Qiu X.G. (Ed.) High Temperature Superconductors
Подождите немного. Документ загружается.

300 High-temperature superconductors
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
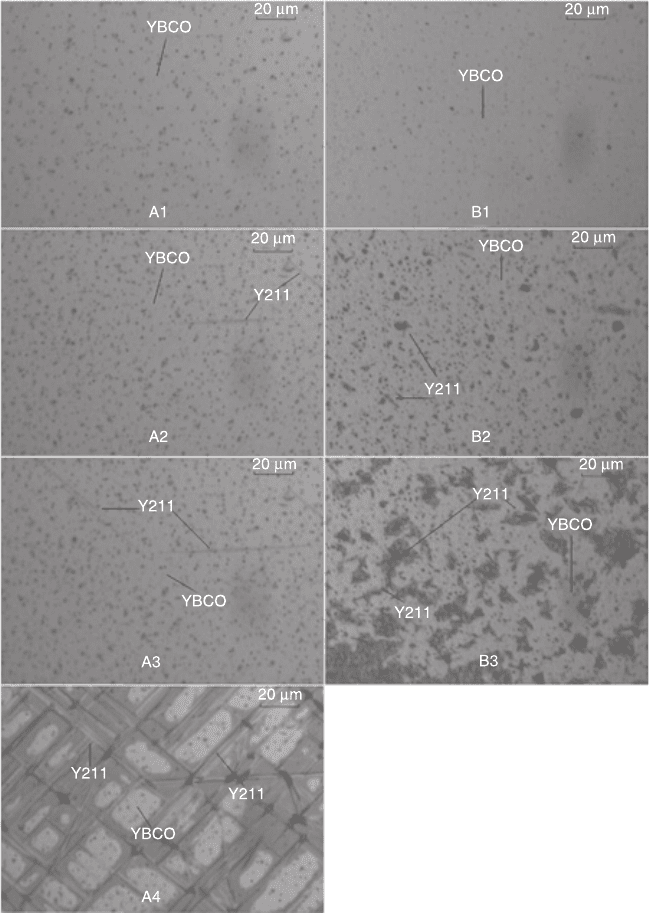
7.21 A comparison of the surface microstructures between two
samples, A and B, at the consistent temperatures shown in two groups
of optical micrographs. (1) 1010 °C for 3 min; (2) 1050 °C for 3 min; (3)
1060 °C for 0 min; (4) 1060 °C for 3 min (there is no Y123 left in sample
B when reaching 1060 °C; thus, the image is absent).
Liquid phase epitaxy growth of HTSC films 301
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
to a higher temperature than that of film B. These experimental results can be
explained as below. First, the a-axis oriented YBCO grain has smaller misfit than
the c-axis oriented one. Therefore, the existence of a-axis oriented YBCO grains
may relieve most of the stress energy, and also make the total system energy
descend, which indicates that film A has a lower energy film/substrate interface
than that in film B. Additionally, in terms of the semi-coherent interface energy
theory, the semi-coherent interface is divided into coherent regions and defect
regions. The total interface energy is proportional to the area fraction of the
interfacial defects.
43
As a consequence, the semi-coherent interface in sample A is
more stable, leading to the higher superheating level of the YBCO grains on film
A from a thermodynamic perspective. In brief, the thermal stability and melting
behaviors rely highly on microstructures and crystallinity of YBCO thin films.
The correlation between thermal stability and in-plane alignments of films
In order to study the relationship of the thermal stability of REBCO films with
in-plane alignments, the melting behaviors of YBCO thin films denoted as C and D
with different in-plane orientations were compared and discussed on the grounds of
interface energy. The XRD results represent that both 0° and 45° Y123 grains exist
in film C, which means a weak epitaxial interface. On the other hand, a fourfold
symmetry indicates that only 0° oriented YBCO grains exist in film D, which
exhibits a semi-coherent interface at the film/substrate interface. By means of
HTOM, great differences were found between the melting behaviors of two films.
