Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -341-
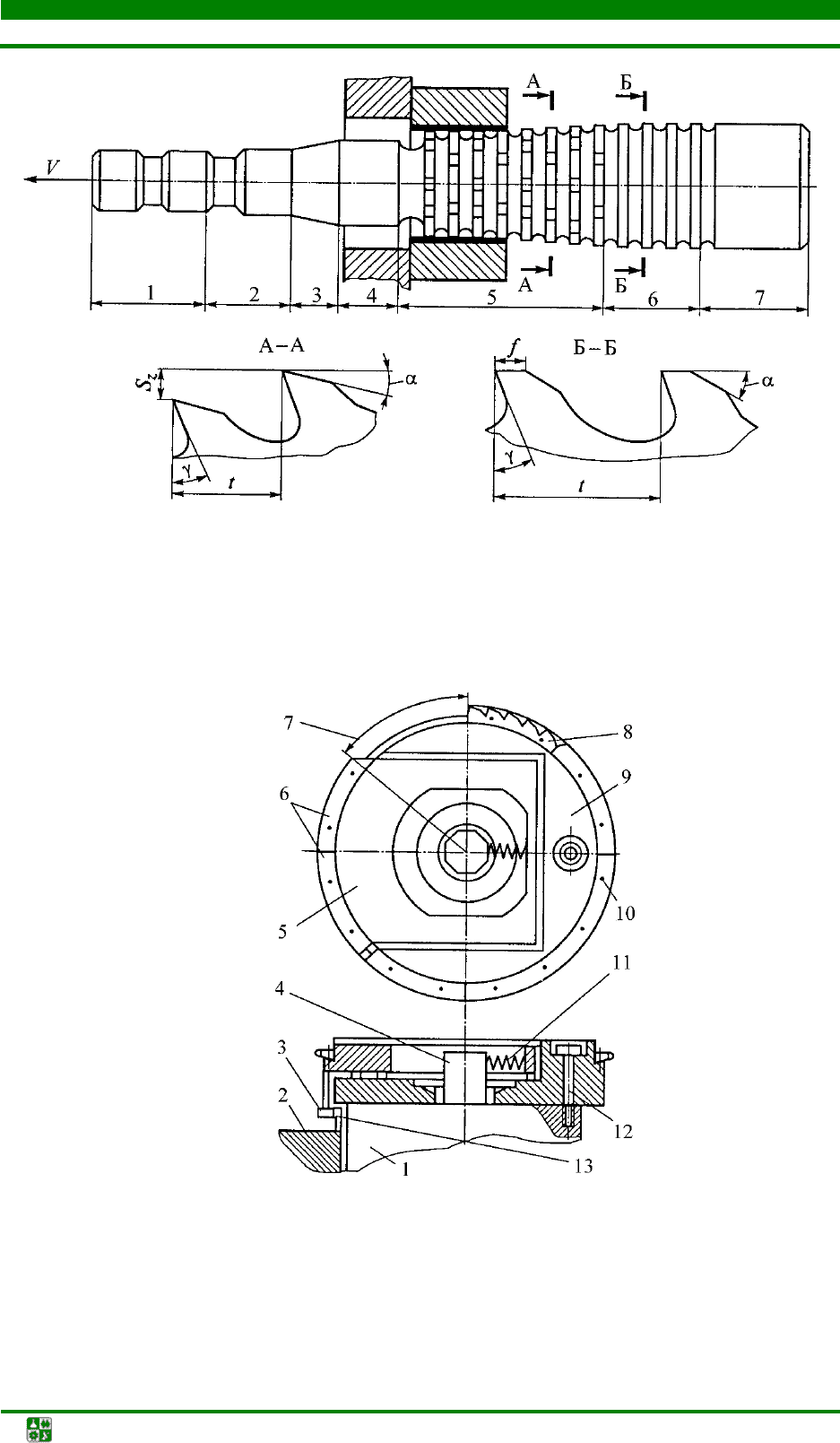
Рис. 10.31. Круглая протяжка: 1 – замковая часть; 2 – шейка; 3 – направляющий
конус; 4, 7 – передняя и задняя направляющие части соответственно; 5 – режущая часть
(режущие зубья); 6 – калибрующая часть (калибрующие или чистовые зубья); V –
движение резания; f – ленточка; S
z
– подъем на зуб; t – шаг между зубьями; α, γ – главные
задний и передний углы соответственно
Рис. 10.32. Круговая протяжка: 1 – инструментальный шпиндель; 2 – станина; 3 –
следящие ролики; 4 – упор; 5 – подвижный элемент; 6, 8 – резцовые блоки; 7 – свобод-ный
сектор; 9 – корпус; 10, 12 – болты; 11 – пружина; 13 – копир
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -342-
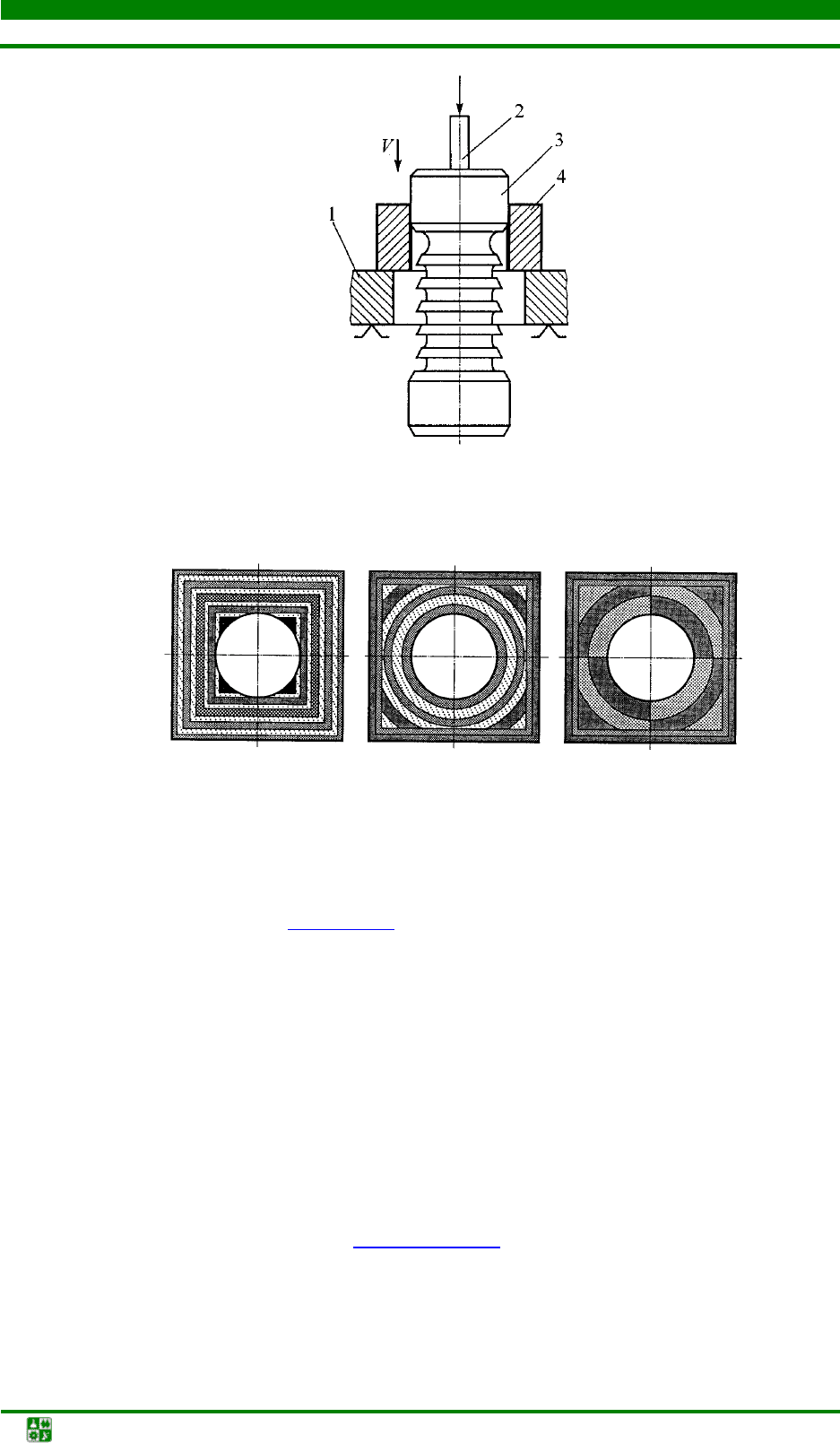
Рис. 10.33. Прошивание:
1 – стол; 2 – шток поршня; 3 – прошивка;
4 – заготовка; V – движение резания
а б в
Рис. 10.34. Схемы срезания припуска:
а – профильная; б – генераторная; в –
групповая
Чистовые зубья (см. рис. 10.31
, сечение Б–Б) выполняются с ленточкой,
равной 0,02–0,3 мм. Передний угол выбирается в зависимости от свойств
обрабатываемого материала в пределах 0–15°. Нулевой передний угол
обычно назначается для профильных протяжек, что позволяет не потерять
геометрическую точность зубьев при переточках. Шаг между зубьями
t
выбирается из требования участия в работе только одного зуба. Подъем на
зуб – 0,015–0,03 мм/зуб.
При протягивании фасонных внутренних поверхностей в заготовке свер-
лится цилиндрическое отверстие. Затем производится протягивание до полу-
чения необходимого профиля. При протягивании применяются несколько
схем срезания припуска, а следовательно, и профилирования зубьев протяжки.
При профильной схеме (рис. 10.34,
а) черновые и чистовые зубья
профилируются по кривой, эквидистантной (равноудаленной) обработанной
поверхности. Такая схема обеспечивает высокую геометрическую точность
обработанной поверхности, очень простое профилирование и переточку
зубьев. Но от зуба к зубу возрастает длина режущей кромки, что приводит к

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -343-
