Никитенко В.М. Разработка и совершенствование процессов формоизменения деталей коробчатой формы из листовых заготовок вытяжкой-отбортовкой
Подождите немного. Документ загружается.


21
В ходе работы при анализе известных методов изготовления деталей
коробчатой формы с отверстием в донной части совмещенной вытяжкой и
отбортовкой показало, что технологические возможности данных методов
ограничены как с точки зрения предельных размерных соотношений, так и
энергосиловых характеристик процесса формообразования.
Из-за отсутствия рекомендаций по практической реализации этих
способов, оптимальных
параметров для их осуществления,
недостаточной изученности характера формоизменения заготовки в
зависимости от условий осуществления процесса, с целью оценки влияния
основных технологических параметров на напряженно-деформированное
состояние заготовки с отверстием, силовые режимы и предельные
возможности, была разработана методика технологических расчетов
штамповки и получена комплексная математическая модель совмещенного
процесса вытяжки и отбортовки с
учетом линейного закона упрочнения
материала заготовки.
В методике даются рекомендации по расчету энергосиловых параметров
процесса, анализу штампуемых материалов заготовки, по конструкции и
материалам инструмента для вытяжки-отбортовки.
В работах других авторов не установлены границы применимости
формообразования процесса.
Отсутствует научно-обоснованная методика проектирования технологи-
ческого процесса, обеспечивающая при изготовлении сокращение расхода
штампуемого металла.
Авторами выявлены закономерности изменения кинематики течения
материала, неучтенные особенности механизма процесса вытяжки-отбортовки,
что расширяет диапазон применения предлагаемого способа при изготовлении
рассматриваемых деталей.
Показано возрастание роли безотходных технологий в машиностроении и
возможности их использования.

22
ГЛАВА 2.
МЕХАНИЗМ ПРОЦЕССА СОВМЕЩЕННОЙ ВЫТЯЖКИ-ОТБОРТОВКИ
ДЕТАЛЕЙ КОРОБЧАТОЙ ФОРМЫ В ПЛАНЕ КВАДРАТНОЙ
С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ
2.1. Исходные данные и принятые допущения
Для разработки комплексной математической модели приняты
обоснованно допущения и условия рассмотрения процесса:
1) боковые участки фланцевой или донной части заготовки не оказывают
существенного влияния на деформирование зон заготовки;
2) материал заготовки считается несжимаемым, упрочняющимся по линейному
закону;
3) нормальные к поверхности
фланца или дна заготовки напряжения
незначительны в сравнении с напряжениями, расположенными в плоскости
листа;
4) схемы напряженного и деформированного состояний на плоских участках
заготовки совпадают (идентичность факторов Лоде);
5) интенсивность деформаций угловых зон фланца или донной части заготовки
изменяются линейно по радиусу;
6) трение на скругленных участках инструмента учитывается по закону Эйлера
,
а на плоских участках – по закону Амонтона-Кулона.
Важной особенностью рассматриваемого условия осуществления
процесса наличия неполной отбортовки, при которых достигается требуемая
форма детали.
Деформирование донной и фланцевой частей заготовки проводили в
моменты достижения максимальных значений напряжений, которые
характеризуют течение металла и величину деформации.

23
2.2. Математическая модель процесса деформирования
донной части заготовки
Учитывая первое допущение, можно рассматривать раздельно
деформирование угловых и боковых участков заготовки. При этом
деформирование угловой зоны фланца рассматривали как деформирование
кольца равномерно распределенной стягивающей силой, приложенной к
внутреннему контуру, а деформирование углового участка дна заготовки – как
деформирование кольца растягивающей равномерно распределенной силой
по
внешнему контуру. В том и другом случае можно использовать уравнение
равновесия осесимметричной оболочки постоянной толщины с учетом
действия сил трения [61; 78; 85]:
0
sin
RR
f
, (2.1)
где – текущая координата;
,
– радиальное и окружное напряжение
соответственно; f – коэффициент трения; – угол между касательной в
меридиональном направлении и осью симметрии оболочки; R
, R
– радиусы
кривизны рассматриваемого элемента оболочки в меридиональном и окружном
направлении соответственно.
