Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 177
in the energy of plastic deformation of the layer being removed. Therefore, the
properties of the combination “substrate-coating” should always be considered.
Unfortunately, this fact is not appreciated in the selection of the substrate and
coating materials. As a result, there are many “unexplainable” (by metal cutting
practitioners and coating application specialists) significant difference in the results
on the performance of “the same” coating under “similar” conditions.
3.3 Tool–Workpiece interface
3.3.1 Zorev’s results
The contact phenomena on the tool flank surface are of interest because their understand-
ing allows the explanation of tool flank wear and the formation of the major characteristics
of the machined surface. Nevertheless, there are few known studies on the matter avail-
able. Surprisingly, modern books on metal cutting do not consider these phenomena.
The flank wear is considered using the age old Taylor’s tool life equation having a
phenomenological nature.
Another way to look at the problem is to understand the physical processes taking place at
the tool–workpiece interface called the flank contact area. Although the contact processes
on the tool flank are determined by the normal and frictional forces acting at the tool–
workpiece interface, the ratio of the normal and contact forces does not follow those
obtained in the standard mechanical tests due to complexity of the contact process on
this interface. These processes include severe friction and plastic deformation of the
machined surface.
A comprehensive analysis of the attempts to derive analytical expression for the flank
forces is presented by Zorev [2]. He came to a surprising conclusion that if the flank
wear is small, the depth of cut is great and the workpiece hardness is “moderate,” then
the forces on the flank may not be taken into consideration because they are small in
comparison with those on the rake face. On the contrary, if flank wear is large, the depth
of cut is small, particularly when machining hard materials, the flank forces become
comparable with the forces on the tool rake. As such, the normal force on the flank face
of the major cutting edge can be calculated as
N
f
= σ
c−f
d
w
sin κ
r
h
f
≈
HB
3
d
w
sin κ
r
h
f
kg/mm
2
(3.60)
The friction force on this face is
F
f
= µ
ff
σ
c−f
d
w
sin κ
r
+f
≈ 0.2HB
d
w
sin κ
r
+f
kg/mm
2
(3.61)
and the normal force on the flank surface of the minor cutting edge calculates as
N
f
=
HB
3
fh
f1
kg/mm
2
, (3.62)
178 Tribology of Metal Cutting
where HB is Brinell hardness of the work material, h
f
and h
f1
are the widths of the flank
contact surfaces of the major and minor cutting edges, respectively, σ
c−f
is the mean
normal contact stress at the tool–workpiece interface and µ
ff
is the apparent friction
coefficient at this interface.
The mean normal (σ
c−f
) and shear (τ
c−f
) stresses on the flank face contact area are
calculated as
σ
c−f
≈
HB
3
≈ σ
UTS
kg/mm
2
(3.63)
τ
c−f
≈ 0.2HB ≈ 0.6σ
UTS
kg/mm
2
(3.64)
According to the initial Zorev’s analysis [2], these stresses do not depend on the cutting
regime and type of tool material. Having noticed this discrepancy later, Zorev carried out
a great number of cutting tests to establish the above-mentioned dependences. More than
20 different work materials having hardness from HB80 (annealed pure iron) to HRC
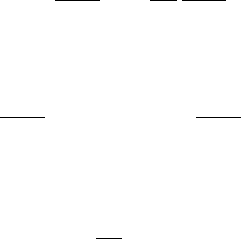
65 (quench-hardened steel) were tested. Figure 3.41 shows the experimental results for
cutting speeds that correspond to a 90-min tool life. In Zorev’s opinion [2], the reduction
of σ
c−f
with decreasing the cutting speed is attributed to the “secondary shear” on the
100 200 300 400
800
0
HB (kg/mm
2
)
s
c−f
1600
2400
3200
s
UTS
(MPa)
100 600 800 1000 1200 1400
20 30 40 50 60
HRC
4000
(MPa)
0
600
1200
1800
Steel - P20 Cast iron - M30
Steel - P01
d
w
= 0.1 mm
0.5 mm
1.0 mm
2.0 mm
(MPa)
s
c−f
Fig. 3.41. Contact stress at the tool–workpiece interface according to Zorev.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 179
rake face, which protects the flank contact surface. The same explanation is provided for
the influence of depth of cut, d
w
: if tool life is kept constant, the cutting speed decreases
as the depth of cut increases. This statement is, however, in direct contradiction with
Zorev’s experiments on tool life (criterion – the width of the flank wear land) where
increased cutting speed resulted in a longer tool life [2].
