Вербицкий Е.И. Добровольский И.Г. Курсовое проектирование по горячей штамповке
Подождите немного. Документ загружается.

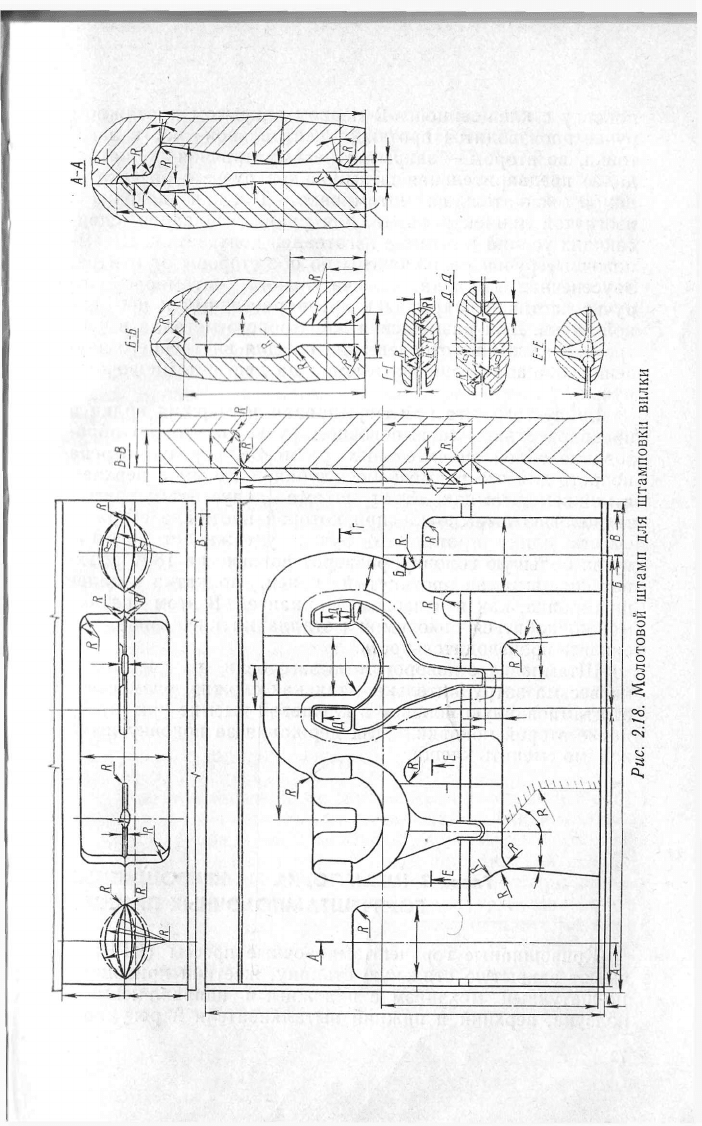

поковку с клещевиной. В первом закрытом протяжном
ручье производится протяжка центральной части заго-
товки, во втором — закрытая несимметричная подкатка,
далее предварительная штамповка в ручье с рассекате-
лем и окончательная штамповка. Так как поковка с
изогнутой линией разъема, для уравновешивания сдви-
гающих усилий в штампе изготовлен контрзамок. Штам-
повочные ручьи расположены по обе стороны от центра.
Заусенечная канавка окончательного штамповочного
ручья частично открытая в предварительный и протяж-
ной ручьи. Для размещения избыточного металла в цен-
тре развилины изготовлен магазин для внутреннего зау-
сенца, общая клещевая выемка на два штамповочных
ручья.
Ввиду того что при формировании стержня вилки в
предварительном штамповочном ручье возможно обра-
зование облоя значительных размеров, предусмотрена
полость для его размещения глубиной 1,5 мм в верхнем
и нижнем штампах. Этот штамп допускает и другую
технологию штамповки, при которой протяжка стержня
на всю длину протяжного ручья удерживает заготов-
ку за большую головку, разворот поковки на 180° и зах-
ват клещами за протянутый конец, подкатка и далее
штамповка, как и в первом варианте. В этом случае
можно добиться экономии металла на клещевине, но
снизить производительность.