First of all, the melting of film C began at a temperature 40 °C lower than the T
p
of
Y123, which is 60 °C lower compared with that of film D. Secondly, the amount of
Y211 appeared in film D is much smaller than that of film C at the very beginning of
melting. However, a clear growth of Y211 was evident when the heating temperature
increased, while film C stayed uniform. What is more, a similar enlarging process
was observed in the size of Y211. Besides, the grains with 0° (Y211 < 001 > //
MgO < 100 >) and 45° (Y211 < 001 > // MgO < 110 >) orientation appeared
simultaneously on film C whereas on sample D most Y211 grains had 45° orientation,
which is known as the preferential growth orientation of Y211 on the MgO substrate.
40
From the viewpoint of interface energy, the different melting mode of the two
films can be elucidated. For film C, the weak epitaxial interface implies the
existence of additional defects and grain boundaries, which stores a large excess
energy and constitutes an extra driving force for the melting, leading to a decrease
of the initial melting temperature. Besides, the nucleation and growth of Y211
grains were also encouraged due to the high-energy interface. As for film D, a
semi-coherent interface plays an important role in understanding the melting
behavior. It is well known that the energy of coherent and semi-coherent interfaces
is significantly lower than that of non-coherent ones.
44
Meanwhile, the nucleation
of melting requires a sufficiently large driving force. These two points result in the
decomposition of Y123 at a temperature higher than the T
p
. Moreover, the semi-
302 High-temperature superconductors
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
coherent interface forms barriers against the growth of melt as well. Additionally,
and different from film C, 45° grains occupied the majority of the Y211 population
at the outset of melting in film D, which gives one more evidence of the suppression
of melt growth on the grounds that the 45° orientation growth requests the
minimum energy supply. Zhang et al.
34
suggested that the nucleation of melting
could not be prevented and the superheating was due to the suppression of melting
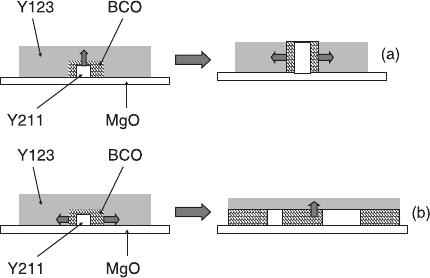
growth. As explained above, a sketch map of the melting process of the two films
can be given, as represented in Fig. 7.22.
As a result, it can be inferred that a fine epitaxial confinement restrains both the
melting nucleation and growth, while a partly epitaxial interface only delays the
melting growth. In short, a fine in-plane alignment, with lowered interface energy,
could be an obstacle against melting/decomposion.
7.3.4 The in-plane alignment transformation on
REBCO-LPE films
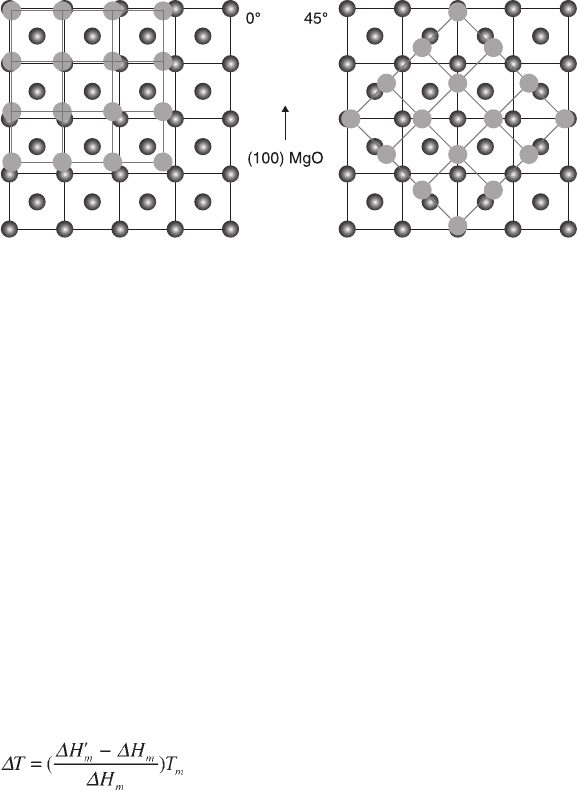
In addition to the control of out-of-plane crystalline orientation, perfect in-plane
texture of REBCO films is also important for obtaining superior superconducting
performance. Taking YBCO for instance, there are two main in-plane alignments:
0° (Y123 < 100 > // MgO < 100 >) and 45° (Y123 < 100 > // MgO < 110 >)
(Fig. 7.23). It was reported that a YBCO film on MgO substrate with 5% of its
grains rotated 45° with respect to the prevailing alignment, had critical current
density (J
c
) reduced by 75% compared to the one with no 45° grain boundaries.
