Basu P. Biomass Gasification and Pyrolysis: Practical Design and Theory
Подождите немного. Документ загружается.

86
chapter
|
3 Pyrolysis and Torrefaction
(a) (b)
Fluidizing
gas
Air
Biomass
Gas and oil vapors
Solid
and
char
Flue
gas
Screw
feeder
Pyrolyzer
Hot
solid
Loop seal
Combustor
Freeboard
Char, gas,
and oil
vapors
Heat
Biomass
Distributor
plate
Fluid bed
Screw
feeder
Fluidizing gas (input)
(c) (d)
(e)
Spinning
disk
Pressure
applied
to wood
Bio-oil liquid
released
from wood
Hot solid
Biomass
Pyrolysis
vapor
Air
Char
Reactor head
Aluminum
insert
Pressure
tap
Reactor
body
Biomass feed
Product quenching
Heat-carrier
solid
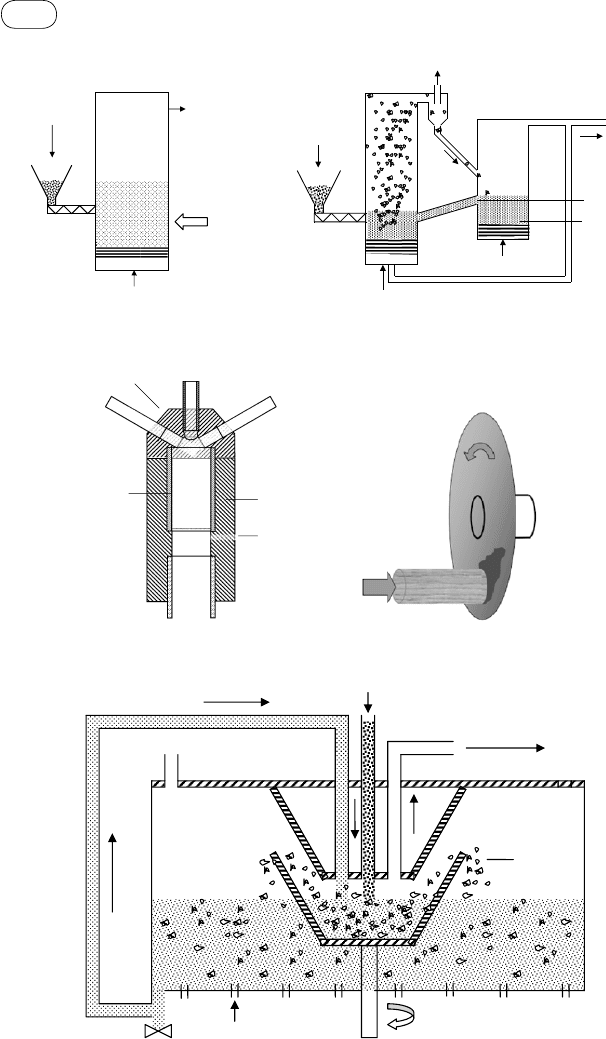
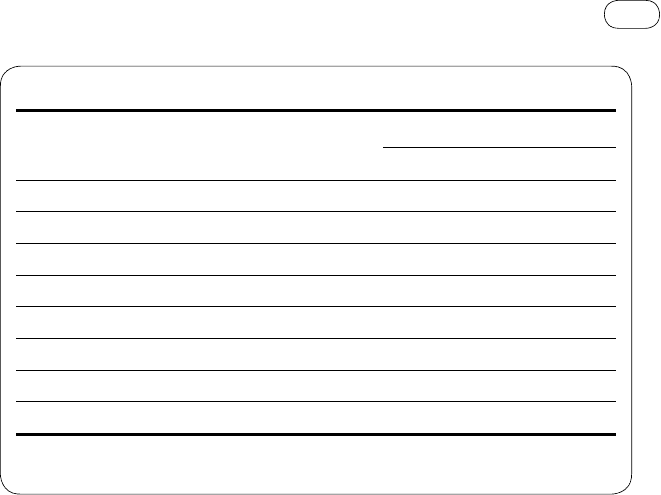
FIGurE 3.9 A variety of pyrolyzer designs: (a) bubbling fluidized bed, (b) circulating fluidized
bed, (c) ultra-rapid, (d) ablative, (e) rotating cone, and
87
3.6 Pyrolyzer Types
The product may flow out of the pyrolyzer because of volume expansion while
the char remains in the reactor. In some designs a sweep gas is used for effec-
tive removal of the product gas from the reactor. This gas is necessarily inert
without oxygen. The main product of this type is char owing to the relatively
slow heating rate and the long residence time of the product in the pyrolysis
zone.
