Савенко Э.С., Грицук И.В., Попов Д.В. (сост.) Методические указания к выполнению курсового проекта по дисциплине: Основы технологии производства и ремонта автомобилей
Подождите немного. Документ загружается.

6 - 8 90 - 120 0,4 – 0,6 200 - 300 -
Приложение Г
Режимы обработки при сварке и наплавке
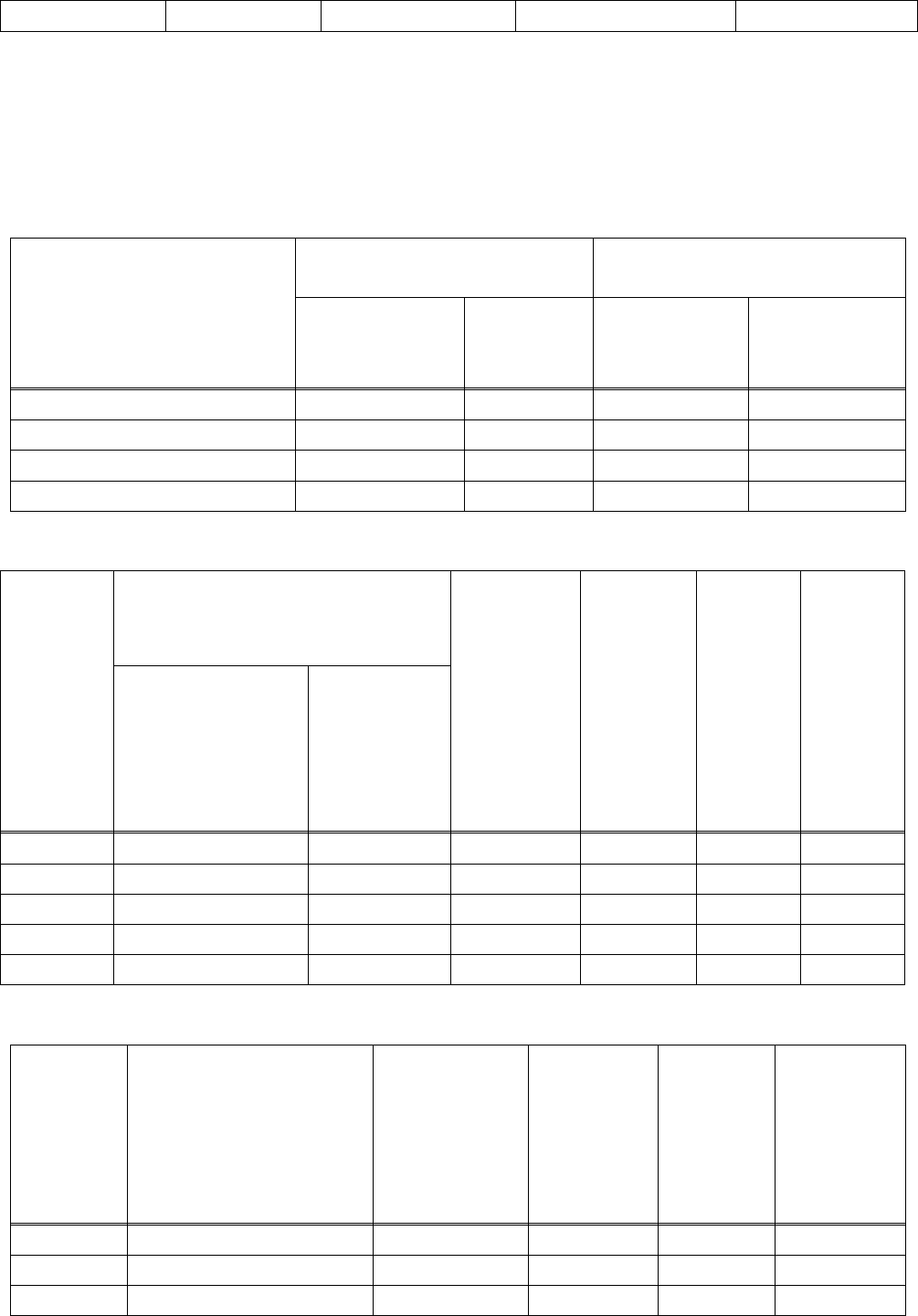
Таблица Г.1 – Режимы обработки при ручной дуговой сварке и сварке под слоем
флюса
Диаметр электродного
стержня или проволоки,
мм
Ручная дуговая сварка Автоматическая сварка
под флюсом
Сила тока,
А
Плотност
ь тока,
А/мм
2
Сила тока,
А
Плотность
тока,
А/мм
2
5 190 - 350 10 - 18 700 - 1000 35 – 50
4 125 – 200 10 – 16 500 – 800 40 – 63
3 80 – 130 11 – 18 350 – 600 50 – 85
2 50 - 65 16 - 20 200 - 400 63 – 125
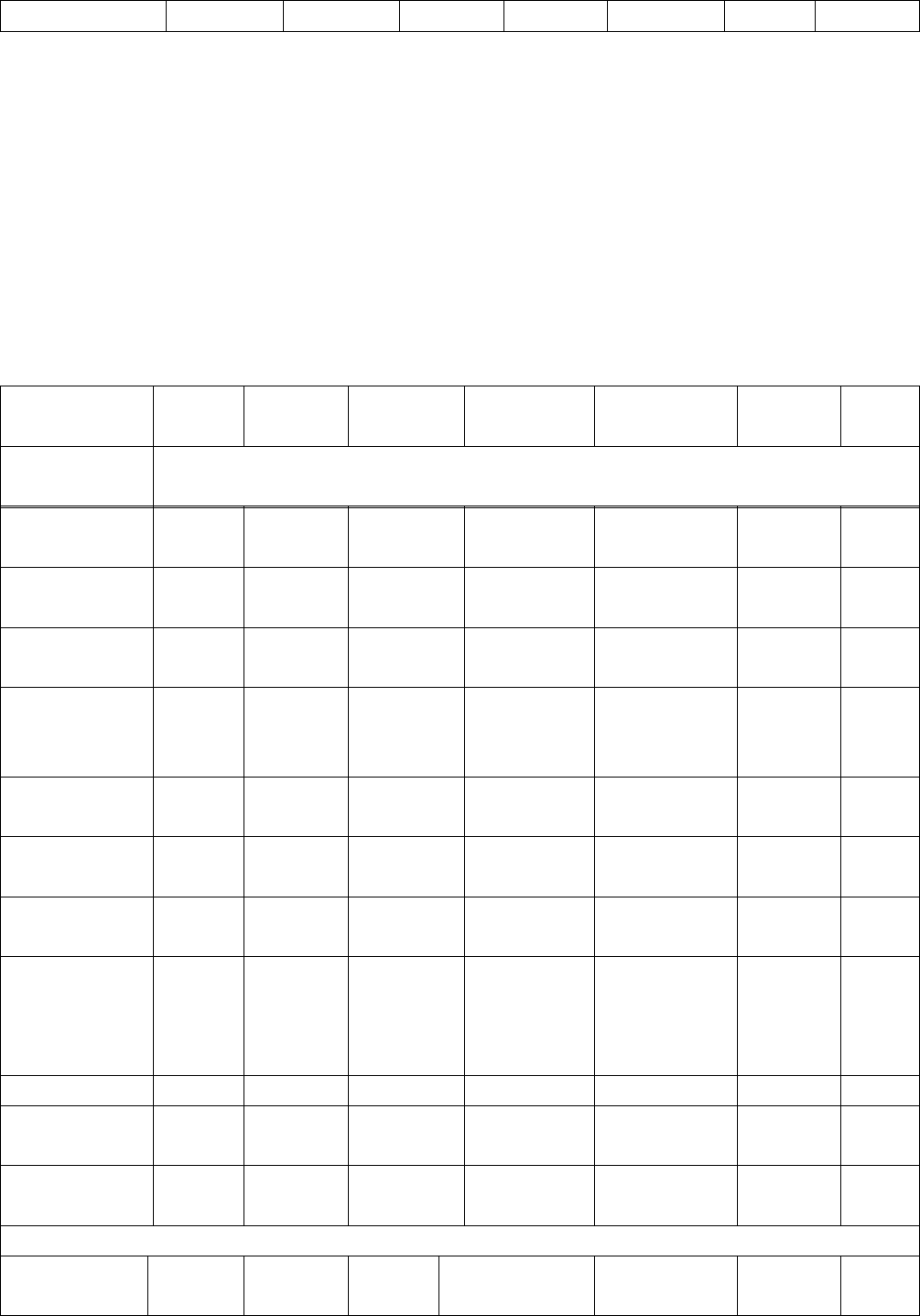
Таблица Г.2 – Режимы наплавки цилиндрических деталей под слоем флюса
Диаметр детали, мм
Сила тока, А, при диаметре
электродной проволоки, мм
Напряжение,В
Скорость наплавки,м/ч
Скорость подачи
электрода, м/ч
Шаг наплавки,мм/об
1,2 – 1,6 2,0 – 2,5
50 – 60 120 – 140 140 – 160 26 – 28 16 – 24 77 3
65 – 75 150 - 220 180 - 220 26 – 28 16 – 28 77 3,5 – 4
80 – 100 180 – 200 230 – 280 28 – 30 16 – 30 104 4
150 – 200 230 – 250 300 – 350 30 – 32 16 – 32 140 5
250 300 270 - 300 350 - 380 30 - 32 16 - 35 200 6
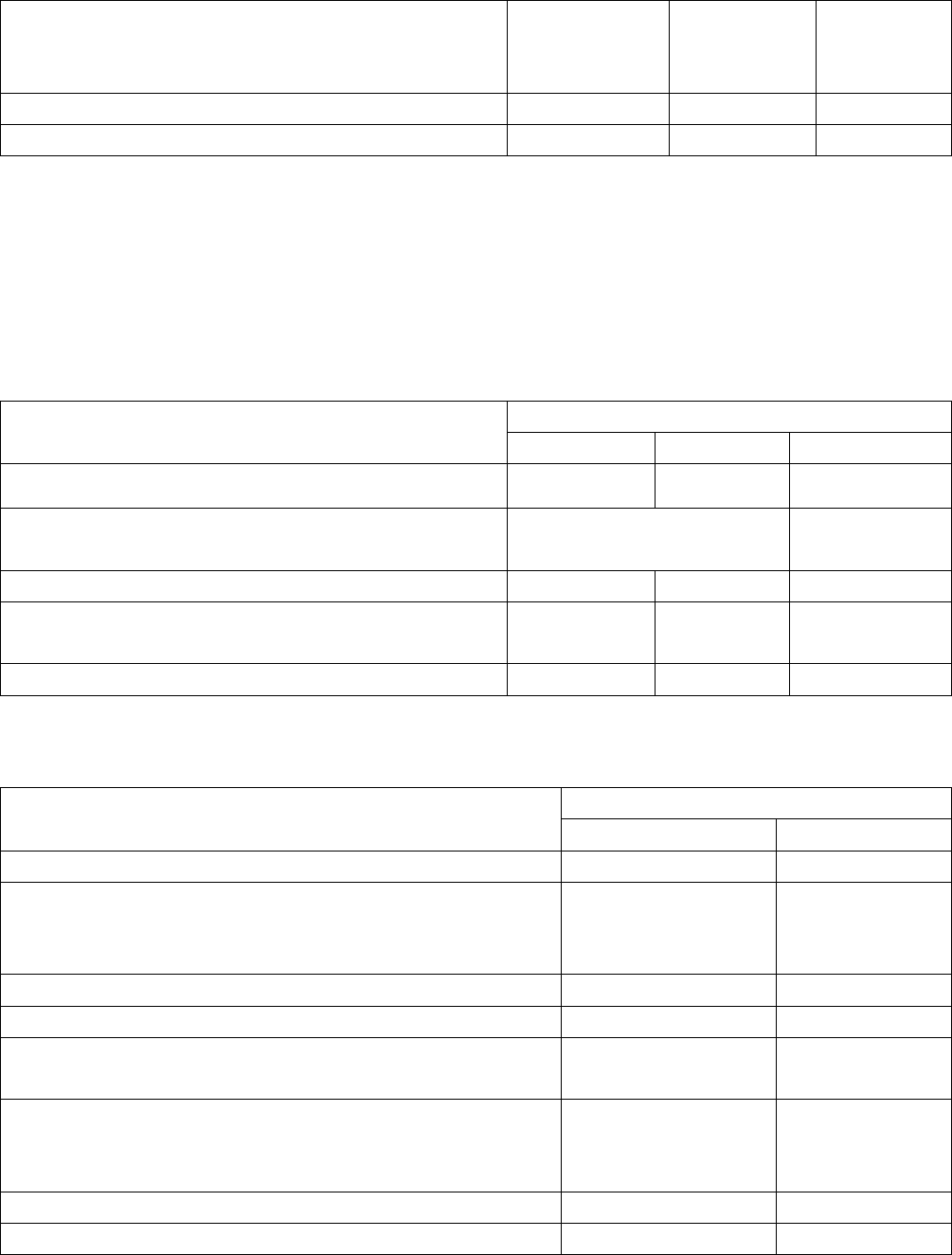
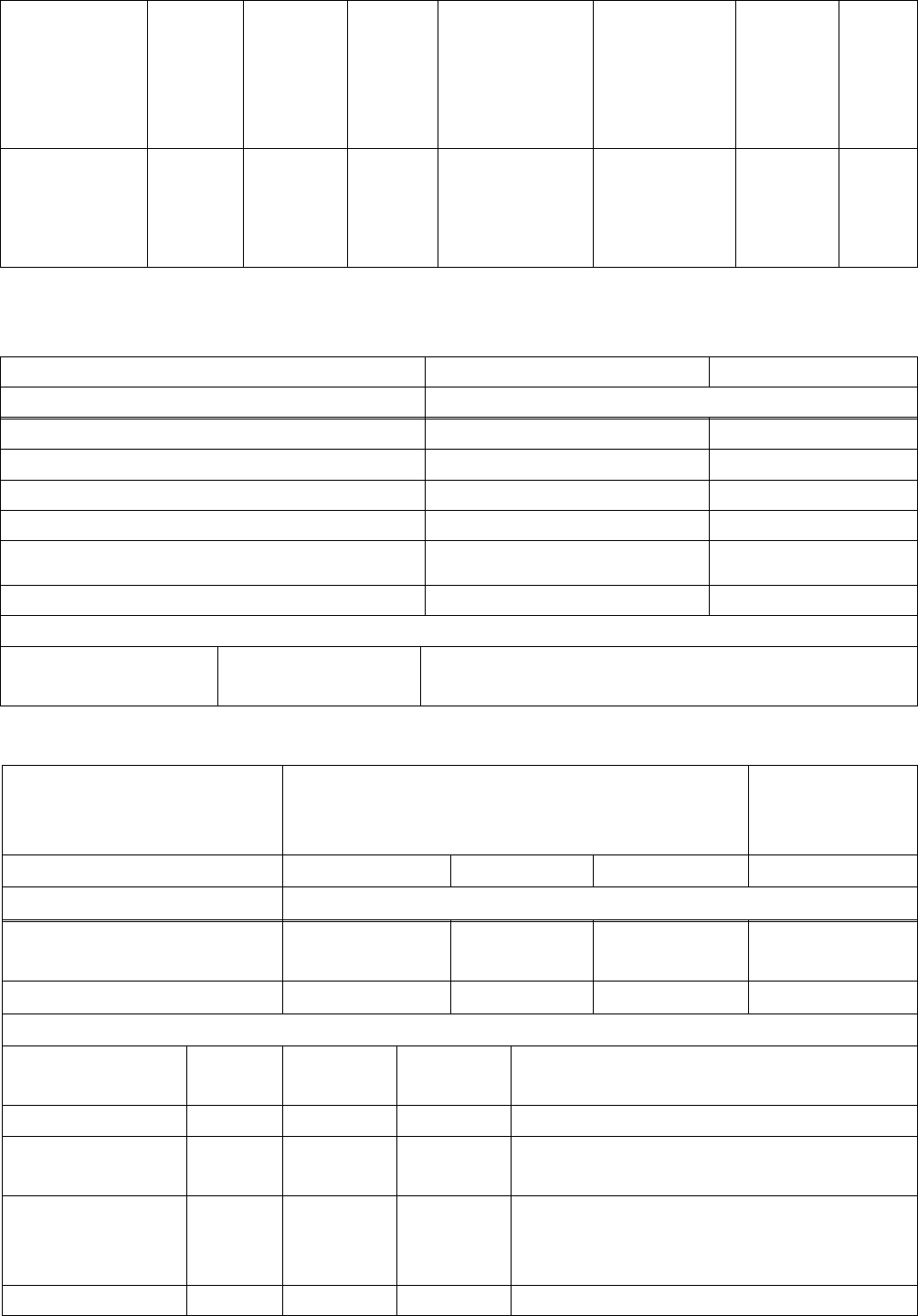
Таблица Г.3 – Режимы наплавки под слоем флюса плоских поверхностей
Износ
поверхности,
мм
Диаметр
электродной
