Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Рис. 1.
Схема, поясняющая
нагартовки».
При горизонтальном перемещении
смещается вправо вверх по бочке
траектории 5
, параллельной площадке
исходное горизонтальное смещение
относительно опорных.
После того, как валок переместился
смещение увеличилось и стало
максимальном зазоре:
г0г2
xx
δ
+=
Поскольку траектория оси валка
смещение, равное соответ
ственно
составило:
minвmin
2Sh ≈∆
,
maxвmax
2Sh ≈∆ .
Секция 2. Листопрокатное производство
190
поясняющая происхождение вибраций валка, вызывающих
перемещении рабочего валка его площадка контакта
бочке последнего, в результате ось вращения движется
площадке контакта. Конструкцией клети кварто
смещение
x
г0
вертикальной осевой плоскости
переместился в горизонтальном направлении в
стало равным: при минимальном зазоре:
max
δ
.
валка 5 имеет наклон, ось валка получила при
ственно:
maxmin
и SS
, в результате увеличение
Секция 2. Листопрокатное производство
валка, вызывающих «полосы
контакта с опорным валком
вращения движется по наклонной
клети кварто предусмотрено
плоскости рабочих валков
направлении в пределах заз
ора, его
зазоре:
minг0г1
xx
δ
+= ; при
получила при этом вертикальное
увеличение межвалкового зазора

Секция 2. Листопрокатное производство
191
Из схемы рис. 1 видно, что эти колебания межвалкового зазора можно рассчитать по формулам:
(
)
01minmin
2
ϕϕδ
−≈∆ tgh ;
(
)
02maxmax
2
ϕϕδ
−≈∆ tgh , (2)
где φ
0
, φ
1
, φ
2
– показанные на рис. 1 углы наклона к вертикали плоскости, проходящей через оси
валков, соответственно – в исходном положении и при горизонтальных смещениях δ
min
и δ
max
.
Синусы этих углов равны:
роп
0г
0
x2
DD
Sin
+
=
ϕ
;
роп
1г
1
x2
DD
Sin
+
=
ϕ
;
роп
2г
2
x2
DD
Sin
+
=
ϕ
. (3)
На 5
ти
клетевом стане «1700» (D
оп
= 1500 мм, D
р
= 600 мм, х
г0
= 6 мм) были проанализированы
чертежи рабочих клетей и измерены фактические размеры подушек валков и окон станин. В
результате зазоры между подушками и окнами станин оказались равными: δ
min
= 0,5 мм, δ
max
= 1,1
мм, откуда x
г1
= 6,5 мм, x
г2
= 7 мм. Расчетом по формулам (3) получено: φ
0
= 0
°
21´, φ
1
= 0
°
24´, φ
2
=
0
°
26´. Окончательный расчет по формулам (2) позволил установить амплитуды колебаний
межвалкового вертикального зазора при горизонтальных перемещениях подушек в пределах
зазоров δ
min
и δ
max
:
8,0
min
=∆h
мкм, 5,1
max
=∆h мкм.
Полученные результаты подтвердили изложенный выше механизм появления поверхностных
дефектов: при минимальном зазоре между подушками и окнами станин колебания толщины
полосы оказались меньше 1 мкм, что характерно для полос нагартовки, при максимальном зазоре
колебания толщины превысили 1 мкм, что характерно для поперечной ребристости полос.
Исходя из описанного механизма появления поперечной ребристости и полос нагартовки, для
их устранения необходимо исключить неустойчивое положение рабочих валков в клети,
приводящее к вибрациям во время прокатки. Для этого подушки рабочих валков должны быть
постоянно прижаты к передним или задним по ходу прокатки вертикальным плоскостям окна
станины. Чтобы это условие выполнялось, суммарная горизонтальная сила, действующая на
подушки рабочих валков со стороны опорных плоскостей станин, не должна уменьшаться до нуля
и менять свое направление при всех возможных колебаниях технологических режимов и усилий,
действующих на валки и полосу.
