Сафин В.Н. Композиционные материалы
Подождите немного. Документ загружается.

31
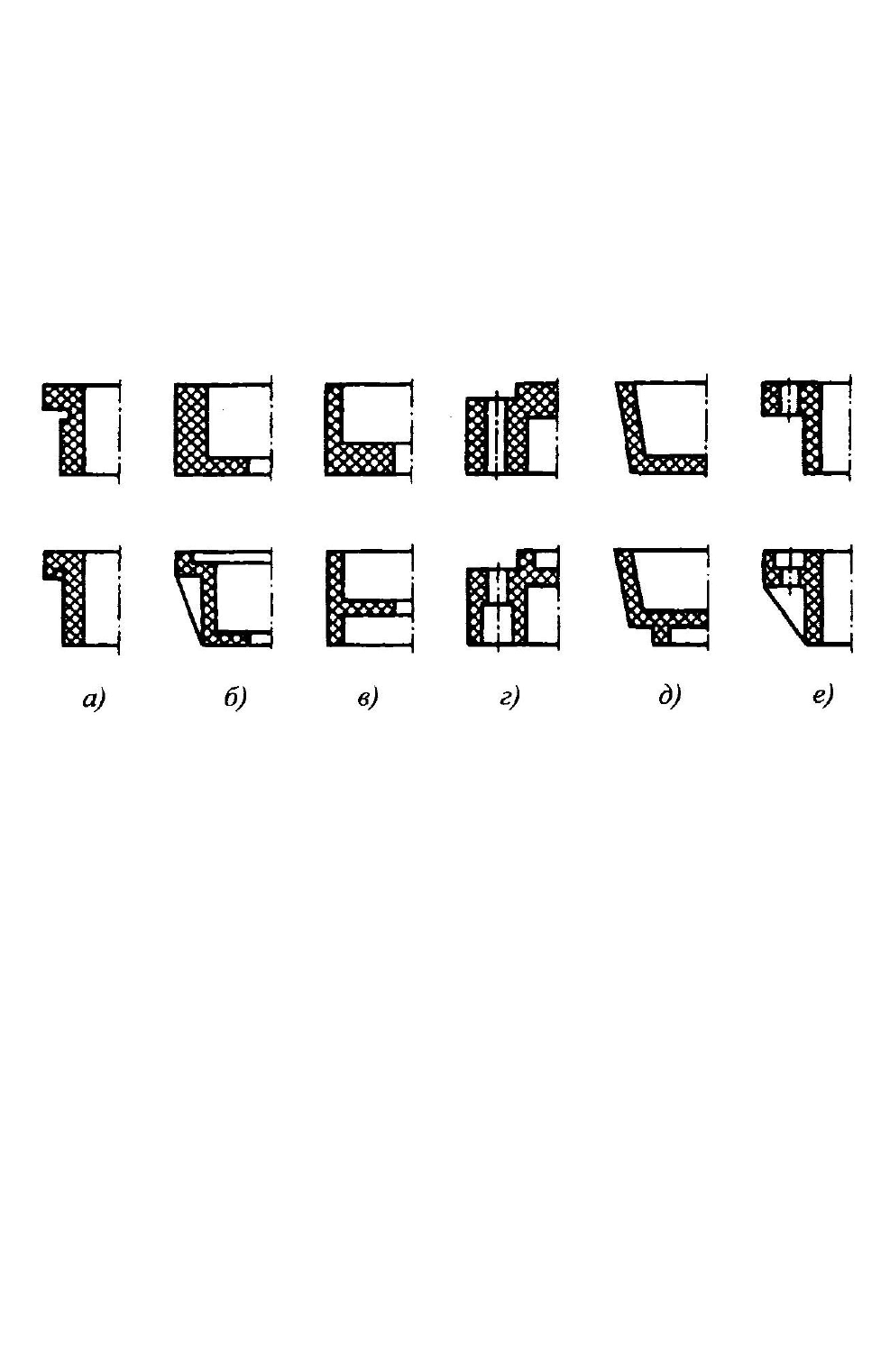
(рис. 14.1, г, е). Правильная конструкция опорной поверхности повышает жест-
кость всей конструкции, особенно у крупных корпусных деталей. Для этого
сплошные опорные поверхности следует заменять поверхностями с выступаю-
щими буртиками (рис. 14.1, д). Общее конструктивное оформление детали необ-
ходимо выполнять с учетом удобства сборки этой детали с другими деталями из-
делия. Для свободного извлечения детали из пресс-формы на наружных и внут-
ренних поверхностях ее необходимо предусматривать технологические уклоны.