проволоки, мм
Сила тока,А
Напряжение,В
Скорость
наплавки,
мм
Скорость
подачи
электрода, м/ч
2 – 3 1,6 – 2 160 – 220 30 – 32 20 – 25 100 – 125
2 – 4 1,6 – 2 250 – 320 32 – 34 25 150 – 200
4 – 5 2 – 3 350 – 460 32 – 34 20 – 25 180 – 210
21
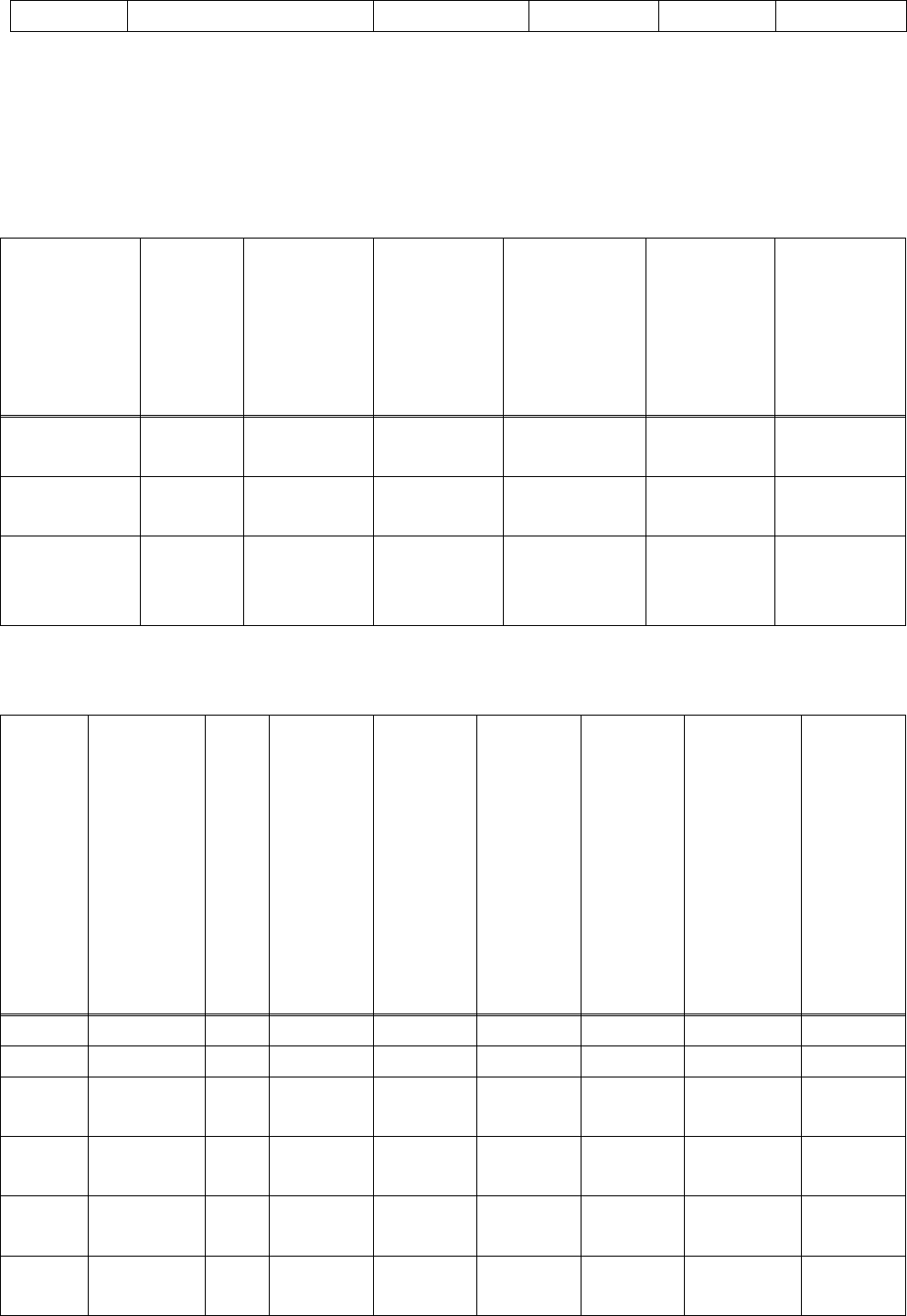
5 - 6 4 - 5 650 - 750 34 - 36 25 - 30 200 – 250
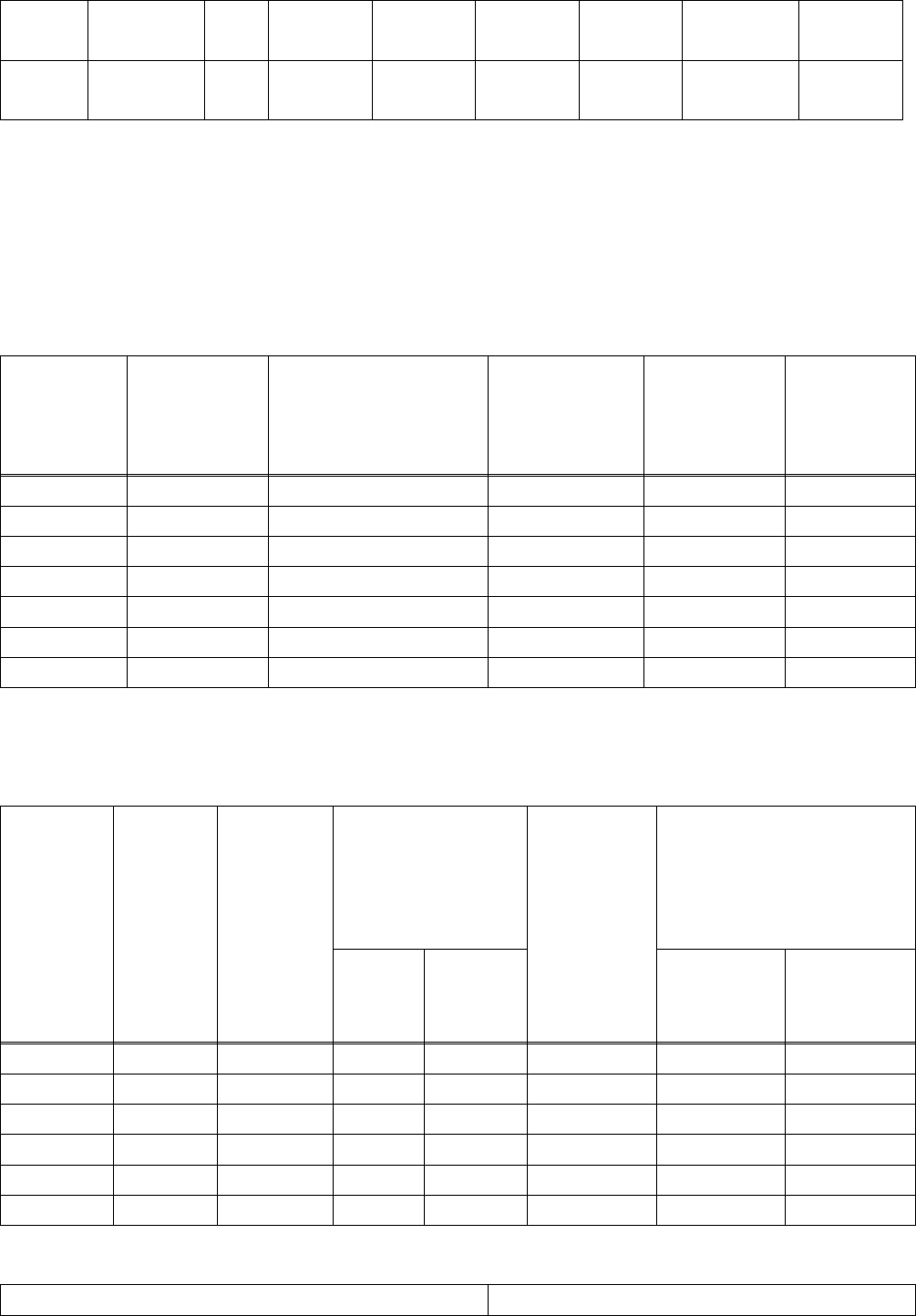
Таблица Г.4 - Режимы наплавки порошковой проволокой
Марка
проволоки
Диаметр,м
Ток,А
Напряжение,В
Скорость
наплавки,
м/ч
Защитнаясреда
Твердость
после наплавки
HRC
ПП-
АН103
2,5 – 3 260 – 320 22 – 24 18 – 25
Флюс
АН-20
40 – 44
ПП-
АН104
2,5 – 3 260 – 320 22 – 24 18 – 25
Флюс
АН-20
40 – 44
ПП-
АН120
2,5 120 - 130 19 - 20 30 - 35
Флюс
АН-
348НВ
300 - 350
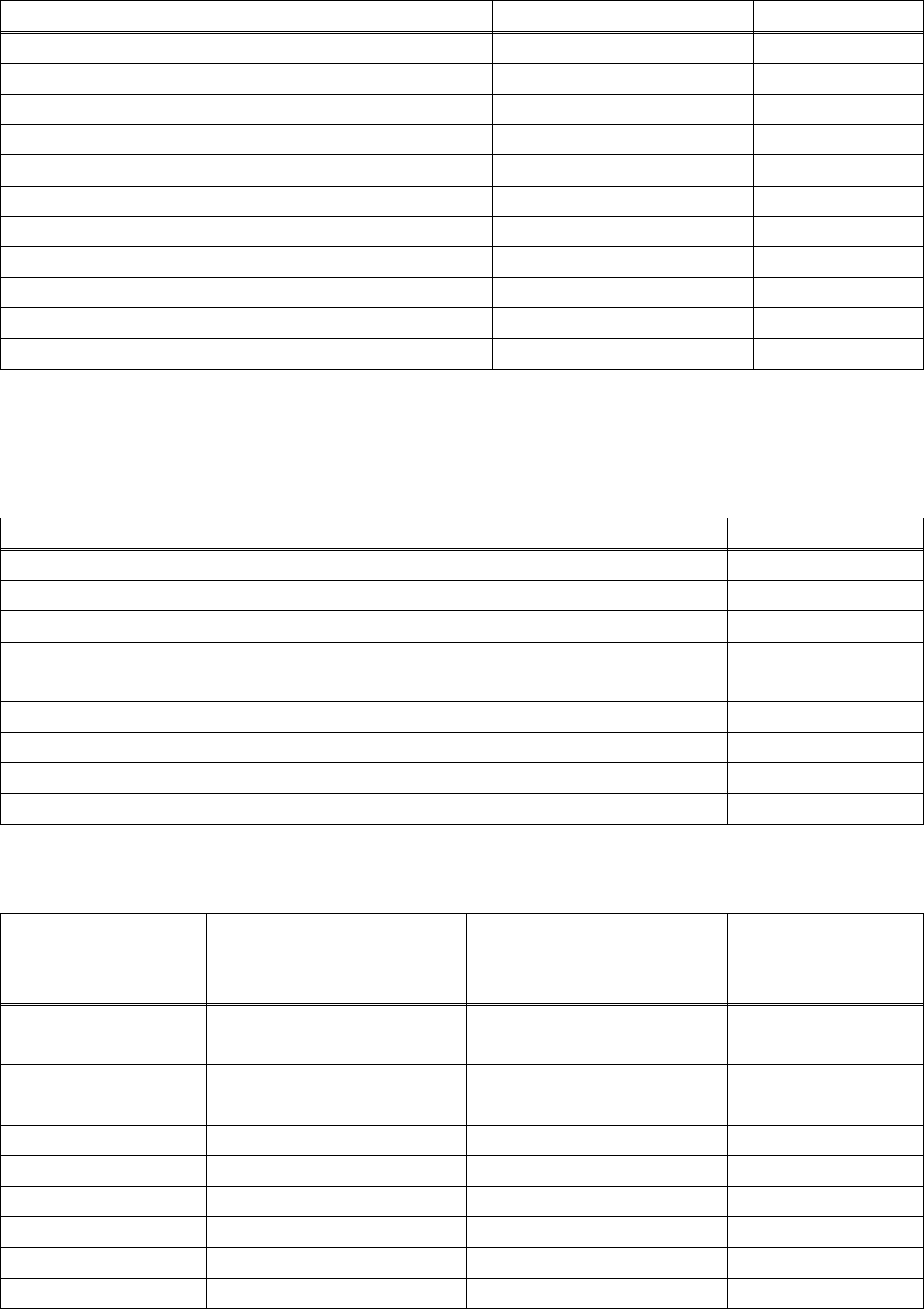
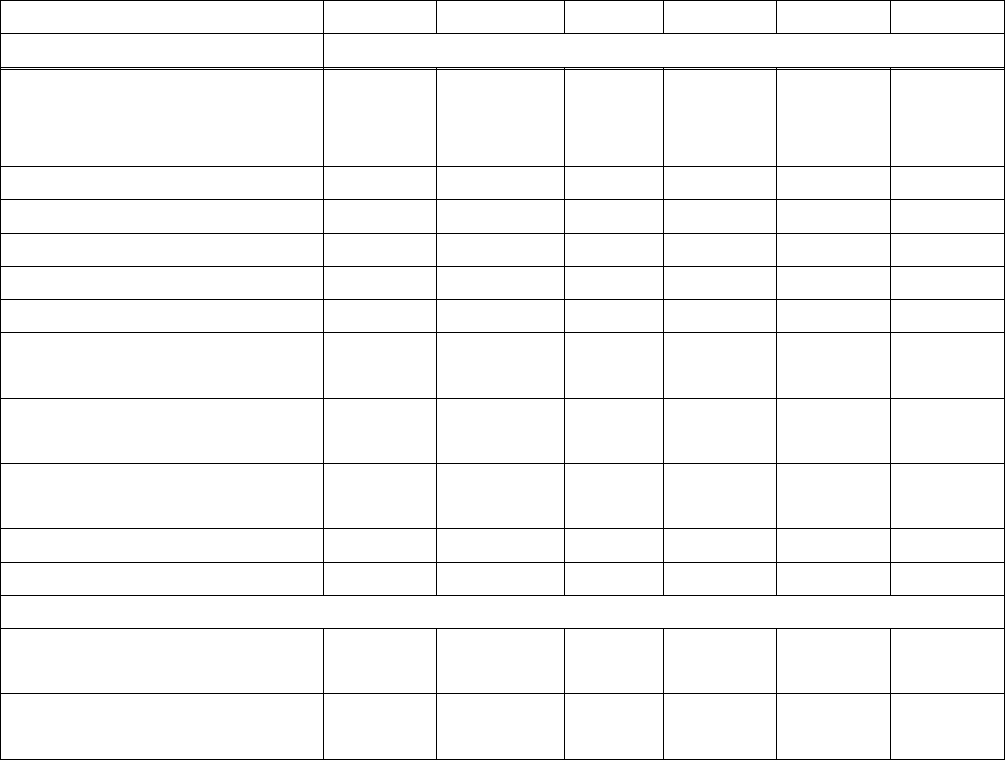
Таблица Г.5 - Режимы наплавки цилиндрических поверхностей в зависимости
от диаметра детали и толщины наплавленного шара металла
Диаметр детали, мм
Толщина наплавленного
шара, мм
Диаметр провода, мм
Сила тока, А
Напряжение,В
Скорость наплавления,м/ч
Смещение электродной
проволоки, мм
Шаг наплавления, мм/об
Потери углеводородного
газа, л/мин
10 – 20 0,5 –0,8 0,8 70 – 90 16 – 18 40 – 45 2 – 4 2,5 – 3 6 – 8
20 – 30 0,8 – 1 1 85 – 110 18 – 20 40 – 45 3 – 5 2,8 – 3,2 6 – 8
30 – 40 1 – 1,2 1,2 100 -
150
19 – 23 35 – 4 5 – 8 3 – 3,5 6 – 8
40 – 50 1,2 – 1,4 1,4 110 –
180
20 – 24 30 – 35 6 – 10 3,5 – 4 8 – 10
50 – 60 1,4 – 1,6 1,6 140 –
200
24 – 28 30 – 20 7 – 12 4 – 6 8 – 10
