Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.


Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 247
and the tool cutting edge angle correlate as follows:
ν
opt
=
248
κ
0.33
r
. (4.15)
As for the tool cutting edge angle of the minor cutting edge (κ
r1
), it was found that being
varied in the practically used range of 5–45
◦
, this angle has negligibly small influence
on the optimal cutting speed and tool wear rate.
The influence of the rake angle is estimated using the so-called angle of cut which is
calculated as the sum of the flank angle and the angle of the cutting wedge (Appendix A)
δ
ct
= α +β (4.16)
When the angle of cut δ
ct
increases, the deformation of chip, friction losses at the
tool–chip interface, and cutting temperature increase correspondingly. Therefore, when
δ
ct
increases, the optimal cutting speed decreases, so the optimal cutting temperature
remains invariable. For example, in turning AL 610 alloy using carbide M20 (92% WC,
8% Co), depth of cut d
w
= 0.25 mm, feed f = 0.09 mm/rev, the optimal cutting speed
and the angle of cut δ
ct
correlate as follows:
ν
opt
=
992
δ
0.60
ct
. (4.17)
The cutting edge inclination angle (λ
s
) defines the orientation of the tool rake face with
respect to the cutting speed vector. As a result, the optimal cutting speed changes while the
optimal temperature remains invariable. The influence of the inclination angle, however,
is extremely complex because it depends on many other parameters of the cutting system
and properties (both mechanical and physical) of the work material. As discussed in
the previous chapter, the inclination angle is the major contributor to the formation
of the state of stress in the layer being removed on the one hand, and on the other,
affects significantly the tribological processes at the tool–chip interface. Therefore, it is
impossible to determine the net influence of this angle on the tool wear rate at this stage.
Although the flank angle (α) does not affect the cutting temperature directly, it does
affect the dimension wear rate. This rate increases when the flank angle increases. When
the cutting speed is kept invariable, it can be correlated with the flank angle as,
h
s
= C
α
α
0.40
. (4.18)
The independence of the optimal cutting temperature on the parameters of tool geometry
allows to determine the optimal cutting speed for any given tool geometry parameters
using a simple cutting test, where the relationship h
s−o
= f(ν) determined for an invari-
able uncut chip cross-sectional area. Having conducted tests for other combinations
248 Tribology of Metal Cutting
of the tool geometry parameters and determining dependences θ = f(ν) and e.m.f. =
f(ν) for these combinations, one can determine the optimal cutting speed for any of these
combinations. For example, in the turning of the custom-modified Haynes 263 alloy
(0.02% C, 20% Cr, 2% Ti, 2% Al) using a cutting tool made of carbide M10 (94% WC,
6% Co) and various combinations of cutting tool geometry parameters, eight cutting
tests were needed to obtain the relationship h
s−o
= f(ν) and about one hundred
(d
w
×f ×r
n
×κ
r
) short-time tests for determining the optimal cutting speed corresponding
to the optimal cutting temperature. The experimentally obtained correlation is,
ν
opt
=
8.25r
0.15
n
f
0.40
d
0.30
w
(
sin κ
r
)
0.4
. (4.19)
When micrograin M10 (94% WC, 6% Co) carbide was used under the same conditions,
the following correlation was obtained.
ν
opt
=
8.65r
0.15
n
f
0.38
d
0.29
w
(
sin κ
r
)
0.38
. (4.20)
4.7 Influence of Workpiece Diameter
The diameter of the workpiece affects the cutting process in various ways as,
• The static rigidity of the machining system depends on the workpiece diameter.
In boring, the diameter of the hole being bored often determines the diameter of
boring bar or arbor and thus effects the static and dynamic stability of the machining
system.
• The workpiece diameter affects the curvature on the surface being cut, that, in turn,
affects the stressed-deformed state of the layer being removed. As a result, the final
inclination angle and the total length of the surface of the maximum combined stress
(often referred to as the shear angle and the length of the shear plane) change with
the workpiece diameter.
• When the cutting speed is kept invariable, the rotational speed (r.p.m.) changes with
the workpiece diameter that affects the dynamics of the process.