Штамповка с поворотом из заготовки на две поков-
ки весьма затруднительна, так как сложно разместить
отштампованную поковку в клещевой выемке при штам-
повке второй поковки. Для держания за поковку необ-
ходимо сменить клещи.
Глава 3. ШТАМПОВКА НА КРИВОШИПНЫХ
ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССАХ
Кривошипные горячештамповочные прессы (КГШП)
имеют закрытую стальную станину, жесткий кривошип-
но-шатунный механизм с надежными направляющими
ползуна, верхний и нижний выталкиватели и регулиро-
72
вание закрытой высоты штампового пространства, изго-
товляются усилиями (630—6300 тс) 6,3—63 МН, основ-
ные их параметры приведены в ГОСТ 6809—70.
В отличие от паровоздушного штамповочного молота
ползун кривошипного горячештамповочного пресса име-
ет жесткий график скорости, фиксированные нижнее и
верхнее положения. Скорость ползуна в момент начала
деформации в 10—15 раз меньше скорости бабы молота
при приблизительно одинаковом числе рабочих ходов в
минуту. Высокая жесткость КГШП и отсутствие удар-
ных нагрузок позволяют использовать сборные штам-
пы с направляющими колонками и втулками, открыва-
ют широкие возможности для механизации и автомати-
зации процесса штамповки. Указанные конструктивные
особенности КГШП определяют ряд существенных их
преимуществ перед молотами, которые подробно рас-
смотрены в [6, 16].
3.1. Особенности штамповки на кривошипных
горячештамповочных прессах
Жесткий ход пресса значительно изменяет кинема-
тику течения металла в штампе. Заполнение ручья про-
исходит за один ход пресса, в облой поступает наиболее
нагретый металл центральной части заготовки, который
не успевает остыть и не создает достаточного подпора,
необходимого для заполнения углов штампа. В связи с
этим многие поковки, штампуемые на молоте в одном
ручье, нельзя отштамповать на прессе в том же ручье,
а приходится или вводить дополнительный переход-фа-
сонирование, или изменять положение плоскости разъ-
ема [6].
Несмотря на высокую жесткость пресса, при разра-
ботке технологического процесса штамповки и наладке
штампов необходимо учитывать упругую деформацию
его деталей, которая зависит от сопротивления дефор-
мации металла в штампе. Снижение температуры штам-
повки вследствие недогрева или переохлаждения заго-
товки в предыдущих ручьях, а также избыток металла
(больше расчетного) заготовки ведут к увеличению
упругой деформации пресса, а следовательно, к увели-
чению размеров поковки и облоя по высоте. Снижение
температуры штамповки вызывает уменьшение линей-
73
ной усадки поковки, поэтому отклонения по высоте мо-
гут достигать 2—3 мм [16].
Меньшая по сравнению с паровоздушным молотом
скорость деформирования, малый градиент скорости
при деформировании и наличие выталкивателей дают
возможность применять штамповку выдавливанием.
Выдавливание позволяет получать поковки с длин-
ными цилиндрическими, коническими и ступенчатыми
стержнями без заусенца вдоль периметра стержня, по-
ковки с глубокими сквозными и глухими полостями, на-
конец, при изготовлении штампа с двумя плоскостями
разъема выдавливанием можно получать поковки с
отростками с двумя и более утолщениями и минималь-
ным расходом металла на облой. Этот способ позволяет
пересмотреть ранее приведенную для молотовых поко-
вок классификацию с целью интенсификации штампов-
ки, расширить номенклатуру поковок, штампуемых на
КГШП.
Все поковки разбиты на два класса: класс А—-по-
ковки, при изготовлении которых преобладающим про-
цессом является осадка или расплющивание, и класс
Б — поковки, которые производятся в основном выдав-
ливанием. Поковки класса А, как и молотовые, разби-
ты на две группы.