Another important experimental fact should be noted in Fig. 3.41, namely, the influence
of tool material. For the same tool life, the contact stress σ
c−f
and thus the forces on
the flank contact face for the less wear-resistant carbide P01 are approximately 25%
lower than for more wear-resistant P20 carbide. Nevertheless, Zorev recommended [2]
using the same apparent coefficient of friction µ
ff
= 0.6 for calculating the flank frictional
force regardless of tool material and other cutting conditions.
3.3.2 Assessment of tribological characteristics
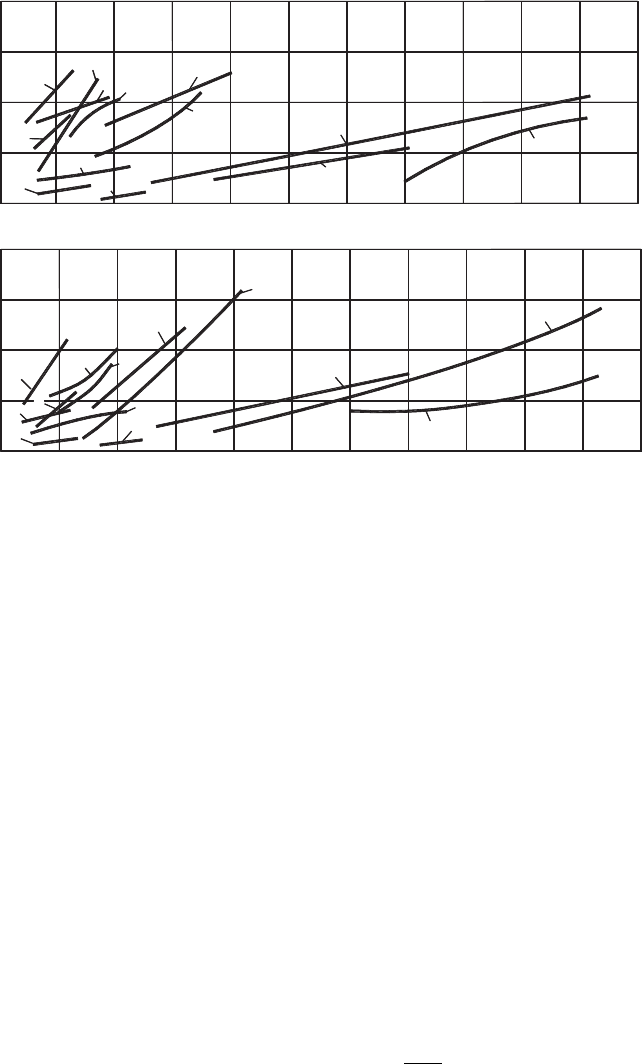
Major tribological characteristics. According to a generally accepted hypothesis, the
contact between the tool flank and the workpiece machined surface occurs due to the
elastic recovery (or spring back) caused by plastic deformation of this surface in cutting.