• As discussed in Chapter 2, the interaction of the thermal and deformation waves
takes place in metal cutting. As such, if the cutting speed and feed are kept invariable,
the time of one turn of the workpiece changes with its diameter that greatly affects
the discussed interactions. In other words, less residual thermal energy left by the
previous tool pass is available at the current pass when the diameter of the workpiece
increases.
In practical testing, it is important to separate the influence of each factor. As cutting
tests are conducted with different workpiece diameters, the workpiece diameter (D
w
)
and its length (L
w
) should be selected accordingly to keep the ratio L
3
w
/D
4
w
invariable
to exclude the influence of the workpiece diameter on the system rigidity.
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 249
Cutting tests were carried out where two diameters of the workpiece, 15 and 29 mm,
were used. At first, the length of the workpiece was selected to keep the same rigidity
(51×10
3
N/mm), then the invariable workpiece diameter was used while the length (and
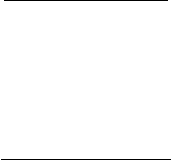
thus rigidity) of the workpiece was varied. The test results are shown in Fig. 4.18(a).
As shown, when the rigidity is kept invariable (by corresponding reduction in L
w
),
decreasing the workpiece diameters leads to a certain reduction in the tool wear rate as
well in the roughness of the machined surface. However, if under the same conditions,
L
w
is not changed, the tool wear rate and surface roughness increase significantly.
Calculations show that the total length of the surface of the maximum combined stress
(often referred to as the shear angle and the length of the shear plane) insignificantly
depends on the workpiece diameter. For example, changing this diameter from 10 to
500 mm leads to a 5–7% increase in the total length of the surface of the maximum
combined stress (shear plane) depending upon the rake angle and uncut chip thickness.
4
2
8060
12
0
n (m/min)
40200
6
900
700
500
4
8
q
opt
2
1
3
3
1
2
P
z
(N)
R
z
(µm)
040
D
w
(mm)
45
80
1.5
2.0
2.5
3.0
x
50
55
n=70m/min
40m/min
120m/min
120m/min
40m/min
70m/min
(a) (b)
q(°C)
h
s
(µm/10
3
sm
2
)
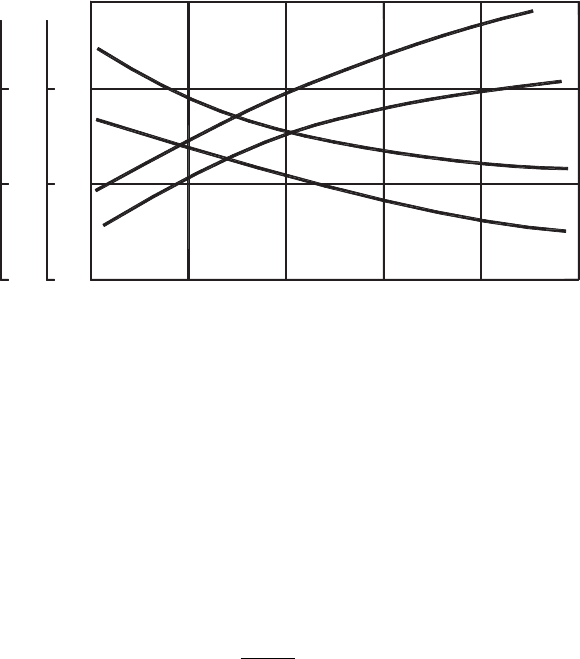
Fig. 4.18. Influence of cutting speed and diameter of the workpiece in turning: (a) on the cutting
temperature, tool wear rate and roughness of the machined surface. Work material – custom-
modified Haynes 263 alloy (0.02% C, 20% Cr, 2%Ti, 2%Al), tool material – micrograin carbide
M10 (94% WC, 6% Co), depth of cut d
w
= 0.25 mm, cutting feed f = 0.09 mm/rev: 1 − D
w
=
29 mm, L
w
= 230 mm, 2 −D
w
= 16 mm, L
w
= 95 mm, 3 −D
w
= 15 mm, L
w
= 230 mm Z (b)
on CCR and cutting force. Work material – Haynes 263 alloy (29% Cr, 2.5% Ti), tool material –
carbide M20 (92% WC, 8% Co), depth of cut d
w
= 0.25 mm, cutting feed f = 0.09 mm/rev.