Поковки класса Б разбиты на три группы: III — по-
ковки типа стержень с утолщением, IV — поковки со
сквозными и глухими полостями, V —поковки с отрост-
ками и двусторонним утолщением, штампуемые в штам-
пах с двумя плоскостями разъема. Дальнейшая раз-
бивка на подгруппы несколько отличается от классифи-
кации молотовых поковок и для поковок I группы может
быть представлена следующим образом: а) поковки,
каждая из которых может быть получена в ручье одного
штампа КГШП, не прибегая к спариванию; б) поковки,
при штамповке которых в одном штампе КГШП, с
целью упрощения формы сечения и способа штамповки,
необходимо прибегать к спариванию (штамповке «ва-
летом»); в) поковки, требующие предварительного про-
филирования исходной заготовки на других видах обо-
рудования.
В соответствии с классификацией может быть приня-
та следующая индексация поковок: класс, номер груп-
пы, номер подгруппы.
74
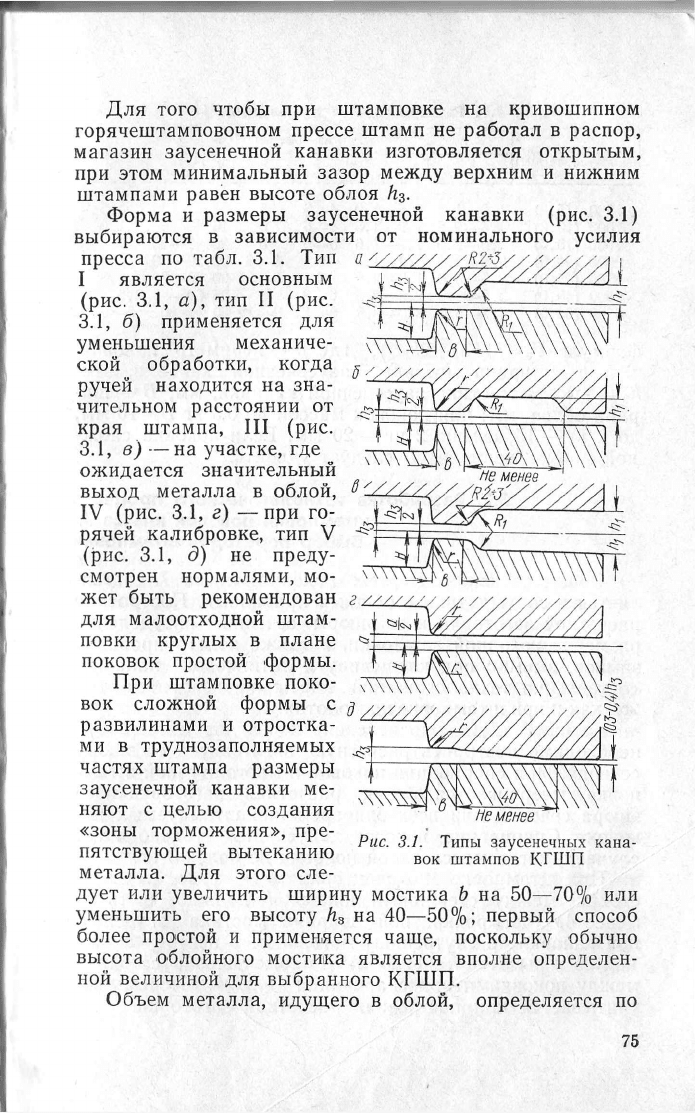
Для того чтобы при штамповке на кривошипном
горячештамповочном прессе штамп не работал в распор,
магазин заусенечной канавки изготовляется открытым,
при этом минимальный зазор между верхним и нижним
штампами равен высоте облоя Л
3
.
Форма и размеры заусенечной канавки (рис. 3.1)
выбираются в зависимости от номинального усилия
пресса по табл. 3.1. Тип
I является основным
(рис. 3.1, а), тип II (рис.
3.1, б) применяется для
уменьшения механиче-
ской обработки, когда
ручей находится на зна-
чительном расстоянии от
края штампа, III (рис.