необходимости уменьшать подъем на зуб. Протяжки получаются настолько
длинными, что приходится разбивать обработку на несколько этапов.
При генераторной схеме (рис. 10.34,
б) черновые зубья профилируются
дугами окружности или сочетанием дуга окружности – кривая, эквидистант-
ная профилю, т. е. обрабатываемый профиль генерируется зубом протяжки.
От зуба к зубу длина режущей кромки возрастает меньше, чем при
профильной схеме. Следовательно, можно назначать большие подачи на зуб
и уменьшать длину протяжки.
При групповой схеме (рис. 1
0.34, в) черновой припуск разбивается на
секторы, каждый из которых обрабатывает своя группа черновых зубьев,
спрофилированных по генераторной схеме. От зуба к зубу длина режущей
кромки возрастает меньше, чем при генераторной схеме, т. е. можно
назначать еще бóльшие подачи на зуб и уменьшать длину протяжки. При
использовании генераторной или групповой схем резко усложняется заточка
и профилирование зубьев, поэтому на чисто
вых зубьях протяжек всегда
используется профильная схема.
1
1
0
0
.
.
6
6
.
.
2
2
.
.
О
О
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
а
а
п
п
р
р
о
о
т
т
я
я
г
г
и
и
в
в
а
а
н
н
и
и
я
я
Каждый зуб протяжки работает как строгальный резец. Малая высота
зубьев и высокая жесткость протяжки в диаметральной плоскости позволяют
назначать достаточно высокие режимы резания. За один рабочий ход гене-
рируется весь профиль обработанной поверхности, поэтому протягивание
является высокопроизводительным процессом, однако имеет особенности,
которые необходимо учитывать при выборе протяжки и схемы обработки.
При резании стружка, сни
маемая каждым зубом, должна разместиться
во впадине между зубьями. Если объем срезаемой стружки с учетом ее
усадки будет больше объема впадины между зубьями, протяжку заклинит и
произойдет поломка инструмента.
Протягивание с прямолинейным движением резания – процесс преры-
вистый. Необходимо возвратно-поступательное движение исполнительного
механизма главного движения. Прямой ход – рабочее движение, обра
тный –
холостой ход. Инерция масс исполнительного механизма главного движения
не позволяет работать на высоких скоростях резания, обычно принимают 8–
15 м/мин.
