Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

50 ft/min speed. At that speed, only 2.2 coil changes wererequired per shift. The shift output was
17,200 ft. Because the line speed was reduced below the packaging speed, it was running practically
without stopping.Asaresult, the line utilization was about 80%.
Caution: Calculating the utilization of lines at slowspeeds can be misleading.Inthis case, modifying
the paint specification and changing the packaging technologywould permit running the line three times
the present speed or 150 ft/min. At 150 ft/min, the line capacity is 150 £ 430 ¼ 64,500.
Calculating with this speed, the actual utilization is 17,200/64,500 ¼ 27%.
This calculation illustrates that calculating the utilization of aline at the (actual) slow speed can be
misleading.For calculation, the fastest practical speed should be used.
If the changes are made and the line would run at 150 ft/min, then the six coil changes per shift would
reduce theutilizationto75% andincreasesthe anticipatedoutputto150 £ 430 £ 0.75 ¼
48,375 ft/shift from the original 17,200 ft/shift, a2.8 times increase.
This case study reveals the importanceofusing the maximum possible roll forming speed when the
line utilization is calculated. Using the maximum possible speed will makeevident which other factors
(punching,welding,packaging,etc.) are reducing the utilization.
14.5 Preliminar yTool and Equipment Cost Analysis
The calculations used in this section do not followthe traditional cost analysis or return on investment
procedures; its main purpose is to provide the preliminaryinformation with approximate tool and
equipment cost per length unit or per piecethat can be added to or compared with the material and labor
cost. The examples reflect real-life situations, but the costs and labor rates are hypothetical ones. For
current applications, these figures should be substituted with the actual equipment, tool costs, material
costs, and actual labor rates (labor rates may include overhead).
14.6 Preliminar yCost Analysis
14.6.1 Base Prices
Assuming:
Equipment Cost $100,000
Tooling Cost $10,000
Labor Cost $20 per hour £ 8 ¼ $160 (16,000 ¢) per shift per operator.
14.6.1.1 Production Rate
Speed £ utilization £ hour work per shift £ 60 min/hr
100 ft/min £ 40% £ 430 ¼ 17,200 ft/shift (one operator)
Basic conversion (labor) cost: 16,000 4 17,200 ¼ $0.0093 (or 0.93 ¢per ft).
14.6.1.2 Equipment Cost
Agood-quality, well maintained, mill will last for 50 years; however,tobeonthe conservativeside, for
this case study,weuse 20 years only:
20 yearsand assuming 2shifts per day operation (400 shifts per year)
Line speed is 100 ft/min, utilization 40%
Shift production 100 £ 430 £ 0.4 ¼ 17,200 ft
474 shifts per year £ 17,200 ft/shift ¼ 8,152,800 ft/year.
Assuming an equipment life of 20 years:
20 £ 8.152 million ft ¼ 163 million ft of products are produced in 20 years.
Roll Forming Handbook14-10
Basic equipment cost per feet length is:
100,000 4 163,000,000 ¼ $0.0006 (or 0.06 ¢) per ft per $100,000 equipment cost.
If the equipment costs were $300,000, then the equipment cost per foot will be still less than 0.2 ¢per ft
300,000 4 163,000,000 ¼ 0.18 ¢per ft
14.6.1.3 Tooling Cost
Total 3,000,000 ft is produced with one set of tooling.
Basic tooling cost per foot is:
$10,000 4 3,000,000 ¼ $0.0033 (or 0.33 ¢per ft per $10,000) tooling cost.
14.6.1.4 Example (Narrow Section)
Equipment $400,000 one operator
Tooling $50,000
1million ft (total requirement from this profile)
Labor cost 0.93 ¢per ft
Equipment cost 0.24 ¢per ft (0.06 £ 4)
Tooling cost 1.65 ¢per ft (0.33 £ 5)
Total of the above:2.82 ¢per ft.