При проектировании конических поверхностей необходимо исходить из удобства
извлечения детали, обратная конусность недопустима.
Рис. 14.1. Примеры конструктивного оформления деталей (вверху –
нетехнологичные конструкции; внизу – технологичные конструкции)
Использование металлической арматуры значительно расширяет область при-
менения деталей из композиционных материалов (особенно на основе пластмасс
и резины). Например, в электро- и радиопромышленности прессованием и лить-
ем под давлением получают электрические разъемники, колодки, панели и т. д.
Это позволяет резко (в 10...100 раз) сократить трудоемкость получения таких из-
делий по сравнению с аналогичными конструкциями, собранными из отдельных
элементов.
Армирование позволяет также повысить точность и прочность получаемых
изделий. Арматуру в виде винтов, гаек, штырей и т. п. (рис, 14.2, а, б) [1] закреп-
ляют с помощью кольцевых выточек, буртиков или канавок. Для предотвращения
проворачивания на наружных поверхностях этих деталей делают рифления,
насечку или плоские грани. Мелкую арматуру в виде пластинок (клеммы элек-
трических разъёмников) закрепляют с помощью боковых вырезов или отверстий
(рис. 14.2, в, г). Проволочную арматуру закрепляют путем расплющивания или за-
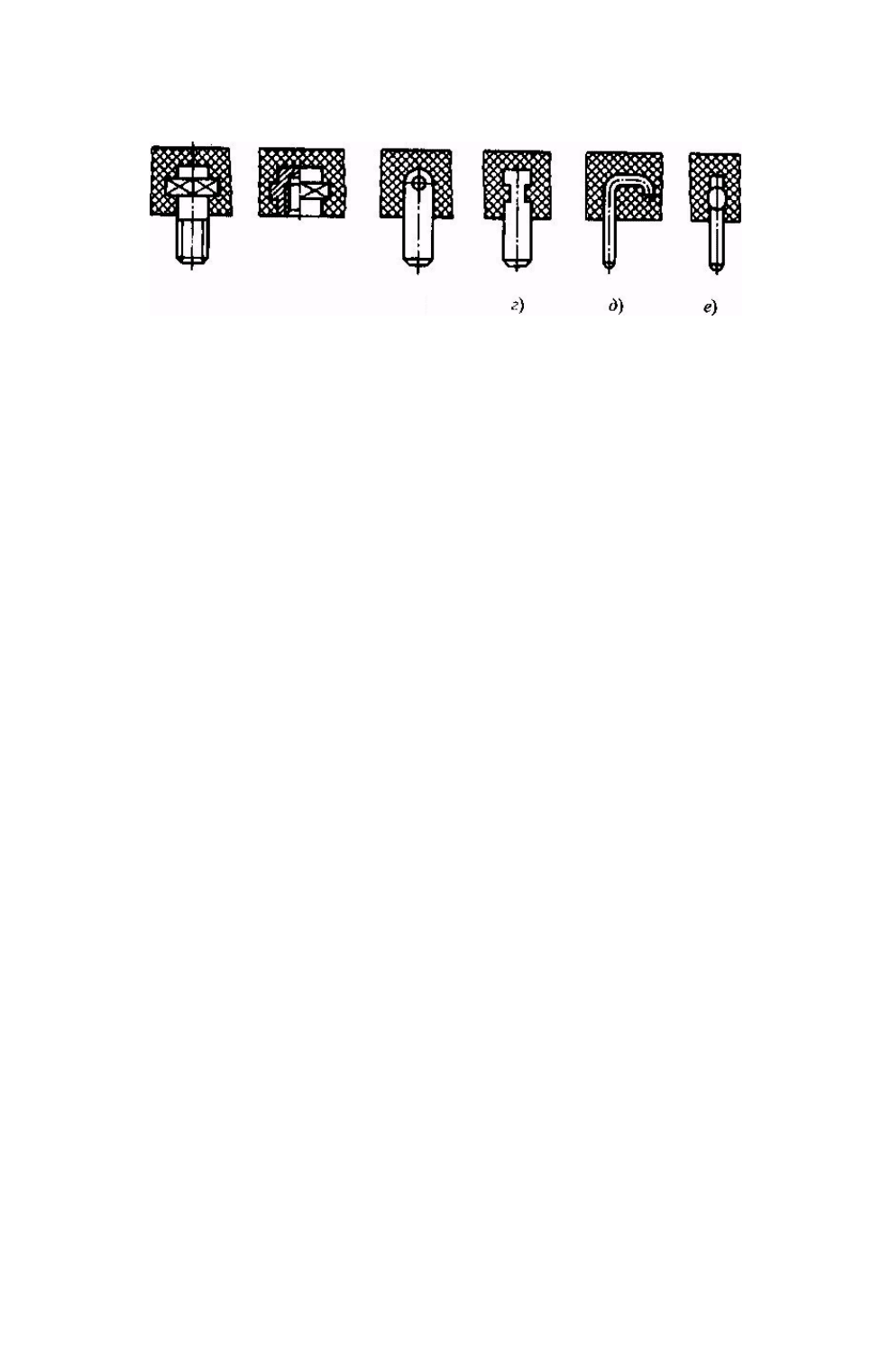
32
гибания второго конца (рис. 14.2, д, e). Конструкция пресс-формы должна надеж-
но фиксировать арматуру и предотвращать возможность затекания материала в
гнезда для установки арматуры.