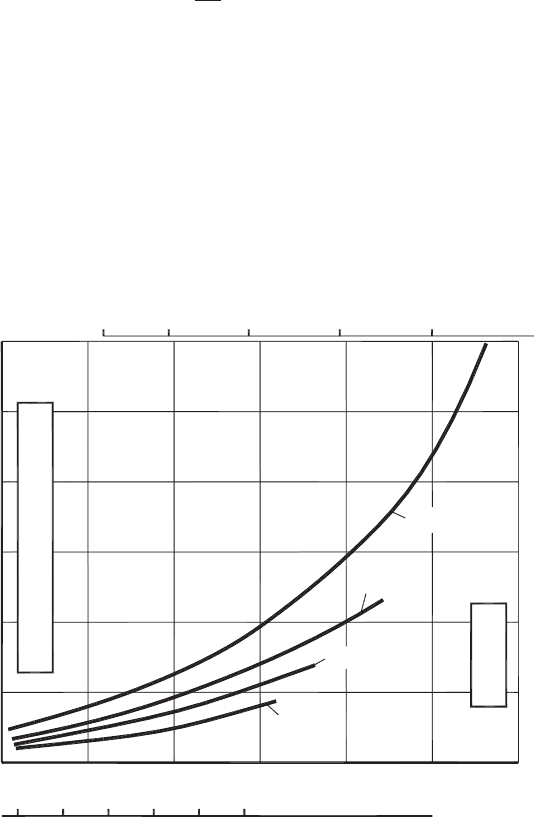
Figure 3.42(a) shows an idealized case where the cutting tool is perfectly sharp as com-
monly assumed in the most known modeling of the metal cutting process (see Fig. 1.1).
The radial cutting force F
T
(the complete force diagram is considered in Fig. 1.1(c))
causes the plastic deformation of the machined surface which, after the cutting edge
passes over this surface, recovers by δ
1
causing the contact with the tool flank up to
point A. The elastic recovery, therefore, should be proportional to this radial cutting
force, which, in turn, depends to a large extent on the uncut chip thickness t
1
.
The cutting edge of any real tool, however, is not perfectly sharp so that a much real
contact picture is shown in Fig. 3.42(b). In this figure, the cutting edge radius forms
Workpiece
Workpiece
Tool
A
t
1
d
1
F
T
F
c
F
fN
B
C
D
E
F
F
fF
(a)
(b)
a
Fig. 3.42. Contact of the tool flank with the workpiece: (a) ideally sharp tool as assumed in
modeling and (b) real contact with the tool–workpiece interface.

180 Tribology of Metal Cutting
the transition curve BD between the rake and the flank surfaces. This makes the position
of point C uncertain, where the chip separates from the workpiece. The wear land DE
is also present in any real cutting tool or, at least, it forms in the first few seconds of
machining. Part EF represents the flank–workpiece contact surface. If the radius of the
cutting edge is small, the normal (F
fN
) and the friction (F
fF
) forces acting on the flank
are results of the interactions between the wear land DE and the machined surface of the
workpiece.
The basic tribological characteristics of the tool–workpiece interface are:
• The sliding velocity which is normally equal to the cutting speed. In some special
tools, where the feed velocity(ies) is significant, the magnitude of this velocity is
equal to the magnitude of the resultant velocity of a considered point of the cutting
edge.
• The contact length – the margin and then, after some time of cutting, the margin
and flank wear length of the tool–chip contact, h
f
.
• The friction force, F
fF
.
• The specific frictional force which is the mean shear stress
τ
c−f
=
F
fF
h
f
l
ce−a
, (3.65)
where l
ce−a
is the active length of the cutting edge. Normally, l
ce−a
= d
w
/sin κ
r
.
• The normal force at the tool–workpiece interface, F
fN
.
• Mean contact stress at the tool–workpiece interface
σ
c−f
=
F
fN
h
f
l
ce−a
(3.66)
• Mean contact temperature at the tool–workpiece interface, θ
fl−av
.
Experimental studies. Any experimental method of evaluation of contact stresses has
its “sensitivity” evaluated by the minimum contact area for which it is yet still possible to
obtain reliable data on contact stress distribution. The area of the contact surface on the
tool flank face of a “sharp” tool is very small, so it is out of range of modern experimental
methods for contact stress distribution. Therefore, the evaluation of contact stresses is
possible for a tool having appreciable natural (due to tool wear) or artificially made (for
a study) wear land on the tool flank surface.
