Никитенко В.М. Разработка и совершенствование процессов формоизменения деталей коробчатой формы из листовых заготовок вытяжкой-отбортовкой
Подождите немного. Документ загружается.


11
позволяет рационально использовать металл и приводит к погрешностям
формы заготовки и расположения поверхностей изделия.
В существующей на сегодняшний день литературе информация
представляет научный интерес, однако использование в практических задачах
по разработке технологий недостаточны для разработки рекомендаций по
выбору оптимальной геометрии заготовки, рациональных технологических
схем и режимов деформирования при совмещенном процессе вытяжки-
отбортовки.
Поэтому детали коробчатой формы в плане квадратные
небольшой высоты
с отверстием в донной части целесообразно изготавливать совмещенной
вытяжкой-отбортовкой из плоской заготовки с предварительно пробитым
отверстием, размеры которого значительно меньше размеров отверстия в дне
готовой детали. Освоение предлагаемого рационального способа штамповки в
листоштамповочном производстве применительно к изготовлению
рассматриваемых деталей может обеспечить:
- уменьшение размера заготовки;
- уменьшение расхода
материала на 5–15%;
- уменьшение числа штамповочных переходов;
- повышение коэффициента использования металла;
- повышение качества выпускаемых изделий и производительности труда.
1.4. Подходы к определению рациональных параметрических
характеристик процесса вытяжки-отбортовки
В ходе работы, анализируя техническую литературу, основное
внимание уделялось влиянию условий штамповки на допустимое
формоизменение листового проката: вида напряженно-деформированного
состояния, определяемого числом переходов, конфигурацией заготовки,
точностью фиксации заготовки в штампе, смазочным материалом и способом

12
нагружения; конструкции детали, ее технологичности и относительных
размеров; конструктивным особенностям штампов и оборудования для
реализации процесса, их наладки, организации труда и других.
Вытяжка коробчатых деталей встречает известные затруднения, связанные с
неравномерностью деформации вдоль периметра изделия, что вызывает
необходимость прибегать к довольно сложным формам полуфабрикатов на
промежуточных вытяжных переходах. Большинство работ, связанных с
исследованиями процессов анизотропных листовых материалов и описанных в
технической литературе, направлено на повышение
качества изделия.
Так в Тульском политехническом институте предложен способ получения
квадратных и прямоугольных в плане коробчатых изделий [69]. При этом
заготовку деформируют в процессе перемещения пуансона поэтапно под
действием вытяжного пуансона. Плоская листовая заготовка формуется в
круговой конус при вытяжке квадратной в плане коробки или в овальный конус
при вытяжке прямоугольной
коробки. Далее деформируются угловые участки
полуфабриката. Деформирование развивается от углов в стороны и затем
охватывает весь периметр изделия. Процесс вытяжки несколько растягивается
во времени, и усилие вытяжки снижается на 15–20% по сравнению с
традиционной вытяжкой при той же работе деформирования.