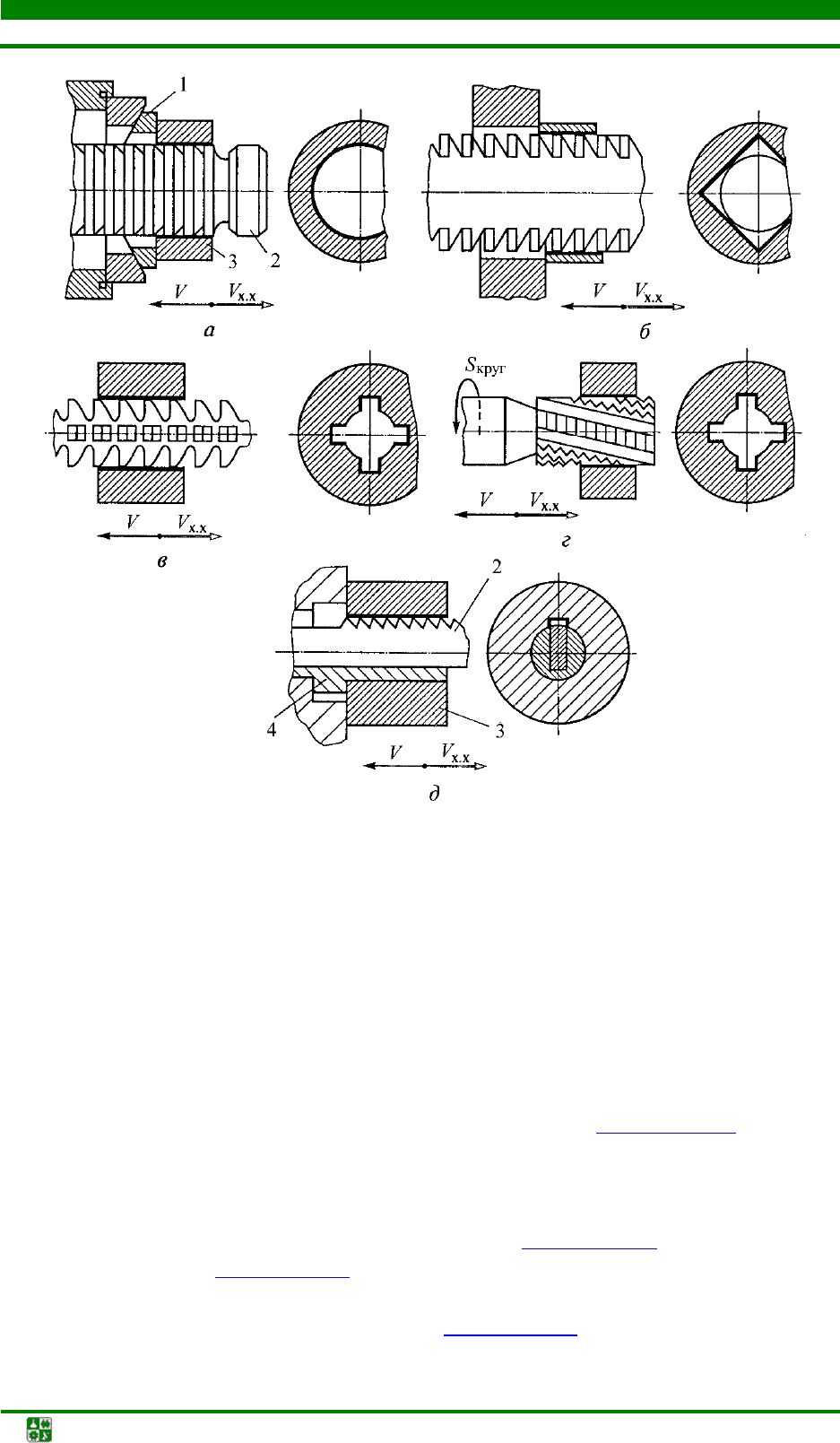
Обработка заготовок на протяжных станках. Протяжками или про-
шивками обрабатывают цилиндрические отверстия после сверления, растачи-
вания, зенкерования, а также отверстия, полученные на стадии заготовитель-
ных операций. При обработке заготовки цилиндрической протяжкой
2
(рис. 10.35, а) заготовку 3 устанавливают на сферическую опору 1 или на
плоскую опору.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -344-
Рис. 10.35. Схемы протягивания отверстий: а – на сферической опоре; б – много-
гранных;
в – прямых шлицевых; г – винтовых шлицевых; д – шпоночных пазов; 1 –
сферическая опора;
2 – протяжка; 3 – заготовка; 4 – направляющая втулка
При установке на сферическую опору заготовка самоустанавливается
по оси протяжки, но торец может получиться не перпендикулярным оси
отверстия, поэтому такую установку применяют, если торец заготовки
обрабатывается после протягивания. При установке на плоскую опору торец
перпендикулярен оси отверстия, но возможна поломка протяжки из-за
разницы припусков в диаметральной плоскости протяжки. Многогранные
отверстия протягив
ают многогранными протяжками (рис. 10.35, б). В заго-
товке сверлят круглое отверстие. В зависимости от величины припуска на
обработку применяют ту или иную схему срезания припуска. Шлицевые
отверстия получают шлицевыми протяжками. Нарезание прямых шлицов
ведут при прямолинейном главном движении (рис. 10.35,
в), при нарезании
винтовых шлицов (рис. 10.35,
г) протяжке придают дополнительное движе-
ние для получения винтового движения резания. Шпоночные или иные пазы
протягивают шпоночными протяжками (рис. 10.35,
д). Профиль поперечного
сечения зуба должен соответствовать профилю поперечного сечения паза.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -345-
Заготовку устанавливают на плоскую опору, для направления протяжки 2
применяют направляющую втулку 4.