Для плоских участков заготовки (фланцевой и донной части) R
= ,
R
= , τ
θ
=0 , где τ
θ
– касательные напряжения, действующее на площадках,
перпендикулярных к широтному и меридиональному направлениям, уравнение
равновесия (2.1) приобретает следующий вид:
0
d
d
. (2.2)
Дальнейшее рассмотрение проводим в два этапа, относящиеся к
деформированию дна с отверстием и фланца заготовки соответственно. При
деформировании дна заготовки параметры r
0
и b
0
являются «плавающими»
24
(в начальный момент их значения равны r
0Т
и b
0
0
, а в конечный момент – r
0
и b
0
соответственно, согласно рис. 1.1). Угловые участки донной части заготовки
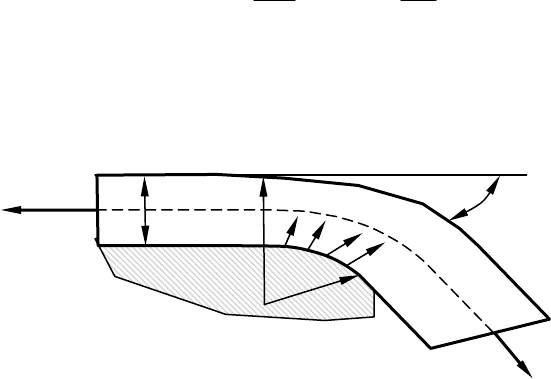
растягиваются, а боковые участки подвержены перетяжке. В начальной стадии
деформирования угол между наклонным участком заготовки и плоскостью ее
донной части (рис. 2.1) является зависимым от времени или текущей глубины
вытяжки:
сбсб
l
tv
arctg
l
h(t)
arctg(t)
, (2.3)
где h(t) – текущая глубина вытяжки; v – скорость движения пуансона; t – время;
l
сб
– участок сбега заготовки.
Рис. 2.1. Схема приложения сил при перетяжке заготовки через ребро инструмента:
r
и
= r
м
для матрицы; r
и
= r
п
для пуансона; R = r
и
+ s
В частности, для сечения, показанного на рис. 1.1, l
сб
= b
ф
– b
д
.
Условие пластичности для углового участка
σ
θ
= σ
Ѕ
, (2.4)
где
Т
v
, λ – параметры кривой упрочнения исходной заготовки;
i
e
–
интенсивность логарифмических деформаций.
Граничные условия для произвольной стадии деформирования
= r
о
;
0
. (2.5)
Для решения задачи, определяемой соотношениями (2.2) – (2.4), необходимо
определить интенсивность деформаций в формуле (2.4). Учитывая о
несжимаемости материала, а также допущения 3 и 4, можно записать:
R
r
и
S
N
N

25
0
n
eee
,
n
n
ee
ee
, (2.6)
где е
, е
, е
n
– логарифмические деформации в радиальном, окружном и
нормальном к плоскости дна заготовки направлениях.
Интенсивность деформаций дается формулой
222
)()()(
3
2
nni
eeeeeee
,
которая после преобразований с учетом соотношений (2.6), приобретает вид
ee
i
2
3
3
2
2
. (2.7)
Окружная логарифмическая деформация в текущий момент времени
задается соотношением:
'
0
ln
r
e
i
,
причем максимальное значение этой деформации достигается при = r
0
, когда
= 0. С учетом пятого допущения формула (2.7) преобразуется к виду:
д
д
от
i
rr
r
r
r
e
'
0
'
0
ln
, (2.8)
где r
0
– текущее значение радиуса сопряжения боковых контурных линий
отверстия; r
от
– радиус сопряжения боковых образующих отверстия в исходной
заготовке; r
д
– радиус скругления пуансона (рис.1.1).
Решение уравнений (2.2), (2.4) и (2.8) с нулевым граничным условием на
кромке отверстия приводит к следующему результату:
)(ln
0
'
0
rE
r
D
д
, (2.9)
где
д
– радиальное напряжение в угловой части дна заготовки; D, Е –
размерные коэффициенты, которые определяются зависимостями:
от
д
д
T
r
r
rr
r
D
'
0
'
0
0
ln
,
от
д
r
r
rr
E
'
0
'
0
ln
.

26
Следует отметить, что в формуле (2.9) значение r
0
является текущим; оно
может быть связано с приращением глубины вытяжки dh
д
tvdrdh
д
'
0
, (2.10)
где v – скорость движения пуансона; d
t
– приращение времени.