Рис.2 Схема сил, действующих
случае (при переменной скорости
Согласно схеме силового взаимодействия
валков в клети «кварто» (рис. 2),
рабочий валок в сборе с подушками
( )
0
0опгор
=+⋅−+
Σ
ϕβ
SinРFR
P
, (4)
где R
PΣ
–
сумма сил опорных
плоскостей; F
гор
-
горизонтальная
межвалковая сила; β –
угол между
Секция 2. Листопрокатное производство
192
действующих на приводной рабочий
валок в рабочей клети
скорости прокатки).
взаимодействия полосы, приводного рабочего
рис. 2), уравнение равновесия горизонтальных
подушками, имеет вид:
, (4)
опорных реакций, действующих на подушки
горизонтальная сила, действующая со стороны полосы
между направлением действия межвалкового
Секция 2. Листопрокатное производство
рабочей клети «кварто» в общем
рабочего и холостого опорного
горизонтальных сил, действующи
х на
подушки со стороны опорных
полосы на валок;
Р
оп
–
межвалкового усилия и плоскостью,
Секция 2. Листопрокатное производство
193
проходящей через центры валков; φ
0
– угол между вертикальной плоскостью и межосевой
плоскостью валков.
Горизонтальная сила F
гор
, действующая со стороны полосы на валок, равна по величине и
противоположна по направлению горизонтальной силе F
гор.п
, действующей со стороны валка на
полосу:
гор.пгор
FF
−
=
. (5)
На полосу в очаге деформации действуют горизонтальные силы переднего T
i
и заднего Т
i-1
натяжений полосы, а также горизонтальная сила F
Σ
, равная сумме горизонтальных проекций
нормальных и касательных сил, вызванных контактными напряжениями, возникающими в очаге
деформации под воздействием сопротивления деформации металла и трения.
Для определения величины F
гор.п
составили уравнение равновесия полосы в i-й рабочей клети:
022
гор.п1
=
+
−
−
Σ−
FFTT
ii
, (6)
Обозначив через ∆T
i
разность сил натяжений (
ii
TT −
−1
), из уравнения (6) получили величину
горизонтальной силы F
гор.п
:
Σ
+
∆
−= F
T
F
i
2
гор.п
;
откуда сила, действующая со стороны полосы на валок, равна
Σ
−
∆
= F
T
F
i
2
гор.
. (7)
Подставив это выражение в уравнение (4), получили выражение для расчета суммарной силы
опорных реакций, действующих на подушки рабочего валка:
( )
ΣΣ
+
∆
−+⋅= F
T
РR
i
P
2
sin
0оп
ϕβ
;
или с учетом того, что
( )
0
оп
cos
ϕβ
+
=
P
P
(где Р – усилие прокатки):
( )
2
0
i
P
T
FtgРR
∆
−++⋅=
ΣΣ
ϕβ
. (8)
Величины сил P и F
Σ
вычисляли с использованием новых решений в теории холодной
прокатки, изложенных в первой части статьи, что обеспечило минимальные погрешности
результатов расчета.
Опыт расчетов и исследований взаимодействия сил при прокатке в рабочих клетях 5
ти
клетевого стана «1700» показал, что при отсутствии колебаний технологических параметров в 4
й
и
5
й
клетях этого стана подушки рабочих валков прижаты к передним опорным плоскостям станин.
Поэтому условие исключения вибраций в этих клетях математически можно выразить
неравенством:
( )
0
2
max
min
0min
min
>
∆
−++⋅=
ΣΣ
i
P
T
Ftg
РR
ϕβ
, (9)
где R
PΣ min
- минимально возможное значение силы R
PΣ
; P
min
и F
Σmin
– минимально возможные
значения усилия прокатки и горизонтальной силы, зависящие от контактных напряжений в очаге
деформации i-ой клети; ∆Т
i max
– максимально возможная в связи с колебаниями разность сил
заднего и переднего натяжений полосы в i-ой клети:
minmax
1max iii
TTT −=∆
−
, (10)
где Т
i-1 max
– максимально возможное заднее натяжение (перед клетью); Т
i min
– минимально
возможное переднее натяжение (за клетью).