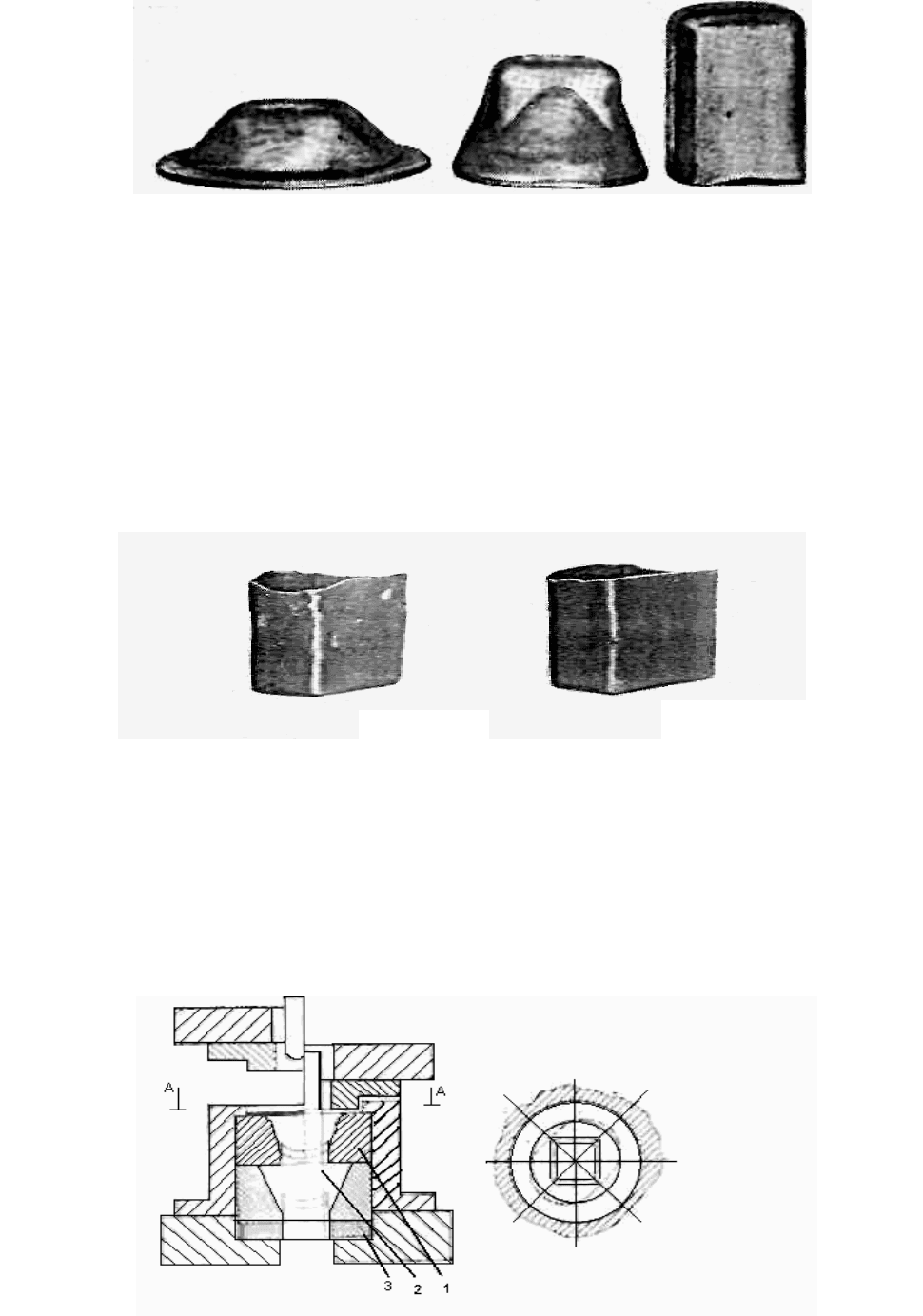
На рисунке 1.2 показаны стадии деформирования заготовки при вытяжке
квадратной в плане коробки
с размерами 25×25 мм; высотой 40 мм из марки
стали 10 кп и толщиной 1 мм. Размер заготовки 65 мм. Вытяжка по
предложенной схеме производится на матрицах, калибрующий поясок которых
образован пересечением заходной конической поверхности матрицы (конус
может быть круговым или овальным в зависимости от формы коробки в плане)
с поверхностью, определяющей контур изделия в
плане.
13
Рис. 1.2. Стадии деформирования заготовки в процессе вытяжки коробчатых деталей
Следует отметить, что вследствие опережающего деформирования в
углах контура материал заготовки в процессе вытяжки может интенсивно
перераспределяться из угловых участков в прямые стороны контура. Последнее
приводит к тому, что изделие получается большей высоты с меньшими
угловыми фестонами, чем при традиционной вытяжке (рис. 1.3).