3.1, в) —на участке, где
ожидается значительный
выход металла в облой,
IV (рис. 3.1, г) —при го-
рячей калибровке, тип V
(рис. 3.1, д) не преду-
смотрен нормалями, мо-
жет быть рекомендован
для малоотходной штам-
повки круглых в плане
поковок простой формы.
При штамповке поко-
вок сложной формы с
развилинами и отростка-
ми в труднозаполняемых
частях штампа размеры
заусенечной канавки ме-
няют с целью создания
«зоны торможения», пре-
пятствующей вытеканию
металла. Для этого еле-
У/Ж/У/У/Л\
Не менее
Рис. 3.1. Типы заусенечных кана-
вок штампов КГШП
дует или увеличить ширину мостика Ъ на 50—70% или
уменьшить его высоту Н
3
на 40—50%; первый способ
более простой и применяется чаще, поскольку обычно
высота облойного мостика является вполне определен-
ной величиной для выбранного КГШП.
Объем металла, идущего в облой, определяется по
75

Табл. 3.1. Размеры канавки для заусенца [12]
Номинальное уси-
лие пресса, тс(МН)
Размеры, мм
Номинальное уси-
лие пресса, тс(МН)
1 *
6
К
1
Н
'
630 (6,3)
1,0—1,5 0,6—1,0
4—5
5
15 1—3 0,5
1000 (10,0)
1,5—2,0
1,0—1,5
4-6 6
15
3—8
1,0
1600 (16,0)
2,0—2,5 1,2—1 ,6 5-6
6 20
8—20
1,5
2000 (20,0)
2,5—3,0
1,4—1,8
6 6—8 20 20—30
2,0
2500 (25,0)
2,5—3,0
1,6—2,0
6
6—8
20 30—60 3,0
4000 (40,0)
3,5—4,0
2,0—2,5 6—8 8 25 60—80
3,5—40
6300 (63,0)
4,5—5,0
3,0—3,5 8—12 9—12 30 >80 5-6
формуле
У
3
=р(Ыг
3
+
2Н
3
В),
где р — периметр поковки,
мм;
Ь —
ширина мостика заусенечной канавки, мм;
Н
3
—
высота мостика заусенечной канавки, мм; В — ши-
рина облоя, мм: для поковок массой до 0,5 кг 5=10 мм,
до 2 кг— 15, свыше 2 кг — 20 мм. Если поковка слож-
ной формы, величину В следует удвоить.
3.2. Разработка технологического процесса
штамповки поковок класса А.
Выбор переходов штамповки
Общие сведения. Чертеж поковки класса А состав-
ляется в соответствии с общими правилами. Построение
расчетной заготовки и ее эпюры сечений, определение
размеров исходной заготовки, а также конструирование
замков, выемки под клещевину и литниковой канавки,
составление технологической карты производится так
же, как и при штамповке на молотах.
Группа I. Для определения переходов штамповки
необходимо построить расчетную заготовку и ее эпюру
сечений. При спаривании поковок и многоштучной штам-
повке вычерчивается общая расчетная заготовка и ее
эпюра сечений для всех одновременно штампуемых по-
ковок. Спаривание поковок допускается только в тех
случаях, когда масса одной поковки не более 3 кг.