Секция 2. Листопрокатное производство
194
Минимальные величины P
min
, F
Σmin
в условии (9) будут иметь место при минимально
возможном относительном обжатии в 5
й
клети 5
ти
клетевого стана:
maxmin1min iii
hhh −=∆
−
. (11)
где h
i-1 min
и h
imax
– минимально возможная из-за колебаний толщина полосы на входе в i-ю клеть и
максимально возможная из-за колебаний толщина полосы на выходе из нее.
Кроме того, величины P
min
, F
Σmin
в условии (9) зависят также от шероховатости поверхности
рабочих валков. Уменьшение шероховатости валков вследствие износа приводит к снижению
коэффициента трения при прокатке и – как следствие – к уменьшению усилия прокатки и
суммарной горизонтальной силы, что может явиться одной из причин нарушения условия (9).
Подробное обоснование всех приведенных выше выражений и их применение к анализу
соотношений сил в 4
й
и 5
й
рабочих клетях непрерывного стана «1700» изложены в статьях [2, 3,
12, 13].
Использовав изложенные выражения и параметры режима прокатки, содержащиеся в базе
данных 5
ти
клетевого стана «1700», рассчитали диапазоны частных обжатий и натяжений полосы в
4
й
и 5
й
клетях, которые гарантируют выполнение условия (9).
По результатам расчетов провели корректировку технологических режимов 5
ти
клетевого стана
«1700» для двух групп сортамента:
1
я
группа – наиболее тонкие полосы (h
5
=0,25-0,4 мм), при прокатке которых на выходе из 4
й
клети возникает поперечная ребристость;
2
я
группа – автомобильные листы (h
5
=0,7-0,9 мм), при прокатке которых на выходе из 5
й
клети
возникают полосы нагартовки.
Установлено, что главные факторы, от которых зависит выполнение условия недопущения
вибраций (9) – шероховатость рабочих валков, соотношения между задним и передним
натяжениями, диапазон частных обжатий в клети. По указанным параметрам провели
регламентацию их допустимых значений или диапазонов, а также допустимого уровня их
колебаний, зависящих от нестабильности толщины по длине горячекатаного подката.
В результате при прокатке наиболее тонких полос рабочие скорости удалось увеличить с 10-12
м/с до 17-20 м/с, исключив вибрации в 4
й
клети и поперечную ребристость [2,12, 13]. При
прокатке полос автомобильного сортамента дефект «полосы нагартовки» также был исключен.
ЛИТЕРАТУРА
1. Гарбер Э. А. , Кожевникова И.А., Трайно А.И., Кузнецов В.В., Павлов С. И. Новые методы
моделирования процессов холодной прокатки, обеспечивающие улучшение качества
холоднокатаных листов, экономию энергии и увеличение скорости непрерывных станов.
Международный журнал «Машины, технологии, материалы» (Болгария, София), 2007. № 2-3. С.
108-111.
2. Гарбер Э.А., Кожевников А.В., Наумченко В.П., Шадрунова И.А, Павлов С. И.
Исследование, моделирование и устранение вибраций в рабочих клетях станов холодной прокатки.
// Производство проката. 2004. № 6. С. 34-41.
3.
Гарбер Э. А., Павлов С. И., Кузнецов В.В., Тимофеева М.А., Трайно А.И. Теория
возникновения и методы устранения на поверхности холоднокатаных автомобильных листов
дефектов «поперечная ребристость» и «полосы нагартовки». // Металлы. 2009. № 1. С. 12-20.
4. Гарбер Э.А., Шалаевский Д.Л., Кожевникова И.А., Трайно А.И. Моделирование
напряженного состояния полосы при холодной прокатке в очаге деформации с двумя нейтральными
сечениями. // Металлы. 2007. № 4. С. 41-53.
5.
Гарбер Э.А., Шалаевский Д.Л., Кожевникова И.А., Кузнецов В.В. Совершенствование
силового расчета процесса холодной прокатки с учетом влияния технологических параметров на
Секция 2. Листопрокатное производство
195
длину площадки упругого сплющивания в очаге деформации. // Производство проката. 2008. № 5. С.