60 – 70 1,6 – 2 2 280 –
400
27 – 30 20 – 15 8 – 14 4,5 – 6,5 10 – 12
22
70 – 80 2 – 2,5 2,5 280 –
450
28 - 30 10 – 20 9 – 15 5 – 7 12 – 15
80 - 90 2,5 - 3 3 300 -
480
28 - 32 10 - 20 9 - 15 5 – 7,5 14 - 18
Таблица Г.6 - Режимы аргонно-электродуговой сварки алюминия вольфрамовым
электродом
Толщина
деталей,
мм
Диаметр
электрода,
мм
Диаметр
выходного
отверстия сопла,
мм
Сила
сварочного
тока, А
Расход
аргона,
л/мин
Напряже-
ние,
В
1 1 5 45 – 55 4 – 5 22 – 24
2 1 – 2 5 – 7 70 – 85 7 – 8 22 – 24
3 3 5 – 9 100 – 120 8 – 9 22 – 24
4 4 12 – 16 170 – 200 8 – 9 22 - 24
5 5 14 – 18 180 – 220 9 – 10 22 – 24
6 5 14 – 18 220 – 240 9 – 10 20 – 22
7 - 10 5 14 - 18 260 - 280 10 - 12 20 - 22
Таблица Г.7 - Ориентировочные режимы вибродуговой автоматической
наплавки в струе жидкости (4 %-ный водный раствор кальцинированной соды)
Диаметр сварочной
проволоки, мм
Напряжение сварки,
В
Сила сварочного
тока, А
Скорость
подачи
сварочной
проволоки
Амплитуда
вибрации, мм
Производительность
наплавки
м/ч м/с кг/ч 10
-5
кг/с
0,5 – 0,8 12 – 15 80 – 90 54 0,015 1,0 – 1,2 0,8 – 0,9 0,2
1,0 – 1,6 12 – 18 90 – 100 57 0,015 1,2 – 1,6 0,8 – 1,0 0,31
1,8 – 2,2 18 – 19 100 – 110 61,2 0,017 1,8 - 2,0 0,9 – 1,1 0,31
2,2 – 2,5 20 – 21 110 – 130 72 0,020 2,0 – 2,5 1,2 – 1,3 0,4
2,5 – 3,0 22 – 24 130 – 180 82 0,022 2,0 – 2,5 1,3 – 1,5 0,5
3,0 – 4,0 24 - 26 210 - 240 82 0,022 2,5 – 3,0 1,8 – 2,5 0,6
Таблица Г.8 - Режимы приварки ленты
Параметр Детали
23
корпусные типа вал
Сила сварочного тока, кА 7,8 – 8,0 16,1 – 18,1