Poletica [69] studied the contact stresses on the tool flank using the photoelastic method.
A series of turning and orthogonal cutting (shaping on a milling machine) tests were
carried out. Lead discs were used as the work material. The cutting speed was 0.2 mm/s.
The wear land of various widths on the tool flank face was simulated by grinding the
corresponding lands with a zero flank angle.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 181
0
8
0.2
x (mm)
12
s
c−f
(MPa)
4
0
0.4 0.6 0.8
0
4
8
0
4
8
x/h
f
0 0.2
0.4 0.6 0.8
8
0
4
t
1
= 0.55 mm
t
1
= 0.15 mm
t
1
= 0.10 mm
t
1
= 1 mm
t
1
= 2 mm
t
1
= 1 mm
t
1
= 2 mm
s
t
(a)
(b)
s
c−f
(MPa)
t
c−f
(MPa)
t
c−f
(MPa)
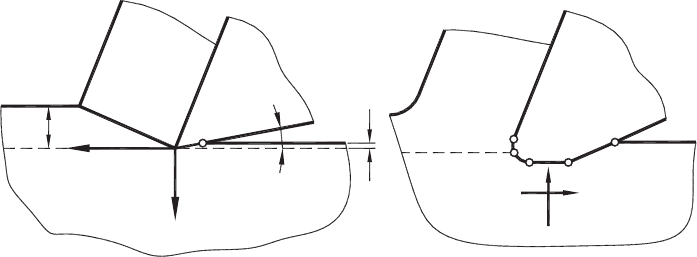
Fig. 3.43. Normal and shear stress distributions at the tool–workpiece interface in machining of
lead at ν = 0.2mm/s, d
w
= 3 mm: (a) in turning with different uncut chip thicknesses (t
1
), x is
the distance from the cutting edge, (b) in shaping with two different widths of the lank on the flank
contact surface (h
f
).
The distributions of the normal and shear stresses obtained in the turning test with three
different uncut chip thicknesses are shown in Fig. 3.43(a). As seen, both stresses gradually
decrease with increasing distance from the cutting edge and abruptly decrease in the
vicinity of the end of the modeled land. A comparison of the experimentally obtained
distributions with those obtained in the modeling of punch penetration discussed earlier
shows their similarity although the distribution of the normal stress on the flank face
differs from that on the rake face by the presence of an abrupt segment at the end of
the land.
182 Tribology of Metal Cutting
The distribution of the normal stress at the end of contact (Fig. 3.43(a)) shows that there
is no increase in the contact stress in the vicinity of this end as might be expected. For this
kind, the end condition is similar to that for a punch having sharp corners (Figs. 3.7(a)
and (b)). This, however, can be readily explained by the curvature of the workpiece.
This curvature “weakens” the contact in the vicinity of point E (Fig. 3.42(b)) that, in
turn, lowers the contact stresses at the end of the contact. The wider the width of the
wear land, the smaller is the diameter of the workpiece and the weaker is the contact at
point E.
The distributions shown in Fig. 3.43(b) obtained in orthogonal cutting (shaping), where
the machined surface is flat, confirm this point. As seen, the stress distribution in this
case is more uniform and the distinctive stress maxima are observed in the vicinity of
point E. Increasing the width of the flank land results in the smoothing of the maxima
in the vicinity of point E, while the maxima at the cutting edge end remain sharp.
The analysis of the distribution of the stress on the tool–workpiece interface results in
the following conclusions:
• The distribution of the shear stress over the tool–workpiece interface does not have
the same flat region as the shear stress distribution over the tool–chip interface
does over the plastic part of the tool–chip contact (adjacent to the cutting edge).
It suggests that there is no or little small plastic contact zone at the tool–workpiece
interface.
• The ratio of the shear and normal stresses at the region adjacent to the cutting edge
(which could be thought of as the apparent friction coefficient) reaches 1 or even
higher. In this respect, it is similar to that found at the elastic part of the tool–chip
interface. This creates conditions for adhesion to occur at this interface.