13-18.
6. Гарбер Э. А. Станы холодной прокатки (теория, оборудование, технология). М.: Институт
«Черметинформация», Череповец: ЧГУ, 2004. – 416 с.
7.
Гарбер Э.А., Шадрунова И.А. Энергосиловые параметры процесса холодной прокатки
стальных полос толщиной менее 0,5 мм // Производство проката. 2002. № 3. С. 13-18.
8. Гарбер Э.А., Никитин Д.И., Шадрунова И.А., Трайно А.И. Расчет мощности процесса
холодной прокатки с учетом работы переменных сил трения по длине очага деформации// Металлы.
– 2003. – № 4. – С. 60-67.
9. Гарбер Э.А.Распределение контактных напряжений по длине очага деформации при
прокатке тонких широких полос. // Производство проката. 2005. № 5. С. 3-12.
10. Гарбер Э. А., Самарин С.Н., Трайно А.И., Ермилов В.В. Моделирование трения качения в
рабочих клетях широкополосных станов. // Металлы. 2007. № 2. С. 36-43.
11. Бидерман В.Л. Прикладная теория механических колебаний. Высшая школа. 1972.,416 с.
12. Гарбер Э. А., Наумченко В. П., Кожевников А. В., Павлов С. И. Устранение вибраций в
рабочих клетях станов холодной прокатки путем коррекции их энергосиловых параметров // Сталь.
2003. № 9. С. 79-82.
13. Гарбер Э. А., Павлов С.И., Кузнецов В.В., Тимофеева М.А. Исследование и устранение
причин возникновения дефекта «полосы нагартовки» при холодной прокатке листовой
автомобильной стали. // Производство проката. 2009. № 2. С. 2-10.
Секция 2. Листопрокатное производство
196
ЭНЕРГОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ ПРИ УПРАВЛЕНИИ
ШИРОКОПОЛОСНЫМИ СТАНАМИ ГОРЯЧЕЙ ПРОКАТКИ
Генкин А.Л.
РФ, Институт проблем управления им. В.А. Трапезникова РАН, algenkin@yandex.ru
Производство горячекатаного листа на современных металлургических комбинатах
осуществляется, как правило, в листопрокатных комплексах (ЛПК) «печи – стан», включающих
печи для нагрева металла, черновую и чистовую группы клетей для прокатки листа. В
современном металлургическом производстве производительность, а, следовательно, и
производственная мощность не являются единственной оценкой качества функционирования
предприятия. Стремительный рост цен на энергоресурсы во всем мире вынуждает рассматривать
энергосбережение как мощный резерв повышения конкурентоспособности металлургического
предприятия в целом. Внимание к вопросам энергосбережения и экологической безопасности
металлургических процессов непрерывно возрастает как в России, так и за рубежом [1-3]. Следует
также отметить, что в соответствии с Федеральным Законом «Об энергосбережении» и Основами
политики Российской Федерации в области развития науки и технологий на период до 2010 года и
дальнейшую перспективу энергосбережение отнесено к приоритетным направлениям развития
фундаментальной науки, важнейших прикладных исследований и разработок [4, 5].
ЛПК «печи – стан» является одним из наиболее энергоемких объектов современного
металлургического комбината. Основные энергоносители в ЛПК – топливо (газ) для нагрева
металла в печах перед прокаткой и электроэнергия, затрачиваемая на обжатие металла в
прокатных клетях. Использование инновационных технологий при производстве горячекатаных полос
позволяет существенно повысить эффективность производства и, соответственно,
конкурентоспособность выпускаемой металлопродукции.
Сокращение удельных (на единицу массы прокатываемого металла) энергозатрат
возможно, во-первых, путем снижения стоимости энергоносителей и, во-вторых, за счет
уменьшения расхода энергоносителей на производство готового проката.
Основной метод снижения стоимости энергоносителей заключается в использовании
наряду с покупными существенно более дешевых энергоносителей собственного производства.