Рис 1.3. Коробки, полученные вытяжкой: а – по обычной схеме; б – по новой схеме
На рисунке 1.4 показан типовой штамп для вытяжки квадратной в плане
коробки. В верхней матрице 1 вытягивается полуфабрикат из листа пуансоном
2, в нижней матрице 3, устанавливаемой по необходимости, получается
утонение стенки готового изделия.
Рис.1.4. Типовой штамп для вытяжки коробок по новой схеме
а)
б)

14
Вытяжка коробок без фланца из плоской заготовки за одну операцию
может быть осуществлена как без прижима, так и с прижимом заготовки по
всему контуру. Необходимость применения прижима заготовки определяется
параметрами вытяжки угловых участков коробки (соотношением размеров,
наличием предварительной деформации и т. п.).
Предельное значение коэффициента вытяжки без прижима
характеризуется известным в теории холодной штамповки условием для
осесимметричных деталей, которое можно здесь рассматривать лишь с
некоторым допущением:
)1(5,4100
1
0
K
A
S
заг
, (1.1)
где S
о
– толщина заготовки; A
заг
– размер заготовки; К
1
– коэффициент первой
вытяжки.
Но в некоторых случаях прижим прямых сторон в процессе вытяжки
недопустим по разным причинам, например:
1) из-за наличия предварительно отогнутых внутрь кромок (как в данном
случае);
2) из-за наличия ранее полученных формовок, уступов и других
элементов в прямых стенках.
В таких случаях плоский прижим только в угловых участках
неэффективен, поскольку приводит к браку в местах перехода от углов к
прямым стенкам (выворачивание с последующим гофрообразованием и
протяжкой складок). Во избежание подобного брака весьма эффективной
является вытяжка коробки с прижимом.
Авторы допускают, что особенностью вытяжки коробок в данном случае
является зависимость угла конуса матрицы α от соотношения геометрических
параметров угла коробки, т. е.
),,,,(
0
ny
A
S
КrrF d
,
(1.2)
где r
y
и r
д
– угловой и донный радиусы закруглений коробки; К – коэффициент