If the total requirement is 3million ft, and it can be produced with the same set of tooling,then:
Labor cost 0.93 ¢per ft
Equipment cost 0.24 ¢per ft
Tooling cost 0.55 ¢per ft (1.65 4 3 ¼ 0.55)
Total of the above:1.72 ¢per ft.
The assumed material cost (depending on the cross-section and type of material) can be between 10 to
100 ¢per ft. In this example, the tooling and equipment costs per foot are considerably less then the labor
and material costs.
14.6.1.5 Example (Wide Panel)
180 ft/min
Equipment $950,000 two operators
Tooling $110,000 600,000 pcs @10ftlong ¼ 6,000,000 ft
180 ft/min £ 40% £ 430 min/shift ¼ 30,960 ft/shift
6,000,000 4 30,960 ¼ 194 shift to produce 6,000,000 ft
194 shift 4 237 shift/year ¼ 0.82 year
Labor rate: 2 £ $20 £ 8hr ¼ $320 per shift (one shift operation)
Labor cost: $320 4 30,960 ¼ 1.34 ¢per ft
Equipment cost: $950,000 4 20 £ 0.82 ¼ $38,950 for this product (0.65 ¢/ft)
Tooling cost: $125,000 4 6,000,000 ¼ 2.08 ¢per ft (based on this production run only)
Material cost: $1.50 per ft
Total: $1.54 per ft.
The above examples are not providing accurate figures but they can be used as guidelines for
conservative preliminarycalculations. The life of agood rollforming line is around 50 years. Alife span
of only 20 years was used in these examples, but maintenanceand repair costs were not takeninto
Increasing Efficiency of Roll Forming Lines and Case Studies 14-11
consideration. Some of the tools may be used for producing over 10 million ft of products, others
much less.
Alabor rate of $20 was used in the examples. This rate can easily be substituted with the actual rates,
which including overheads, maygoashighas$150 per hour.Atseveral companies, the equipment cost is
included in the overhead cost. The end result will also be influenced by the accounting method used by
the company.
Consequently,itunderlines the recommendation of not trying to savemoney on equipment and
tooling,not forcing the supplier to cut price, qualityornumber of passes, and not making tool and
equipment purchase decisions based on cost alone.
Roll Forming Handbook14-12

15
Unusual, New,and
Future Roll Forming
Technologies
GeorgeT.Halmos
Delta Engineering Inc.
15.1 The Last 100 Ye ars ........................................................... 15-2
15.2 The FutureofRoll Forming ........................................... 15-2
Enhanced Designs and Product Standards
†
Materials
†
Equipment and Tooling
†
Flow of
Material in the Mill
†
Positionofthe
Shafts
†
Eliminating Shaft Bending
15.3 Pull-ThroughMills: Nondriven Rolls ............................ 15-5
15.4 Tension Roll Forming ...................................................... 15-6
15.5 Combining Roll Forming and Cold Drawing ............... 15-7
15.6 Developing NewRollForming Methods ....................... 15-7
Using Nonflat Starting Material
†
Roll Forming
Noncontinuous Bend Lines
†
Roll Forming
Nonstraight Bend Lines
15.7 Roll Forming Tools .......................................................... 15-9
15.8 Reducing the Thickness of the Starting Material ......... 15-10
15.9 Forming at Elevated Te mperature .................................. 15 -11
15.10 Hot Roll Forming Variable Cross-Sections ................... 15-11
15.11 Hot Thickness Reduction along the Length
of the Strip ....................................................................... 15-12
15.12 Welding Hot Roll Formed Sections ............................... 15-12
15.13 Other “Hot”Processes .................................................... 15-13
Hot Curving (Sweeping)
15.14 In-Line Soldering,Brazing,and HeatTreating ............. 15-13
15.15 Equipment and To oling Requirements for
Hot Roll Forming ............................................................ 15-14
Heating and Cooling Equipment
†
Special Mill
Design
†
Other Equipment Requirements
†
Roll
Design
†
Hot Roll Forming Conclusion
15.16 Press To oling for Conventional Roll
Forming Lines .................................................................. 15-16
15.17 Computer-Controlled Roll Forming Lines .................... 15-16
References ..................................................................................... 15-17
15-1

15.1 The Last 100 Years
The first roll forming mills appearedaround 1900, and the application of roll forming spread slowly in
the first half of the twentieth century.