а б в
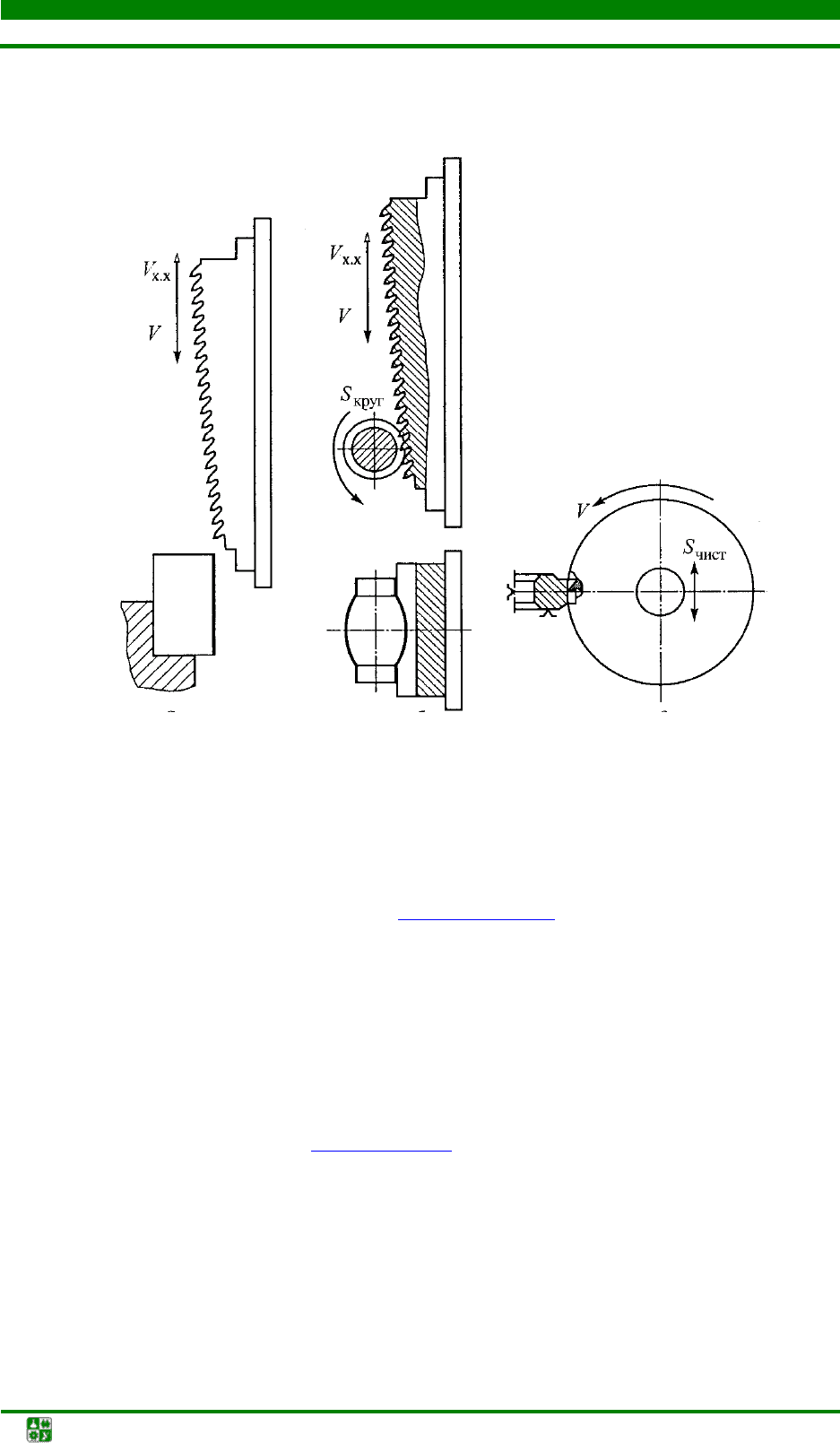
Рис. 10.36. Схемы протягивания наружных поверхностей:
а – плоских; б – фасонных; в – фрезопротягивание
Наружные поверхности с прямолинейной образующей обрабатывают
на вертикально-протяжных станках (рис. 10.36,
а, б).
Сложные фасонные поверхности в крупносерийном производстве
обрабатывают круговыми протяжками. Для получения прямолинейной
образующей применяют два вида инструмента: протяжки с подвижным
(ползун или качалка) элементом или без подвижного элемента. Если на
подвижном элементе размещены чистовые зубья, выполняют кругодиаго-
нальное, или совмещенное, протягивание. При работе чистовых зубьев
протяжке без подвижного элемента сообщают прямолинейное
дополнительное движение (рис. 10.36,
в) вдоль образующей обработанной
поверхности – фрезопротягивание.
1
1
0
0
.
.
6
6
.
.
3
3
.
.
П
П
р
р
о
о
т
т
я
я
ж
ж
н
н
ы
ы
е
е
с
с
т
т
а
а
н
н
к
к
и
и
Станки для протягивания отличаются простотой конструкции и боль-
шой жесткостью. Это объясняется тем, что в станках отсутствует цепь
движения подачи. Основными характеристиками протяжного станка
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -346-
являются тяговое усилие на штоке и ход штока рабочего цилиндра.
