Parinov I.A. Microstructure and Properties of High-Temperature Superconductors
Подождите немного. Документ загружается.


248 5 General Aspects of HTSC Modeling
(5.40), in the case of the boundary rate. We obtain in the boundary mobility
regime, ξ<ξ
c
, inserting (5.55), (5.58) and (5.59) into (5.39) and (5.40):
da
dl
=
a
l
−
8F (ψ)ω
3λ(1 − a/l)
2
a
2
; (5.60)
a
+
l
1 −
a
+
l
2
=
8F (ψ)ω
3λ(a
+
)
2
, (5.61)
where ω = D
b
δ
b
γ
s
Ω
1/3
/M
b
kTγ
b
is a dimensionless parameter that reflects
the ratio of the grain boundary mobility to the pore shrinkage rate by the
grain diffusion. The trends in a
+
/l indicate that solutions exist over a limited
range of ω. For values of ω above a critical value ω
c
, the absence of a solution
indicates that the shrinkage rate always exceeds the coarsening rate,thatis,the
maximum pore size coincides with initial value, a
0
. Therefore, pore coarsening
is excluded below a critical pore size, a
∗
, when [1005]
a<a
∗
≈ (7D
b
δ
b
γ
s
Ω
1/3
/M
b
kTγ
b
)
1/2
. (5.62)
Thus, low boundary mobility and large boundary diffusivity are the most
desirable conditions for averting pore–boundary separation.
The densification process is accompanied by initial coarsening that causes
a decrease in a/l and an increase in pore size. Therefore, if a/l decreases at
a sufficiently rapid rate that the transition line ˆa/l is attained, further pore
coarsening is prohibited and the pore shrinkage commences.
When the grain boundary rate is limited by pore drag, the trajectory is
obtained from (5.39), (5.40), (5.56), (5.58) and (5.59) as
da
dl
=
a
l
1 −
F (ψ)(1 + 3ψ)
3λΔ(1 − a/l)
2
; (5.63)
a
+
l
=1−
F (ψ)(1 + 3ψ)
3λΔ
1/2
, (5.64)
where Δ = D
s
δ
s
/D
b
δ
b
. The transition pore size again shows pore coarsening
and shrinkage regions. Coarsening is invariably excluded when the diffusivity
ratio and dihedral angle satisfy the condition:
D
b
δ
b
/D
s
δ
s
> 3λ/F (ψ)(1 + 3ψ) . (5.65)
Otherwise, there is no maximum, and pore coarsening inevitably initiates
whenever a/l becomes smaller than a
+
/l. Both considered regimes of grain
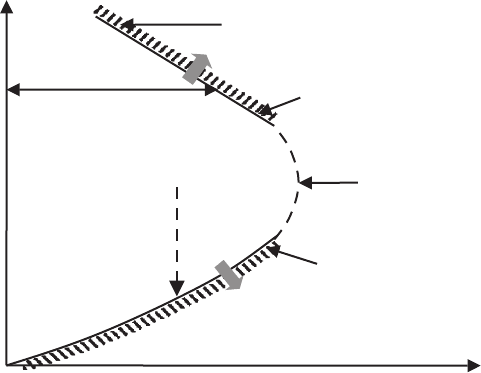
growth can be generalized as it is shown in Fig. 5.20. Recognizing that the
transition pore sizes pertinent to the individual grain growth regimes will typ-
ically intersect, this intersection may be found by using inequalities (5.62) and
(5.65). When both inequalities are closely approached, the intersection occurs
within an intermediate range of a/l(∼ 0.2–0.3), and exclusion of pore coars-
ening is contingent upon less stringent conditions than suggested by either
5.2 Void Transformations During Sintering of Sample 249
Pore Coarsening
Pore
Shrinkage
Pore Drag Limited
Coarsening
Boundary Mobility
Limited Coarsening
Pore Coarsening
Excluded
•
Trajectory
a
0
/l
0
a, M
b
D
s
δ
s
D
s
δ
s
γ
s
Ω
1/3
F(Ψ)/kT γ
b
a/l
Fig. 5.20. A schematic illustration of the general tendencies in the transition
pore size
inequality (5.62) or inequality (5.65) (Fig. 5.20). Otherwise, the coarsening
behavior is dominated either by pore drag or by the grain boundary mobility.