Длительность сварочного цикла, с 0,120 – 0,160 0,04 – 0,08
Длительность паузы, с 0,08 – 0,1 0,1 – 0,12
Скорость сварки, м/мин 0,5 0,7 – 1,2
Подача электродов, мм/об Ручная 3 – 4
Усилие сжатия электродов, кН 1,70 – 2,25 1,30 – 1,60
Ширина рабочей части электродов, мм 8 4
Диаметр электродов, мм 50 150 – 180
Материал ленты Сталь 20 Сталь40 – 50
Материал детали Чугун Сталь любая
Расход охлаждающей жидкости, л/мин 0,5 – 1,0 1,5 – 2,0
Приложение Д
Характеристики некоторых установок для наплавки
Таблица Д.1 - Техническая характеристика установок для аргонно-дуговой
сварки и наплавки УДГ-301 и УДГ-501
Параметры установки УДГ-301 УДГ-501
Род свариваемого тока Переменный Переменный
Пределы регулирования напряжения дуги, В 8 – 20 8 – 20
Номинальный сварочный ток, А 300 500
Номинальный режим работы (повторность
включения ПВ), %
60 60
Длительность цикла сварки, мин 10 10
Пределы регулирования сварочного тока, А 15 – 300 40 – 500
Диаметр неплавящихся электродов, мм 0,8 – 6 2 – 10
Расход аргона, дм
3
/мин 0,5 – 10 4 – 15
Таблица Д.2 - Характеристика горелок для аргонно-дуговой сварки
алюминия и его сплавов
Тип горелки Допустимый ток,
А
Диаметр
вольфрамового
электрода, мм
Масса горелки,
кг
УДАР-
300(малая)
200 2 – 4 0,68
УДАР-
300(большая)
400 3 – 6 0,87
ГРАД-200 250 2 – 4 0,20
ГРАД-400 400 3 – 7 0,40
ЭЗР-3-58 200 2 – 4 0,68
АР-10 № 1 120 1 – 3 0,35
АР-10№ 2 200 2 – 4 0,40
АР-10 № 3 400 3 - 8 0,50
24
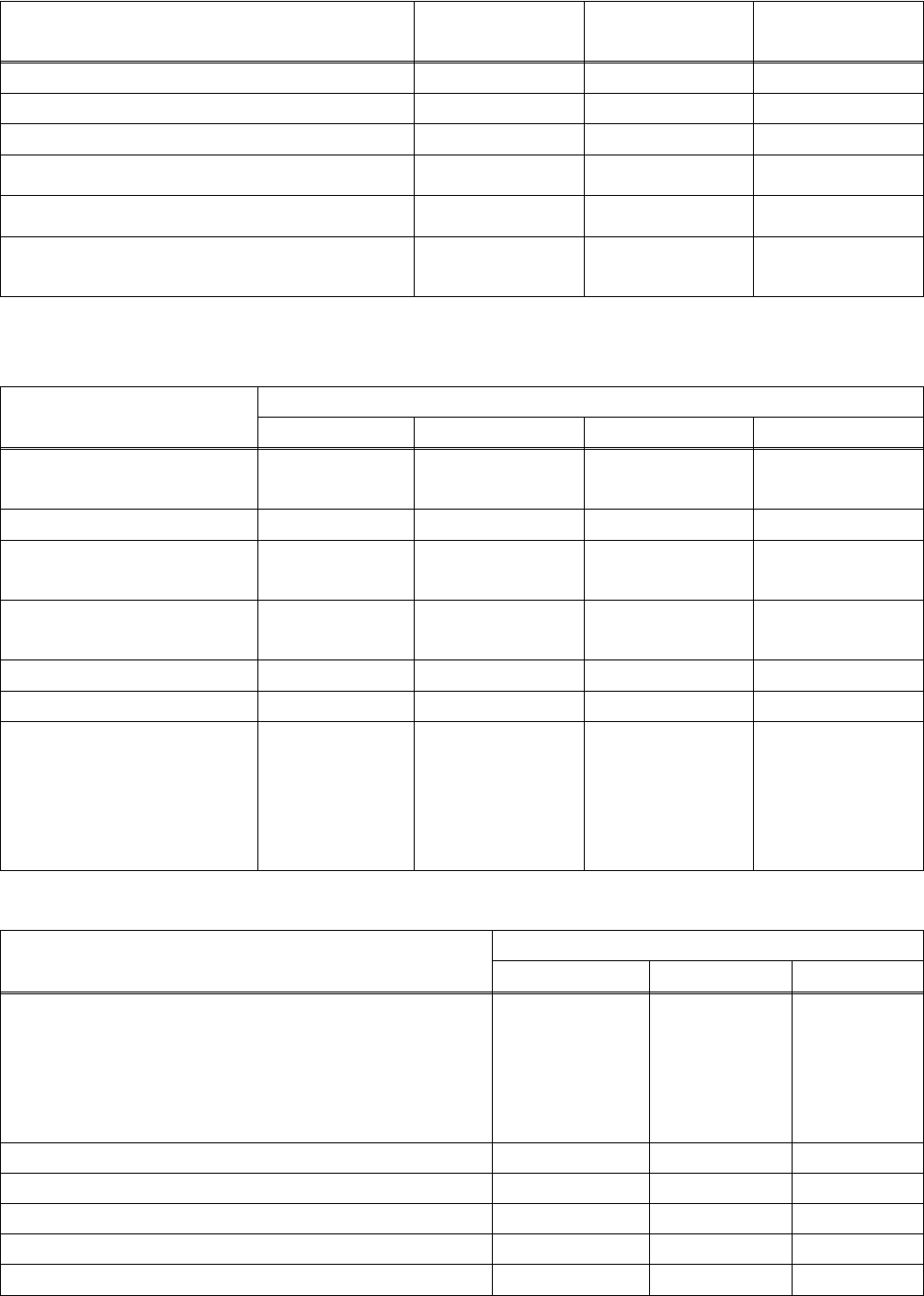