• Over the rest of the tool–workpiece contact length, the ratio of the shear and normal
stresses stabilizes approaching 0.5–0.7. In this respect, the tribological process at
the tool–workpiece interface is closer to the classical hard pin-on-soft disc case than
that at the tool–chip interface.
A good coincidence of the normal and shear stresses distributions obtained for various
uncut chip thickness (Fig. 3.43) is an important experimental result. This is the first
experimental evidence that the stresses at the tool–workpiece interface do not depend on
the uncut chip thickness.
Experiments also showed that the stress distribution curves do not change with the rake
angle while the mean contact stresses do. For example, an increase in the rake angle
leads to a decrease in the mean contact stresses at this interface. The introduction of
the cutting fluid at the tool–workpiece interface reduces the mean shear contact stresses
while the mean normal contact stress is not affected. The shape of the stress distribution
curve does not change in this case either.
In parallel with the discussed photoelastic tests, the actual cutting force has been mea-
sured and the total forces acting on the tool flank were determined as the force intercept
at zero uncut chip thickness. In these tests, the vertical (F
z
) and radial (F
y
) components
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 183
Table 3.2. Comparison of normal and shear forces at the tool–workpiece interface found using
various experimental methods.
Cutting conditions Rake angle Forces at the tool–workpiece interface
F
fN
F
fF
Photo
elasticity
Extrapolation Photo
elasticity
Extrapolation
Dry 0 15.6 14.5 16.2 16.0
15 12.1 12.0 12.9 13.5
With the cutting
fluid (kerosene)
0 13.9 13.0 12.0 11.0
15 12.9 11.5 9.5 8.5
of the resultant cutting force have been measured using a dynamometer. Then the normal
(F
fN
) and shear (F
fF
) forces acting at the tool–workpiece interface have been determined.
Table 3.2 shows these forces in comparison with those obtained using the method of pho-
toelasticity. A fairly good agreement of the normal and shear forces at the tool–workpiece
interface obtained using these two methods confirms the validity of the force intercept
at zero uncut chip thickness method.
The stresses at the tool–workpiece interface are parts of the general state of stress in the
formation zone. Because the angle of action, ω
ac
(Fig. 3.8) is directly determined by the
work in the plastic deformation of the work material, there should be direct correlation
between CCR, ζ and F
fN
. Moreover, this correlation should be more vivid for a small
flank wear land.
Zorev pointed out [2] that there is a correlation between CCR and F
fN
. He explained it
by the correlation between CCR and the workhardening of the work material. As such,
the correlation between ζ and F
fN
should be stronger for work materials with a greater
ability for workhardening. Poletica argued [69] that if it is so, the correlation between
ζ and F
fN
due to workhardening of the work material should be the same for the entire
length of the tool–workpiece interface while the correlation between ζ and F
fN
due to
the field of stress around the cutting edge shows up at this interface in the vicinity of the
cutting edge.
To clarify the issue, the study of the correlation between ζ and F
fN
was conducted for a
wide range of work materials and cutting conditions [69]. The cutting tests were carried
out using “sharp” tools having no significant flank contact land. To accomplish this,
the cutting tool edge preparation was used before each run and the test time did not
exceed several minutes. This time was more than sufficient to reach thermal balance in
the cutting system. The wear land after the test did not exceed 0.05–0.07 mm even for
the hardest work materials.
Figure 3.44(a) shows a typical correlation of the flank forces F
fN
, F
fF
and CCR ζ for
ductile materials. As seen, both forces increase with ζ. When CCR is small, the shear
force F
fF
is less than the normal force, F
fN
so the apparent friction coefficient is less
than 1. When ζ increases, the shear force F
fF
increases becoming first equal to and
then greater than the normal force F
fN
, so the apparent friction coefficient exceeds 1.