а) б) в) г) д) е)
Рис. 14.2. Примеры армирования деталей
15. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ДОПОЛНИТЕЛЬНОЙ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК
Формообразование заготовок из композиционных материалов в большинстве
случаев осуществляется методом копирования, т. е. форма и размеры оснастки
(пресс-формы) переносятся (копируются) изготовляемой деталью. Получаемые
детали, как правило, не требуют дальнейшей механической обработки.
В отдельных случаях экономически целесообразно изготовлять детали меха-
нической обработкой. В качестве заготовок при этом используют листы, трубы,
прутки, профили различного сечения. Иногда возникает необходимость в допол-
нительной обработке заготовок, полученных литьем, прессованием и другими ме-
тодами формообразования. В зависимости от способа воздействия на заготовку,
используемых оборудования и инструмента применяют два основных метода ме-
ханической обработки: разделительную штамповку и обработку резанием.
Основные операции разделительной штамповки при изготовлении деталей из
листовых материалов – вырубка, пробивка, отрезка, разрезка, обрезка и зачистка.
Наибольшее практическое применение имеют операции вырубки, пробивки и
разрезки.
Операции разделительной штамповки выполняют с подогревом заготовки
или без подогрева. В качестве оборудования используют механические или гид-
равлические прессы.
Обработку резанием (точение, сверление, фрезерование, нарезание резьбы
и т. д.) применяют в тех случаях, когда при формообразовании нельзя получить
деталь заданных размеров и формы.
Обработка спеченных материалов с пористостью менее 5 % ничем существен-
но не отличается от обработки обычных беспористых материалов. С повышени-
ем пористости материала характер процесса стружкообразования меняется.
Стружка дробится на отдельные элементы, появляются ударные нагрузки, вибра-
ции, снижается стойкость режущего инструмента.

33
При обработке резанием пористых материалов необходимо применять остро-
заточенный режущий инструмент, большие скорости резания и малые подачи. Не
рекомендуется применять обычные охлаждающие жидкости, которые, впитыва-
ясь в поры, вызывают коррозию. Пропитка маслом пористых заготовок перед об-
работкой также нежелательна, так как в процессе резания масло вытекает из пор
и, нагреваясь, дымит. Нарезать резьбу рекомендуется твердосплавным инстру-
ментом. Для улучшения качества резьбы задний угол инструмента следует увели-
чивать примерно в 2 раза по сравнению с инструментом, предназначенным для
нарезания резьбы на заготовках из обычной конструкционной стали.
При обработке заготовок из пористых антикоррозионных материалов нужно
обращать внимание на состояние поверхностного слоя. В целях предотвращения
возможности закрывания пор необходимо использовать хорошо заточенный и до-
веденный режущий инструмент. Допустимый износ инструмента по задней по-
верхности должен быть уменьшен в 1,5...2 раза по сравнению с общепринятыми
нормами при обработке конструкционной стали. Не допускается шлифование
абразивными материалами во избежание попадания абразивных частиц в поры.
Для обработки тугоплавких и жаропрочных материалов применимы электро-
физические и электрохимические методы обработки аналогичных литых материа-
лов.
Значительные сложности возникают при обработке МКМ, так как они в сво-
ем составе содержат относительно "мягкий" материал матрицы и сверхпрочные и
твердые волокна и нитевидные кристаллы, Традиционные способы механической
обработки оказываются непригодными. В отдельных случаях для обработки та-
ких материалов применяют лазерные, плазменные, электроэрозионные и другие
специальные методы обработки.
При обработке резанием композиционных материалов на основе полимеров
происходит разрушение поверхностной смоляной пленки. Это приводит к сниже-
нию химической стойкости и повышению влагопоглощения обработанных дета-
лей. Поэтому обработку резанием следует применять только в необходимых слу-
чаях.