Таблица Д.3 - Техническая характеристика полуавтоматов для сварки и наплавки
Параметры установки “Варио-
Стар” 240
“Варио-
Стар” 304
“Варио-
Стар” 404
Напряжение питания, В 3х380/415 3х380/415 3х380/415
Сварочный ток, А 40 – 240 40 – 300 40 – 400
ПВ, % 60 60 60
Сварочное напряжение, В
16 – 17 16 – 29 16 – 2933
Число ступеней регулирования
10 12 18
Диаметр электродной проволоки,
мм
0,6; 1,0; 1,2 0,8; 1,0; 1,2
0,6; 1,0; 1,2;
1,6
Таблица Д.4 - Технические характеристики статических преобразователей
частоты
Показатель
Тип преобразователя
ТПЧ-1 ТПЧ-2 ТПЧ-800-1 СГЧ-2х800
Номинальная
мощность, кВт
630 630 800 1600
Частота, Гц 500 – 1000 150 – 300 50 – 1000 800 – 1300
Выходное
напряжение, В
800 – 1000 800 – 1000 600 – 1000 500 – 1800
Питающее
напряжение, В
3х380 3х380 3х380 3х6000
К.п.д. не менее 92 92 94 92
Масса, кг 3650 3650 4400 35370
Габаритные размеры,
мм:
длина
ширина
высота
5100
1000
2480
5100
1000
2480
5211
900
2680
-
-
-
Таблица Д.5 - Техническая характеристика оборудования для
электродугового напыления
Параметры оборудования Марка оборудования
КДМ-2 ЭМ-12 ЭМ-15
Производительность при напылении
металла, кг/ч:
алюминия
цинка
стали
12,5
32
10
45
14
45
65
25
-
Диаметр распыляемой проволоки, мм 1,5 – 2 1,5 – 2,5 2 – 3
Скорость подачи проволоки, м/мин 2 – 12 3,8 – 14,2 1 – 14
Наибольший расход сжатого воздуха, м
3
90 150 160
Рабочее давление сжатого воздуха, МПа 0,5 – 0,6 0,5 – 0,6 0,5 – 0,6
Рабочий ток, А 400 500 800
25
Рабочее напряжение, В,
дуги
питающей сети
17 – 44
380
17 – 35
380
17 – 35
380