15
вытяжки; S0 – относительная толщина заготовки; ε
n
– степень предварительной
деформации заготовки, поскольку плоской заготовкой может быть фланец уже
вытянутого изделия.
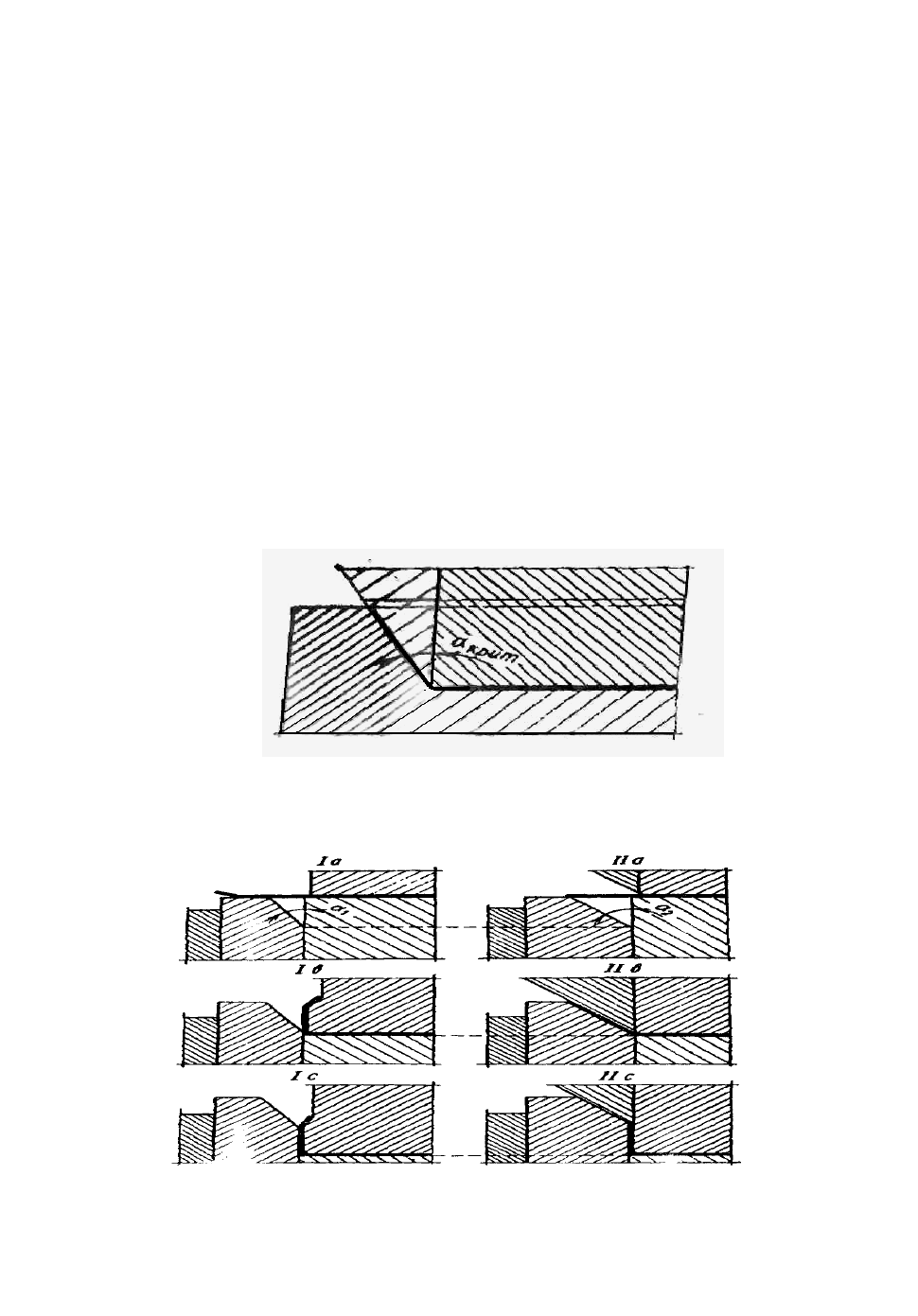
Угол α определяет критическую степень деформации (в данном случае
максимально возможную вытяжку без прижима углов), т. е. при угле α < α
крит
произойдет образование складок, что нарушает точность формы изделия.
На основании этих условий авторами была обозначена задача, которая
сводится к определению критического угла матрицы, определяющего
возможность вытяжки углов без прижима, с последующим прижимом угловых
участков, как показано на рис.1.5. Если же α
крит
матрицы не обеспечивает
нужного качества переходных участков от угла к прямым стенкам, то угол
матрицы следует взять меньше α
крит.
Рис. 1.5. Схема построения профиля рабочих частей штампа для вытяжки
коробчатой детали на угловых участках
Рис. 1.6. Этапы деформирования прямых сторон Iа, Iв, Iс)
и угловых участков (IIа, IIв, IIс) при вытяжке коробчатой детали

16
Этого можно достичь с помощью опережающего поворота прямых сторон
по сравнению с угловыми участками. Последовательные этапы
деформирования прямых сторон (Ia, Iв, Ic) и угловых участков (IIа, IIв, IIс)
показаны на рис. 1.6, угловые участки заготовки вытягиваются без прижима до
угла α
2
заходной части матрицы. Угол α
2
в данном случае является предельным
(но меньше α
кpum
), так как дальнейшая вытяжка будет сопровождаться
появлением гофр. Поэтому с этого момента в работу вступает прижим, при
котором и осуществляется дальнейшая вытяжка (IIв, IIс). Известно, что
причиной гофрообразования при вытяжке является потеря устойчивости
заготовки под действием тангенциальных сжимающих напряжений σ
t
, действие
которых показано на рис. 1.7, что соответствует моменту Iв и IIв на рис. 1.6,
когда в работу вступает прижим.