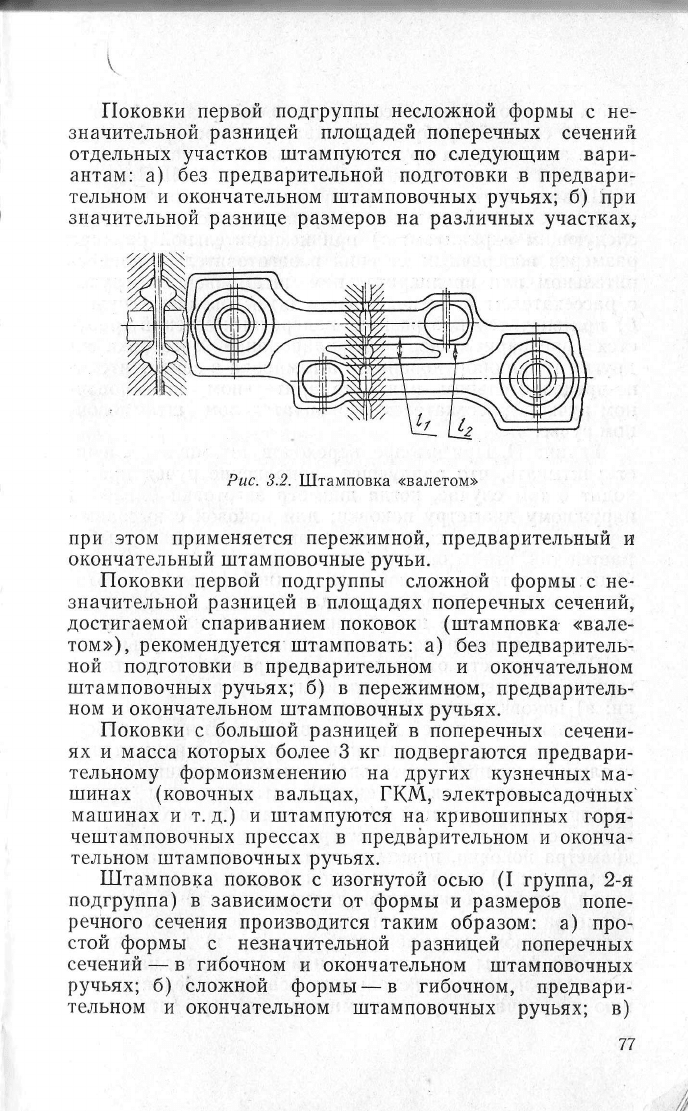
При штамповке поковок «валетом» (рис. 3.2) рас-
стояние между стержнями поковок 1\ должно быть не
менее 4Ь (четырехкратной ширины мостика заусенеч-
ной канавки) с внутренним магазином в центре шири-
ной 2Ь и высотой к—( 1,5—2)Н\, наименьшее расстояние
между поковками при спаривании Перемычка
учитывается при построении расчетной заготовки.
76
Поковки первой подгруппы несложной формы с не-
значительной разницей площадей поперечных сечений
отдельных участков штампуются по следующим вари-
антам: а) без предварительной подготовки в предвари-
тельном и окончательном штамповочных ручьях; б) при
значительной разнице размеров на различных участках,
Рис. 3.2. Штамповка «валетом»
при этом применяется пережимной, предварительный и
окончательный штамповочные ручьи.
Поковки первой подгруппы сложной формы с не-
значительной разницей в площадях поперечных сечений,
достигаемой спариванием поковок (штамповка «вале-
том»), рекомендуется штамповать: а) без предваритель-
ной подготовки в предварительном и окончательном
штамповочных ручьях; б) в пережимном, предваритель-
ном и окончательном штамповочных ручьях.
Поковки с большой разницей в поперечных сечени-
ях и масса которых более 3 кг подвергаются предвари-
тельному формоизменению на других кузнечных ма-
шинах (ковочных вальцах, ГКМ, электровысадочных
машинах и т. д.) и штампуются на кривошипных горя-
чештамповочных прессах в предварительном и оконча-
тельном штамповочных ручьях.
Штамповка поковок с изогнутой осью (I группа, 2-я
подгруппа) в зависимости от формы и размеров попе-
речного сечения производится таким образом: а) про-
стой формы с незначительной разницей поперечных
сечений — в гибочном и окончательном штамповочных
ручьях; б) сложной формы—в гибочном, предвари-
тельном и окончательном штамповочных ручьях; в)
77
гибка сложной формы со значительной разницей попе-
речных сечений требуется предварительное профилиро-
вание заготовки на других кузнечных машинах, предва-
рительная и окончательная штамповка на КГШП.