Особенности строения и физико-механических свойств пластмасс существенно
влияют на технологию их обработки, конструкцию режущего инструмента и при-
способления. Пластмассы имеют более низкие механические свойства по срав-
нению с металлом. Эту особенность можно было бы использовать для повышения
скорости резания. Однако низкая теплопроводность пластмасс приводит к кон-
центрации теплоты, образующейся в зоне резания. В результате этого происходят
интенсивный нагрев режущего инструмента, размягчение или оплавление тер-
мопластов, обугливание или прижог реактопластов в зоне резания. При обработке
деталей из термопластов максимальная температура процесса не должна превы-
шать 60...120 °С, а деталей из реактопластов 120...160 °С. Образующаяся теплота
при обработке пластмасс отводится в основном через инструмент.

34
Стойкость режущего инструмента различная в зависимости от типа обрабаты-
ваемого материала и материала инструмента. Незначительный износ наблюдает-
ся при обработке термопластов без наполнителя. При обработке реактопластов,
особенно со стеклянными и другими подобными наполнителями, стойкость ре-
жущего инструмента значительно снижается. Заготовки из термопластов (органи-
ческого стекла, полистирола, фторопласта и т. д.) можно обрабатывать режущими
инструментами из углеродистых и быстрорежущих сталей. Материалы, оказы-
вающие абразивное действие, обрабатывают инструментами, оснащенными
твердым сплавом, алмазом, эльбором.
При обработке реактопластов со слоистыми и волокнистыми наполнителями
охлаждающие жидкости не применяют из-за возможности набухания поверхно-
стей материала. Для получения качественного поверхностного слоя обработку
следует вести острозаточенным режущим инструментом при высоких скоростях
резания с малыми глубиной резания и подачей. В процессе обработки реакто-
пластов образуется пылевидная и элементная стружка, которая плохо сходит с пе-
редней поверхности инструмента. Поэтому канавки для отвода стружки делают
более емкими и полируют во избежание се прилипания. Геометрия режущего ин-
струмента характеризуется большими величинами переднего и заднего углов. Для
обработки пластмассовых заготовок используют специальное или универсальное
металлорежущее оборудование.

35
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Дальский, А.М. Технология конструкционных материалов: учебник для
студентов машиностроительных специальностей вузов. – 6 изд. / А.М. Дальский,
Т.М. Барсуков. – М., 2005. – 592 с.
2. Васильев, В.В. Композиционные материалы: справочник / В.В. Васильев и
др.; под общ. ред. В.В. Васильева, Ю.М. Тарнопольского. – М.: Машинострое-
ние, 1990. – 510 с.
3. Дальский, А.М. Технология конструкционных материалов: учебник для
студентов машиностроительных специальностей вузов. – 5 изд. / А.М. Дальский
и др. – М., 2004. – 511 с.

36
ОГЛАВЛЕНИЕ
1. Композиционные материалы. Характеристика композиционных
материалов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3
2. Классификация композиционных материалов. . . . . . . . . . . . . . . . . . . . . . . 3
3. Эвтектические композиционные материалы. . . . . . . . . . . . . . . . . . . . . . . . 5
4. Дисперсно-упрочнённые композиты. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5. Волокнистые композиционные материалы. . . . . . . . . . . . . . . . . . . . . . . . . . 6
6. Армирующие волокна. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
7. Матрица композиционных материалов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
8. Материалы волокон. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
9. Материалы матриц. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
10. Получение полуфабрикатов и готовых изделий из металлических
композиционных материалов
10.1. Способы подготовки
армирующих материалов. . . . . . . . . . . . . . . . . . 14
10.2. Технологические способы получения препрегов,
полуфабрикатов и готовых изделий. . . . . . . . . . . . . . . . . . . . . . . . . . .
17
11. Получение деталей из композиционных пластиков. . . . . . . . . . . . . . . . . . 18
12. Дисперсно-упрочненные композиционные материалы
и псевдосплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
13. Изготовление деталей из композиционных порошковых материалов
13.1. Способы получения и технологические свойства порошков. . . . . . . 22
13.2. Приготовление смеси и формообразование заготовок. . . . . . . . . . . . 24
13.3. Спекание и окончательная обработка
заготовок. . . . . . . . . . . . . . . . . 26
13.4. Краткая характеристика изделий из композиционных
порошковых материалов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28
14. Технологические особенности проектирования и изготовления
деталей из композиционных материалов. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30
15. Технологические особенности дополнительной механической
обработки заготовок. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32
Библиографический список. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35