250 Tribology of Metal Cutting
On this basis, one should expect some redaction in the chip compression ratio when
the diameter of the workpiece decreases. The test results, however, do not support this
hypothesis. As shown in Fig. 4.18(b), with decreasing diameter, a certain increase of
the chip compression ratio is the case. This is explained by the reduction in the energy
required for the fracture of the layer being removed due to the increased amount of
residual thermal energy (higher temperature) from the previous tool pass (see Chapter 2).
It was proved by using the water-based (great cooling ability) cutting fluid for the same
test conditions. When such a fluid was used, the chip compression ratio increases with
decreasing workpiece diameter although such a reduction is poorly correlated with the test
conditions. This is due to the variations in the interaction of the thermal and deformation
waves, which also depends on the workpiece diameter (Chapter 2).
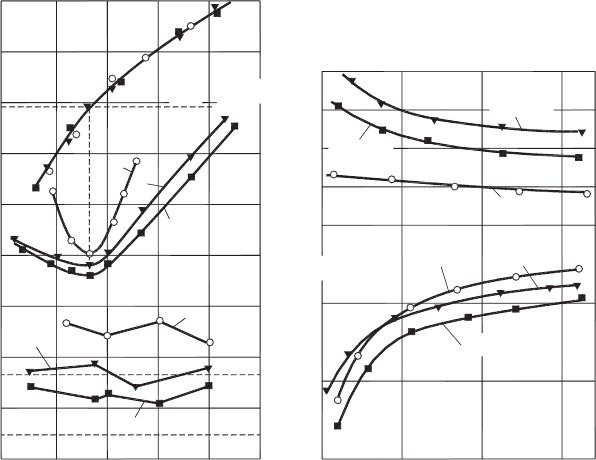
The influence of the workpiece diameter shows up through the cutting temperature.
When cutting with low cutting speeds (ν = 30 m/min), increasing the workpiece diam-
eter lowers the cutting temperature bringing it down with respect to the optimal cutting
temperature, the ratio of the contact stresses and tool wear rate increases, as shown in
Fig. 4.19. When cutting with high cutting speeds (ν = 50 m/min), increasing the work-
piece diameter reduces the cutting temperature bringing it closer to the optimal cutting
temperature so that the contact stress ratio and tool wear rate are reduced. When cutting
with moderate cutting speeds (ν = 40 m/min), increasing the workpiece diameter first
leads to decreasing the tool wear rate and contact stress ratio when the cutting temper-
ature reduces to the optimal cutting temperature. When the cutting temperature lowers
below the optimal cutting temperature, however, increasing the workpiece diameter leads
to increasing the tool wear rate and contact stress ratio.
The influence of the workpiece diameter at the optimal cutting speed can be expressed
by the following empirical relation,
ν
opt
= C
ν−o
D
x
ν−o
w
. (4.21)
Table 4.7 presents the value of C
ν−o
and x
ν−o
for some work conditions and materials.
The diameter of the hole being machined affects the cutting process significantly in boring
operations. The smaller the diameter of the hole being machined (when the cutting speed
is kept invariable), the greater the chip compression ratio and thus the work of plastic
deformation. As a result, the cutting temperature increases.
The influence of the diameter of the hole being machined in boring was studied experi-
mentally. In the boring tests, stainless steel AISI 303 was used as the workpiece material,
the diameters of the bored holes were 17, 26 and 37 mm. Cutting regime: depth of cut
d
w
= 0.30 mm, cutting feed f = 0.06 mm/rev, ν = 40–160 m/mm, maximum radial
tool wear rate h
r
= 50 µm.