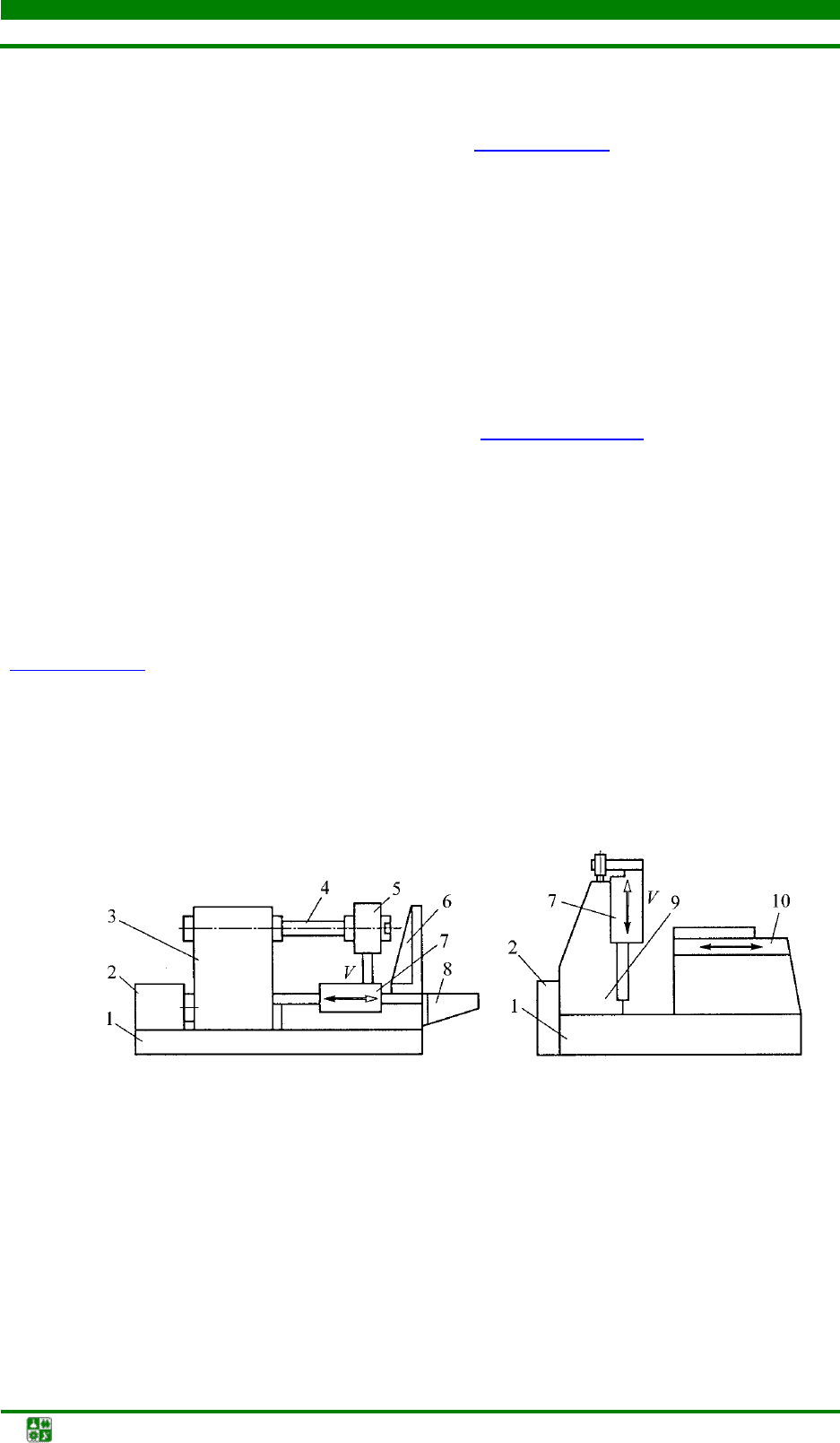
Горизонтально-протяжной станок (рис. 10.37, а) – станок для протя-
гивания внутренних поверхностей. На станине
1 расположены гидроцилиндр
3
и насосная станция 2. На переднем конце штока 4 установлен захват 5 с
кареткой
7, которая может перемещаться по направляющим станины.
Протяжка устанавливается в захвате
5 и протаскивается сквозь отверстие в
заготовке, опирающейся торцом на опорную поверхность кронштейна
6.
Поступательное движение протяжке сообщается до тех пор, пока она не
выйдет из отверстия в заготовке. Заготовка падает в поддон
8. Протяжка
возвращается в исходное положение, и процесс повторяется.
Вертикально-протяжной станок (рис. 10.37, б) – станок для
обработки наружных поверхностей. На станине
1 установлена вертикальная
колонна
9 с рабочим гидроцилиндром, насосной станцией 2 и кареткой 7. На
левом конце станины расположен стол
10, в рабочем приспособлении
которого устанавливают заготовку. Протяжку закрепляют в каретке.
Гидроцилиндр перемещает протяжку сверху вниз (рабочий ход).
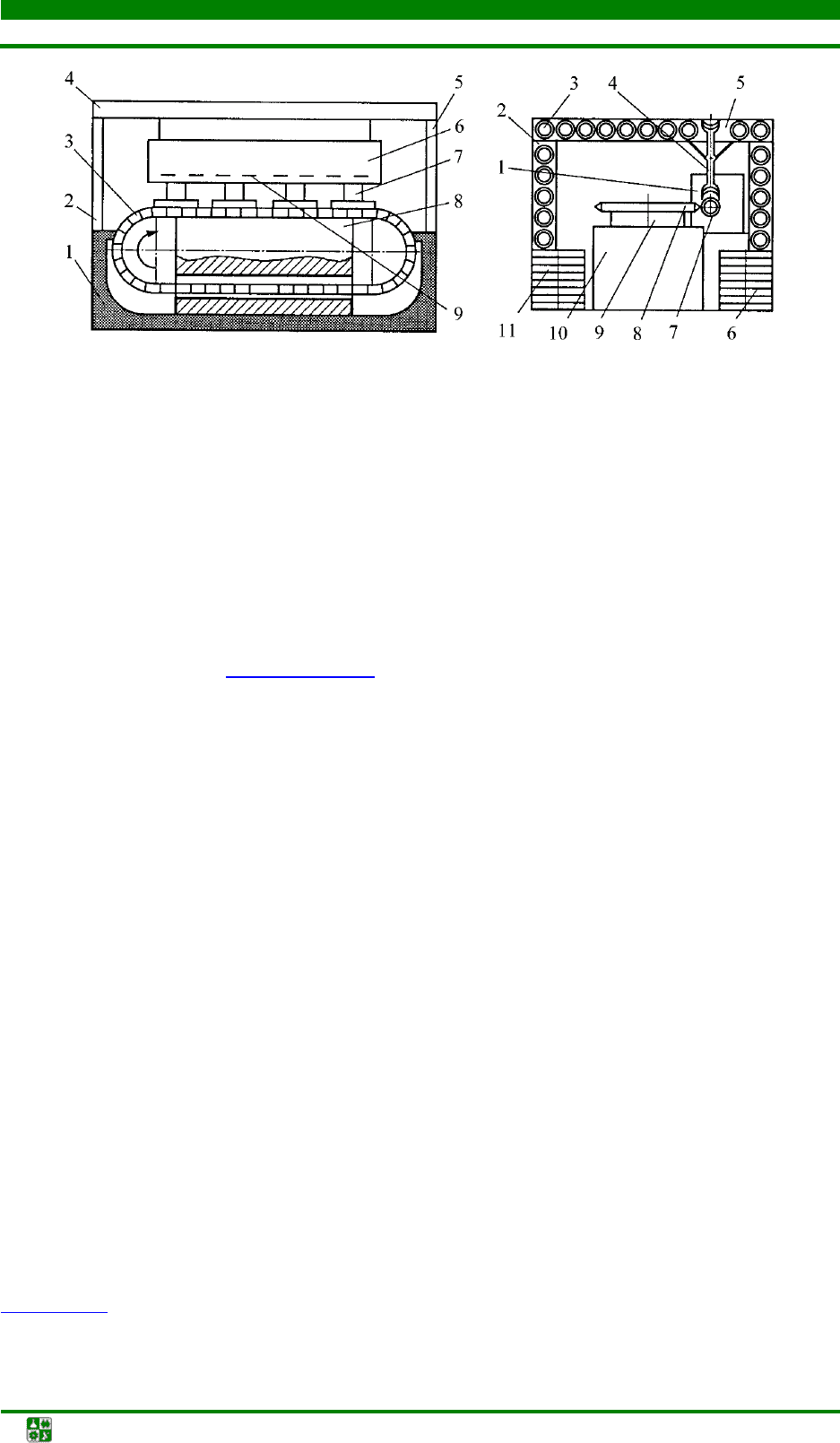
Протяжные горизонтальные станки непрерывной обработки
(рис. 10.38,
а) применяются в крупносерийном производстве. На станине 1
установлены вертикальные стойки 2 и 5, соединенные траверсой 4. На тра-
версе подвешен инструментальный стол
6 с неподвижными секциями про-
тяжки
9. Заготовки 7 устанавливаются в рабочих приспособлениях, разме-
щенных на замкнутой цепи
3. Жесткая направляющая 8 стола обеспечивает
перемещение цепи с заготовками параллельно протяжке.
