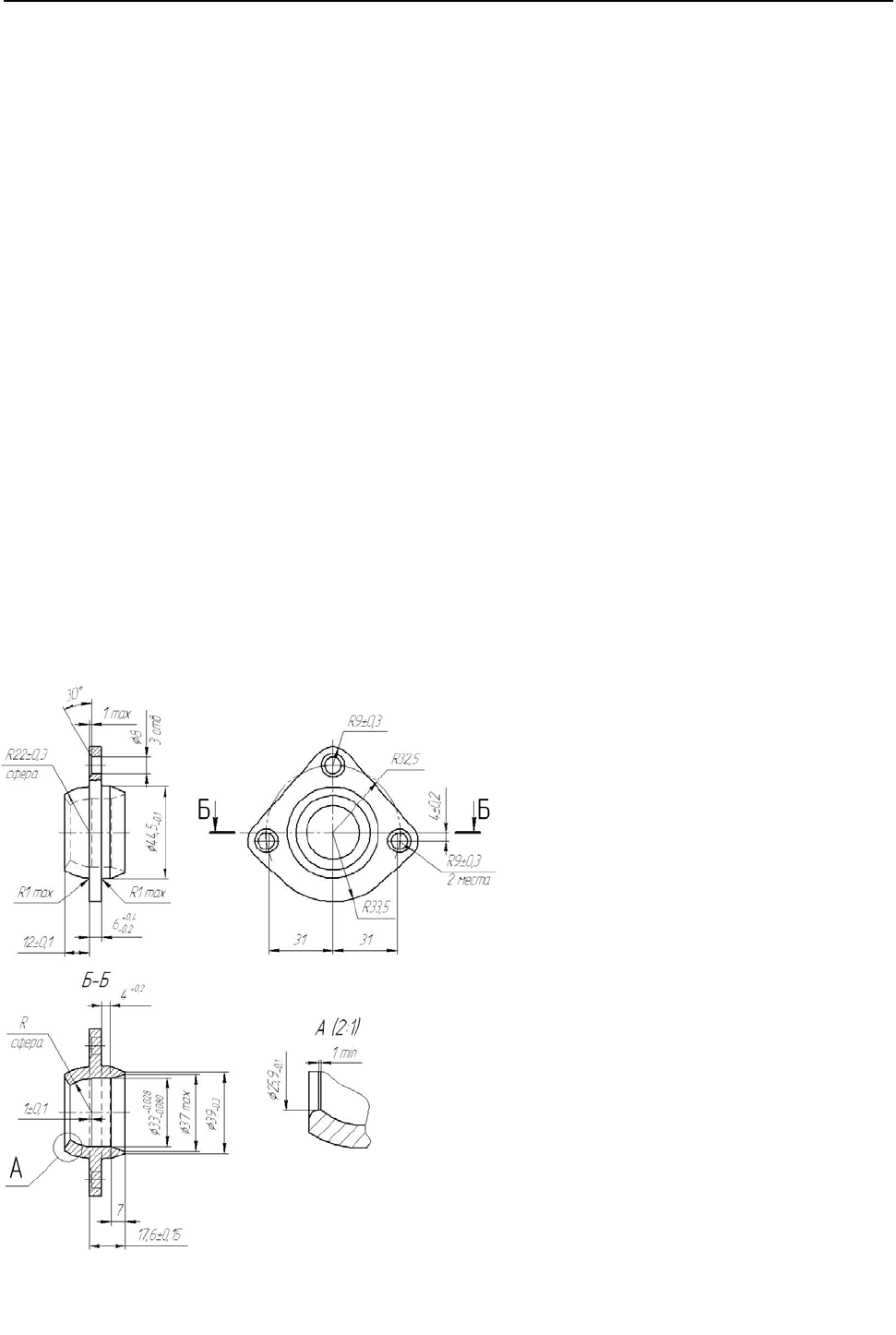
Рис. 1. Чертеж штампованной
заготовки детали «корпус шарового
пальца»
141
Обработка материалов давлением № 1 (20), 2009
Рис. 2. Штамповочные переходы
Рис. 3. Форма и размеры образца
для испытания ударным изгибом по
ГОСТ 9454-78.
Для выявления зависимости твердости и
ударной вязкости от накопленной деформации и
от схемы напряженного состояния были
проведены два вида экспериментов:
- одноосное сжатие цилиндрических
образцов. При наличии хорошей смазки на
торцах образца (например, периодически
заменяемых прокладок из полиэтиленовой
пленки) напряженное состояние можно считать
линейным. Показатель напряженного состояния
K = 0,33. Показатель Лодэ-Надаи 1=
σ
μ
.
- осадка в щелевом штампе
призматических образцов. При этой схеме
деформирования образуются две взаимно
перпендикулярные системы плоскостей
скольжения; деформация в образце однородна,
причем отсутствует даже градиент положения
главных осей, наблюдающийся при одноосном
растяжении и сжатии цилиндрических образцов.
Как и при осадке круглых образцов, необходимо
принимать особые меры по уменьшению
влияния на результат контактного трения.
Реализуется схема плоской деформации
(чистый сдвиг). Показатель напряженного состояния
K = –0,33. Показатель Лодэ-Надаи 0=
σ
μ
.
Для исследования была выбрана сталь 10
ГОСТ 10702-86. В качестве заготовок ис-
пользовался калиброванный прокат круглого
сечения Ø60 мм по ГОСТ 7417-75.