3.6.2 Bubbling-Bed Pyrolyzer
Figure 3.9(a) shows a bubbling fluidized-bed pyrolyzer. Crushed biomass
(2–6
mm) is fed into a bubbling bed of hot sand. The bed is fluidized by an
inert gas such as recycled flue gas. Intense mixing of inert bed solids (sand is
commonly used) offers good and uniform temperature control. It also provides
high heat transfer to biomass solids. The residence time of the solids is consid-
erably higher than that of the gas in the pyrolyzer.
The required heat for pyrolysis may be provided either by burning a part of
the product gas in the bed, as shown in Figure 3.5, or by burning the solid char
in a separate chamber and transferring that heat to the bed solids (Figure 3.9b).
The pyrolysis product would typically contain about 70 to 75% liquid on dry
wood feed. As shown in the figure, the char in the bed solids acts as a vapor-
cracking catalyst, so its separation through elutriation or otherwise is important
if the secondary cracking is to be avoided to maximize the liquid product. The
entrained char particles are separated from the product gas using single- or
multistage cyclones. A positive feature of a bubbling fluidized-bed pyrolyzer
is that it is relatively easy to scale up.
Vapor
Condenser
Scrapper driver
Liquid
200 °C
400 °C
Biomass feed
Vacuum pyrolysis
reactor
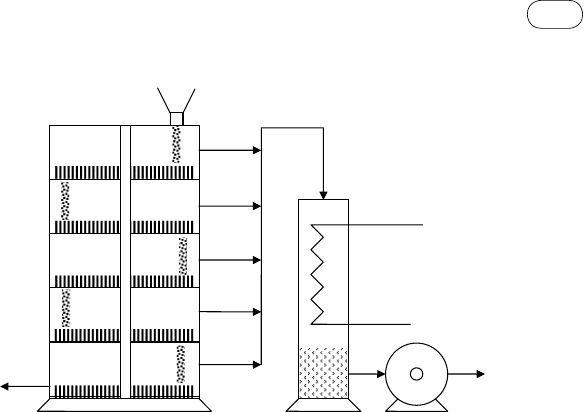
(f)
FIGurE 3.9 Continued
(f) vacuum.

88
chapter
|
3 Pyrolysis and Torrefaction
3.6.3 circulating Fluidized-Bed Pyrolyzer
A circulating fluidized-bed (CFB) pyrolyzer, shown in Figure 3.9(b), works on
the same principle as the bubbling fluidized bed except that the bed is highly
expanded and solids continuously recycle around an external loop com
-
prising a cyclone and loop seal. The bed operates in a special hydrodynamic
regime known as fast bed. It provides good temperature control and is uniform
around the entire height of the unit. The superficial gas velocity in a CFB
is considerably higher than that in a bubbling bed. High velocity combined
with excellent mixing allows a CFB to have large throughputs of biomass.
Here, gas and solids move up the reactor with some degree of internal refluxing.
As a result, the residence time of average biomass particles is longer than that
of the gas, but the difference is not as high as it is in a bubbling bed. A
major advantage of this system is that char entrained from the reactor is easily
separated and burnt in an external fluidized bed. The combustion heat is trans-
ferred to the inert bed solids that are recycled to the reactor by means of a
loop seal.