а б
Рис. 10.37. Протяжные станки: а – горизонтально-протяжной; б – вертикально-
протяжной; 1 – станина; 2 – насосная станция; 3 – гидроцилиндр; 4 – шток; 5 – захват; 6 –
кронштейн; 7 – каретка; 8 – поддон; 9 – вертикальная колонна; 10 – стол; V – движение
резания
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -347-
а б
Рис. 10.38. Специальные протяжные станки: а – станок непрерывной обработки: 1 –
станина; 2, 5 – вертикальные стойки; 3 – цепь; 4 – траверса; 6 – инструментальный стол; 7
– заготовка;
8 – направляющая стола; 9 – секция протяжки; б – станок для
кругодиагонального протягивания зубчатых венцов:
1 – бабка изделия; 2 – вертикальный
конвейер; 3 – заготовка; 4 – автооператор; 5 – горизонтальный конвейер; 6 – магазин
деталей; 7 – шпиндель изделия; 8 – круговая протяжка; 9 – инструментальный шпиндель;
10 – станина; 11 – магазин заготовок
Станки для кругодиагонального (совмещенного) протягивания
зубчатых венцов
(рис. 10.38, б) применяют для нарезания прямозубых
цилиндрических колес в крупносерийном производстве. На станине
10
станка размещены инструментальный шпиндель 9 и бабка изделия 1, внутри
станины находится механизм главного движения. Круговая протяжка
8
крепится на шпинделе 9.
Бабка изделия 1 установлена на направляющих станины с возмож-
ностью перемещения в радиальном направлении относительно протяжки.
Внутри бабки изделия размещены гидроцилиндр и делительный механизм
(мальтийский крест). Гидроцилиндр перемещает бабку изделия к протяжке в
начале обработки и от протяжки – в конце обработки всего зубчатого венца.
После обработки очередной впадины между зубьями заготовка совер-шает
делительный поворот с помо
щью делительного механизма. Необрабо-танные
заготовки размещаются в левом штыревом магазине
11. По левому
вертикальному
2 и горизонтальному 5 конвейерам заготовка 3 подается к
автооператору
4 и устанавливается на шпиндель 7. Обработанная заготовка
устанавливается автооператором на правый вертикальный конвейер и пода-
ется в штыревой магазин
6.
1
1
0
0
.
.
6
6
.
.
4
4
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
т
т
р
р
е
е
б
б
о
о
в
в
а
а
н
н
и
и
я
я
к
к
д
д
е
е
т
т
а
а
л
л
я
я
м
м
,
,
о
о
б
б
р
р
а
а
б
б
а
а
т
т
ы
ы
в
в
а
а
е
е
м
м
ы
ы
м
м
н
н
а
а
п
п
р
р
о
о
т
т
я
я
ж
ж
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
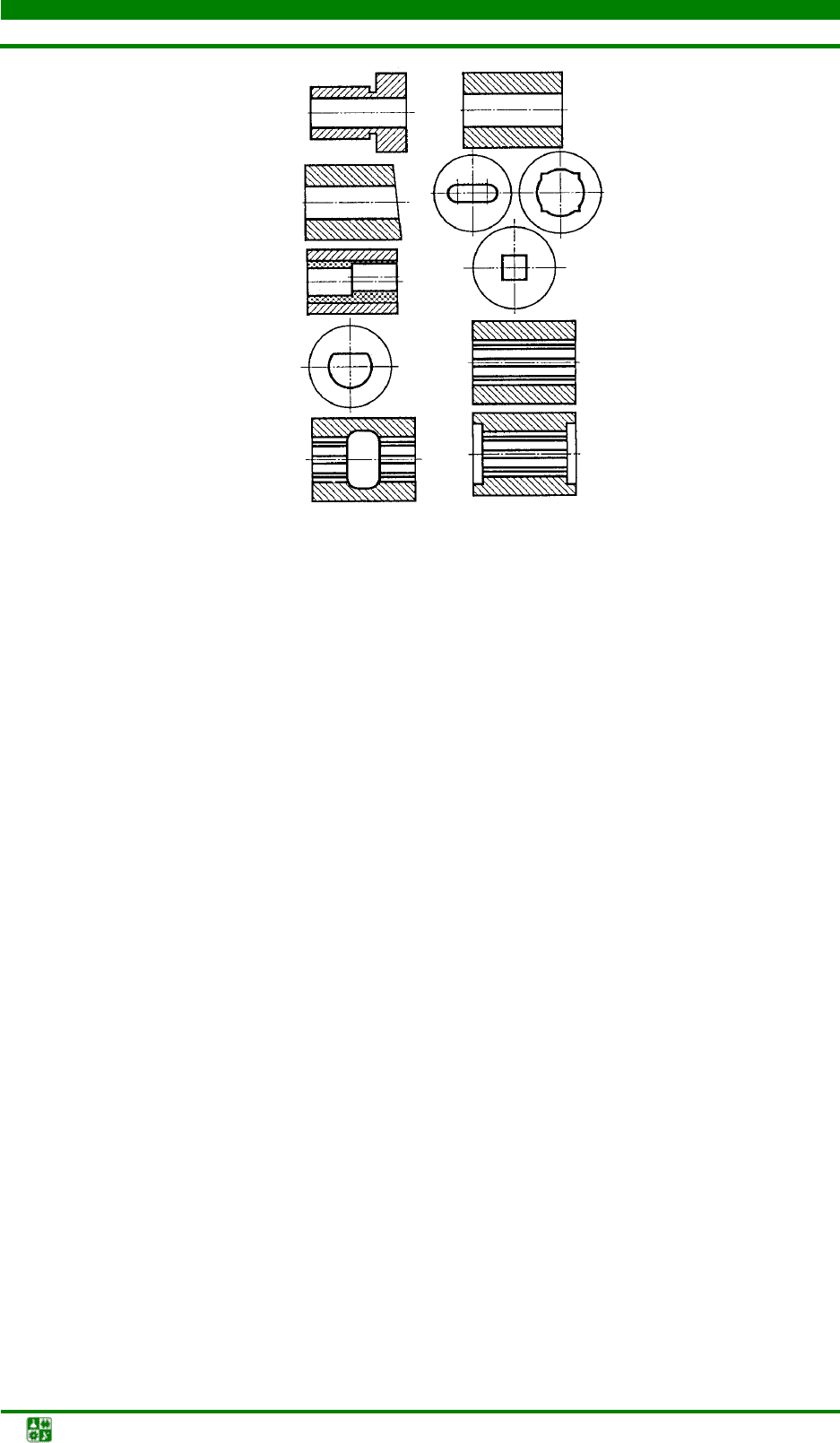
Технологические и нетехнологические конструкции представлены на
рис. 10.39
.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.6. Обработка заготовок на протяжных станках
Технология конструкционных материалов. Учебное пособие -348-
а б
Рис. 10.39. Технологические требования к заготовкам, обрабатываемым на