Поскольку задача состоит в том, чтобы обеспечить максимально
возможную степень деформации (вытяжки) углов без прижима, то необходимо
уменьшить величину α
kpum
матрицы (соответственно и прижима).
Рис. 1.7. Вид на угол коробки в момент вытяжки (IIв)
В работах [70; 71; 72] проведены исследования формоизменения
заготовок польским ученым Марчиньяком З., в работах [43; 4] Матвеев Г. А.,
развивая теоретические исследования [60-63; 66] Попова Е. А., исследует
совмещение операций вытяжки и отбортовки по схеме напряженно-
деформированного состояния. В трудах этих ученых разработаны и
усовершенствованы методы анализа процессов пластического

17
формоизменения, даны примеры их применения к анализу процессов обработки
металлов давлением.
По мнению авторов, справочные данные при проектировании процессов
штамповки коробчатых деталей на основе вытяжки-отбортовки А. Д. Матвеева,
В. П. Романовского, Г. Д. Скворцова по предельному коэффициенту
отбортовки (К
отб
) использовать не представляется возможным, т. к. они
получены при исследованиях процесса отбортовки до получения полного
борта, без учета зависимости К
отб
от предварительно пробиваемого диаметра
отверстия.
В технической литературе отсутствуют данные по К
отб
для значений
относительной толщины материала заготовки меньше 0,01, наиболее
характерных для коробчатых деталей с относительно большим отверстием на дне.
Течение металла при вытяжке-отбортовке коробчатых деталей
существенно зависит от конструкции детали и условий реализации процесса.
Для деталей коробчатой формы заранее прогнозировать преимущественное
течение металла (из донной или фланцевой части заготовки) достаточно
затруднительно, поэтому возникает необходимость моделирования данного
процесса с
целью задания режимов его осуществления.
Осуществление неполной отбортовки в совмещенной или отдельной
операции исследовалось в работах [5; 6; 7; 30; 31], а также в работе Скворцова Н. В.
[75] представлены результаты экспериментальных исследований штамповки
деталей, включающих вытяжку с использованием отбортовки с целью
уменьшения числа переходов.
Анализ экспериментальных исследований показал, что диаметр отверстия
в вытягиваемой детали в процессе формообразования изменяется
пропорционально диаметру предварительно выполняемого отверстия,
параметру и глубине вытяжки, но обратно пропорционально диаметру
соответствующего перехода.

18
Операция отбортовки имеет значительное распространение в листовой
штамповке. Сущность этой операции состоит в том, что участки заготовки,
ближайшие к кромке отверстия, отгибаются с одновременным увеличением
диаметра отверстия.
Высота получаемого таким путем борта зависит от возможного (без
разрушения заготовки) увеличения диаметра отверстия, обычно оцениваемого
коэффициентом отбортовки К
отб:
0
отб
изд
d
K
=.
d
(1.3)
Рекомендуемые в технической литературе значения коэффициента
отбортовки колеблются в зависимости от вида материала в пределах от 0,65 до
0,9. Для уточнения значений допустимой величины коэффициента отбортовки
и выяснения условий, при которых возможно вести процесс отбортовки с
меньшими значениями этого коэффициента, проведено исследование
Е. А. Поповым [60 – 63].
Предельный коэффициент отбортовки определялся путем постепенного
увеличения размера матрицы и пуансона при неизменном диаметре пробитого
отверстия. Предельным коэффициентом считали ту величину его, при которой
в отдельных заготовках образовывались небольшие трещины по краю борта.
Опытами установили влияние толщины материала и диаметра исходного
отверстия на предельный коэффициент отбортовки. Для этого были сделаны
заготовки с просверленными и затем зачищенными наждачной бумагой
отверстиями (S0 = 0,7– 3мм; стали 08кп) и полученные пробивкой в штампе без
последующей зачистки.