Испытание цилиндрических образцов на
одноосное сжатие
Были изготовлены шесть образцов разной
высоты: 60, 70, 80, 90, 100, 110 мм. Образец
высотой 60 являлся контрольным. Остальные
осаживались по упору до высоты H = 57мм.
Осадку осуществляли в специальной штамповой
оснастке для исключения перекоса инструмента.
Для снижения сил трения между
образцом и инструментом во время осадки
устанавливали прокладки из полиэтиленовой
плёнки. Замена пленки проводилась в течение
всего процесса осадки через каждые 3 мм
движения пуансона.
Осаживание призматических образцов в щелевом штампе
Для осадки в щелевом штампе материал брался из той же партии, что и для сжатия.
Из проката Ø60 мм вырезали призматические образцы разных размеров и с одинаковой
чистотой поверхности – Ra 1,25. Было изготовлено 27 образцов (по три на каждую величину
деформации) Объем металла у всех образцов одинаковый. Все они осаживались по
ограничителю до одной высоты Ø10,5 мм и после деформации образцы получались близки
к одинаковым размерам: Ø10,1 × 10,2 × 58 мм.
142
Обработка материалов давлением № 1 (20), 2009
После деформирования из полученных заготовок были изготовлены стандартные об-
разцы для испытания ударным изгибом (рис. 3). Для исключения влияния старения механи-
ческая обработка проводилась практически сразу же после деформирования.
Испытания на ударную вязкость проводились по ГОСТ 9454-78 на маятниковом копре
МК-30 (ЕMAX = 300 Дж) с ценой деления 2 Дж. Если образец не разрушался после удара, то,
как предписывает ГОСТ, показания энергии удара не учитывались. На первом этапе экспери-