The intersection is caused by the initial pore size, the grain boundary mo-
bility and the surface diffusivity. In particular, small values of a
0
,D
s
δ
s
and
M
b
simultaneously induce intersection behavior, narrowing the region of pore
coarsening.
The pore coarsening value outside the exclusion region can be deduced,
in principle, by superimposing onto Fig. 5.20 the line that indicates the tran-
sition from pore drag to grain boundary mobility limited grain growth and
evaluating the coarsening that occurs in each region. An upper bound pore
size, when it exists, has a functional form [1005]:
ˆa/l = F
1
(D
s
δ
s
/D
b
δ
b
)F
2
(M
b
a
2
0
kT/D
b
δ
b
)F
3
(ψ
−1
) , (5.66)
where F
n
are increasing functions of the pertinent variables.
5.2.3 Estimation of Pore Separation Effects for HTSC
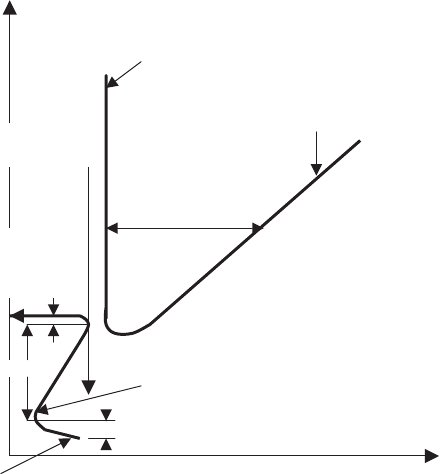
The coarsening parameter that exerts a major influence on the final mi-
crostructure is the peak pore size, ˆa (see Fig. 5.21). Its comparison with the
critical pore size, a
c
, defined by (5.34), states its breakaway from grain bound-
ary. The pore-breaking behavior is caused primarily due to the pores in triple
junctions (and pores with this morphology dominate the peak pore size, ˆa). At
the same time, only those pores at two-grain interfaces are amenable to separa-
tion from grain boundaries [445] (at pore sizes >a
c
). Thus, in the comparison
250 5 General Aspects of HTSC Modeling
Pore Radius
Small Grain Diameter
Initial
Compact
Pore/Grain
Trajectory
Coarsening
Shrinkage
and Final
Densification
Pore Size
Maximum, a
Separation
Geometric
Limitation
Lower Bound
Critical Pore Size, a
c
Rearrangement
•
^
Fig. 5.21. The relation between critical pore size for separation,a
c
, and peak pore
size, ˆa
of ˆa and a
c
, it is necessary to assume the concurrent existence of pores of sim-
ilar dimensions on both two- and three-grain interfaces. Non-separating pores
on two-grain interfaces become inevitably attached to three-grain corners dur-
ing small grain disappearance [445] that leads to subsequent enlargement by
pore coalescence. A part of the coarsened pores may subsequently translate
again onto two-grain interfaces causing the process to repeat until either the
peak size is reached or the pores on two-grain interfaces become large enough
to separate.
Comparing (5.3) and (5.66), the understanding for the possibility of avert-
ing pore separation in small microstructures is provided, for which pore shrink-
age and pore motion are dominated by grain boundary diffusion and surface
diffusion, respectively. Note that requirements of small grain-boundary mobil-
ity and large grain-boundary diffusivity are evident. However, these conditions
can only be simultaneously satisfied in the presence of appreciable solute (or
precipitate) drag throughout the grain disappearance process. Hence, a vi-
tal influence of drag-inducing solutes upon the attainment of optimum mi-
crostructures is apparent.