протяжных станках: а – нетехнологичные конструкции; б – технологичные конструкции
Протягивать отверстия можно только в жестких заготовках. Заготовки
должны иметь достаточно толстые стенки с равномерной толщиной по
диаметру. При протягивании отверстий в тонкостенных заготовках с бурти-
ком по длине заготовки возникает неравномерная деформация, приводящая к
искажению формы отверстия. Торцы отверстия должны быть перпендику-
лярны к оси отверстия. Протягивание отверстия с наклонными торцами
вызывает неравно
мерную нагрузку на протяжку и ее перекос. При
протягивании отверстия в длинных заготовках предварительное сверление
отверстия необходимо вести на проход.
При сверлении отверстия двумя сверлами навстречу друг другу
возможно несовпадение осей отверстий, неравномерный припуск под
протягивание на сторону и поломка протяжки. Не рекомендуется
протягивать фасонные отверстия со сложным профилем.
Профиль отверстия необходимо макси
мально упрощать и делать
симметричным. Протяжки для обработки несимметричного профиля сложно
профилировать и затачивать. Наиболее технологичны отверстия с неполной
поверхностью боковых сторон и квадратного сечения. При этом отверстие в
заготовке сверлят или растачивают до требуемого диаметра, далее
протягивают только уголки. Шлицевые отверстия не должны иметь выточек,
наличие которых приведет к неравномерности припуска на сторон
у и
заклиниванию протяжки.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
Технология конструкционных материалов. Учебное пособие -349-
1
1
0
0
.
.
7
7
.
.
О
О
б
б
р
р
а
а
б
б
о
о
т
т
к
к
а
а
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
н
н
а
а
ф
ф
р
р
е
е
з
з
е
е
р
р
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
Фрезерование – лезвийная обработка резанием линейчатых поверхнос-
тей многозубым инструментом – фрезой; главное движение, вращательное,
придается инструменту, движение подачи, прямолинейное, придается
заготовке в направлении любой из координатных осей.
Поверхность называется
линейчатой, если ее можно описать движени-
ем прямой (образующей) по некоторой линии (направляющей). Она пред-
ставляет собой совокупность прямых, зависящих от одного параметра.
Фреза – цилиндрический многозубый инструмент с зубьями на торце
и/или образующей.
1
1
0
0
.
.
7
7
.
.
1
1
.
.
С
С
х
х
е
е
м
м
ы
ы
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
п
п
о
о
в
в
е
е
р
р
х
х
н
н
о
о
с
с
т
т
е
е
й
й
н
н
а
а
с
с
т
т
а
а
н
н
к
к
а
а
х
х
ф
ф
р
р
е
е
з
з
е
е
р
р
н
н
о
о
й
й
г
г
р
р
у
у
п
п
п
п
ы
ы
Рассмотрим схемы обработки поверхностей на универсальных горизон-
тально-фрезерном (ГФС; имеет горизонтальную ось вращения фрезы) и вер-
тикально-фрезерном (ВФС; имеет вертикальную ось вращения фрезы) станках.