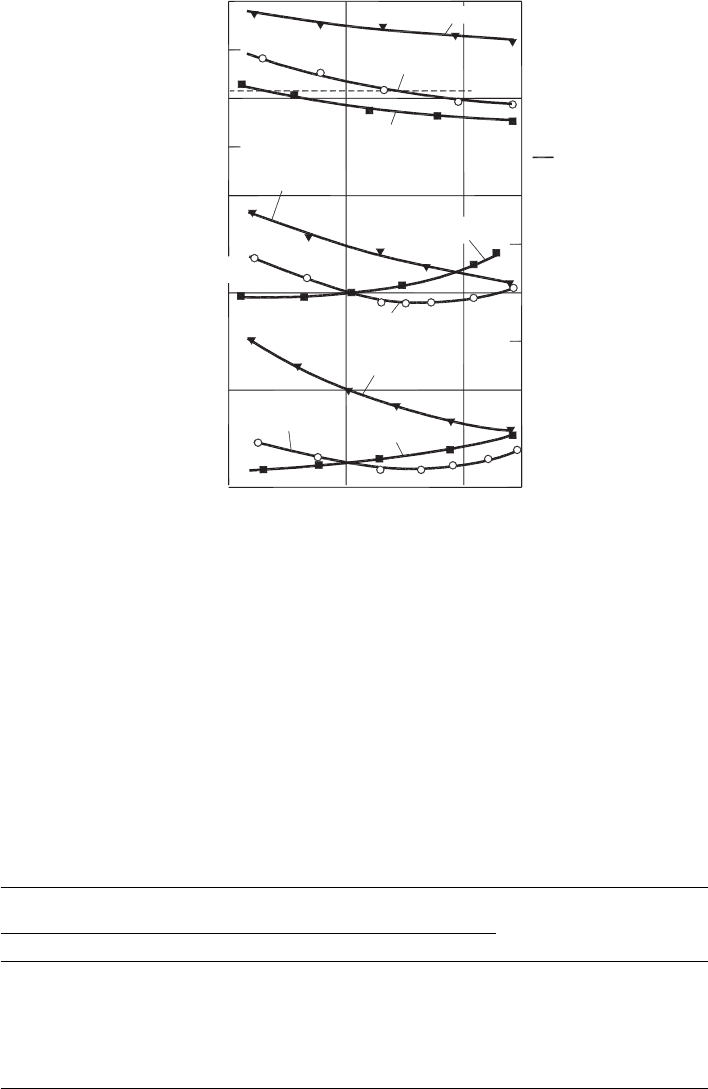
Figure 4.20 shows the influence of the cutting speed on the electromotive force (e.m.f.),
chip compression ratio and tool wear rate in boring. As shown, the optimal tool wear
rate depends on the diameter of the hole being machined (when the optimal cutting
temperature is kept invariable). As such, with increasing hole diameter, the optimal
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 251
80
d
w
(mm)
400
600
700
800
θ(°C)
θ
opt
s
c
t
c
1.0
0.8
0.6
0.4
100
300
n = 50 m/min
n = 50 m/min
n = 50 m/min
n = 40 m/min
n = 30 m/min
n = 40 m/min
n = 30 m/min
n = 40 m/min
n = 30 m/min
h
s
(µm/10
3
sm
2
)
Fig. 4.19. Influence of cutting speed and diameter of the workpiece on the cutting tempera-
ture, contact stress ratio at the tool–workpiece interface and optimal tool wear rate in turning.
Work material – Haynes 263 alloy (29% Cr, 2.5% Ti), tool material – micrograin carbide
M10 (94% WC, 6% Co) depth of cut d
w
= 0.25 mm and cutting feed f = 0.09 mm/rev.
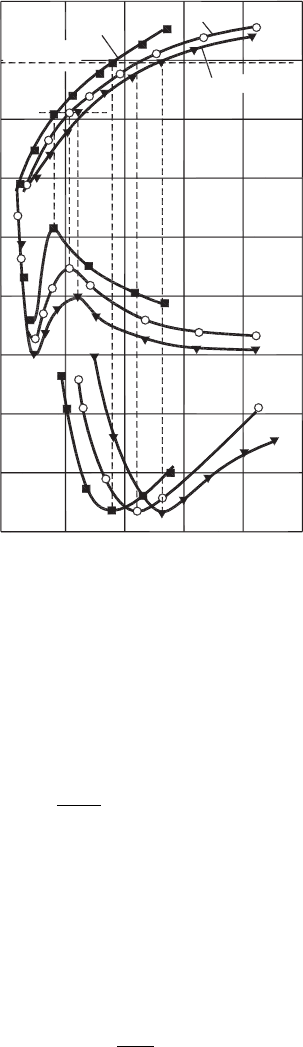
cutting speed increases and the tool wear rate and the chip compression ratio decrease.
Figure 4.21 further exemplifies these conclusions.