The trends connected with the surface diffusion can be stated for two ex-
tremes, namely (i) when a
c
>> a
0
>> a
∗
pore breakaway can be avoided
by increasing the ratio of the boundary to surface diffusivity, consistent with
5.3 HTSC Microstructure Formation During Sintering 251
condition of a
0
<a
c
, until (5.65) is satisfied. This trend is entirely compatible
with that needed to achieve densification during the initial stage of sintering
[126, 414]. Conversely, in the case (ii) when a
0
∼ a
∗
, large values of the surface
diffusivity are needed to ensure that a
c
>aduring subsequent pore coarsen-
ing [414]. This requirement is distinctly different from the initial stage of
densification. Hence, different temperatures are undoubtedly desirable during
the initial and final stages of sintering. Also note that the explicit statement
of different thermal treatments depends on the values and temperature de-
pendencies of both the surface and boundary diffusivities and also the grain
boundary mobility.
The presented analysis of pore transformation as a result of grain growth,
based on the surface diffusivity mechanism, is well satisfied for fine pores.
Transformations of larger pores, when their motion is caused by the difference
of the leading and trailing surface curvatures, can be also studied, taking
into account corresponding changes of gas pressure in different points of the
pore surface [443]. This case is less interesting for HTSC and therefore is not
considered here.
Finally, (5.34) is used for quantitative analysis of possible pore sizes, which
break away from grain boundaries during sintering of monocore Bi-2223/Ag
tapes. Selecting required parameters as follows [670, 671, 864]: Ω =2.2 ×
10
−30
m
3
, D
s
δ
s
=2.5 × 10
−21
m
3
/c, γ
c
=2γ
b
, ψ
max
= π/2,T = 1110 K, 2R =
25 μm,k =1.38 ×10
−23
J/K (here the some parameters is selected for Al
2
O
3
,
because corresponding data is absent for Bi-2223), we obtain a very high value
of M
b
≈ 4 × 10
4
m/(N · c) even for a
c
= 100 nm. For smaller pores separated
from grain boundary, longer grain mobility is required. Obviously, the size of
pores, which can be separated from grain boundaries during prolonged an-
nealing, on some orders of magnitude is longer than the coherence length
(∼ 1 nm) in Bi-2223. Therefore, these separated pores cannot serve effective
pinning centers and because of percolation features must considerably dimin-
ish the critical current. Apparently, in prolonged annealing, this effect is more
important than deteriorating pinning strength due to lead expelling [670, 671].
We think that namely numerous pore separations and their movement into
grain insides have found the critical current decrease in longer calcining after
observed I
c
maximum at about 180 hs annealing of monocore Bi-2223/Ag
tapes [670, 671]. Thus, the lead expelling causes a decreasing of critical cur-
rent in long reaction, but rather due to pore transformations, occurred during
annealing (because Pb can inhibit only a local grain growth in this case), than
thanks to decrease of its pinning efficiency in the grains.
5.3 HTSC Microstructure Formation During Sintering
For investigating the processes of HTSC ceramic preparation, plane sample
of superconducting powder compact in gradient furnace is considered. Two-
scale modeling, consisting of the macroscopic study of the precursor powder

252 5 General Aspects of HTSC Modeling
sintering and microstructure formation into the region of the heat front prop-
agation is carried out. For this, the considered rectangular region [a, b]is
divided into square lattice with characteristic size of elementary cell, δ,which
corresponds to either particle or pore. The sample moves into gradient fur-
nace with constant rate, v (which can be correlated with the temperature
change rate of the sample surface). Moreover, it is assumed that temperature
distribution T into furnace depends on one coordinate x and consists of sites
with constant temperature and linear dependence on this coordinate. In order
to solve an initial-boundary problem, the method of summary approximation
(MSA) is used (see Appendix C.1).
Microstructure modeling begins from the pore generation in the initial
sample by using Monte-Carlo procedure. In this case, it is suggested that
the pores are distributed in accordance with the normal distribution, and
pore start concentration (i.e., porosity) C
0
p
is given in different variants of the
computation. This procedure can be carried out, for example, filling the cells
of the initial lattice by arbitrary numbers, using the generator of arbitrary
numbers (GAN) and then selecting a number of minimum values that corre-
sponds to the pore number. In order to obtain the statistically reliable results,
the computations are accompanied by averaging of the pores and crystallites
distributions in the sample microstructure.