Rapid thermal pyrolysis (RTP), a commercial process developed by Ensyn,
probably originated from the ultra-rapid fluidized-bed pyrolyzer developed at
the University of Western Ontario in Canada. RTP uses a riser reactor. Here,
biomass is introduced into a vessel and rapidly heated to 500 °C by a tornado
of upflowing hot sand; it is then cooled within seconds. The heating rate is on
the order of 1000 °C/s, and the reactor residence time is from a few hundredths
of a millisecond to a maximum of 5 seconds, which gives a liquid yield as high
as 83% for wood (Hulet et
al., 2005).
3.6.4 ultra-rapid Pyrolyzer
High heating rate and short residence time in the pyrolysis zone are two key
requirements of high liquid yield. The ultra-rapid pyrolyzer, shown in Figure
3.9(c), developed by the University of Western Ontario provides extremely
short mixing (10–20
ms), reactor residence (70–200
ms), and quench (~20
ms)
times. Because the reactor temperature is also low (~650 °C), one can achieve
a liquid yield as high as 90% (Hulet et al., 2005). The inert gas nitrogen is
heated 100 °C above the reactor temperature and injected at very high velocity
into the reactor to bombard a stream of biomass injected in the reactor. The
reactor can also use a heat-carrier solid like sand that is heated externally and
bombarded on a biomass stream through multiple jets. Such a high-velocity
impact in the reactor results in an exceptionally high heating rate. The biomass
is thus heated to the pyrolysis temperature in a few milliseconds. The pyrolysis
product leaves the reactor from the bottom and is immediately cooled to sup-
press a secondary reaction or cracking of the oil vapor. This process is therefore
able to maximize the liquid yield during pyrolysis.

89
3.6 Pyrolyzer Types
3.6.5 Ablative Pyrolyzer
This process, shown in Figure 3.9(d), involves creation of high pressure between
a biomass particle and a hot reactor wall. This allows uninhibited heat transfer
from the wall to the biomass, causing the liquid product to melt out of the
biomass the way frozen butter melts when pressed against a hot pan. The
biomass sliding against the wall leaves behind a liquid film that evaporates and
leaves the pyrolysis zone, which is the interface between biomass and wall. As
a result of high heat transfer and short gas residence time, a liquid yield as high
as 80% is reported (Diebold and Power, 1988). The pressure between biomass
and wall is created either by mechanical means or by centrifugal force. In a
mechanical system a large piece of biomass is pressed against a rotating
hot plate.
3.6.6 rotating-cone Pyrolyzer
In this process, biomass particles are fed into the bottom of a rotating cone
(360–960
rev/min) together with an excess of heat-carrier solid particles (see
Figure 3.9(e)). Centrifugal force pushes the particles against the hot wall; the
particles are transported spirally upward along the wall. Owing to its excellent
mixing, the biomass undergoes rapid heating (5000
K/s) and is pyrolyzed
within the small annular volume. The product gas containing bio-oil vapor
leaves through another tube, while the solid char and sand spill over the upper
rim of the rotating cone into a fluidized bed surrounding it, as shown in Figure
3.9(e). The char burns in the fluidized bed, and this combustion helps heat the
cone as well as the solids that are recycled to it to supply heat for pyrolysis.
Special features of this reactor include very short solids residence time (0.5
seconds) and a small gas-phase residence time (0.3
seconds). These typically
provide a liquid yield of 60 to 70% on dry feed (Hulet et
al., 2005). The absence
of a carrier gas is another advantage of this process. The complex geometry of
the system may raise some scale-up issues.
3.6.7 Vacuum Pyrolyzer
A vacuum pyrolyzer, as shown in Figure 3.9(f), comprises a number of stacked
heated circular plates. The top plate is at about 200 °C while the bottom one
is at about 400 °C. Biomass fed to the top plate drops into successive lower
plates by means of scrapers. The biomass undergoes drying and pyrolysis while
moving over the plates. No carrier gas is required in this pyrolyzer. Only char
is left when the biomass reaches the lowest plate. Though the heating rate of
the biomass is relatively slow, the residence time of the vapor in the pyrolysis
zone is short. As a result, the liquid yield in this process is relatively modest,
about 35 to 50% on dry feed, with a high char yield. This pyrolyzer design is
complex, especially given the fouling potential of the vacuum pump.