мента было испытано 63 образца, из которых пять не разрушились. На втором этапе – 27 образ-
цов, 7 не разрушились. Данные испытаний записывались в протокол, затем обрабатывались.
По результатам были найдены средние значения, которые затем аппроксимировались
плавной кривой. Статистическая обработка данных проводилась по критерию Стьюдента.
При доверительной вероятности 90 %, доверительный интервал средних значений не превы-
шал 10 Дж/см
2
, что удовлетворяет условиям инженерных расчетов.
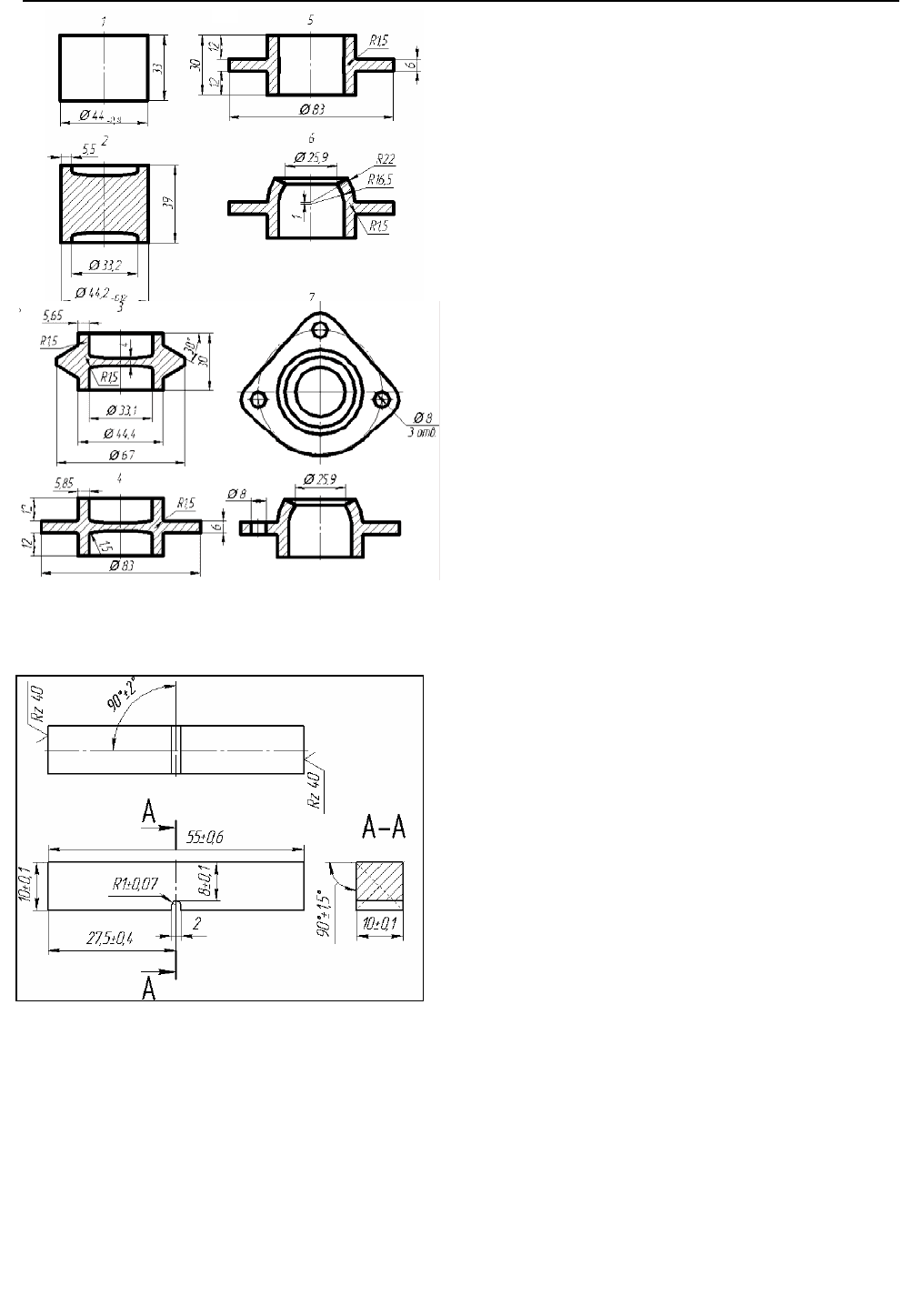
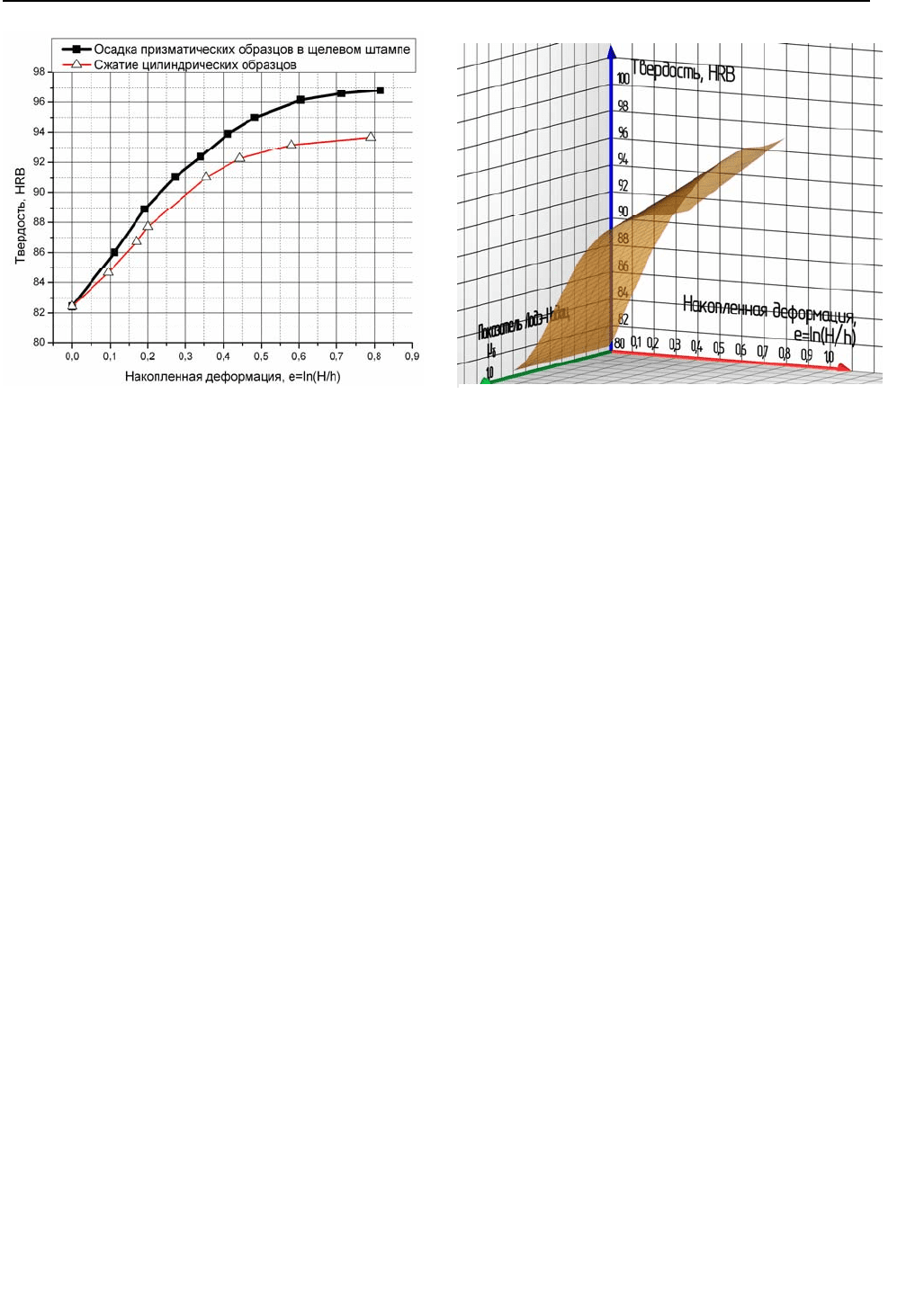
По результатам был построен график (рис. 4) и поверхность зависимости ударной
вязкости от накопленной деформации и коэффициента Лодэ-Надаи (рис. 5) для прогнозиро-
вания свойств материала при различных схемах нагружения. Из рисунков видно, что сжатие
оказывает большее влияние на снижение ударной вязкости стали, по сравнению с осадкой
в щелевом штампе.
После испытания на ударный изгиб у всех образцов была замерена твёрдость (тип
прибора – Роквелл ТР-5006). Измерение твёрдости проводилось при температуре (23 ± 2)°С.
Перед измерением твёрдости поверхности образцов были очищены от посторонних веществ.
По результатам были построены картины изменения средних значений твердости в зависи-
мости от накопленной деформации и схемы нагружения (рис. 6, 7).
При доверительной вероятности 90 % доверительный интервал данных, полученных
измерением твердости, не превышал 3 единиц HRB, что удовлетворяет условиям инженер-
ных расчетов.