In boring of holes using cutting tools made of carbide M10 (92% WC, 8% Co) when work
material is stainless steel AISI 303, at the above-indicated cutting regime, the optimal
Table 4.7. Values of C
ν−o
and x
ν−o
in Eq. (4.21) for the depth of cut d
w
= 0.25 mm and feed
f = 0.09 mm/rev.
Materials Diameter of
workpiece
C
ν−o
x
ν−o
Workpiece Tool
Steel AISI 1045 P20 (15% TiC, 6% Co, 79% WC) 35–130 141 0.125
Custom-modified Haynes 263
alloy (0.02% C, 20% Cr,
2% Ti, 2% Al)
Micrograin carbide M10
(94% WC, 6% Co)
20–50 20.4 0.200
Haynes 263 alloy (29% Cr,
2.5% Ti)
Micrograin carbide M10
(94% WC, 6% Co)
22–90 17.9 0.175
252 Tribology of Metal Cutting
04080 n (m/min)
20
40
60
120 160
2
3
4
x
3
5
7
9
e.m.f.(mV)
d
w
=37 mm
26 mm
17 mm
e.m.f.opt
h
s
(µm/10
3
sm
2
)
Fig. 4.20. Influence of cutting speed and diameter of the hole being machined on the electromotive
force (e.m.f.) and tool wear rate. Work material – stainless steel AISI 303, tool material – carbide
M20 (92% WC, 8% Co), depth of cut d
w
= 0.30 mm and cutting feed f = 0.06 mm/rev.
cutting speed and optimal tool wear rate correlated with the hole diameter (D
w
)as
ν
opt
= 16.6D
0.52
w
(
m/min
)
(4.22)
h
s−opt
=
48.8
D
0.22
w
µm/10
3
·sm
2
(4.23)
Using these equations, one can calculate the optimal cutting speed and optimal tool wear
rate for a wide range of diameters of the machined hole.
When the diameter of the machined hole increases and the cutting temperature is kept
invariant and equal to the optimal cutting temperature, the chip compression ratio, ζ
increases. Under this condition, it can be calculated as:
ζ =
9
D
0.4
w
. (4.24)
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 253
20
15
D
w
(mm)
20 25 30 35
24
28
50
70
90
n
(m/min)
1.2
z
2.0
2.8
z
n
opt
h
s−o
h
v
h
s
(µm/10
3
sm
2
)
Fig. 4.21. Influence of diameter of the hole being machined on h
s−o
, ν
opt
and ζ at the invariable
optimal cutting temperature. Turning, work material – stainless steel AISI 303, tool material –
carbide M20 (92% WC, 8% Co).
When the optimal cutting temperature is kept invariable, the dimension wear rate
correlates with the hole diameter as:
ν
h
= 0.486D
0.30
w
(
µm/min
)
, (4.25)
The total tool life is,
T =
2.06h
r
D
0.30
w
(
min
)
, (4.26)
and the dimension tool life is
T
D
= 205h
r
D
0.22
w
sm
2
. (4.27)
With the increase in diameter of the hole being machined (when θ
opt
= constant), the
total tool life decreases (the dimension wear rate increases) while the dimension tool
life increases. This apparent contradiction is readily explained by the fact that if θ
opt
=
constant, boring of holes of greater diameters requires higher cutting speeds to achieve
the same cutting temperature so that the tool would machine a greater area.
When boring with low cutting speeds (ν = 72 m/min), increasing the workpiece diameter
leads to a significant increase in the tool wear rate. This happens because the cutting
temperature at ν = 72 m/min for diameter D
w
= 37 mm is below the optimal cutting
temperature. When boring with a moderate cutting speed (ν = 90 m/min), increasing
the diameter of the hole being machined in boring first leads to decreasing the tool
254 Tribology of Metal Cutting
wear rate as the cutting temperature lowers and approaches the optimal cutting temper-
ature, then, reaching its minimum at the optimal cutting temperature, the tool wear rate
increases as the cutting temperature becomes lower than the optimal cutting temperature.
When machining with a high cutting speed (ν = 110 m/min), the tool wear rate reduces
monotonely with increasing hole diameter. This is because the cutting temperature is
high, so increasing the hole diameter leads to its reduction hence it becomes closer to
the optimal cutting temperature.