Rollforming became morepopular after World WarTwo when the demand for formed metal parts
increased. Owing to the highproductivityofroll forming lines, and the increasing labor cost, gradually
moreand moreproducts designed for brake forming were roll formed. Although the basic structuresof
the today’sroll forming mills are not much different than those used in the early years, new
improvements were introduced to extend the capacityofroll forming and to increase its efficiency.
15.2 The Future of Roll Forming
It is not easy to predict the direction in which the roll forming industrywill progress, driven by the fast
changing technology, growing global competition, and tougher requirements.
Roll formingequipment andtooling manufacturersand theusers proved many timesinthe past that
underpressuretheycan achievethe “impossible.”Itistruethatthe impossible takesmoretimeand maycost
more,but thereare many products,considered“impossible to manufacture” 10 to 15 yearsago,thatare being
roll formed now. What arethe impossible products todaythatthe industry will roll form in thenearfuture?
Althoughthe futureofroll forming cannot be foreseen, it can be predicted with certaintythat to be
successful in the manufacturing environment, the plants willalways need:
*
Enhanced product design
*
Improved material
*
Better and more efficient equipment
*
Improved tooling and
*
Better educated and motivated workforce
15.2.1 Enhanced Designs and Product Standards
Product designs will be moreorientated towards rollforming technology, and they will be morecomplex
as roll forming technologydevelops.
Asignificant percentage of the accepted and current product standardsare based on half acentury old
(or even older) industrial standards and practices. Some of these standards, created with the best
intention to ensurequalityand uniformity, can retarddevelopment, preventinnovations, and affect the
supply of adequate qualitybut lower-priced products.
The trend will be to update manyofthese standards, based on performancespecifications rather than
dimensions and other descriptions.
15.2.2 Materials
The thickness limits of the presentlyroll formed materials will extend from less than 0.002 to 1–2in.
(0.05 to 50 mm) and above.
The trend of using thinner but higher strength material, as already practiced by the automotive and a
few other industries, willbewidespread. Material content can be reduced by 5to50% by using 30 to
600% higher yield strength material. In most cases, the benefit of the reduced product weight willfar
outstrip the increase in the material priceper weight unit. The higher strength material will yield the
same or even better qualityproducts at lowerprices.
Most of the coil and sheet tolerances established in the first half of the twentieth centurywill be
tightened. The roll formed product manufacturers will not accept a ^ 15% thickness toleranceofthinner
steel coils, loose camber and flatness tolerances while they are pressured to manufactureproducts to very
tight tolerances.
Roll Forming Handbook15-2
15.2.3 Equipment and Tooling
Roll forming equipment purchased today wi ll operate well in the mid and second partofthe twenty-first
century. Therefore, progressivecompanies should look ahead into the futurewhen procuring equipment,
rather than applying the “good old” (40 to 50 years old), but outdated, technology.
Average roll forming lines are still running between 60 to 180 ft/min (20 to 60 m/min). To increase
efficiency,manynew roll forming lines will run at aspeed of 600 to 800 ft/min (200 to 250 m/min)
or faster.
The speed of the rollforming lines, in manycases, has been restricted by the number of strokes per
minute of the mechanical, pneumatic, or hydraulic presses. The new compact hydraulic or other presses
havethe capacity of 150 to 200 strokes per minute.
Increased speed is not an impossible dream, lines havealready been developed and are operated at
750 ft/min speed (230 m/min), cutting 7500 pieces per minute, in other wordsproducing about half a
million 1-in. (25-mm) long pieces per hour.