90
chapter
|
3 Pyrolysis and Torrefaction
3.7 PyrolyzEr dEsIGn consIdErAtIons
This section discusses pyrolyzer design considerations in the production of
liquid fuel and charcoal through pyrolysis.
3.7.1 Production of liquid through Pyrolysis
Pyrolysis is one of several means of production of liquid fuel from biomass.
The maximum yield of organic liquid (pyrolytic oil or bio-oil) from thermal
decomposition may be increased to as high as 70% (dry weight) if the biomass
is rapidly heated to an intermediate temperature and if a short residence time
in the pyrolysis zone is allowed to reduce secondary reactions. Table 3.2 earlier
in the chapter shows how heating rate, pyrolysis temperature, and residence
time affect the nature of the pyrolysis product. These findings may be sum-
marized as follows:
A slower heating rate, a lower temperature, and a longer residence time
maximize the yield of solid char.
A higher heating rate, a higher temperature, and a shorter residence time
maximize the gas yield.
A higher heating rate, an intermediate temperature, and a shorter residence
time maximize the liquid yield.
There is an optimum pyrolysis temperature for maximum liquid yield. The
yield is highest at 500 °C and drops sharply above and below this temperature
(Boukis et
al., 2007). The residence time is generally in the range of 0.1 to 2.0
seconds. These values depend on several factors, including the type of biomass
(Klass, 1998). We can use a kinetic model for a reasonable yield assessment.
The one proposed by Liden et
al. (1988) is successful in predicting pyrolysis
liquid yields over a wide range of conditions.
Heat transfer is a major consideration in the design of a pyrolyzer. The heat
balance for a typical pyrolyzer may be written as
Heat released by char combustion Heat in incoming stream
[ ]
+
[[ ]
=
[ ]
+
[ ]
Heat required for pyrolysis Heat loss
(3.10)
Assessing heat loss accurately is difficult before the unit is designed. So, for
preliminary assessment, we can take this to be 10% of the heat in the incoming
stream (Boukis et
al., 2007, p. 1377).
Fast, or flash, pyrolysis is especially suitable for pyrolytic liquefaction of
biomass. The product is a mixture of several hydrocarbons, which allows pro-
duction of fuel and chemicals through appropriate refining methods. The heating
value of the liquid produced is in the same range (15–19
MJ/kg) as that
of the
parent biomass. The pyrolytic liquid contains several water-soluble sugars and
polysaccharide-derivative compounds and water-insoluble pyrolytic lignin.
91
3.7 Pyrolyzer Design Considerations
Pyrolytic liquid contains a much higher amount of oxygen (~50%) than does
most fuel oil. It is also heavier (specific gravity ~1.3) and more viscous. Unlike
fuel oil, pyrolytic oil increases in viscosity with time because of polymerization.
This oil is not self-igniting like fuel oil, and as such it cannot be blended with
diesel for operating a diesel engine.
Pyrolytic oil is, however, a good source of some useful chemicals, like
natural food flavoring, that can be extracted, leaving the remaining product for
burning. Alternately, we can subject the pyrolytic oil to hydrocracking to
produce gasoline and diesel.
3.7.2 Production of charcoal through Pyrolysis
Carbon is a preferred product of biomass pyrolysis at a moderate temperature.