The foregoing analysis shows that in boring, the established optimal cutting speed for
a certain hole diameter cannot be used if the diameter of the hole being machined is
changed. For example, if a hole of 37 mm diameter is bored at the cutting speed 72 m/min
(which is optimal for a hole of 17 mm dia.), then the dimension tool life reduces by
2.36 times and the productivity of machining by 1.5 times compared to those obtained
at the cutting speed 105 m/min, which is the optimal cutting speed for the latter hole
diameter. Unfortunately, the influence of the hole diameter has never been considered as
a factor in boring operations.
4.8 Plastic Lowering of the Cutting Edge
4.8.1 Description
As discussed in Chapter 3, highest tool temperatures occur at the tool–chip interface.
When the rake face is heated to temperatures 900–1200
◦
C, a plastic flow begins in vol-
umes adjacent to this face. This flow takes place due to adhesion bonding between
the rake face and the chip. In the case of carbide tool materials, plastic deforma-
tion is greater in the cobalt matrix. This plastic deformation results in tearing-off of
carbide (WC and TiC) grains from “soft” cobalt layers (matrix) that undergo severe
plastic deformation, “ploughting” this “soft” layer by inclusions contacting in the work
material, and “spreading” of the tool material on the chip and workpiece contact sur-
faces. If the temperature increases even further, a liquid layer forms between tool and
workpiece due to diffusion leading to the formation of low-melting-point compound
Fe
2
W having a melting temperature T
m
= 1130
◦
C. This layer is quickly removed in
cutting [14].
At high cutting speeds, particularly in the machining of difficult-to-machine work mate-
rials, in parallel with plastic flow and spreading of the tool material over the chip and
tool contact surfaces (that was conclusively proven by special tests with radioactive iso-
topes[14]), the plastic lowering of the cutting edge takes place. This plastic lowering is
observed not only carbide with, but also when PCD, metaloceramic and ceramic tool
materials are used. Often, in the machining of difficult-to-machine materials and in high
speed machining, the plastic lowering of the cutting edge is the predominant cause of
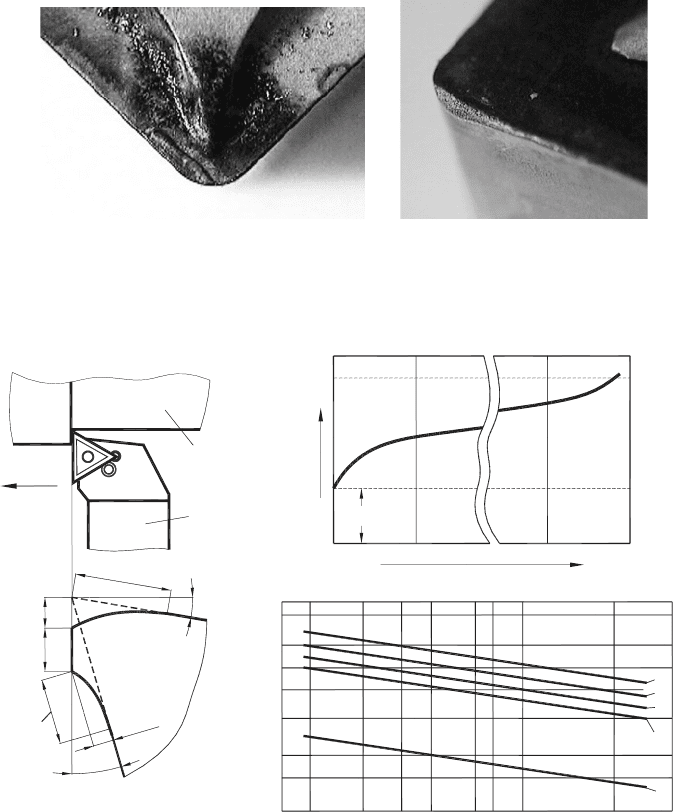
premature tool failure. Typical appearance of the discussed plastic lowering is shown
in Fig. 4.22.
Plastic lowering is the plastic deformation of the cutting wedge (a part of the tool between
the rake and the flank contact surfaces) in a way, as shown in Fig. 4.23(a). As shown,
the rake (γ) and flank (α) angles change due to plastic lowering h
γ
of the cutting edge.