Накопленная деформация в детали «корпус шарового пальца», полученной с помо-
щью холодной объемной штамповки достигает значения 3, но в среднем не превышает 0,7.
Коэффициент Лодэ-Надаи в разных зонах варьируется от 0 до 3, но в большинстве зон
находится в пределах от 0 до 1. Поэтому по полученным данным можно судить о распреде-
лении механических свойств в полученной детали.
Рис. 5. Зависимость ударной
вязкости от накопленной деформации
и коэффициента Лодэ-Надаи
Рис. 4. Графики зависимости ударной
вязкости от накопленной деформации при
испытании сжатием и осадкой в щелевом
штампе
143
Обработка материалов давлением № 1 (20), 2009
По техническим требованиям к детали «корпус шарового пальца» ударная вязкость
должна быть не ниже значения 20 Дж/см
2
; твердость – 90…93 HRB. Из полученных результа-
тов следует, что штампованная деталь из стали 10 удовлетворяет техническим требованиям.
ВЫВОДЫ
Разработан новый технологический процесс холодной объемной штамповки детали
«корпус шарового пальца». Получены данные об изменении твердости и ударной вязкости
в зависимости от накопленной деформации и схемы напряженно-деформированного состоя-
ния. Деформация одноосным сжатием сильнее снижает ударную вязкость в сравнении с де-
формацией в щелевом штампе. На изменение твердости от деформации схема напряженного
состояния оказывает не столь сильное влияние.
Обоснован выбор исходного материала заготовки с учетом изменения механических
свойств при холодной деформации. Свойства полученной детали в результате упрочнения
материала удовлетворяют техническим требованиям.
ЛИТЕРАТУРА
1. Третьяков А. В. Механические свойства металлов и сплавов при обработке давлением /
А. В. Третьяков, В. И. Зюзин.– [2 - е изд.].– М.: «Металлургия», 1973. – C. 202–206.
2. Холодная объемная штамповка. Справочник / под ред. Г. А. Навроцкого, В. А. Головина, А. Ф. Нист-
ратова.– М.: Машиностроение, 1973.
3. Ковка и штамповка: cправочник. В 4-х томах. Холодная объемная штамповка / под ред.
Г. А. Навроцкого. – М.: Машиностроение, 1987.
4. Сопротивление деформации и пластичность металлов при обработке давлением : учебное пособие
по курсу «Теория обработки металлов давлением» / Ю. Г. Калпин, В. И. Перфилов, П. А. Петров, В. А. Рябов,
Ю. К. Филиппов.– М.: МГТУ МАМИ, 2007. – 113 c.
Бовтало Я. Н. – инженер-технолог НПО «АГАТ», аспирант МГТУ «МАМИ»;
Игнатенко В. Н. – ассистент МГТУ «МАМИ»;
Филиппов Ю. К. – д-р техн. наук, проф. МГТУ «МАМИ».
МГТУ «МАМИ» – Московский государственный технический университет «МАМИ»,
г. Москва, Россия.
E-mail: kiod@mami.ru
Рис. 7. Поверхность зависимости
твердости от деформации и схемы нагружения
Рис. 6. Зависимость твердости от
деформации при испытании сжатием и
оса
д
кой в
щ
елевом штампе
144

Обработка материалов давлением № 1 (20), 2009
UDC 621.774.01
Banaszek G. A.
Berski S. A.
Dyja H. S.
COMPARISON OF THE TORSION STRETCH FORGING OPERATION
IN ASYMMETRIC ANVILS WITH THE STRETCH FORGING OPERATION
IN COMBINED ANVILS
The analysis was performed using pressure distribution results obtained from computer
simulations performed with the use of Forge 2007
®
[1], a finite element method-based computer
program. The computations were made for a three-dimensional state of strain.
The use of flat, rhomboid or combined anvils for carrying out the stretch forging operation is
now becoming increasingly rare in industrial practice. The quality requirements imposed by the
purchasers of forged products entail the application of anvils with different geometrical shapes in
industrial practice in order to meet those requirements.
However, the forging industry often relies only on the practical experience of using flat,
rhomboid or combined anvils. In this situation, it would be purposeful to perform a theoretical
analysis of the stretch forging operation in asymmetric anvils which, during the deformation of the
stock, produce additional tangential stresses due to the asymmetry of their working surfaces [2].
This creates pairs of shearing forces causing the torsion of the forged metal between the anvil work-
ing surfaces. The change in the kinematics of metal flow between the working surfaces of asymmet-
ric anvils results in a better homogenisation of strain and stress values within the whole forging
volume. And this translates into the obtaining of similar mechanical properties and a homogeneous
structure within the whole forging volume after the forging operation. This, in turn, assures the high
quality of forgings and the satisfaction of quality requirements imposed by the designer, as the for-
gings will have similar mechanical properties within their entire volume [2]. The scatter of me-
chanical properties within the forging volume will not be as high as that resulted from forging in
anvils presently used in forges.
Despite the fact that a number of studies devoted to stretch forging operations have been
published so far [3-5], the stretch forging process has still been understood to an insufficient extent.