Снижение расхода энергоресурсов при производстве проката является
многофункциональной задачей и заключается в разработке энергосберегающих технологий при
производстве листа. Энергосберегающими называются технологии, обеспечивающие
минимизацию удельного расхода энергоносителей в соответствии с выбранным критерием
оптимальности. При производстве горячекатаного листа необходимо минимизировать расход
топлива (газа) для нагрева металла в печах и электроэнергии для обжатия металла в клетях.
Снижение расхода топлива может быть обеспечено как модернизацией оборудования
нагревательных печей, так и совершенствованием методов и систем управления нагревом металла
[6]. Одним из перспективных направлений при конструировании новых и модернизации
действующих методических печей является разработка научно-обоснованных энерго- и
ресурсосберегающих конструкций и режимов нагрева металла, к которым, в первую очередь
относится перераспределение тепловых нагрузок в отапливаемых зонах и увеличение доли
горячего посада [7, 8]. Существенному повышению энергоэффективности производства
способствует также внедрение технологии прямой транзитной прокатки в комплексе «слябинг –
горячеполосовой стан» [9]. Минимизация удельного расхода электроэнергии при прокатке полос
может быть обеспечена повышением температуры прокатываемого металла, что входит в
противоречие с необходимостью снижения температуры нагрева сляба для минимизации
Секция 2. Листопрокатное производство
197
удельного расхода топлива. С учетом изложенного очевидно, что при энергосберегающем
управлении ЛПК «печи – стан» необходимо минимизировать удельный расход различных видов
энергоресурсов с учетом их взаимного влияния [6].
Решение проблемы снижения энергоемкости современных ЛПК может быть осуществлено
путем перераспределения энергии между отдельными участками технологической линии «нагрев
металла – горячая прокатка полос» и сокращения при этом переменных удельных издержек
производства.
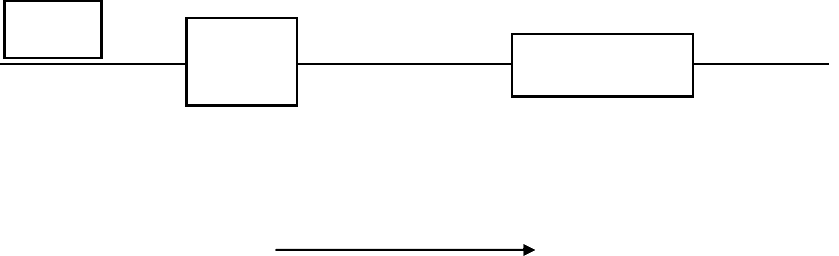
Целью обработки металла в ЛПК является получение горячекатаной полосы определенной
толщины, формы и ширины с заданными физико-механическими свойствами. Рассматривая
листопрокатный комплекс как объект управления организационно-технологическими системами,
можно выделить основные участки обработки металла в технологической линии «нагрев слябов –
горячая прокатка полос» (рис. 1): 1) нагревательные печи; 2) черновая группа клетей; 3)
промежуточный рольганг; 4) чистовая группа клетей. Параметрами, координирующими
функционирование этих участков, являются температура и толщина, соответственно: 1) T
сл
и H
сл
– сляба на выходе из печного участка; 2) T
п
и H
п
– подката на выходе черновой группы клетей;
3) T
ч
и H
ч
– подката на выходе промежуточного рольганга (на входе в чистовую группу клетей).
Эти координирующие параметры являются выходными для соответствующего участка и
входными для следующего по ходу прокатки участка. Температура T
кп
и толщина h на выходе из
чистовой группы клетей являются выходными параметрами, определяющими качество
горячекатаной полосы. На промежуточном рольганге толщина подката не изменяется, т.е. H
п
= H
ч
.
Участок
печей
Черновая
группа
клетей
Чистовая группа
клетей
Печной
рольганг
H
сл
H
п
H
ч
T
сл
T
п
T
ч
h
T
кп
Промежуточный
рольганг
Отводящий
рольганг
Направление прокатки
Рис. 1. Схема прокатки в ЛПК «печи – стан»
Оптимальное управление технологической линией «нагрев слябов – горячая прокатка
полос» подразумевает управление температурно-деформационным режимом обработки металла
с заданными значениями H
сл
, H
п
, h и ширины сляба B, практически неизменной в линии
прокатки. Температура металла в ключевых точках технологической линии может изменяться в
определенных пределах, обеспечивая требуемые показатели качества полосы на выходе из
стана и являясь наиболее важным контролируемым параметром, обеспечивающим
эффективную координацию подсистем управления отдельными участками технологической
линии.