Cutting Tool Wear, Tool Life and Cutting Tool Physical Resource 255
(a) (b)
Fig. 4.22. Typical appearance of the plastic lowering of the cutting edge: (a) on a carbide insert
and (b) on a PCD insert.
f
h
a
a
g
Tool
Workpiece
Strain
Time
e
p
e
o
(a)
l
γ
l
a
(b)
20001000200 300 400 500 800
400
500
600
800
1000
1200
1400
1800
t (MPa)
q (°C)
1
2
3
4
5
(c)
h
f
h
g
Fig. 4.23. Plastic lowering of the cutting edge: (a) parameters, (b) a typical engineering creep
curve, (c) creep diagram for typical components of carbide: 1 – Co, 2 – WC–Co, 3 – WC–TiC–Co,
4 – WC and 5 – TiC.
This lowering is characterized by four parameters l
γ
, l
α
, h
γ
and h
α
. When these param-
eters reach a certain limit, the breakage of the cutting wedge takes place. To prevent
this from happening, the transition surface between the rake and the flank surface (often
referred to in machining practice as the hone) are often made as fillet or chamfer instead
of the sharp cutting edge (often referred to as the cutting edge preparation).
256 Tribology of Metal Cutting
4.8.2 Cause
As conclusively proven by Makarow [14] and Talantov [24], the primary cause of the
plastic lowering of the cutting wedge is high-temperature creep. It is known that when
temperatures at the tool–chip interface reach 1000–1200
◦
C, the cutting wedge deforms
plastically. Creep is the progressive deformation of a material at constant stress. A typi-
cal engineering creep curve shown in Fig. 4.23(b) represents the dependence of plastic
deformation of a metal when constant load and temperature are applied. As shown, upon
loading of a preheated specimen, deformation increases rapidly from zero to a certain
value ε
0
known as the initial rapid elongation [19]. There is no need for additional energy
for this deformation because it occurs due to the thermal energy that already exists in the
specimen, so the work done by the internal forces begins with the level of energy that
has already been achieved. In other words, if the temperature is a characteristic of the
thermal energy, and deformation and stress characterize the work done by the external
forces, then the critical amount of energy accumulates in the material as the result of
their summation.
Among the phases normally present in carbides used as the tool material, the plastic
deformation is greater in the cobalt phase, as shown in Fig. 4.23(c), which generalizes
the experimental results obtained by Makarow [14]. The lines in this diagram separate
low and high temperature creep. At low temperature, plastic deformation does not exceed
1% however it reaches 300% on the whole, without fracture (due to diffusion phenomena)
at high temperature creep. The separation between low and high temperature creep is
rather conditional because the occurrence of various creep mechanisms [19] depends not
only on temperature but also on the stressed state and the level of stresses.
Plastic lowering of the cutting edge can be characterized by the ratio of radial wear, h
r
and with the flank land, h
f
, i.e. h
pl
= h
r
h
f
. When there is no plastic lowering, h
pl
is
determined by the tool geometry and does not depend on the machining regime. Experi-
mental observations of changing h
r
and h
f
over tool life period showed that h
pl
does not
remain invariable. Its variation and particular value are affected by the properties of the
work and tool materials, machining regime, cutting fluid, etc. For example, increasing
the cutting feed leads to the reduction of h
pl
(Fig. 4.24(a)) that is attributed to increasing
the contact stresses and temperatures. As shown in Fig. 4.24(b), the values of h
pl
are
reduced with the increase in cutting feed when the cutting temperature is equal to the
optimal cutting temperature and kept unchanged.
The main difficulty in the determination of the topography of the plastic lowering is that
it takes place simultaneously with the wear of the tool flank. To resolve the problem,
Talantov [24] proposed to present the experimental results on plastic lowering using
different scales for h
r
and l
γ
shown in Fig. 4.25(a). The example of the results is shown
in Fig. 4.25(b). As shown, the developments of h
f
, h
γ
and h
α
in time follow the shape
of the engineering creep curve shown in Fig 4.23(b).
As known [19], high-temperature creep is the process of plastic deformation where
two opposite-signed and equally intensive processes take place namely the growth of
stresses (causes plastic deformation) and their relaxation (caused by plastic deformation).