Потребляемая мощность, кВт 25 16 25
Масса, кг 470 23,4 46,5
Таблица Д.6 - Техническая характеристика установок для плазменного
напыления
Основные показатели
Модель установки
УПУ-3 УМП-5 УМП-6
Мощность плазмотрона, кВт
30 40 30
Плазмообразующие газы
Аргон, водород
Азот, аргон,
водород
Давление газа, кПа 500 – 600 400 - 500 400 – 500
Стойкость электродов на номинальном
режиме, ч
До 10 До 10 До 20
Масса установки, кг 200 120 265
Таблица Д.7 - Техническая характеристика установок для детонационного
напыления
Основные показатели
Модель установки
“Катунь” “Днепр-3”
Скорострельность, выстрел/с 1 - 10 2 – 6
Расход напыляемого порошка, кг/ч:
окиси алюминия
твердого сплава ВК-15
1,8
7,8
-
-
Толщина покрытия за 1 выстрел, мкм 5 – 20 5 – 20
Диаметр пятна, мкм - 20
Площадь покрытия, образуемого за 1 выстрел,
мм
2
400 -
Расход рабочих газов, м/ч:
кислорода
пропана (ацетилена)
10 – 12
2 – 3,5
2 – 12
1,88
Потребляемая мощность, Вт 100 300
Уровень шума при работе, дБ 140 140
26
Приложение Е
Составы растворов для химической и электрохимической обработок
Таблица Е.1 - Состав растворов и режим работы при химическом обезжиривании
Номер раствора 1 2 3 4 5 6
Компоненты раствора: Состав раствора, г/л
Моющее средство
Лабомид, Деталин или
Импульс
20 – 30 - - - - -
NaOH - 5 – 15 20 – 40 8 – 12 - -
Na
3
PO
4
12H
2
O - 15 – 35 5 – 15 20 – 50 - 15 – 35
Na
2
CO
3
- 15 – 35 - - - 15 – 35
Ситанол ДС-10 - 3 – 5 - - - 3 – 5
Обезжириватель ДС-10 - - 3 – 5 - - -
Na
2
SiO
3
- - 10 –
30
- - -
Натриевое жидкое