This is particularly true to the problems of stress state determination. The existing data on the dis-
tribution of stresses within the forging being stretched are mainly limited to the case of simple
stretch forging in flat, rhomboid or combined anvils [6-8]. Whereas, for the process of forging in
asymmetric anvils there are no quantitative and qualitative relationships that would allow the local
stress distribution to be determined as a function of the shape and geometry of asymmetric anvils
and the basic technological parameters of this operation. It can be stated that the current state of
knowledge on the stretch forging operation does not correspond to the possibilities offered by the
contemporary mathematical and numerical methods, and the published results concerning the con-
ducting of stretch forging operation in shape anvils are selective in character [6-8].
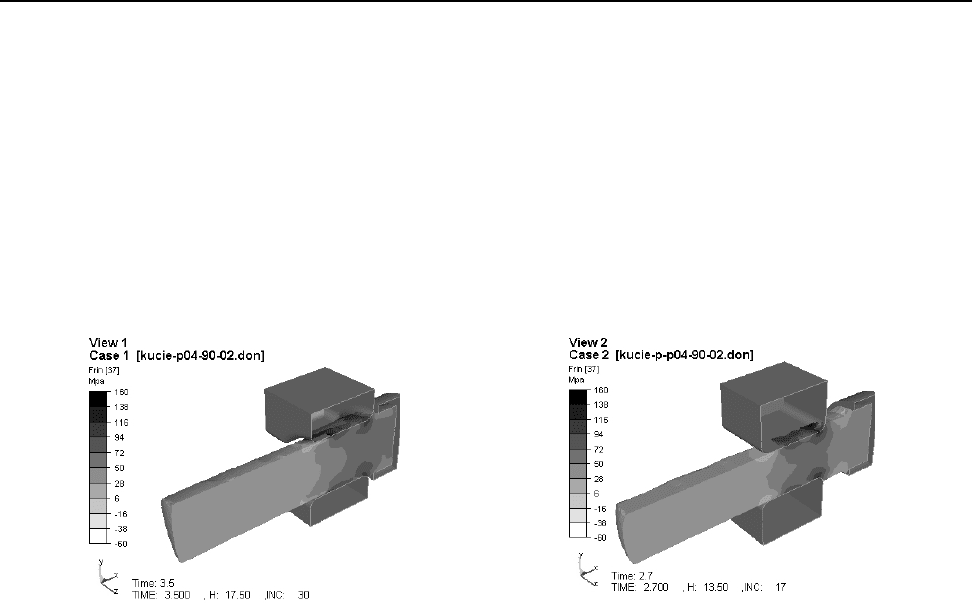
The data shown in Fig. 1 indicate that the values of compressive stresses in the axial forging
zone are contained in the range of 80 ÷ 45 MPa, while in the outer zone in the range of
160 ÷ 116 MPa. Such a stress distribution is the most advisable, because, owing to the application
of asymmetry with torsion in the core of the ingot being deformed, no excessive tensile stresses
form, which, at large drafts, cause metal cracking in the axial forging zone. It is noteworthy that the
tensile stresses exist only in the outer forging zone and are small, lying in the range of -60 ÷ -
38 MPa. The forging practice demands that the forging core should be adequately forged out and
that it should develop an intensification of high-magnitude compressive stresses, not exceeding,
however, the compressive stress values beyond the compressive strength limits of a given steel
grade at the forging temperature. When analyzing the distribution of hydrostatic pressure (fig. 1) it
can be found that an inadequate forging-out of the forging core exists (the compressive stress values
are too low), which is a very important problem in forging practice, as a forging core inadequately
forged out prevents the forging from meeting the strength requirements in terms of construction in
the future. Therefore, it was decided that in the second forging stage (fig. 2) flat anvils would be
used, which cause large compressive stress values of 138 ÷ 116 MPa to be obtained in the forging
axial zone. Only when the two anvil assemblies discussed complement one another, will the in-
tended and proper character of stress distribution in the deformed forging be obtained.
145
Обработка материалов давлением № 1 (20), 2009
Such a strain intensity distribution indicates the homogenization of mechanical properties
inside the forging after stretch forging operation. The deformation asymmetry introduced in the fist
phase of stretch forging operation causes metal to flow in directions not restricted by the anvil
working surface, but after tilting and making a subsequent pass, the metal is, in the same place,
moved by the anvils in the direction, in which it freely flowed previously. This forging scheme will
not be assured by anvils, where the deformation zone is symmetrical [1]. The application of defor-
mation asymmetry in particular zones of the forging during deformation produces a different stress
state that, during tilting, is varied alternately, which cannot be applied in symmetrical anvils. More-
over, torsion induced by the geometrical shaping of anvil working surfaces results in a uniform
forging-out of the forging outer zones, which cannot be achieved by using asymmetric anvils with
rounding radii opposite to one another [1].