15.2.4 Flow of Material in the Mill
In the present systems, in almost all cases, the pass line is kept in astraight horizontal plane or it is
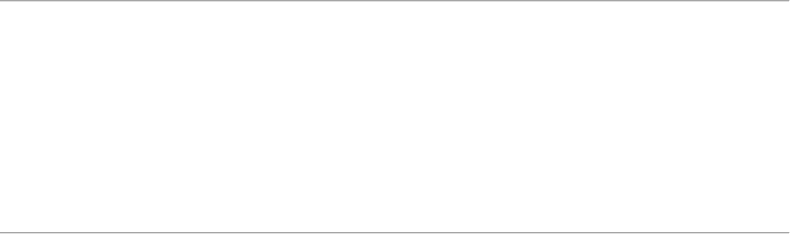
inclined with asmall increment frompass to pass. When forming asection, say, a“U” channel, the
straight bend lines travel in the horizontal plane, and the edges not only move the same distanceforward,
but also move upwards at the same time. Hence,
the edges travelalonger path than the straight
bends as shown in Figure15.1.Ifthe stresses at the
edges exceed the yield point, then the finished
edges will remain permanently wavy.
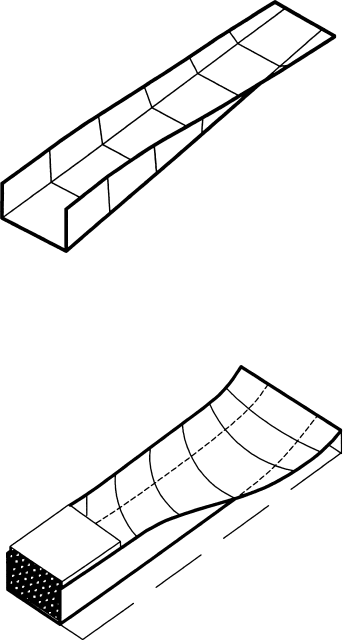
It can be easily demonstrated that the “natural
flow” is different. After forming the last 10 to 12 in.
(about 250 to 300 mm) of a60to70in. (about
2-m) long metal strip to the finished shape, or
bending awallpaper of the same length to a2£ 4
(Figure15.2)and keeping the other end of the strip
straight, the strip willtake the shape of the “least
resistance” or “lowest stress.”
Viewingthismodel from theside(Figure 15.3a),it
is obvious that thebottompartofthe sectiondoes
nottravelinastraightplane.The edgesofthe
wallpaperare nottorn, whichindicates that the
aboveshape,followingthe “natural flow” (often
called “downhillflow”) hasgenerated theleast
amount of stressand strain.Inthe presentlyused
roll formingsystems,the entry endis“forced down”
to travel horizontally (see Figure 15.3b),thus
creating stresses at theedges.
If the“naturalflow”isbetterthanthe
“horizontal flow, ”then whyisthis method not
used? The main reason is that for the sake of cost,
convenience, and habit, the mill driveshafts are
positioned on the same level, especially in North
America.
To followthe “natural flow” with all the drive
shafts in one level, the mill would require larger
FIGURE 15.1 The edge of the “U” channel travels a
longer path than the bent corner.
FIGURE 15.2 The stresses are minimized when the
“natural flow” is followed.
Unusual, New,and Future Roll Forming Technologies 15-3

diameter rolls in the first passes (Figure15.4). However,this is not practical; the larger diameter rolls
would drive the material faster,thus creating buckles between passes.
The solution is to have rollforming mills with both the top and bottom shafts adjustable in height
(Figure15.5). This arrangement permits the use of the proper roll diameters. The shafts can be driven
with universal joints, which are often used on rafted mills, or with individual, adjustable speed
(or torque) motors. This approach is widely used in tube mills and in veryfew rollforming mills.
(A certain amount of freeflow is incorporated in the patented Cookson process, described by AlbertChu
in the August 1969 issue of ModernMetals,pp. 65–66and by Brian Evans in “Advanced Techniques and
Machines for Cold Roll Forming”, Sheet Metal Industries,July 1973, pp.389–396 and August 1973, pp.