184 Tribology of Metal Cutting
F
fF
12
6
10
8
100
14
ζ
200
F(N)
F
fN
100
2
F
fF
F(N)
200
F
fF
F
fN
F
fF
z
4
HB220
HB320
6
HB110
F
fN
F
fN
(a)
(b)
Fig. 3.44. Correlations between CCR and forces on the tool flank: (a) for copper, rake angle
γ = 10
◦
, tool cutting edge angle κ
r
= 70
◦
and depth of cut d
w
= 3 mm, (b) beryllium copper
of different hardness, rake angle γ = 10
◦
, tool cutting edge angle κ
r
= 70
◦
and depth of cut
d
w
= 2 mm.
This can only be explained by the corresponding increase in the stress in the vicinity of
the cutting edge. In other words, the zone of the work material brought to the plastic
state in the vicinity of the cutting edge increases. This leads to the condition where the
greater part of the flank land is in contact with the work material brought to the plastic
state.
When the hardness of the work material increases, the ratio of the shear and normal
stresses (the apparent friction coefficient) decreases although both forces F
N1
and F
f 1
grow (Fig. 3.44(b)). Each hardened state of beryllium copper yields in the group of
experimental points shifted along the ζ axis. Compiling these data, Poletica concluded
[69] that there is a correlation between the apparent friction coefficient at the tool–
workpiece interface and CCR.
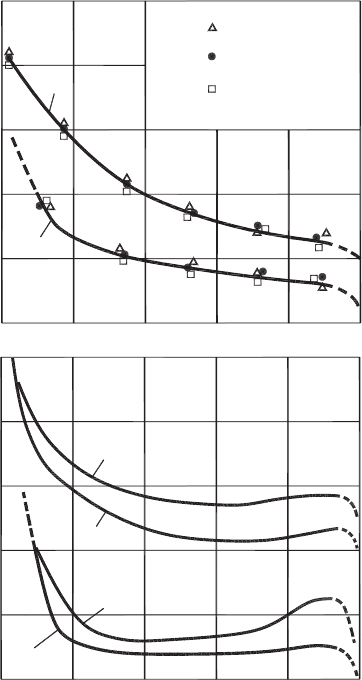
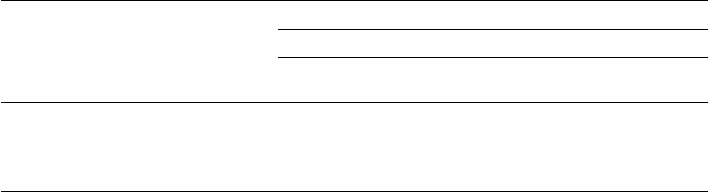
Figure 3.45 shows the experimentally obtained normal and shear forces on the tool flank
surface as functions of CCR for a wide variety of work–tool material combinations.
The increase in the tendency of force with the hardness of the work material is especially
noticeable for the normal force (F
fN
). The greater the hardness, the higher is the location
of the corresponding curve F
fN
= f(ζ).
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 185
200
400
600
0
1
1
2
3
4
5
6
10
9
7
8
12
11
13
13
11
12
6
2
8
5
10
3
7
4
9
04 8121620
z
048121620
z
F
fF
(N)
200
400
600
0
F
fF
(N)
Fig. 3.45. Correlations between CCR and forces on the tool flank for various combination of the
work and tool materials: 1 – beryllium copper HB320-carbide M30, 2 – beryllium copper HB200-
carbide M30, 3 – steel 07-carbide P20, 4 – Ti Grade 1-carbide M10, 5 – steel A514-carbide P20,
6 – Armco iron-carbide P20, 7 – cadmium-HSS M42, 8 – Lead-HSS M42, 9 – Al 2014-HSS M42,
10 – beryllium copper HB110-carbide M30, 11 – copper -Ti Grade 1, 12 – HSS M42 and 13 –
Al-HSS M42.