The model includes the following main stages, namely (i) a heat front dis-
placement and definition of the material sintering region; where a temperature
above the sintering temperature, u
s
; (ii) a press-powder re-crystallization into
the corresponding region; and (iii) a shrinkage of the microstructure formed.
The first from pointed steps relates to the macroscopic modeling and the other
two to the microscopic modeling.
The computation of effective heat conduction (see Appendix C.2) for non-
sintered part of the sample consists of the following stages. First, a coor-
dination number, N
c
, and the sizes of element with averaged parameters
(y
1
,y
2
) using (C.2.12), (C.2.22) and (C.2.28) is defined. In order to calcu-
late the heat conduction of gas into gaps between particles, δ
s
, λ
sr
and λ
s
from (C.2.37), (C.2.35) and (C.2.34) are computed successively. Then, the
heat conduction of frame is computed depending on the porosity of the con-
sidered region, using (C.2.43). The porosity of the second-order structure
is computed on the basis of (C.2.17) and then, using (C.2.5) and (C.2.6),
c
2
= c is calculated. In this case, the heat conduction of gas into pores of
the second-order structure, λ
22
, is defined, using (C.2.20). Finally, the ef-
fective heat conduction of the non-sintered part of the sample is calculated
using (C.2.13).
In order to study a displacement of the thermal front, the first main prob-
lem for quasi-linear equation of heat conduction with a variable u = T − T
0
is considered, where T
0
is the environment temperature:
∂u
∂t
=
∂
∂x
k(u, C
p
)
∂u
∂x
+
∂
∂y
k(u, C
p
)
∂u
∂y
, (5.67)

5.3 HTSC Microstructure Formation During Sintering 253
with initial condition
u(0,x,y)=0, (5.68)
and boundary conditions
u(t, 0,y)=u
1
(t); u(t, a, y)=u
2
(t); u(t, x, 0) = u(t, x, b)=u
3
(x, t) .
(5.69)
Here, k(u, C
p
) is the temperature conductivity factor; and C
p
is the pore
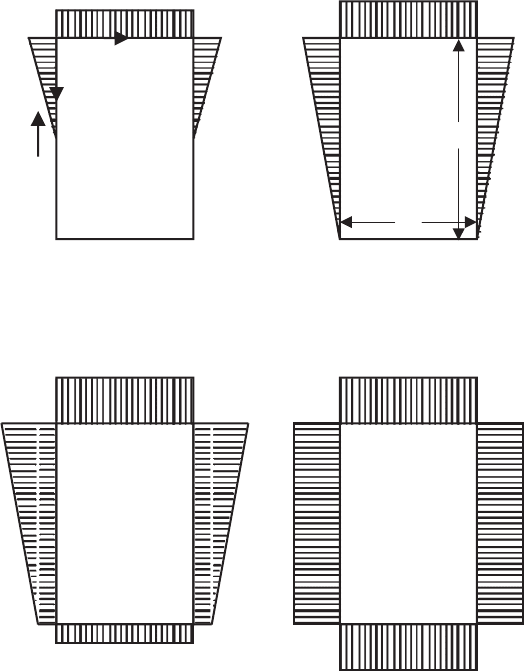
concentration or porosity. The boundary conditions are shown schemati-
cally in Fig. 5.22 for different time, t. In this case, the function u
3
(x, t)has
the form:
(a) u
3
(x, t)=
A
0
t
(vt−x)
vt
x ≤ vt
0 x>vt
, (5.70)
(b) u
3
(x, t)=A
0
t
(a − x)
a
;(c)u
3
(x, t)=u
s
+
(u
max
− u
s
)(a − x)
a
,
(5.71)
where A
0
is the given constant. The calculation is finished in the case of
reaching in the whole region the temperature, u(x, y) ≥ u
s
.