448–455).
If the “downhill flow,”orthe “flowofthe least resistance,”isfollowed, then the least amount of stress
will be generated in the roll formed parts. Roll forming ashape with the least resistance willrequire fewer
passes and less power,itwill create less shaft deflection and yield better products at lower cost. Naturally,
if this concept is accepted, most existing rolldesign methods havetobemodified or discarded. Designers
havetorelearn how to establish the number of passes, how to specify the flowand how to design rolls.
Of course, manyofthe existing computer-aided roll design programs willhavetobemodified too.
15.2.5 Position of the Shafts
Another “bad habit”ofroll formers is the assumption that all the shafts must be horizontal and parallel.
It is true that the shafts of the occasionally used side-rolls are not horizontal, but in most cases, the
nondriven side-rolls are considered as “helpers”and not partofthe main forming process.
There is no reason whythe shafts could not be positioned in the optimum direction at anyangle. The
tube forming industryisalready using considerably more“standard” vertical axis side-rolls than the roll
forming industry.
Furthermore,ifweare to use individual drives, then whynot driveeach nonhorizontal shaft? This
arrangement will reduce roll wear and scuffing,and also will reduce the number of passes required to
form the product. There wererollforming mills developed about 50 years ago with driven vertical shafts.
FIGURE 15.3 “Natural flow” with downhill pass line (a) and same level pass line flow (b).
FIGURE 15.4 Downhill pass line forming with all bottom shafts in one level.
Roll Forming Handbook15-4

15.2.6 Eliminating Shaft Bending
The most frequently damaged parts of the roll forming mills are bent shafts. Limited shaft deflections,
well within the elastic limit, are anticipated, but unexpected deflection beyond the elastic limit creates
permanent bends. Shafts can be permanently bent by incorrect setup,asignificant increase in metal
thickness, thick weld bead on the strip,objects dropped or left on the strip,and, most frequently,triple
thickness of material entering between the rollswhen the material buckles up between passes.
One method to avoid shaft damage or broken stands is to use “elastic” bearing block hold-down
devices. Presently,most adjustable bearing blocks that are holding the ends of the shafts, are rigidly forced
down by screws. However if these screws are replaced by hydraulic, pneumatic, or nitrogen cylinders,
or by springs or other elastic methods, providing just sufficient pressure to form the section, then the top
and bottom bearing blocks will partbeforethe separating forces reachalevelwhich will produce
permanent shaft bending or other damages. The sudden increase in the bearing hold-down pressureor
the movement of the bearing blocks can be sensed and the line stopped before additional damage occurs.
Some of these ideas havebeen used for decades and some of them are patented.
15.3 Pull-Through Mills: Nondriven Rolls
In rollforming, it is assumed that the rotating,driven rolls movethe material. However,thereare several
applications where the strip is “pulled” through anondriven mill.
The visible, painted portion of the ceiling tile support“T” bars, the “V-shaped” section formed by
Delta Engineering mentioned in Section 15.6.1, the small diameter tubular sections, as well as the
corrugated lock-seamed tubes are formed in “pull-through” mills. These applications resemble the
tension rollforming (Section 15.4) but without stressing the material above its yield point.
Even in the presently used driven mills, thereare nondriven passes such as side-rolls, embossing rolls,
and rotary piercing rolls.
Most probably,the trend will be to havemorenondriven mill shafts than those used in the current
mills.
FIGURE 15.5 Adjustable bottom shafts (a) are required for proper “natural flow” forming (b).
Unusual, New,and Future Roll Forming Technologies 15-5

15.4 Tension Roll Forming
When arollforming mill is stopped during roll
forming,all of the top shafts are lifted up and the
section from the first to the last pass is removed,
then the section willreveal that asubstantial
percentage of the deformation occurs just ahead of
the rolls (Figure15.6). Assume that this section
had been made of soft plastic and during roll
forming,tension above the material’syield point is
applied at both ends. It is easy to visualize that
these local deformations will straighten out if the
full length, from the starting strip to the finished
shape is under tension (Figure15.7). Applying
tension just above the material’syield point is the
central principle of tension rollforming [291, 432].