Штамповка поковок с развилинами и отростками в
зависимости от формы и размеров осуществляется по
следующим вариантам: а) при незначительной разнице
размеров поперечных сечений в заготовительно-предва-
рительном или предварительном штамповочном ручье
с рассекателем и окончательном штамповочном ручье;
б) при значительной разнице поперечных сечений требу-
ется предварительное профилирование заготовки на
других типах оборудования и штамповка в заготовитель-
но-предварительном или предварительном штамповоч-
ном ручье с рассекателем и окончательном штамповоч-
ном ручье.
Группа II. При выборе переходов штамповки следу-
ет учитывать, что наилучшее заполнение ручья проис-
ходит в том случае, когда диаметр заготовки близок к
наружному диаметру поковки; для поковок с высокими
ступицами или хвостовиками диаметр заготовки выби-
рается так, чтобы она свободно входила в полость сту-
пицы; при штамповке поковок сложной формы в загото-
вительных ручьях (площадке для осадки) предусматри-
вается образование неглубоких наметок или выступов
для лучшего центрирования в штамповочных ручьях.
В зависимости от формы и размеров поковок второй
группы рекомендуются следующие варианты штампов-
ки: а) поковки простой формы с плавными переходами
и небольшой разницей диаметров, без выступов и ребер,
с неглубокими наметками при нагреве с минимальной
окалиной или предварительной очисткой окалины штам-
пуются в одном окончательном штамповочном ручье;
б) для поковок простой формы, штамповка которых про-
изводится из заготовки диаметром значительно меньшим
диаметра поковки, применяется осадка и окончательная
штамповка; в) поковки сложной формы с высокой сту-
пицей или хвостовиком при диаметре заготовки меньше
диаметра ступицы штампуются в предварительном и
окончательном штамповочных ручьях; г) для поковок
сложной формы при значительной разнице в диаметрах
заготовки и поковки используют осадку, предваритель-
ную и окончательную штамповку; д) при штамповке
78
поковок весьма сложной формы с глубокими полостями
применяют осадку, фасонирование, предварительную и
окончательную штамповку.
Особенности разработки технологии штамповки по-
ковок класса А в закрытых штампах. Основным усло-
вием успешного осуществления штамповки является
максимальное приближение объема заготовки к объему
поковки. Излишек металла заготовки идет на увеличе-
ние высоты поковки и при штамповке на прессах может
привести к заклиниванию и поломке.
Для штамповки в закрытых штампах применяются
заготовки: а) обычной точности — из сортового проката,
нарезанные на пилах и пресс-ножницах; б) повышенной
точности, нарезанные из калиброванного или шлифо-
ванного проката на пилах или пресс-ножницах; наре-
занные из сортового проката на пресс-ножницах в спе-
циальном штампе, обеспечивающем высокую точность и
чистый срез; точные по массе — подготовленные на дру-
гом оборудовании.
Поковки из заготовок обычной точности производят-
ся в штампах с компенсаторами, обеспечивающими раз-
мещение избыточного металла заготовки, но усложняю-
щими конструкцию и наладку штампов. Наиболее час-
то встречаются пружинные компенсаторы.
Поковки из заготовок повышенной точности могут
штамповаться в штампах без компенсаторов, если ко-
лебание объема заготовки менее 2%, в этом случае вы-
сота поковки лежит в пределах допусков, а переполнение
штампа компенсируется упругой деформацией пресса.
Применение этого способа штамповки требует предва-
рительной тщательной проверки. Необходимо подсчи-
тать величину недоштамповки при максимальных от-
клонениях исходной заготовки.