45
Actually, it was difficult to achieve some specific in-plane alignments of the
transporting layer, especially the in-plane alignment of 45°. Consequently, the
investigation on the stability among the grains with different in-plane orientations
is essential. Up to the present, there have been many studies regarding the
preferential growth mechanism of YBCO crystals on the MgO substrates in the
LPE growth under various oxygen partial pressures (PO
2
).
7.22 A sketch map of the melting process of films (a) and (b).
Liquid phase epitaxy growth of HTSC films 303
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
The preferential growth of 0° grain
As a rule, a polycrystalline seed YBCO film with an eightfold symmetry resulted
in a LPE film with a fourfold symmetry of 0° in the air atmosphere condition,
which was called the preferential growth of 0° grains. The grains orientation of
in-plane texture was improved in the LPE process, which should be attributed to
the preferential dissolution of the so-called 45° YBCO grains. The coarsening
model was proposed to interpret this in terms of lattice matching and bonding
energy at the interface between YBCO and MgO substrate.
46
Y solute will dissolve from the unstable grain to the stable one, leading to the
disappearance of the unstable grains and the growing of the stable ones. It was
supposed that the sizes of 45° and 0° grain are almost the same, in other words,
the curvature effect can be ignored. Therefore, the difference in the interface
energy should be taken into consideration, which can be regarded as the enthalpy
difference. The undercooling of the Y123 grains on the MgO substrate can be
expressed by the following equation:
[7.3]
In this equation,
∆
H
m
,
∆
H'
m
and T
m
are the change of the enthalpy for the melting
of Y123 grains without the MgO substrate, the change of the enthalpy for the
melting of Y123 with the MgO substrate and the melting point of Y123 grain
without the MgO substrate, respectively. Because of the bonding energy difference
with the MgO substrate,
∆
H'
m
of the 0° grain is different from that of the 45° grain,
resulting in a difference in undercooling between the two kinds of grains, which
can be regarded as another driving force. Consequently, the interfacial structure of
YBCO/MgO is focused when studying the phenomenon of preferential growth,
since the bonding energy between the REBCO grains and the MgO substrate
strongly depends on their crystallographic relationship (lattice matching). The
coincidence of reciprocal lattice points (CRLPs)
47
and the near coincidence site
7.23 The two kinds of prevailing in-plane orientation of YBCO grains in
(100) MgO substrates: 0° and 45°.
304 High-temperature superconductors
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
lattice theory (NCSL)
48
was adopted to evaluate the lattice matching of the
REBCO and MgO at the growth temperature. It indicated that 0° in-plane
alignment has the highest stability, followed by 45° in-plane texture. Normura
et al.
8,49
introduced the Coulomb force as another factor for the bonding energy.
In the case of YBCO, the attraction exists at both 0° and 45° orientations and the
magnitude of the attraction at 0° orientation is larger than that at 45° orientation.
In short, both the lattice matching and the Coulomb force between the REBCO
and the MgO crystal are consistent with the preferential growth of 0° in-plane
alignment under the air atmosphere.
The preferential growth of 45° grain
The preferential growth we have discussed before is in the air condition, but the
in-plane orientation on LPE film was completely different when the environment
was changed to a pure oxygen atmosphere. In that case, it was reported that the
45° oriented LPE film was obtained when using the eightfold symmetry YBCO
thin film as the seed film.