Вычисление силы, передаваемой в наклонный угловой участок заготовки
(рис. 2.1; r
и
= r
п
), связано с учетом изгиба и последующего разгиба заготовки, а
также силы трения. Первоначально найдем методом баланса работ силу,
связанную с изгибом и разгибом заготовки без учета сил трения. Приращение
работы внешних сил, приходящееся на полосу заготовки единичной ширины,
определяется
dhPdA
дex
, (2.11)
где Р
д
– погонная сила.
Приращение работы внутренних сил найдено формулой
dhsedA
iiin
0
, (2.12)
где
i
– интенсивность напряжений; s
0
– толщина исходной заготовки.
Приравнивая правые части соотношений (2.11) и (2.12), получили
значение напряжения, связанного с изгибом и разгибом заготовки:
ii
д
д
ри
e
s
Р
0
. (2.13)
Возьмем интенсивности напряжений и деформаций с некоторым
превышением: интенсивность напряжений равной пределу текучести, а
интенсивность деформаций – равной половине логарифмической деформации
наиболее деформированного волокна с целью усреднения деформации по очагу
деформации. Однако наличие изгиба и разгиба требуют удвоения результата,
так что в конечном итоге из формулы (2.13) получаем:
2/
ln
2/
ln
0
0
0
0
0
sr
sr
sr
sr
n
n
n
п
Т
д
ри
, (2.14)
где r
п
– радиус скругления пуансона.
27
Напряжение, передаваемое наклонному участку заготовки в угловой зоне,
теперь может быть представлено в следующей форме:
fд
ри
дд
е)(
, (2.15)
где напряжения в правой части формулы (2.15) определяются соотношениями
(2.9) и (2.14) соответственно; f – коэффициент трения; – угол между
наклонным участком заготовки в угловой зоне и плоскостью дна профиля,
определяемый формулой (2.3) при значении глубины вытяжки за счет донной
части заготовки h
д
= vt.
Зависимость (2.15) можно использовать для определения предельных
возможностей процесса по критерию предельных напряжений, передаваемых
от донной части заготовки наклонному участку угловой зоны. Отнеся
напряжение в левой части зависимости (2.15) к пределу текучести и считая
= r
0
, получим зависимость относительного радиального напряжения от
коэффициента отбортовки (К
отб = r
д
/r
0
) для различных значений толщины
заготовки (
sо). Что касается влияния боковых участков, то они не оказывают
существенного влияния на предельные возможности формообразования,
поскольку для них характерна лишь перетяжка заготовки, при которой
напряжение, передаваемое наклонному участку, не превышает 10 – 15% от
предела текучести материала заготовки. Отметим, что упрочнение оказывает
существенное влияние на предельные возможности процесса
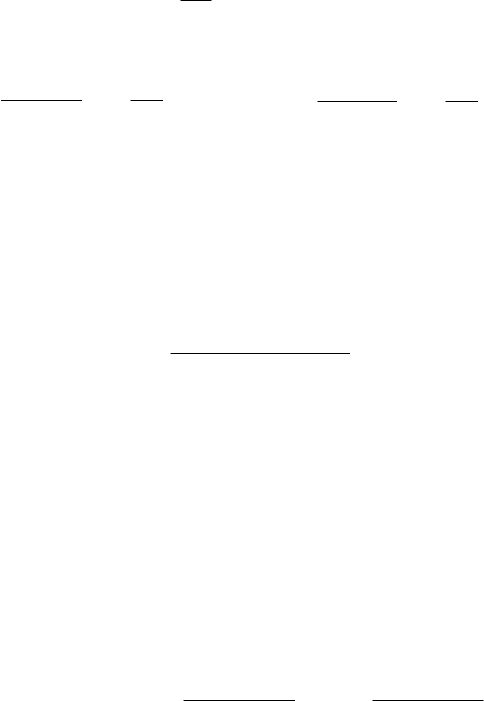
формообразования детали. Расчет по формуле (2.15)
при = 0 показывает, что
предельные коэффициенты отбортовки для толщин заготовок, указанных на
рис. 2.2, составляют 1,65; 1,76; 1,88; 2,06 (соответственно для
s0 = 1; 2; 3; 4 мм).
Это в среднем на 8 –15% выше предельных значений К
отб, получаемых с учетом
упрочнения (рис. 2.2).
Полная сила на пуансоне при преимущественной отбортовке за счет
деформирования донной части вычисляется по формуле
00
)4(22 srbcsrР
д
ридддд
д
д
, (2.16)

28
где с
д
, b
д
– линейные размеры донной части изготавливаемой детали.