The boundary conditions (5.69)–(5.71) correspond to a scheme of the ce-
ramic gradient sintering [516]. In the case of hot-pressing, these boundary
conditions are replaced by the following ones [823]:
u(t, 0,y)=u(t, a, y)=u(t, x, 0) = u(t, x, b)=A
0
t. (5.72)
In the beginning of the modeling, preliminary, the start porosity, C
0
p
,the
sintering temperature, u
s
<u
max
(where u
max
is the maximum temperature
into gradient furnace for considered site of sintering) and the sample move-
ment rate, v, are assumed to be known. The temperature conductivity factor
at the first stage is found by constant values of heat capacity, c
V
,andmaterial
density, ρ, and also by heat conduction factor, λ, depending on press-powder
porosity. As λ is selected a value of the heat conduction factor, λ
ef
,iscalcu-
lated on the basis of the generalized conductivity principle (Appendix C.2).
Hence, k(u, C
p
)=λ
ef
/(c
V
ρ).
A solution of the problems (5.67)–(5.71) is obtained on the basis of
the method of summary approximation (MSA) by using pure non-evident
local one-dimensional scheme (LOS) (Appendix C.1). For this aim, a finite-
difference counterpart of the initial-boundary problems (5.67)–(5.71) is writ-
ten. The finite-difference equation is solved, using the run method. In order
to obtain the required temperature field at any step of the considered pro-
cess, there is a non-linear equation solved by iterations. After definition of
temperature distribution into region, where u ≥ u
s
, a modeling of the mate-
rial re-crystallization and shrinkage is carried out. Note that the grain formed
at any stage can penetrate into earlier “sintered” region if it is allowed by
the microstructure porosity. After that, the heat conduction factor is altered
254 5 General Aspects of HTSC Modeling
b
a
u
3
u
3
u
3
v
x
y
u
1
= A
0
t
u
1
= u
max
u = u
max
u
1
= A
0
t
u
2
= 0
u
2
= u
s
u
2
= 0
(a)
(c) (d)
(b)
Fig. 5.22. Change of boundary conditions during heating of the sample
and the corresponding value of the temperature conductivity factor is calcu-
lated. At the every stage of the microstructure modeling, λ
ef
will be defined
by the heat conduction of sintered and non-sintered regions. The first re-
gion possesses heat conduction of fabricated material. At the same time, this
parameter is calculated for non-sintered region taking into account an exist-
ing porosity by using the generalized conductivity principle (Appendix C.2).
Therefore, λ
ef
in the whole considered region is defined by concentration of
both components and by the values of their heat conduction by using the
rule of mutual-penetrating components (see (C.2.13)). Then, a transition to
the next time interval is carried out. The process finishes after microstructure

5.3 HTSC Microstructure Formation During Sintering 255
formation in the whole considered region, which, as a result, consists of pores
and grains.
Separately, the microstructure mechanisms of the superconducting press-
powder re-crystallization and shrinkage for the formed structure in the
temperature region, u ≥ u
s
, are modeled. The process of the crystallite nu-
cleation into precursor press-powder is assumed to be the thermal activated
process. Therefore, an arbitrary number corresponds to each remaining (after
modeling of porosity) cell of the considered region. This arbitrary number
characterizes the initiation time of a single crystallite, and these numbers
are obtained by using GAN from the law of exponential distribution [1002]:
P
ij
(t)=1− exp(−t/τ
ij
), where τ
ij
∼ exp(U/ku
ij
) is the mean expectation
time of the crystallite nucleation in the node of i-line and j-column; U is
the activation energy of crystallite nucleation; k is Boltzmann constant; u
ij
is the temperature in the lattice cell with coordinates (i, j). It is suggested
that a crystallite with minimum nucleation time, t
∗
ij
, first nucleates, and its
nearest neighbors with coordinates (k, l) obtain priority. According to this,
the values of t
kl
are decreased. At the next step, a minimum nucleation time,
t
∗
ij
, is again found among of all remaining lattice cells, and a new crystal-
lite nucleates in the corresponding cell. This cell is either the nearest cell to
the earlier-nucleated crystallite or far from it. In the first case, there is a
grain growth in the re-crystallization process. Generally, the nucleation time
of crystallite, t
c
kl
, near with earlier-nucleated one is defined as
t
c
kl
=
!