Thermodynamic equilibrium calculation shows that the char yield of most
biomass may not exceed 35%. Table 3.6 gives the theoretical equilibrium yield
of biomass at different temperatures. Assuming that cellulose represents bio
-
mass, the stoichiometric equation for production of charcoal (Antal, 2003) may
be written as
C H O C H O CO CH
6 10 5 2 2 4
3 74 2 65 1 17 1 08→ + + +. . . . (3.11)
Charcoal production from biomass requires slow heating for a long duration
but at a relatively low temperature of around 400 °C. An extreme example of
a pyrolysis or carbonization is in the coke oven in an iron and steel plant, which
pyrolyzes (carbonizes) coking coal to produce hard coke used for iron extrac-
tion. This is an indirectly heated fixed-bed pyrolyzer that operates at a tempera-
ture exceeding 1000 °C and for a long period of time to maximize gas and solid
coke production.
Table 3.6 Thermodynamic Equilibrium Concentration of Cellulose
Pyrolysis at Different Temperatures
Product
(%)
Temperature (°C)
200 300 400 500 600
C 32 28 27 27 25.2
H
2
O 36.5 32.5 9.5 27 22.5
CH
4
8.5 10 10.5 10 9
CO
2
23.9 28 32 35 36
CO 0 0 0.1 1.2 4.5
Source: Derived from data in Antal, 2003.
92
chapter
|
3 Pyrolysis and Torrefaction
3.8 torrEFActIon
Torrefaction, a process different from carbonization, is a mild pyrolysis process
carried out in a temperature range of 230 to 300 °C in the absence of oxygen.
This thermal pretreatment of biomass improves its energy density, reduces its
oxygen-to-carbon (O/C) ratio, and reduces its hygroscopic nature. During this
process the biomass dries and partially devolatilizes, decreasing its mass while
largely preserving its energy content. The torrefaction process removes H
2
O
and CO
2
from the biomass. As a result, both the O/C and the H/C ratios of the
biomass decrease. In raw biomass, high oxygen content prompts its over-
oxidation during gasification, increasing the thermodynamic losses of the
process. Torrefaction could reduce this loss by reducing the oxygen in the
biomass. Torrefaction also increases the relative carbon content of the biomass.
The properties of a torrefied wood depends on torrefaction temperature, time,
and on the type of wood feed.
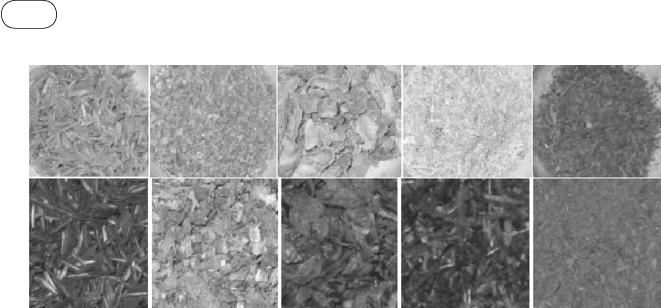
A popular example of torrefaction is the process of roasting coffee beans.
As the green beans are heated to 200 to 300 °C, their surface darkens (www.
coffeeresearch.org/coffee). Figure 3.10 contains photographs of rice husk,
peanut husk, bagasse, and water hyacinth before and after torrefaction. The
color change is present in all biomass but to different degrees.
Torrefaction also modifies the structure of the biomass, making it more
friable or brittle. This is caused by the depolymerization of hemicellulose. As
a result, the process of size reduction becomes easier, lowering its energy con-
sumption and the cost of handling. This makes it easier to co-fire biomass in a
pulverized-coal fired boiler or gasify it in an entrained-flow reactor.
Torrefaction causes some reduction in the energy content of the biomass
because of partial devolatilization, but given the much higher reduction in mass,
the energy density of the biomass increases. Table 3.7 shows an example of
torrefaction. Here, we note that by losing only 11 to 17% energy, the biomass
FIGurE 3.10 Comparison of several biomass species before and after torrefaction. Top row: raw
biomass, rice husk, sawdust, peanut husk, bagasse, and water-hyacinth; bottom row: the same
species after torrefaction. (Source: Adapted from previous work of the author.)
93
3.8 Torrefaction
(bagasse) lost 31 to 38% of its original mass. Thus, there is a 29 to 33% increase
in energy density (energy per unit mass) of the biomass. This increases its
higher heating value (HHV) to about 20
MJ/kg. Even if we take into account
the energy used in the torrefaction process, we can see from Table 3.7 that there
is a net rise in the energy density of the fuel.