It is important to note that for three materials having similar mechanical properties
characterized by their hardness (steel 07, beryllium bronze tempered to HB200 and Ti
Grade 1), the experimentally obtained relationships F
fN
= f(ζ) are very close. At the
same time, the chip-formation and tribological parameters at the tool–chip interface as
the contact length, CCR, apparent friction coefficient, etc. are considerably different
(Figs. 3.16, 3.25, 3.26, etc.).
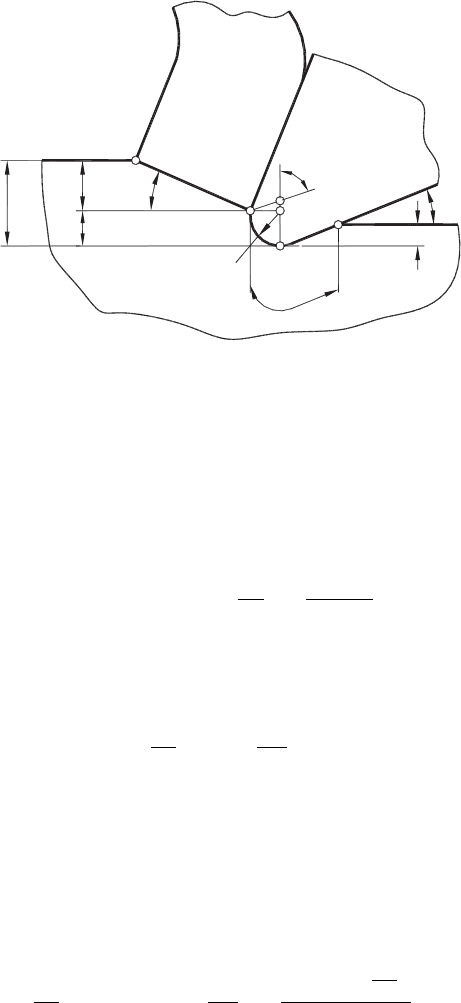
Similarity methods. To estimate the forces acting on the tool flank and contact stresses,
consider the model shown in Fig. 3.46. According to this model, the cutting tool has the
cutting edge radius, ρ
ce
. Due to this radius, the total uncut chip thickness (t
1
) is separated
into the actual uncut chip thickness (t
a
) and the layer of thickness (h
1
) to be burnished
by the round part adjacent to the tool flank face. The arc distance between points A and
D is designated as ∆ and is given by
∆ =
(
∪AC
)
+
(
∪CD
)
= ρ
1
ψ +
h
er
sin α
, (3.67)
186 Tribology of Metal Cutting
Workpiece
t
a
h
1
B
D
1
D
A
F
E
h
er
j
r
ce
a
y
Chip
Tool
t
1
C
∆
Fig. 3.46. Model of the chip–workpiece interface.
where ψ is the central angle corresponding to arc AC and h
er
is the elastic recovery of
the machined surface.
Because ψ = arccos
(
1 − h
1
/ρ
ce
)
, then ψ =arccos (1 – h
p
/ρ
1
) and
∆ = ρ
1
arccos
1 −
h
1
ρ
ce
+
h
er
ρ
ce
sin α
(3.68)
It is known [68] that the cutting process ceases and the layer to be removed undergoes
plastic deformation similar to burnishing when
h
1
ρ
ce
≤ 0.5 −
τ
in
σ
YT
, (3.69)
where σ
YT
is the yield strength of the work material, τ
in
is the strength of adhesion
bonds at the tool–workpiece interface determined using results of the adhesion tests [82].
As discussed above, the strength of the adhesion bonds depends on the mutual adhesion
properties of the tool and work materials.
Substituting Eq. (3.69) into Eq. (3.68), one can obtain
∆
ρ
ce
= arccos
0.5 +
τ
in
σ
YT
+
h
er
0.5 −
τ
in
σ
YT
h
1
sin α
(3.70)
The plastic deformation of the surface layer can be characterized by the burnishing factor
m = h
1
/h
er
which according to Poletica [69] can be approximated by CCR. As a result,