!
!
!
t
kl
+
t
∗
ij
− t
kl
S exp(1 − S)
!
!
!
!
, (5.73)
where S is the grain square (which is defined by the corresponding number
of cells) near of that it is possible an nucleation of a new crystallite. Note that
relation (5.73) causes a decreas of the nucleation time of neighbor cells, until
S is sufficiently small, and the time increases together with the grain area due
to pushing of secondary phases at the intergranular boundaries during grain
growth.
After completion of the crystallite system formation into region of or-
der of the sintering front width, a shrinkage of the sample is modeled. One
includes pushing of gaseous component from the sample and decreasing of
closed porosity, thanks to grain movement. Computational algorithm of the
shrinkage provides successive alternating displacements of grains along two
orthogonal directions upon total exhaustion of possibility of their movement.
In the displacement process, it is assumed that grains preserve own volume,
shape and spatial orientation. This is achieved due to successive definition
for each lattice layer of possibility of the grain movement (this considered
grain consists of single cells) and its displacement as a single whole. In the
calculation, it is assumed that the shrinkage process occurs instantaneously.
The completion of the grain structure formation during the re-
crystallization and shrinkage is accompanied by beginning of secondary
re-crystallization, that is, abnormal grain growth due to existence of the pores

256 5 General Aspects of HTSC Modeling
and admixture phases. This grain growth occurs at maximum pressure and
a linear character of the temperature change (0 ≤ T ≤ T
max
,whereT
max
is
the maximum temperature into furnace) [1034]. The modeling of the abnor-
mal grain growth is carried out on the basis of the Wagner–Zlyosov–Hillert’s
dynamic growth models [1, 2, 245].
5.4 Microcracking of Intergranular Boundaries
at Sample Cooling
A plane sample of sintered ceramic into gradient furnace is considered. After
sintering, a uniform temperature, u = u
max
, is stated in the whole sample.
Due to a shrinkage during the sample cooling, the rectangular site of the front
with sizes a
1
≤ a and b
1
≤ b is considered, which excludes the layers, includ-
ing only elements of open porosity. At macroscopic modeling of the cooling,
it is assumed that heat conduction factor is found by the thermal conduction
of the sintered material and depends only on temperature, u. The modeling
of the heat front movement continues down to attainment of room tempera-
ture at one of the sample boundaries. Because intergranular boundaries (the
main stress concentrators in this case) are subject to cracking at cooling, the
required values (i.e., temperatures and stresses) are calculated in the lattice
nodes but do not in the lattice cells, as in the case of sintering.
A modeling of microcracking consists of the following stages: (i) a displace-
ment of heat front and definition of temperature field, (ii) a calculation of nor-
mal thermal stresses in the lattice nodes, (iii) a division of all intergranular
boundaries into separate sections, (iv) a computation of mean normal stress,
acting onto given section and (v) a satisfaction to microcracking condition.
5
Similar to the problem of ceramic sintering, it is assumed that the sam-
ple displaces with constant rate, v (which can be also correlated with the
temperature change rate of the sample surface), from gradient furnace. The
temperature changes in linear law into furnace. In the calculation of temper-
ature field, the initial-boundary problem (5.67)–(5.69) is considered, where
initial condition reduces to u(0,x,y)=u
max
, and boundary conditions are
depicted in Fig. 5.23. In this case, a function u
3
(x, t)isgivenas
(a) u
3
(x, t)=u
max
; (5.74)
(b) u
3
(x, t)=
u
max
+
(u
1
−u
max
)
vt
(vt − x) x ≤ vt
u
max
vt ≤ x ≤ a
1
, (5.75)
As a result of the solution of this thermal conduction problem, a tem-
perature distribution, causing corresponding thermal stresses, is calculated.