Fig. 1 Pressure distribution inside the
forging after the first stage of forging
process in asymmetric anvils
Fig. 2 Pressure distribution inside the
forging after the second stage of forging
process in flat anvils
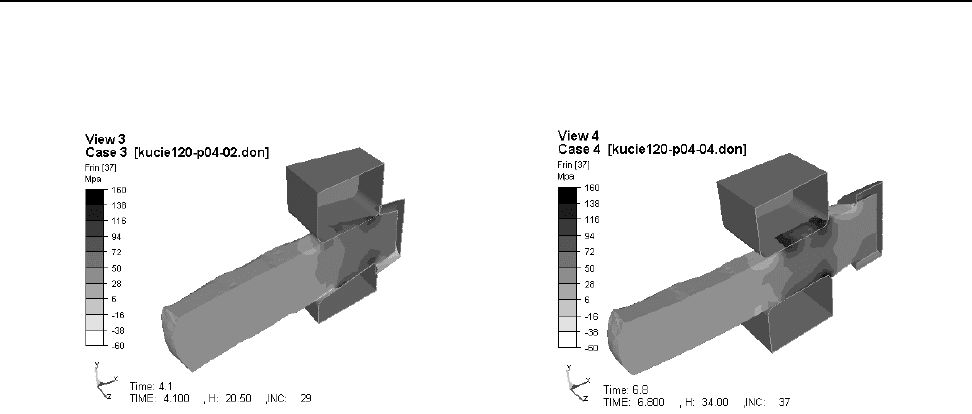
The data shown in Fig. 3 indicate that the values of compressive stresses in the axial forging
zone are contained in the range of 50 ÷ 16 MPa, while in the outer zone in the range of
160 ÷ 138 MPa. By analyzing the stress distributions for the model forging it can be found that such
a method of forging does not assure regular distributions of values; they are scattered between the
axial and the outer forging zones by one order of magnitudes. In addition, the forging core is not
adequately forged out compared to the outer layers. The hardening that will occur in the outer forg-
ing zones, produced by the additional deformation made by the anvils, will prevent the metal from
flowing in the forging axial zone in subsequent passes. The point is that the intensification of com-
pressive stress values will never be brought about in the forging axis, despite the application of any
further treatments. This forging method does not assure the homogenization of the mechanical
properties of forgings. In order to achieve this, a decision was made to use flat anvils in the second
stage of the stretch forging operation.
From the data shown in Fig. 4 it can be found that the values of compressive stresses in the ax-
ial forging zone are contained in the range of 60 ÷ 45 MPa. After the application of flat anvils in the
second stretch forging stage, the forging-out of the forging axial zone was substantially improved;
however, it turned out to be impossible to achieve such a forging-out as in the case of forging in
asymmetrical anvils. What is more, the values of 60 ÷ 45 MPa disqualify the forging as a product
nonconforming to the applicable forging practice, due to the poor forging-out of the axial zone.
During the stretch forging operation carried out in combined anvils, the upper anvil acts
symmetrically on the stock causing the metal to flow in two directions along the metal and anvil
contact surface, with the friction forces taking opposite directions. The boundary conditions are
symmetric in relation to the plane of symmetry for the upper flat anvil. Whereas, the change in the
direction of the friction forces takes place in the lower rhomboid anvil. The upper part of the de-
formed metal is under the action of the flat anvil; an unfavourable state of stress develops in the
deformed metal in that case. The direct action of the anvil covers only part of the forging cross-
section, which results in the formation of additional resistance to the longitudinal flow in the outer
layers of the stock. As a consequence, tensile stresses develop in the middle part of the plastic zone,
whose values are dependent on the relative draft value. The lower part of the forging is under the
action of the rhomboid anvil that forces the metal flow in the space between the anvils and into the
recess, inducing resistance oriented in the direction of the lower anvil recess, and this, in turn, pro-
146
Обработка материалов давлением № 1 (20), 2009
duces the undesirable forging cross effect. It can be presumed that with increasing relative draft
value, the values of compressive stresses in the forging cross zone will increase, as the result of
which a faulty forging will be obtained.
Fig. 3. Pressure distribution inside the
forging after the first stage of the forging
process in combined anvils
Fig. 4. Pressure distribution inside the
forging after the second stage of the forging
process in flat anvils
CONCLUSIONS
The theoretical analysis of the stretch forging operation carried out in asymmetric anvils with
a helical line has confirmed the existence of such values of the shape-dimensional parameters of the
anvil working surfaces and such values of the main technological parameters, for which the in-
tended character of local stress distribution is obtained. This enables the rational shaping of a forg-
ing and obtaining the appropriate mechanical properties in specific forging regions, which cannot be
obtained when using combined anvils. By conducting the asymmetric process of ingot stretch forg-
ing, a desired stress distribution in the forging axial zone can be introduced.
The introduction of the proper character of stress distribution within the forging volume is only
successful by using several anvil assemblies in the stretch forging operation. Thanks to combining
the advantages of different anvil types, the kinematics of metal flow during the initial stages of
forming a forging can be substantially controlled.
In order to obtain a more favourable distribution of compressive stresses in axial forging zones,
pairs of shearing forces should be introduced in the application of an external load, which can be
successful owing to the use of asymmetric anvils producing additional non-dilatational strains.
LITERATURE
1. Theoretical and experimental analysis of the effect of die shape on the internal quality of forged rods /
G. Banaszek., H. Dyja, S. Berskі, M. Janik. JMP . – 2004. – Vol. 153-154. –P. 571–577.
2. Modeling of free hot forging processes. Wydawnictwo WIPMiFS / H. S. Dyja, G. A. Banaszek,
V. A. Grynkevych, V. N. Danchenko // Politechnika Częstochowska, Częstochowa. – 2004. – Р. 210–336.
3. Park C. Y. Modelling of void crushing for large-ingot hot forging / C. Y. Park, D. Y. Yang // JMPT. – 1997. –
Vol. 6. – Р. 195–200.
4. Banaszek G. Theoretical and laboratory modeling of the closure of metallurgical defects during forming of
a forging / G. Banaszek, A. Stefanik // JMPТ. – 2006. – Vol. 177. – Р. 238–242.