Рис. 2.2. Технологически допустимые области при преимущественной отбортовке:
1 – 4 – s
0
= 1; 2; 3; 4 мм соответственно
Формула (2.16) справедлива для произвольной стадии деформирования,
однако очевидно, что максимальная сила сопротивления пластической
деформации будет иметь место на начальной стадии деформирования донной
части заготовки. В том случае, когда соответствующие линии контуров донной
и фланцевой части заготовки не следуют правилу эквидистантности, второе
слагаемое в формуле (2.16) должно быть надлежащим образом
скорректировано: длина отрезка
каждой контурной линии должна
факторизоваться с соответствующей экспонентой.
2.3. Математическая модель процесса деформирования
фланцевой части заготовки
Приступим к определению характеристик напряженно-деформированного
состояния во фланцевой части заготовки.
Напряжение, передаваемое наклонному участку заготовки в угловой зоне,
можно вычислить по формуле
fф
рипр
фф
у
е)(
, (2.17)
где
ф
– радиальное напряжение деформирования углового участка фланца;
29
пр
– напряжение от действия прижима;
и-р
ф
– напряжение от изгиба-разгиба
заготовки на ребре матрицы.
Для вычисления радиального напряжения используем совместное
решение уравнения (2.2) с условием пластичности в следующем виде:
S
. (2.18)
Граничное условие для данного случая имеет вид
= R
к
,
0
, (2.19)
где R
к
– текущее значение радиуса сопряжения радиусного участка фланца
заготовки с прямолинейными отрезками его контура.
Решение, полученное интегрированием уравнения (2.2) совместно с
условиями (2.18) и (2.19), представляется следующим выражением:
)(ln
к
к
ф
RВ
R
А
, (2.20)
где
0
ln
Т
ф
к
фк
ф
r
R
rR
r
А
,
ф
к
фк
r
R
rR
В ln
.
Напряжение от действия прижима
пр
в угловой зоне фланца вычисляется
на основе закона трения Амонтона-Кулона, причем трение учитывается на
обеих сторонах фланца:
0
22
)(
sr
rrR
qf
ф
мфк
ф
пр
, (2.21)
где q – удельная сила прижима; r
ф
, r
м
– радиус сопряжения боковых стенок
матрицы в угловой зоне фланца и радиус скругления ребра матрицы
соответственно.
Напряжение от изгиба-разгиба заготовки на ребре матрицы может быть
вычислено по формуле, аналогичной формуле (2.14):
2/
ln
2/
ln
0
0
0
0
0
sr
sr
sr
sr
м
м
м
м
Т
ф
ри
. (2.22)
30
Таким образом, формулы (2.20) – (2.22) полностью определяют
напряжение, передаваемое от фланца наклонному участку угловой зоны
заготовки.
Напряжения, передаваемые наклонным участкам боковых сторон
будущей детали, могут быть определены методом баланса работ [87] для
полосы единичной ширины (рис. 2.1; r
и
= r
м
):
inex
dAdA
, (2.23)
где dA
ex
, dA
in
– приращение работы внешних и внутренних сил соответственно.
sin
dh
PdA
погex
, (2.24)
где Р
пог
– погонная сила, действующая перпендикулярно боковому ребру
матрицы и лежащая в плоскости наклонного бокового участка заготовки; dh –
перемещение пуансона.
Приращение работы внутренних сил должно учитывать действие
прижима, изгиб и разгиб заготовки, а также силы трения на ребре скругления
матрицы, то есть
sin
)(2
0
0
dhs
e
s
rRqf
edA
f
мк
ри
iiin
, (2.25)
где первое слагаемое в квадратных скобках учитывает изгиб и последующий
разгиб заготовки на ребре скругления матрицы аналогично формуле (2.14).
Подстановка формул (2.24) и (2.25) в соотношение (2.23) приводит после
несложных преобразований к следующему выражению для определения
искомого напряжения:
f
мк
м
м
м
м
T
пог
ф
б
e
s
rRqf
sr
sr
sr
sr
s
Р
00
0
0
0
0
0
)(2
2/
ln
2/
ln
. (2.26)
Зависимость (2.26) определяет значение последнего слагаемого в правой
части формулы (2.17), которую можно использовать не только для вычисления
необходимой силы деформирования заготовки, но и для определения
предельных возможностей процесса по критерию предельных напряжений,
передаваемых от фланцевой части заготовки наклонному участку угловой зоны.