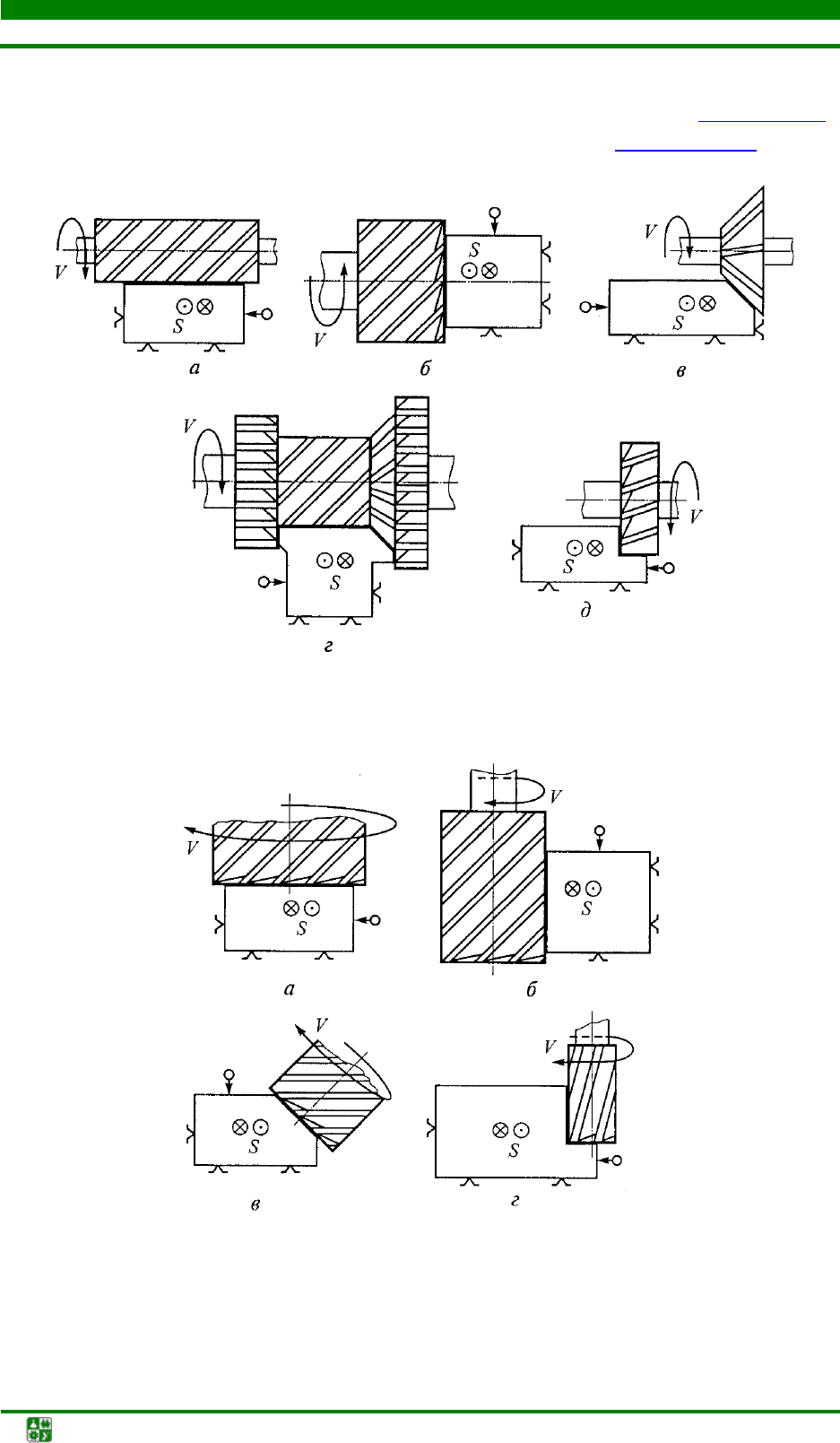
Горизонтальные плоскости фрезеруют цилиндрическими фрезами на
ГФС (рис. 10.40,
а) или торцевыми фрезами на ВФС (рис. 10.41, а). Горизон-
тальные плоскости чаще обрабатывают торцевыми насадными фрезами, так
как они имеют более жесткое закрепление и обеспечивают плавное, безвиб-
рационное резание. При большой ширине обрабатываемой плоскости исполь-
зуют торцевые фрезы и обработку ведут в несколько последовательных
рабочих ходов. Узкие горизонтальные плоскости удобно обрабатывать
концевыми фрезами.
Вертикальные плоскости на ГФС обрабатывают торцевыми насадными
фрезами (рис. 10.40,
б) или фрезерными головками, а на ВФС – концевыми
фрезами (рис. 10.41,
б). Большие по высоте вертикальные плоскости удобнее
обрабатывать на ГФС с использованием вертикальной подачи. Обработку
небольших по высоте вертикальных плоскостей можно обрабатывать на ГФС
с помощью концевых или дисковых фрез. Наклонные плоскости небольшой
ширины обрабатывают на ГФС одноугловой фрезой (рис. 10.40,
в).
Широкие наклонные плоскости обрабатывают на ВФС с поворотом
шпиндельной головки (рис. 10.41,
в) торцевой насадной или концевыми фре-
зами. Одновременную обработку нескольких поверхностей (вертикальных,
горизонтальных и наклонных) ведут на ГФС (рис. 10.40,
г), установив на
оправку набор фрез.
Горизонтальные уступы и пазы обрабатывают дисковыми односторон-
ними (рис. 10.40,
д) и трехсторонними (рис. 10.42, а) фрезами на ГФС или
концевыми фрезами (рис. 10.41,
г; 10.42, б) на ВФС. Фасонные пазы с криво-
линейной образующей обрабатывают на ГФС фасонными дисковыми фреза-
ми (рис. 10.42,
в). Пазы типа «ласточкин хвост» или Т-образные обрабаты-
вают на ВФС (рис. 10.42,
г, д). Вначале концевой фрезой получают прямо-
угольный паз, затем используют концевую одноугловую фрезу или специаль-
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.7. Обработка заготовок на фрезерных станках
Технология конструкционных материалов. Учебное пособие -350-
ную концевую фрезу для Т-образных пазов. Шпоночные пазы для сегмент-
ных шпонок фрезеруют на ГФС дисковой трехсторонней фрезой (рис.
10.42, е),
для прямоугольных шпонок – на ВФС концевой фрезой (рис. 10.42,
ж).
Рис. 10.40. Обработка плоскостей на ГФС: а – горизонтальных; б – вертикальных; в –
наклонных; г – нескольких плоскостей одновременно; д – уступов
Рис. 10.41. Обработка плоскостей на ВФС:
а – горизонтальных;
б – вертикальных; в – наклонных; г – уступов