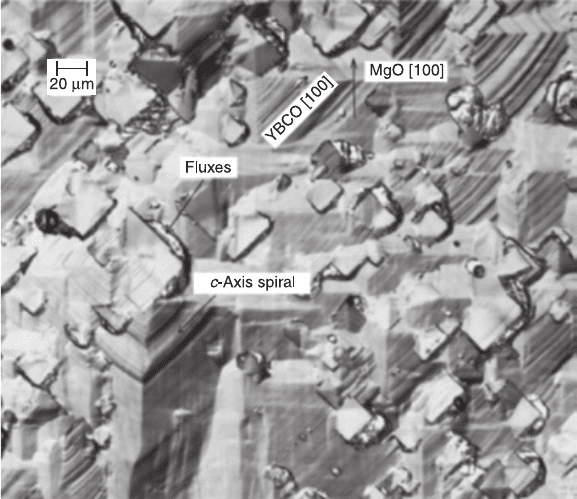
As shown in Fig. 7.24, a typical surface morphology of the as-grown LPE film
can be observed. Moreover, the [100] axis of MgO substrate is parallel to the
7.24 The optical micrograph of as-grown 45°-oriented YBCO-LPE film,
in which the 45°-oriented growth hillocks are distinct.
Liquid phase epitaxy growth of HTSC films 305
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
[110] axis of YBCO crystal. It is obvious that a 45° in-plane alignment is favorable
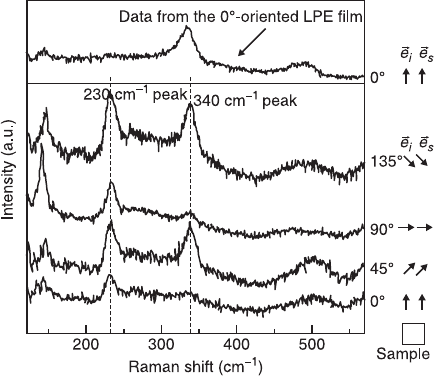
under a pure oxygen atmosphere. On the second affirmance, Raman scattering
was employed to detect the in-plane texture of the grown LPE sample. As
presented in Fig. 7.25, the peaks around 340 cm
–1
almost vanish when the
polarization orientation
→
e
i
,
→
e
s
were parallel to the [100] axis of MgO substrate, but
reach maximum value when
→
e
i
,
→
e
s
were parallel to the MgO [110] orientation. The
appearance of a group of strong peaks around 230 cm
–1
was of note, which implies
that during the LPE process, the YBCO layer may undergo specific transformation
in microstructure. One possibility is an indication of ‘chain fragments’. It was
reported that the strong peak at 230 cm
–1
was attributed to vibrations at the end of
Cu-O chain fragments,
22,50
which is a probe of the discontinuous degree of the
Cu-O chain. In other words, it is a representation of broken Cu-O chain structures
on either a macroscopic or microscopic scale, which can be the evidence of poor
grain connectivity. Obviously, 0° and 45° seed grains suffered different evolutions
during LPE: 45° grains kept growing and coalesced into the film while 0° grains
dissolved into the liquid phase.
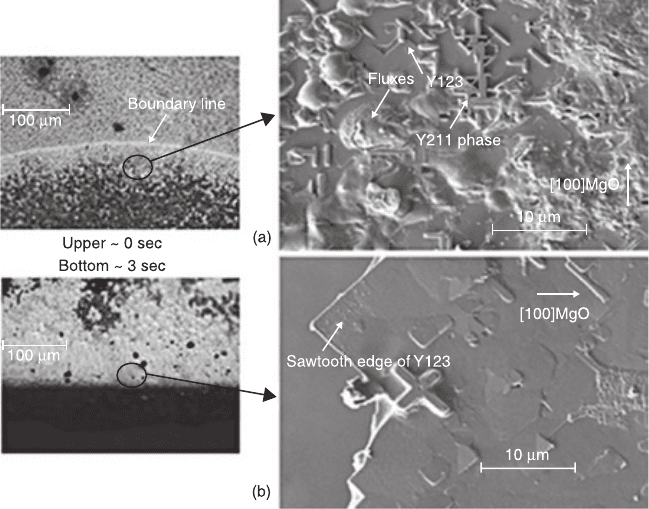
Similar to section 7.3.1, the initial evolution of the YBCO LPE growth was
investigated. In Fig. 7.26, the optical and SEM micrograph of the area around the
boundary line is shown, which is considered to nearly undergo a 3s dipping time.