Для этого требуется: а) определить усилие штамповки
в закрытом штампе: Р = (4,5
—
5,5) о
ь
Р
п
, где а
ь
—
предел
прочности материала поковки при температуре штамповки;
Р
а
—
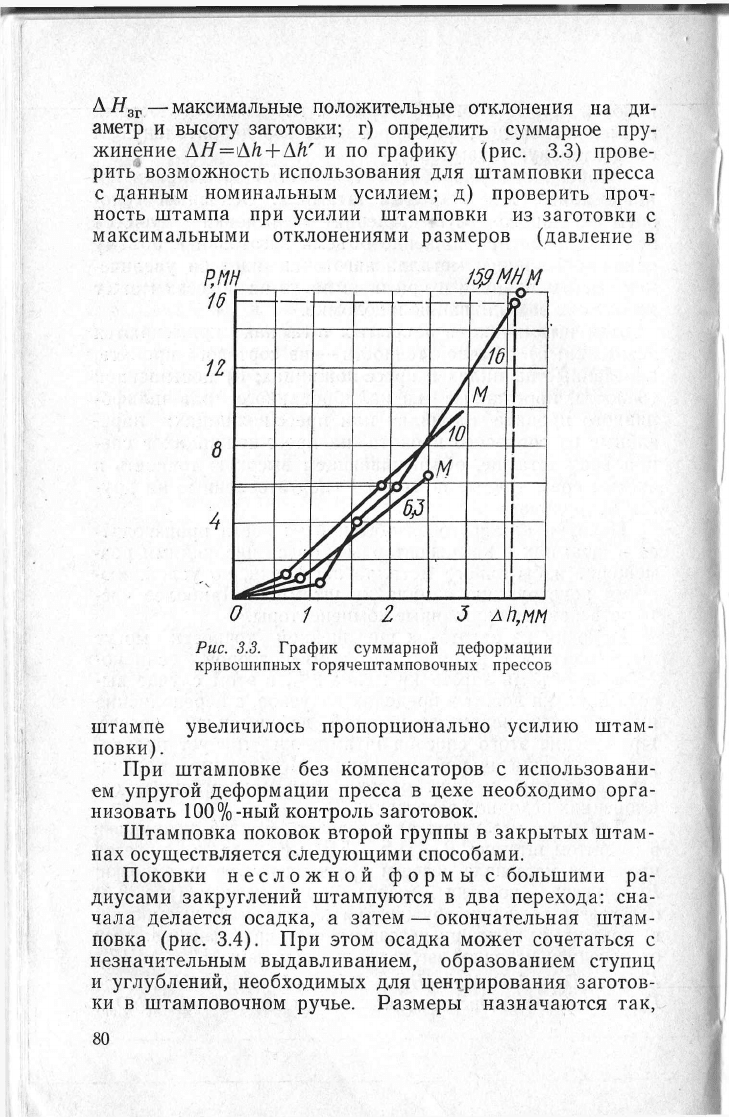
площадь поковки в плане; б) по графику (рис. 3.3)
определить величину пружинения А к от усилия штамповки;
в) подсчитать величину недоштамповки при максимальных
отклонениях исходной заготовки по формулам: А к' =
А
У/Р
п
,
А У
= я ф
зг
+А ад/4 • (Я
зг
+
А
Я) - (я Я
3
2
г
)/4 • Я
зг
, где
Э
3г
, Я
зг
—
номинальные диаметр и высота заготовки; АА,
Г
,
79
Д Я
зг
—
максимальные положительные отклонения на ди-
аметр и высоту заготовки; г) определить суммарное пру-
жинение АН=АН+АН' и по графику (рис. 3.3) прове-
рить возможность использования для штамповки пресса
с данным номинальным усилием; д) проверить проч-
ность штампа при усилии штамповки из заготовки с
максимальными отклонениями размеров (давление в
Р,МН 15$МНМ
—
<Г
/16
I
I
М
I
I
(по
I
I
>м
I
I
I
I
I
I
I
I
0 12 3 АЬ,т
Рис. 3.3. График суммарной деформации
кривошипных горячештамповочных прессов
штампе увеличилось пропорционально усилию штам-
повки) .
При штамповке без компенсаторов с использовани-
ем упругой деформации пресса в цехе необходимо орга-
низовать 100%-ный контроль заготовок.
Штамповка поковок второй группы в закрытых штам-
пах осуществляется следующими способами.
Поковки несложной формы с большими ра-
диусами закруглений штампуются в два перехода: сна-
чала делается осадка, а затем — окончательная штам-
повка (рис. 3.4). При этом осадка может сочетаться с
незначительным выдавливанием, образованием ступиц
и углублений, необходимых для центрирования заготов-
ки в штамповочном ручье. Размеры назначаются так,
80