Another special feature of torrefaction is that it reduces the hygroscopic
property of biomass; therefore, when torrefied biomass is stored, it absorbs less
moisture than that absorbed by fresh biomass. For example, while raw bagasse
absorbed 186% moisture when immersed in water for two hours, it absorbed
only 7.6% moisture under this condition after torrefying the bagasse for 60
minutes at 250 °C (Pimchua et al., 2009). The reduced hygroscopic (or enhanced
hydrophobic) nature of torrefied biomass mitigates one of the major shortcom-
ings for energy use of biomass.
3.8.1 Advantages of torrefaction
Torrefied wood performs better than original wood (or another biomass) in both
gasification and combustion. Major features and advantages of torrefaction are
as follows:
It increases the O/C ratio of the wood, which improves its gasification
efficiency.
It reduces power requirements for size reduction, and improves handling.
It offers cleaner-burning fuel with little acid in the smoke.
Table 3.7 Changes in the Bagasse Properties after Torrefaction at 250 °C
Property
Torrefaction Time (min)
15 30 45
Mass yield (%) 69 68.33 62
Energy yield (%) 88.86 91.06 83.23
Energy density (% energy yield/% mass yield) 1.29 1.33 1.34
Energy required (MJ/kg product) 2.34 2.58 2.99
Higher heating value (HHV) (MJ/kg product) 19.88 20.57 20.72
Rise in HHV (%) 22.35 24.96 25.51
HHV (MJ/kg raw material) 15.44 15.44 15.44
Net energy (MJ/kg product) 17.54 17.99 17.73
Note: Moisture absorption after 2 hr in water: Raw bagasse, 186%; torrified bagasse, 7.63%.
Source: Adapted from Pimchua et
al., 2009.
94
chapter
|
3 Pyrolysis and Torrefaction
A fuel gas that has an enhanced heating value may be obtained through
gasification.
Torrefied wood absorbs less moisture when stored.
One can produce superior-quality biomass pellets with higher volumetric
energy density.
Based on these features, we can easily speculate that torrefaction will allow
biomass to be used in entrained-flow gasification, direct combustion in a PC-
fired boiler, and production of biopellet.
3.8.2 Mechanism of torrefaction
In biomass, hemicellulose is like the cement in reinforced concrete, and cel-
lulose is like the steel rods. The strands of microfibrils (cellulose) are supported
by the hemicellulose. Decomposition of hemicellulose during torrefaction is
like the melting away of the cement from the reinforced concrete. Thus, the
size reduction of biomass consumes less energy after torrefaction.
During torrefaction the weight loss of biomass comes primarily from the
decomposition of its hemicellulose constituents. Hemicellulose decomposes
mostly within the temperature range 150 to 280 °C, which is the temperature
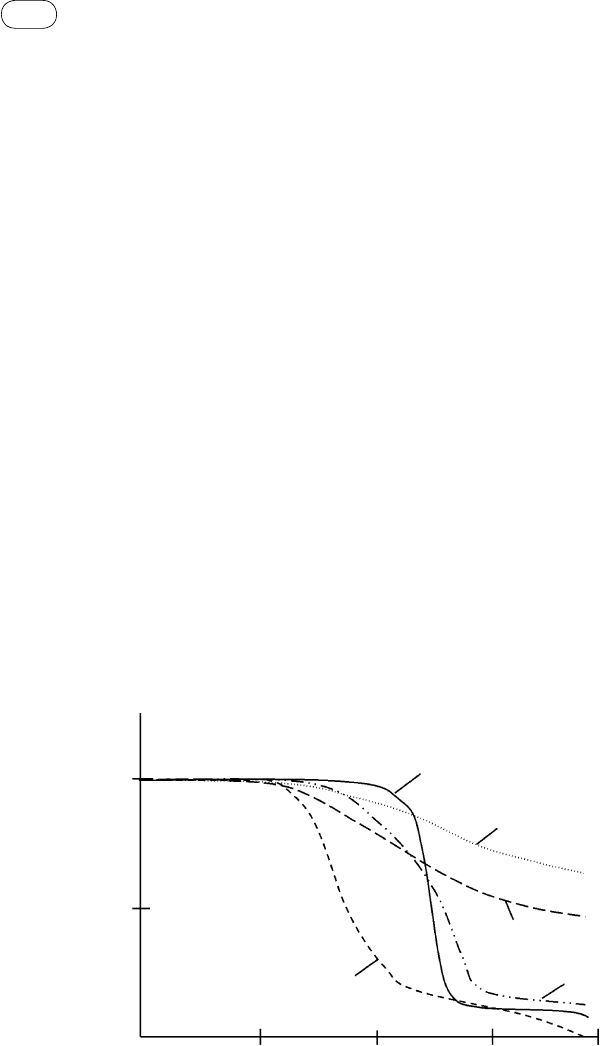
window of torrefaction. As we can see from Figure 3.11, the hemicellulose
component undergoes the greatest amount of degradation within the 200 to