Исходная настройка ЛПК «печи – стан» должна обеспечить некоторый оптимальный в
определенном смысле режим прокатки, а ее параметры определяются заранее. Для выбора
оптимального решения и оценки эффективности исходной настройки ЛПК «печи – стан»
необходимо определить: цель, которая должна быть достигнута; ограничения, которые должны
быть удовлетворены; параметры, управляя которыми, можно достичь цель.
Цель энергосберегающего управления ЛПК – разработка совокупности мер, направленных
на сокращение суммарных затрат на нагрев и прокатку металла.
Секция 2. Листопрокатное производство
198
Анализ энергетических потерь в линии широкополосных станов горячей прокатки показал
[10], что основными статьями расходов в ЛПК «печи – стан» являются расходы топлива при
нагреве металла в печах и электроэнергии в главных приводах прокатных клетей, а также потери
металла на окалину при его нагреве. С учетом изложенного, следует отдать предпочтение
исходной настройке ЛПК в соответствии с критерием минимальных суммарных удельных (на
единицу массы выпускаемой металлопродукции) затрат на нагрев и прокатку металла. В то же
время необходимо учитывать, что критерии оптимальности при исходной настройке отдельных
участков ЛПК могут отличаться между собой, а также изменяться в зависимости от сложившейся
производственной ситуации. Следует также обеспечить четкую координацию всех участков
технологической линии с учетом их пропускной способности.
Для решения задач ресурсо- и энергосбережения при создании АСУТП металлургического
производства в Институте проблем управления РАН совместно с ОАО «Черметавтоматика»
разработана имитационная система, охватывающая участки нагрева металла и его прокатки на
листовых станах (с различными технологическими схемами и составами оборудования).
Критерий оптимальности энергосберегающего управления исходной настройкой ЛПК
«
печи – стан» представлен в виде минимума суммарных удельных (на единицу массы металла)
затрат на нагрев и прокатку металла:
З
т
+ З
э
+ З
ок
→ min (1)
при соблюдении требований к качеству горячекатаной продукции (геометрические размеры и
физико-механические свойства металла). Здесь З
т
= Ц
т
Р
т
, З
э
= Ц
э
Р
э
, З
ок
= Ц
ок
Р
ок
, где З
т
, Ц
т
и Р
т
–
затраты, цена и расход топлива в нагревательных печах; З
э
, Ц
э
и Р
э
– затраты, цена и расход
электроэнергии в прокатных клетях; З
ок
, Ц
ок
и Р
ок
– затраты, цена и расход металла, ушедшего в
окалину при его нагреве в печах.
Оптимизация осуществляется перераспределением энергии между отдельными участками
ЛПК «печи – стан». В качестве управляющего воздействия принято изменение обжатий металла в
прокатных клетях. К управляющему воздействию относится также изменение температуры
нагрева сляба T
сл
, ограниченной сверху условиями оплавления металла в печи, а снизу –
возможностью безаварийной прокатки недостаточно нагретого металла. Область допустимых
управлений определена ограничениями на основные энергосиловые и геометрические параметры
прокатных клетей (усилия и моменты прокатки, мощность главного привода клетей, а также
условия захвата металла валками и длина межклетевых рольгангов).
Для моделирования энергосберегающего управления разработана, с использованием метода
покоординатного спуска, специальная итеративная процедура, обеспечивающая улучшение
целевой функции (с учетом принятых ограничений) на каждом этапе расчета. Полученная в
результате моделирования последовательность решений, минимизирующая критерий
оптимальности (1), является оптимальной стратегией управления для энергосберегающего режима
и представляет собой распределение толщин на выходе каждой клети и оптимальную по критерию
(1) температуру нагрева сляба в печи T
сл
.