В условиях опыта предельный коэффициент отбортовки является не
постоянной величиной для данных механических свойств и марки металла, а в
значительной степени зависит от отношения толщины заготовки к диаметру
отверстия. С увеличением относительной толщины предельный коэффициент
отбортовки уменьшается.
19
Установлено, что предельный коэффициент отбортовки для заготовок с
отверстиями, полученными сверлением с последующей зачисткой наждачной
бумагой, меньше. Эксперименты свидетельствуют о том, что состояние кромки
отверстия оказывает влияние на предельный коэффициент отбортовки, хотя
разница в предельных коэффициентах для заготовок с пробитыми отверстиями
и отверстиями, полученными сверлением, меньше. Величина радиуса
скругления рабочего торца пуансона оказывает влияние также и на
конфигурацию борта, получающегося при наличии между пуансоном и
матрицей зазора, превышающего толщину исходной заготовки. При отбортовке
квадратным пуансоном края заготовки, скользя по радиусу скругления
пуансона в конце процесса отбортовки, отгибают уже оформленную часть
борта, образуя кольцевой поясок. Проведя теоретический анализ процесса
отбортовки, установлено: минимальную конечную толщину заготовки по краю
борта (
1
S
) можно с достаточной точностью определять по следующей формуле:
изг
o
o
d
d
SS
1
. (1.4)
Листовой материал, подвергаемый штамповке, как правило, обладает
анизотропией механических свойств. Различие свойств в разных направлениях,
принято характеризовать коэффициентом анизотропии, представляющим собой
(по Ланкфорду) отношение логарифмических деформаций по ширине и
толщине плоского образца при растяжении.
При выполнении проектных технологических расчетов «задаться»
показателем анизотропии нельзя, так как эти показатели являются физической
величиной, выявляемой лишь при испытании той или иной конкретной заготовки.
Они обычно имеют разную величину, даже в пределах одной партии металла той
же марки.
При вытяжке коробчатых деталей из круглых заготовок, особенно в
штампах без прижима, по краю изделий образуются так называемые
«фестоны». Выступающая часть фестонов у стальных заготовок всегда

20
расположена по направлению прокатки и перпендикулярно к ней. Под углом
45° к направлению прокатки расположены впадины. Фестоны являются
результатом неравномерности деформации вследствие анизотропии исходной
заготовки.
Таким образом, анизотропия механических свойств оказывает влияние на
предельные возможности формоизменения.
Ранее отмечалось, что данные, приведенные в работах А. Ю. Аверкиева,
Ю. Н. Берлета, Г А. Матвеева, З. Марчиньяка, Е. И. Попова, по предельному
деформированию, получены для сравнительно узкого диапазона толщин;
ограниченного числа материалов; не учитывалось влияние величины диаметра
предварительно пробиваемого отверстия в заготовке; отсутствуют данные о
наиболее
используемых в машиностроении сталей 08кп, 08Ю, 08пс при
изготовлении рассматриваемых деталей в автомобильной промышленности.
Кроме того, данные исследований относятся к полной отбортовке.
В настоящее время основным способом проектирования технологических
процессов при получении деталей вытяжными операциями является
использование справочных материалов, опыта технолога, отладки по методу
проб и ошибок. Такой подход нельзя признать
эффективным, поскольку он
требует затрат времени и средств на разработку и отладку технологического
процесса, не позволяет дать научно-обоснованную оценку реальных
возможностей по экономии металла и оптимизации процесса в целом.
Таким образом, накопленных данных для реального проектирования
технологических процессов штамповки коробчатых деталей с отверстием в
донной части за счет формообразования вытяжкой-отбортовкой недостаточно.
Для получения деталей коробчатой формы с целью повышения КИМ
процесс отбортовки следует вести с Котб, близким к предельному, независимо от
того, какие размеры борта имеет конечная деталь.
В данной работе рассматривали процесс вытяжки с неполной отбортовкой,
так как считать вытяжку с полной отбортовкой с гарантированными размерами
фланца практически невозможно.