стекло
- - - 25 – 30 - -
Средство моющее ОСА-
1
- - - - 10 – 50 -
Номер раствора 1 2 3 4 5 6
Номер раствора 1 2 3 4 5 6
Режим работы
Температура,
о
С 60 – 80 60 - 80 50 –
70
40 - 70 70 – 80 60 - 80
Продолжительность
травления, мин
3 - 10 3 – 20 2 - 5 3 – 10 7 - 10 5 – 20
27
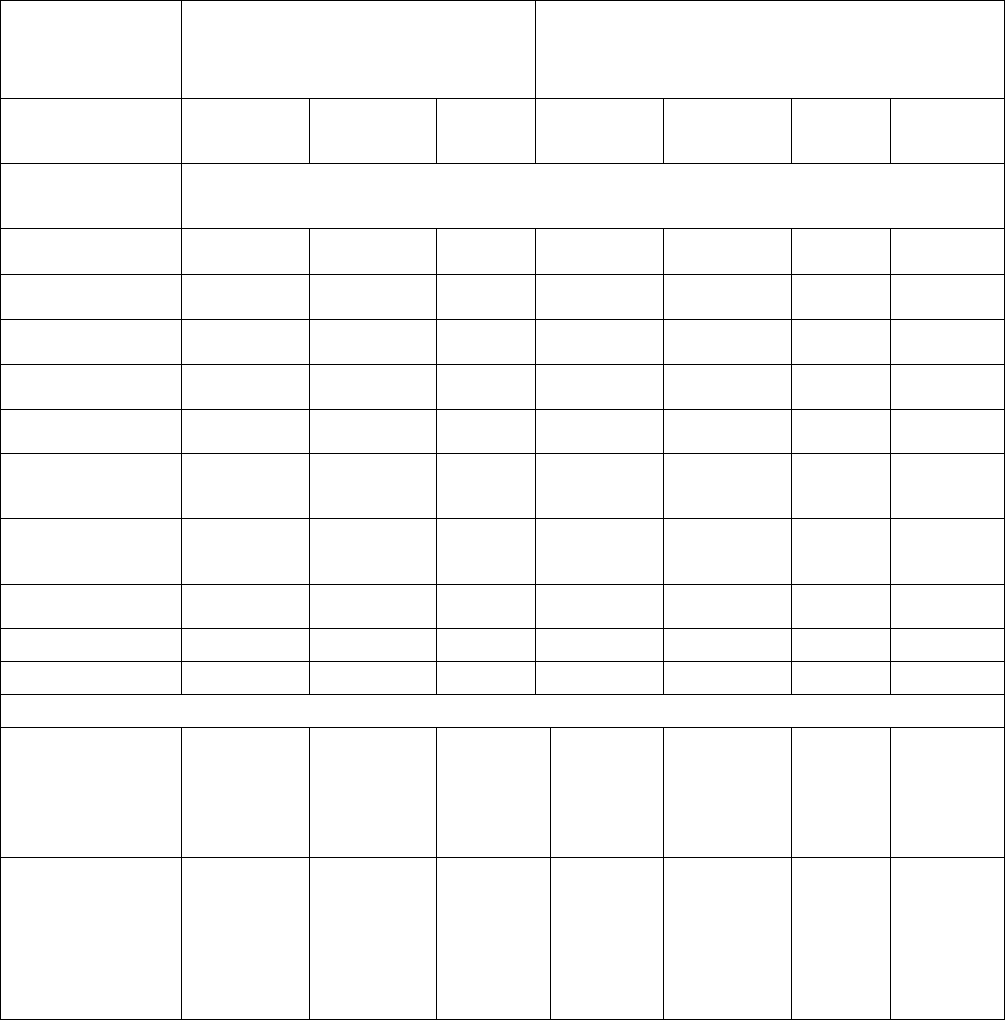
Таблица Е.2 - Состав растворов и режим работы при электрохимическом
обезжиривании
Обрабатывае
мый
материал
Сталь медь
Номер
раствора
1 2 3 4 5 6 7
Компоненты
раствора
Состав раствора, г/л
NaOH 20 - 40 5 – 10 - 45 – 55 60 – 70 10 – 15 10 – 15
Na
2
CO
3
20 - 40 20 – 40 25 - 30 - 10 – 20 25 – 30 25 – 30
Na
3
PO
4
20 - 40 20 – 40 25 - 30 10 – 20 5 – 10 25 – 30 25 – 30
Na
2
SiO
3
- 3 – 5 - 15 – 25 - - -
NaCN - 5 – 15 - - - 10 – 15 -
Na
5
P
3
O
10
*10H
2
O
- - - 10 – 20 - - -
Синтанол
ДС-10
- - 1 – 2 - - - -
Авироль - - - 0.1 – 0.2 - - -
Элва (мл/л) - - - - 0.1 - 1 - -
Трилон Б - - - - 4 - 6 - -
Режим работы
Плотность
тока, А/дм
2
:
i
k
i
a
2 – 10
-
2 – 10
-
10
-
4 – 8
3 – 5
1 – 1.5
-
2 – 5
-
-
2 – 3
Продолжите
льность
травления,
мин:
k
3 – 10
1 - 3
3 – 10
1 - 3
10
-
4
1 - 2
3.5
-
4
-
-
1 – 2
28
k
Таблица Е.3 - Состав растворов и режим работы для химического и
электрохимического травления сталей и чугуна
Номер
раствора
1 2 3 4 5 6 7
Компоненты
раствора
Состав раствора, г/л
Кислота
серная
150–
200
175 -
200
- - - 100 -
200
15 -
20
Кислота
соляная
- 80 –
100
350 –
400
- 200 - 220 - 35 -
40
Калий
йодистый
- - - - - 0.8 –
1.0
-
Кислота
ортофосфор
ная