Apractical approach to tension roll forming is to
wind the starting strip through large diameter,
urethane-coated rolls at the entryend and to pull
the finished, formed section with caterpillar belts at
the other end (Figure15.8). The belts run at aspeed
somewhat faster than the entrystrip,thus creating
astress abovethe yield point. The forces for small
sections are relatively small. Forexample, for 0.030-
in. thick and 2-in. wide steel with 30,000 psi yield
(0.76 mm £ 51 mm, 206 MPayield), the forceto
stress the material above the yield point is about
1800 lb (8 10 kg). Theenergy requirement for
tension rollforming can be minimized by convert-
ing the “torque required to brake”tothe “torque
needed to pull.”This method is similar to the
technologyused in tension leveling.
In the case of tension rollforming, which
generates asmooth flow between the flat strip and
the finished section, theoretically,itwould be
possible to use the last forming pass only.Inreality,this may not be achievable, but the number of passes
can be reduced to half or less than what is needed for conventional roll forming.Tension roll forming will
also yield straighter parts than conventional roll forming. The Baushinger effect may also reducethe
forces and torque needed for forming.However,tension roll forming can only be applied to sections,
which can be “grabbed” at the formed end, and it cannot be readilyused for prepunched or prenotched
parts.
FIGURE 15.6 Frequently,most deformation occurs
just ahead of the forming pass.
FIGURE 15.7 Sufficient tensioncan eliminate the
extreme deformation ahead of the passes.
FIGURE 15.8 Caterpillar pulling belt and brake rolls can induce stresses aboveyield point in the strip.
Roll Forming Handbook15-6

Roll forming building panels with the above described “strip-holding”and “caterpillar-pulling”
method will yield better qualityproducts, free of center or edge waviness, as well as their forming will
requirefewer passes.
Tension roll forming has been used for manydecades to produce continuously welded, powder-filled,
tubular sections withsingle or multiple wiresinside them. The finished product is wound on alarge
diameter drum that pulls the product through the rolls, replacing the caterpillar pulling device.
15.5 Combining Roll Forming and Cold Drawing
Utilizing the drum or caterpillar puller,adrawdie can replace the last pass or some of the last passes.
Asolid or arotary drawdie will reduce the thickness of the material and will provide straight parts
with tight dimensional tolerances. By utilizing the aboveprinciples, the author developed amill in the
1980s.
15.6 Developing New Roll Forming Methods
One set of definition of rollforming is
*
Bending of flat metal strips
*
In continuous straight lines withmultiple pairs of rotating,contoured rolls
*
Without changing material thickness
*
At room temperature
Several new ideas can be created by forgetting one’spast experience,overcoming tunnel vision, and
disregarding the existing rules and definitions. Forexample, whynot roll form:
*
Nonflat metal strip as astarting material
*
In anoncontinuous line
*
In anonstraight line
*
Not(only) withrolls
*
Different thickness of the material
*
Notatroom temperature
Let us explorethese possibilities in further detail.
15.6.1 Using Nonflat Starting
Material
Most roll formers assume that the starting strip
must be flat. However this is not a“must.”For
example, to reduce thetooling cost,Buffalo
SpecialtyProducts used standa rd, hotrolled,
“U” channels as the starting material ( Precision
Metal ,March 1989).Thisenabled them to
form one bend line only instead of three, thus
drastically reducing the tooling cost (Figure15.9).
Another example is in order to utilize the
leftover sect ionofthe wiresusedfor other
purpose, at the request of acustomer,Delta
Engineering made apieceofequipment to roll
form this circle segment into a“V” shape, and then
pull it through adrawdie. In another process,
FIGURE 15.9 Using hot rolled “U” channel as starting
material.
Unusual, New,and Future Roll Forming Technologies 15-7