At the very beginning, small 45° grains formed and partly joined to form a smooth
7.25 The Raman spectrum of the 45°-oriented YBCO-LPE film. The
angle between the polarization orientation (e
i
,e
s
) and the (100) axis of
the MgO substrate is 0°, 45°, 90°, and 135°, respectively. In the upper
inset, the Raman spectrum of typical 0°-oriented LPE film is presented
to make a comparison, when the polarization orientation (
→
e
i
,
→
e
s
) was
chosen to be parallel to the (100) axis of the MgO substrate.
306 High-temperature superconductors
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
region. Nevertheless, the existence of entrapped fluxes and the Y211 phase holds
back the coalescence of these 45° islands. On the other hand, the superior grain
connectivity appeared in the initial stage of 0° oriented YBCO thick films.
The preferential growth phenomenon shows a great difference in the solid
solution REBCO systems, since NdBCOs and SmBCOs always exhibit dissimilar
properties with YBCO in many aspects due to the divergent atomic radius and
being a solid solution. Taking NdBCO for instance, the result of in-plane
orientation measurement of the NdBCO thick film obtained by using a
polycrystalline NdBCO/MgO seed film in air is consistent with that of YBCO-
LPE film grown in pure oxygen condition.
44
The initial growth of 45° NdBCO-
LPE film is investigated as well. In addition, the poor grain connectivity was also
found at the very beginning of the LPE process. These similarities might indicate
some common features. As mentioned above, CRLP calculation was adopted to
evaluate the geometrical coherency for the RE123/MgO system, which indicated
7.26 The optical and SEM images of the vertical dipping region of the
YBCO-LPE film under a pure oxygen atmosphere. In the left inset, the
upper optical micrograph shows a general view around the dipping
boundary line; (a) shows the corresponding SEM image. The lower
optical micrograph shows the bottom dipping region which underwent
a growth time of 3 s; (b) shows the amplified SEM image.
Liquid phase epitaxy growth of HTSC films 307
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
that 45° in-plane texture has lower stability in terms of the geometrical lattice
matching, not only in the YBCO system but also in the NdBCO system, which is
in opposition to the results of LPE. Therefore, there must be other factors to
account for these abnormalities.
Both surface and interface energy should be taken into consideration to evaluate
the stability of epitaxial grains.
51
It is well known that the change of in-plane
alignment shows no difference in the surface energy, and the terminal layer of
atoms between the epitaxial film and the substrate is important to estimate the
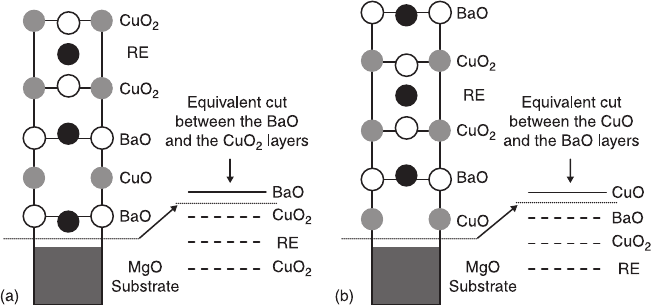
energy at the whole interface. The results reported by Matsuda et al.
47
indicate
that YBCO films are terminated by BaO layers and NdBCO films by CuO chain
layers. The detailed atomic arrangements are illustrated in Fig. 7.27, from which
we can see that the formation of the BaO bottom layer in (a) corresponds to an
equivalent cut on the c-axis YBCO block between BaO and CuO
2
layers, while
the condition of the CuO bottom layer in (b) means a cut between the CuO and
BaO layers. It is well known that the formation of a more stable interface
corresponds to a lower energy cut. In this regard, Granozio et al.