5
Similar numerical algorithm may be applied to modeling of microcracking pro-
cesses during cooling of oxide superconductor from room temperature down to
cryogenic one its application.
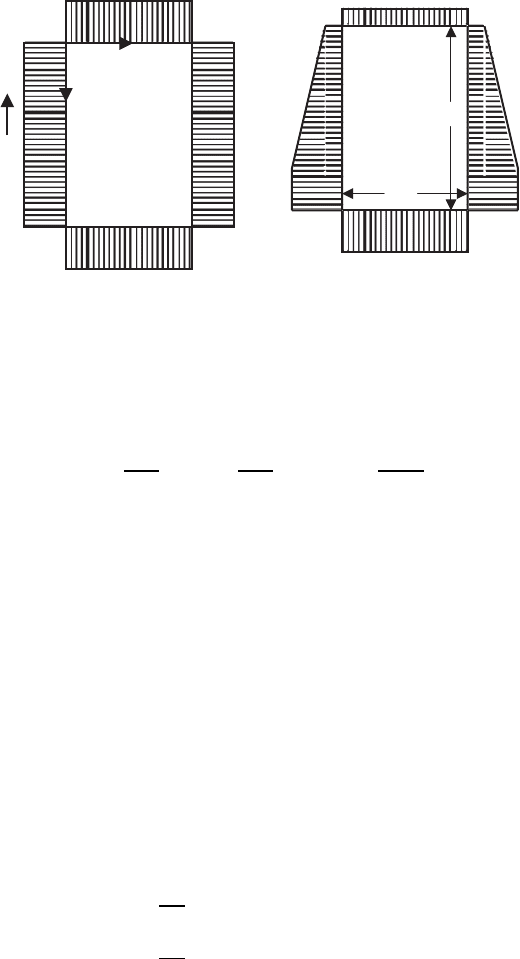
5.4 Microcracking of Intergranular Boundaries at Sample Cooling 257
u = u
max
v
x
y
u
2
= u
max
u
3
u
r
≤ u
1
< u
max
a
1
b
1
(a)
(b)
Fig. 5.23. Boundary conditions for problem of sample cooling
In order to define 2D stress state, the method of finite differences [663] is ap-
plied. For framework of the thermal stresses problem, stress state is calculated
through Airy’s function, ϕ
σ
x
=
∂
2
ϕ
∂y
2
; σ
y
=
∂
2
ϕ
∂x
2
; σ
xy
= −
∂
2
ϕ
∂x∂y
. (5.76)
In this case, the function ϕ satisfies the differential equation in partial
derivations:
Δ
2
ϕ + EαΔu =0, (5.77)
where Δ = ∂
2
/∂x
2
+ ∂
2
/∂y
2
;Δ
2
= ∂
4
/∂x
4
+2(∂
4
/∂x
2
∂y
2
)+∂
4
/∂y
4
; Eα =
const; E is Young’s modulus; α is the thermal expansion factor and u = u(x, y)
is the temperature, calculated from a some value, in which the thermal stresses
are absent.
Replacing the partial derivations in (5.77) by finite differences, we obtain
for arbitrary point 0 of the considered region (Fig. 5.24):
20ϕ
0
− 8(ϕ
1
+ ϕ
2
+ ϕ
3
+ ϕ
4
)+2(ϕ
6
+ ϕ
8
+ ϕ
10
+ ϕ
12
)+
+(ϕ
5
+ ϕ
7
+ ϕ
9
+ ϕ
11
)+Eαδ
2
(u
1
+ u
2
+ u
3
+ u
4
− 4u
0
)=0. (5.78)
In the case of simply connected region and absence of external loading,
the boundary conditions can be presented as [1062]
ϕ =
∂ϕ
∂y
=0 atx =0;x = a
1
; (5.79)
ϕ =
∂ϕ
∂x
=0 aty =0;y = b
1
. (5.80)
The conditions (5.79) and (5.80) sign a definition of zero values of principal
vector and principal moment of the acting forces at the region boundaries.