300 °C temperature window. Lignin, the binder component of biomass, starts
softening above its glass-softening temperature (~130 °C), which helps densi-
fication (pelletization) of torrefied biomass. Unlike hemicellulose, cellulose
100
100
50
200
Hemicellulose
Cellulose
Acid lignin
Milled wood
lignin
Wood
300 400 500
Temperature (°C)
Weight (%)
FIGurE 3.11 Weight loss in wood cellulose, hemicellulose, and lignin during torrefaction.

95
3.8 Torrefaction
shows limited devolatilzation and carbonization and that too does not start
below 250 °C.
Thus, hemicellulose decomposition is the primary mechanism of torrefac-
tion. At lower temperatures (< 160 °C), as biomass dries it releases H
2
O and
CO
2
. Water and carbon dioxide, which make no contribution to the energy in
the product gas, constitute a dominant portion of the weight loss during
torrefaction. Above 180 °C, the reaction becomes exothermic, releasing gas
with small heating values. The initial stage (< 250 °C) involves hemicellulose
depolymerization, leading to an altered and rearranged polysugar structures
(Bergman et al., 2005a). At higher temperatures (250–300 °C) these form chars,
CO, CO
2
, and H
2
O. The hygroscopic property of biomass is partly lost in tor-
refaction because of the destruction of OH groups through dehydration, which
prevents the formation of hydrogen bonds.
3.8.3 design considerations for torrefaction
In a typical torrefaction process the biomass is heated gently to the desired
torrefaction temperature (θ
tor
), held there for a specified reaction time, and then
cooled down. The torrefaction temperature and the reaction time are two of the
most important parameters in this process. The torrefaction temperature θ
tor
generally reduces with reaction time t
heating
.
The design norm for torrefaction is
200 300
200
1
° < < °
−
< °
C C
C s
θ
θ
tor
tor
heating
t
(3.12)
where θ
tor
is the torrefaction temperature in °C, and t
heating
is the heating time
above 200 °C. A typical reaction time is about 30 minutes. The properties of
torrefied wood depend on (1) the type of wood, (2) the reaction temperature,
and (3) the reaction time.
Torrefaction loses more oxygen and hydrogen than carbon. Hence, the H/C
and O/C ratios decrease. However, it should not be confused with carboniza-
tion, which takes place at a much higher temperature and produces charcoal
with even lower H/C and O/C ratios.
3.8.4 torrefied Pellet
The pelletizing process resolves some typical problems of biomass fuels: trans-
port and storing costs are minimized, handling is improved, and the volumetric
calorific value is increased. Pelletization may not increase the energy density
on a mass basis, but it can increase the energy content of the fuel on a volume
basis. For example, while the energy density on a mass basis for raw wood,
torrefied wood, wood pellet, and torrefied pellet was 10.5, 19.9, 16.2, and