- - - 50 – 60 - - -
Ангидрид
хромовый
- - - 180 – 206 - - -
Натрид
едкий
- - - - - - -
Натрий
хлористый
- - - - - - -
Синтанол
ДС-10 или
сульфонол
НП-3
3 – 5 3 – 5 - - - - -
Катапин 3 – 5 - - - 5 - 7 8 - 10 -
Уротропин - 40 -–
50
40 -– 50 - - - -
Натрия
нитрит
- - - - - - -
Режим работы
Температура
раствора,
о
С
40 - 80 40 - 50 15 -
40
80 - 90 15 - 30 60 - 80 60 -
70
29
Плотность
тока,
А/дм
2
:
ik
i
a
-
-
-
-
-
-
-
-
-
-
-
-
-
7-10
Продолжи-
тельность
травления,
мин
10 - 30 10 - 15 10 -
15
10 - 60 10 - 60 5 - 30 10 -
25
Таблица Е.4 - Состав электролитов черного хромирования и режим работы
Номер раствора 1 2
Компоненты электролита Состав электролита, г/л
Хромовый ангидрид CrO
3
50 – 400 300 - 350
Азотнокислый хром Cr(NO
3
)9H
2
O 3 – 7 -
Азотнокислый натрий NaNO
3
- 7 – 10
Фтористый алюминийAlF
3
2 – 5 -
Уксуснокислый барий Ba(CH
3
COO)
2
- 5 – 7
Борная кислотa H
3
BO
3
8 – 20 12 – 15
Режим работы
Плотность тока i
k
,
А/дм
2
15 - 30 20 – 75
Таблица Е.5 - Состав электролита и режим работы при железнении
Потребляемый ток Постоянный Переменный
асимметрич-
ный
Номер электролита 1 2 3 -
Компоненты электролита Состав электролита, кг/м
3
Хлористое железо
FeCl
2
*4H
2
O
200 – 250 600 – 650 400 – 450 400
Соляная кислота HCl 2 – 3 2,0 – 2,5 0,6 – 0,8 1.5 – 20
Режим работы
Температура
электролита, К
333 –
343
253– 263 223 - 253 293
Кислотность, рН 1 11,5 1
Плотность тока,
D. А/дм
2
до 40 20 – 80 10 - 80 20
Скорость
осаждения, мкм/
мин
6,5 3 - 5 2,2 - 10
Выход по току, 80 – 90
30