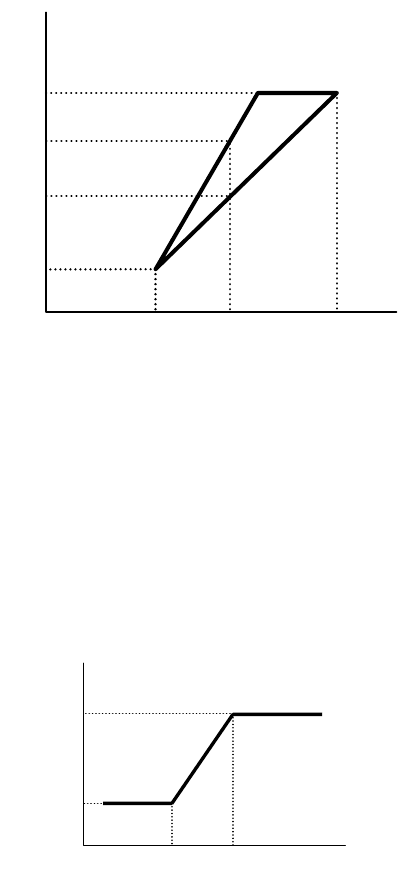
Рассматривая в качестве объекта моделирования энергосберегающих режимов нагрева и
прокатки металла часть технологической линии, включающую нагревательные печи и черновую
группу клетей, выявлено, что для каждого типоразмера прокатываемого металла (по толщине
сляба H
сл
и подката H
п
, ширине сляба B) может быть определена область допустимых управлений,
схематично представленная на рис. 2. В координатах (T
п
, T
сл
) эта область ограничена
треугольником, сторона ab которого соответствует прокатке с максимально возможной для
данного типоразмера температурой нагрева сляба T
сл
, сторона ac – прокатке с минимально
возможной T
сл
, а сторона bc – максимально возможной T
сл
по условиям оплавления металла в печи
Секция 2. Листопрокатное производство
199
max
сл
T
. Иными словами, каждому типоразмеру соответствует некоторая область изменения T
п
и T
сл
,
внутри и на границах которой может быть осуществлена прокатка, а вне ее пределов прокатка
данного типоразмера невозможна.
Можно видеть (рис. 2), что для определенного типоразмера металла имеют место две
экстремальные точки [11, 12]. Первая из них определяется координатами (
min
п
T ,
min
сл
T
). При
нагреве сляба до температуры
сл
T
<
min
сл
T
прокатка в черновой группе невозможна из-за
перегрузки клетей. Вторая точка с координатами (
max
п
T ,
max
сл
T
) определяет максимально возможную
температуру подката
max
п
T , которая может быть обеспечена при нагреве сляба до температуры
max
сл
T
. Эта точка находится на рис. 2 пересечением зависимости T
сл
= f(T
п
), соответствующей
прокатке с минимально возможной
сл
T
, и максимально возможной по условиям оплавления
металла температуры сляба
max
сл
T
(точка c на рис. 2).
max
п
T
min
п
T
*
п
T
п
T
сл
T
min
сл
T
''
сл
T
'
сл
T
max
сл
T
b
c
a
Рис. 2. Область допустимых управлений листопрокатным комплексом «печи – стан».
*
п
T
– заданная температура подката
Выявлена также закономерность изменения энергетических расходов в зависимости от
соотношения цен на электроэнергию
э
Ц и топливо
т
Ц
. В соответствии с этой закономерностью
для каждого типоразмера прокатываемого металла на рис. 3 представлена зависимость
температуры нагрева сляба
сл
T
, обеспечивающей минимальные суммарные энергозатраты на
нагрев и прокатку металла при заданной температуре подката
*
п
T
, от соотношения цен
тэ
/ЦЦ=ξ
ξξ
ξ .
a
ξ
b
ξ
''
сл
T
'
сл
T
сл
T
ξ
Рис. 3. Зависимость оптимальной температуры нагрева сляба
сл
T
от соотношения цен на электроэнергию и топливо