52
pointed out that
the minimum energy cut of YBCO along the c-axis orientation corresponds to the
interface between the BaO and the CuO
2
layers under an oxygen deficient status,
while the minimum energy cut is between the CuO layer and the BaO layer when
oxygen is saturated. Consequently, it can be deduced that in the air growth
condition, 0° YBCO films are in the oxygen deficient status, while 45° NdBCO
7.27 A schematic illustration of the atomic configuration around the
REBCO/MgO interface and corresponding equivalent cut. (a) The
YBCO film grown under the air condition. (b) The NdBCO film grown
under the air condition or the YBCO film grown under the pure oxygen
atmosphere. In our experiments, the LPE growth of NdBCO film was
carried out in the air and the terminal plane in the interface of NdBCO
film was thought to be similar to that of YBCO film grown in pure
oxygen.
308 High-temperature superconductors
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
films correspond to the oxygen saturated status. Besides that, the 45°-oriented
YBCO seed grains should have the same terminal plane with 45° NdBCO films,
owing to those properties they exhibited in common. In addition, a series of
comparisons among these three cases is listed in Table 7.4.
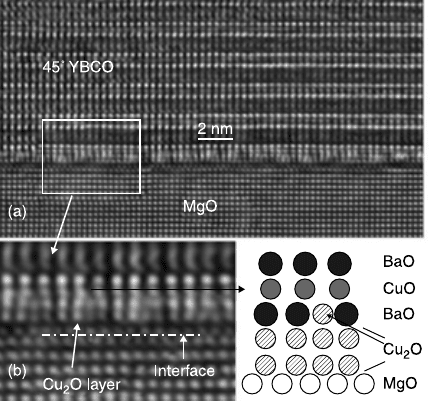
Moreover, Fig. 7.28 presents another kind of interface feature in the 45° YBCO
film. Figure 7.28(b) identifies two unexpected rows of atoms between MgO and
the BaO-CuO-BaO blocks of Y123, which do not belong to Cu-O chain. Afrosimov
et al.
53
pointed out the possibility of occurrence of additional protoxide
composition Cu
2
O at the YBCO/MgO interface and that the atoms are not located
right above the Mg atoms but are shifted by about 0.21 nm along [100] MgO,
which is in good agreement with the crystal structure of Cu
2
O.
54
From this we
deduce that these arrays are comprised of Cu
2
O. The existence of the Cu
2
O
intermediate layer is a new kind of interfacial structure in 45° grains, which
belongs neither to Y123 lattice nor to the MgO substrate. Therefore, the influence
of this middle layer on the preferential growth of 45° grains should be considered.
Foremost, its decomposition temperature may directly influence the thermal
stability of seed grains. From the chemical phase diagram it follows that the
melting point of Cu
2
O increases with the rise of oxygen partial pressure.
55
So the
possible situation is: in air the T
c
of the incomplete Cu
2
O lattice is lower than of
Y123, so it negatively affects stability of the 45° YBCO seed grains; while in
oxygen, the situation runs in the opposite direction. The different interfacial
7.28 (a) HRTEM image taken near the interface between 45° YBCO film
and MgO substrate. (b) The blow-up indicates the detailed structure
including an inserted Cu
2
O layer and an interstitial Cu atom.

1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
20
1
2
3
4
5
6
7
8
9
30
1
2
3
4
5
6
7
8
9
40
1
2
43X
© Woodhead Publishing Limited, 2011
309
Table 7.4 A comprehensive comparison among three experimental systems: YBCO film grown in the air, NdBCO film grown in the air, and
YBCO film grown in pure oxygen
Polycrystalline Environment In-plane Geometry Raman Islands grown Terminal Oxygen Minimum energy
seed film on orientation coherency peak at at initial stage plane content cut along the
MgO 230 cm
–1
(001) axis
YBa
2
Cu
3
O
x
Air 0° Better No Coalesced Ba-O Deficient Between BaO/CuO
2
Nd
1 + x
Ba
2 – x
Cu
3
O
Z
Air 45° Worse Isolated Cu-O Saturated
a
Between CuO/BaO
YBa
2
Cu
3
O
y
Pure oxygen 45° Worse Yes Isolated Cu-O
b
Saturated Between CuO/BaO
a
Here the evaluation of oxygen content status is relatively saturated when compared with the case of YBCO grown in air.
b
This hypothetical interface condition is deduced from the NdBCO case due to many similar properties they have shown.