5. Banaszek G. Тhe numerical modeling of stretch forging operation in convex anvils / G. Banaszek ,
A. Stefanik // Hutnik – Wiadmości hutnicze. – 2005. – N 12. – Р. 588–593.
6. Banaszek G. The optimization of stretch forging operation in convex anvils /. Banaszek A. Stefanik //
Hutnik – Wiadomości Hutnicze. – 2005. – N 6. – Р. 329–332.
7. Banaszek G. Computer and laboratory modeling of analysis of closing up metallurgical defects in ingot
during free hot forging / G. Banaszek, A. Stefanik, S. Berski // METALURGIJA. – 2005. – Vol. 44. – Р. 25–29.
8. Modeling of shape anvils in free hot forging of long products / G. Banaszek, A. Stefanik., S. Berski //
JMPT.– 2004. – Vol. 157–158. – P. 131–137.
Banaszek G.A. – Assistant Professor, CUT;
Berski S.A. – Assistant Professor, CUT;
Dyja H.S. – Professor, CUT.
CUT – Czestochowa University of Technology, Poland.
E-mail: banaszek@wip.pcz.pl
147

Обработка материалов давлением № 1 (20), 2009
УДК 621.983
Мовшович А. Я.
Кузнецова Л. Г.
Фролов Е. А.
Манаенков И. В.
ТЕХНОЛОГИЧЕСКИЕ ПРЕДПОСЫЛКИ ПОЛУЧЕНИЯ ВЫСОКОТОЧНЫХ
ДЕТАЛЕЙ ВЫТЯЖКОЙ ИЗ ЛИСТА МЕТОДОМ ПНЕВМОУДАРНОЙ ШТАМПОВКИ
При создании современных видов сложной, высокоточной техники прогрессивные
конструктивные решения реализуются благодаря применению новых конструкционных ма-
териалов, в том числе, композитов, обладающих высокими прочностно-механическими ха-
рактеристиками при минимальном весе, а также за счет оптимальной конфигурации состав-
ных элементов конструкции изделий.
Реализация такой концепции выражается в интеграции геометрической формы от-
дельных деталей в единую монолитную конструкцию, обеспечивающую функциональную
конфигурацию и свойства изделия.
Решение этой проблемы традиционными методами сопряжено с резким ростом тру-
доемкости, увеличением количества, операций и технологической оснастки, увеличением
сроков подготовки производства.
Одним из перспективных видов оборудования в современных условиях при изготов-
лении высокоточных деталей является высокоэнергетическое оборудование на основе безо-
пасных и дешевых энергоносителей, сочетающих в себе гибкие технологические модули
и высокий уровень автоматизации производственного процесса.
Перечисленному комплексу требований для получения высокоточных, в том числе
сложнопроизводимых деталей, отвечает метод формообразований на основе технологии
и оборудования пневмоударной штамповки жидкостью и эластичной средой (дальше -
пневмоударная штамповка). Преимуществами этого метода является экологическая чистота,
безопасность эксплуатации, широкие технологические возможности, мобильность и универ-
сальность, низкие трудовые и энергозатраты.
При ударных методах штамповки для создания импульса давления используется вы-
сокоскоростной
удар твердого тела (бойка) по передающей среде.
Перспективным с точки зрения энергоснабжения и экологии является осуществление
пневмоударной штамповки листовых материалов жидкой и эластичной средами с использо-
ванием в качестве энергоносителя сжатого воздуха.
В качестве оборудования используются: машина импульсивная пневматическая
Т-1324 для штамповки гидросредой и машина импульсивная пневматическая ТА-1324 для
штамповки эластичными
средами. Указанное оборудование разработано Харьковским науч-
но-исследовательским институтом технологий машиностроения (ХНИИТМ) в тесном соот-
ружестве с Институтом машиностроения АН республики Белоруссия, серийное производство
освоено на заводе «Кузлитмаш» (г. Минск).
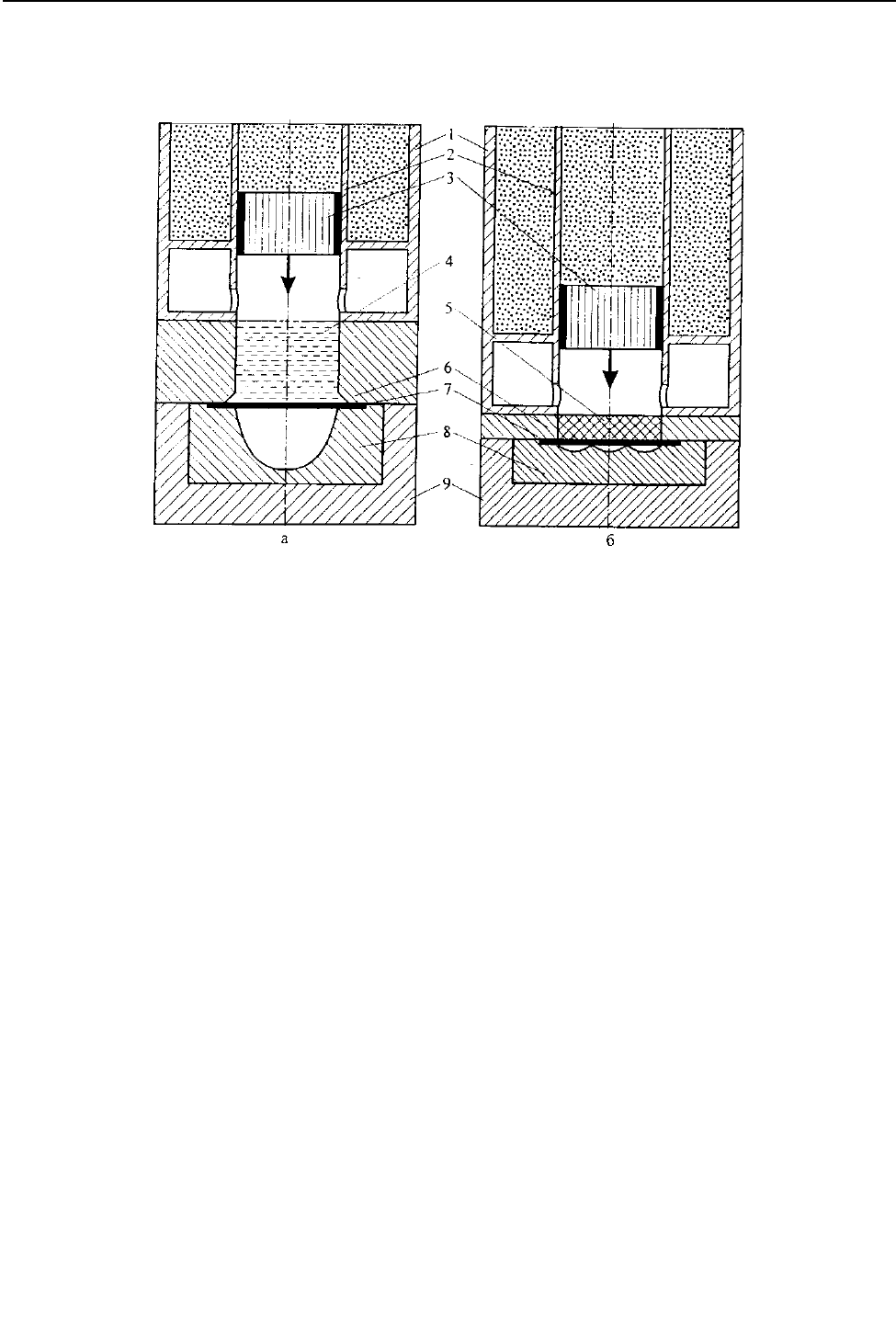
Принципиальные схемы оборудования пневмоударной штамповки показаны на рис.1.
Заготовка деформируется под высокоскоростным действием импульсного давления,
возникающего при ударе по передающей
среде, находящейся в рабочей камере. Боек разго-
няется сжатым воздухом от цеховой пневмосети. Для взвода бойка в исходное положение
в обеих машинах используется энергия сжатого воздуха, вытесняемого при разгоне бойка из
ствола в воздушные карманы рабочей камеры. [1]
Сжатие воздуха под бойком оказывает заметное влияние на его максимальную ско-
рость. Объем воздушных
карманов в зависимости от конструктивного использования может
заметно колебаться от отношения к объему ствола, воздействие чего изменяется в ту или
иную сторону энергия удара. Зная разницу между давлением газа в ресивере и избыточным
148
Обработка материалов давлением № 1 (20), 2009
давлением газа в стволе, можно рассчитать энергию удара. Максимальная энергоемкость
установок 25 кДж. Воздух в ресивере подается от цеховой пневмосети, рассчитанной на
0,63 МПа [2].
Рис. 1. Принципиальная схема пневмоударной листовой штамповки:
а – жидкой средой, б – эластичной средой: 1 – ресивер; 2 – ствол; 3 – боек; 4 – жидкость;
5 – эластичная среда; 6 – рабочая камера; 7 – заготовка; 8 – матрица; 9 – контейнер
При этом этот метод штамповки отличается высокими КПД процесса, уровнем разви-
ваемых давлений и широким диапазоном скоростей деформирования.
Выбор рабочей среды во многом зависит от вида выполняемой операции, формы по-
лучаемого изделия, характеристик исходного материала. Накопленный опыт по разработке
технологических процессов ударной штамповки листовых материалов показывает, что раз-
делительные операции предпочтительнее выполнять эластичной средой, а вытяжку, формов-
ку и раздачу -жидкой или в комбинации с эластичной средой.
Технологические возможности пневмоударной штамповки жидкостью определяются,
как показателями штампуемости материалов в условиях ударного нагружения жидкостью
(степенью вытяжки, раздачи, относительной глубиной формовки, максимальной степенью
деформации, энергией формообразования), так и техническими характеристиками оборудо-
вания для осуществления
метода (уровнем развиваемого давления, размером выходного се-
чения рабочей камеры, относительной массой бойка, пространством под технологическую
оснастку, максимальной энергией удара, длительностью цикла).
Общего показателя штампуемости материалов для всех технологических операций
листовой штамповки различными методами не существует, поэтому на практике для многих
операций разрабатываются свои показатели.
Это позволило выбрать единый подход
к разработке всего многообразия технологиче-
ских операций, выполняемых методом пневмоударной штамповки жидкостью.
Основной эффект от применения метода достигается за счет уменьшения количества
оснастки и экономии затрат при ее изготовлении и проектировании. А также при штамповке
изделий, которые невозможно получить с помощью классического инструментального
штампа. К ним относятся детали сложного профиля (рельефа) из различных материалов,
включая малопластичные и высокопрочные.
Вытяжка. Широкое распространение получили схемы, приведенные на рис. 2.
Каждая из схем обладает определенными особенностями, которые необходимо учи-
тывать при разработке технологических процессов вытяжки.
149