Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.


74
3.
PULPING FUNDAMENTALS
A Vent
•fife
«ijf*'*^^
t"'*«'«•--'
(*•*- "'*.'«
*,«"
11 *
I
To Blow Tank
Fig. 3-11. A stationary batch digester with
indirect heatmg of the liquor. Reprinted from Fig. 3-12. A laboratory batch digester with
Making Pulp and Paper, ®1967 Crown product (below).
Zellerbach Corp., with permission.
GENERAL CHEMICAL PULPING
75
cess.
During the heating time, air and other
noncondensable gases from the digester are vent-
ed. 5) When the cook is completed, as deter-
mined by the kappa of pulp from the digester, the
contents of the digester are discharged to the blow
tank. 6) The digester is opened and the sequence
is repeated.
Continuous
digester
A continuous digester is a tube-shaped digest-
er where chips are moved through a course that
may contain elements of presteaming, liquor
impregnation, heating, cooking, and washing.
Chips enter and exit the digester continuously.
Continuous digesters tend to be more space effi-
cient, easier to control giving increased yields and
reduced chemical demand, labor-saving, and more
energy efficient than batch digesters.
Since continuous digesters are always pres-
surized, special feeders must be used to allow
chips at atmospheric pressure to enter the pres-
surized digester without allowing the contents of
the digester to be lost. Screw feeders are used for
materials like sawdust and straw. A moving plug
of fiber is used to make the seal. Rotary valves
(Fig. 3-16) work like revolving doors. A pocket
is filled with wood chips or other fiber source at
atmospheric pressure. When the valve is rotated
it is sealed from the atmosphere and then opened
into the digester where the contents are deposited.
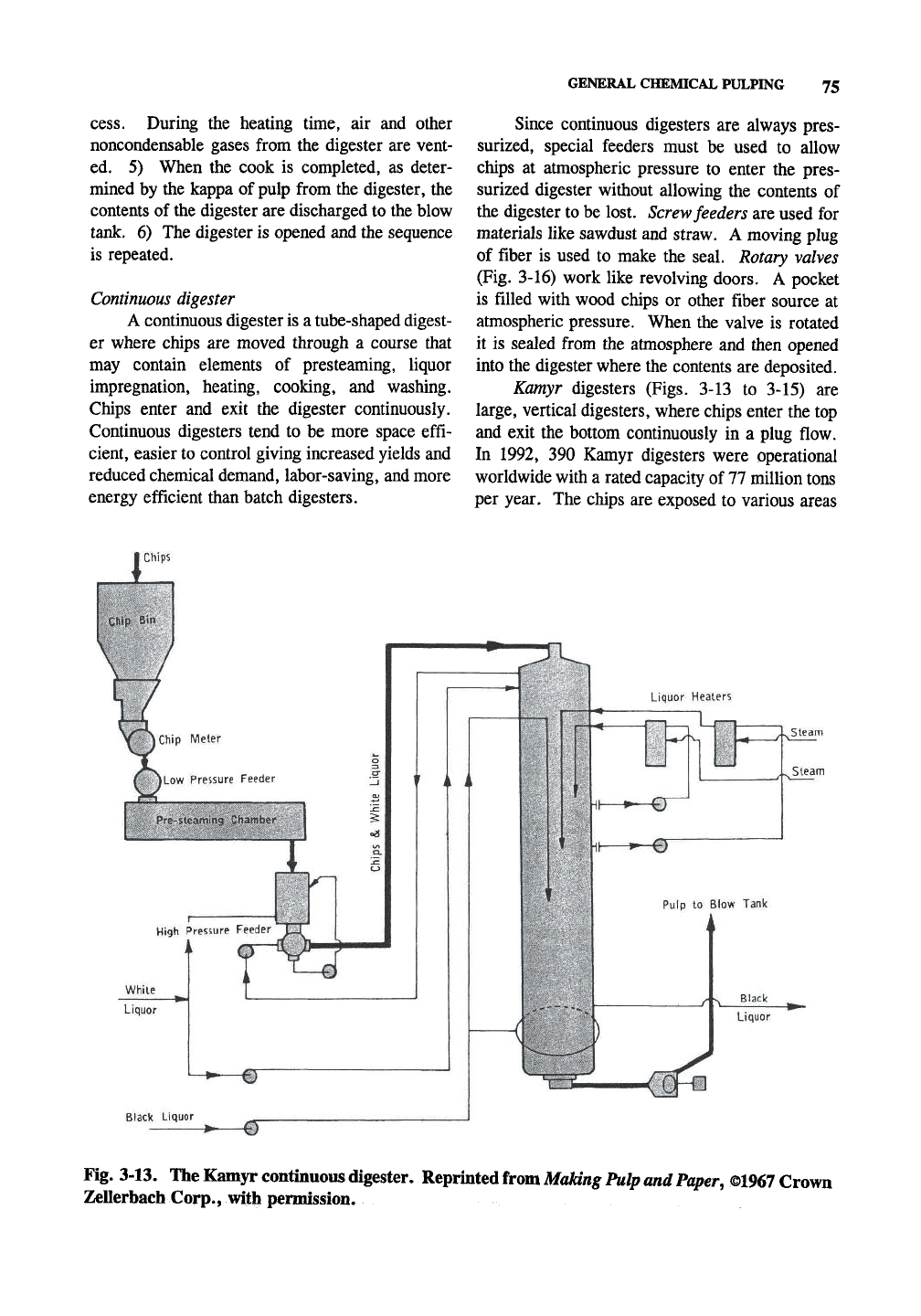
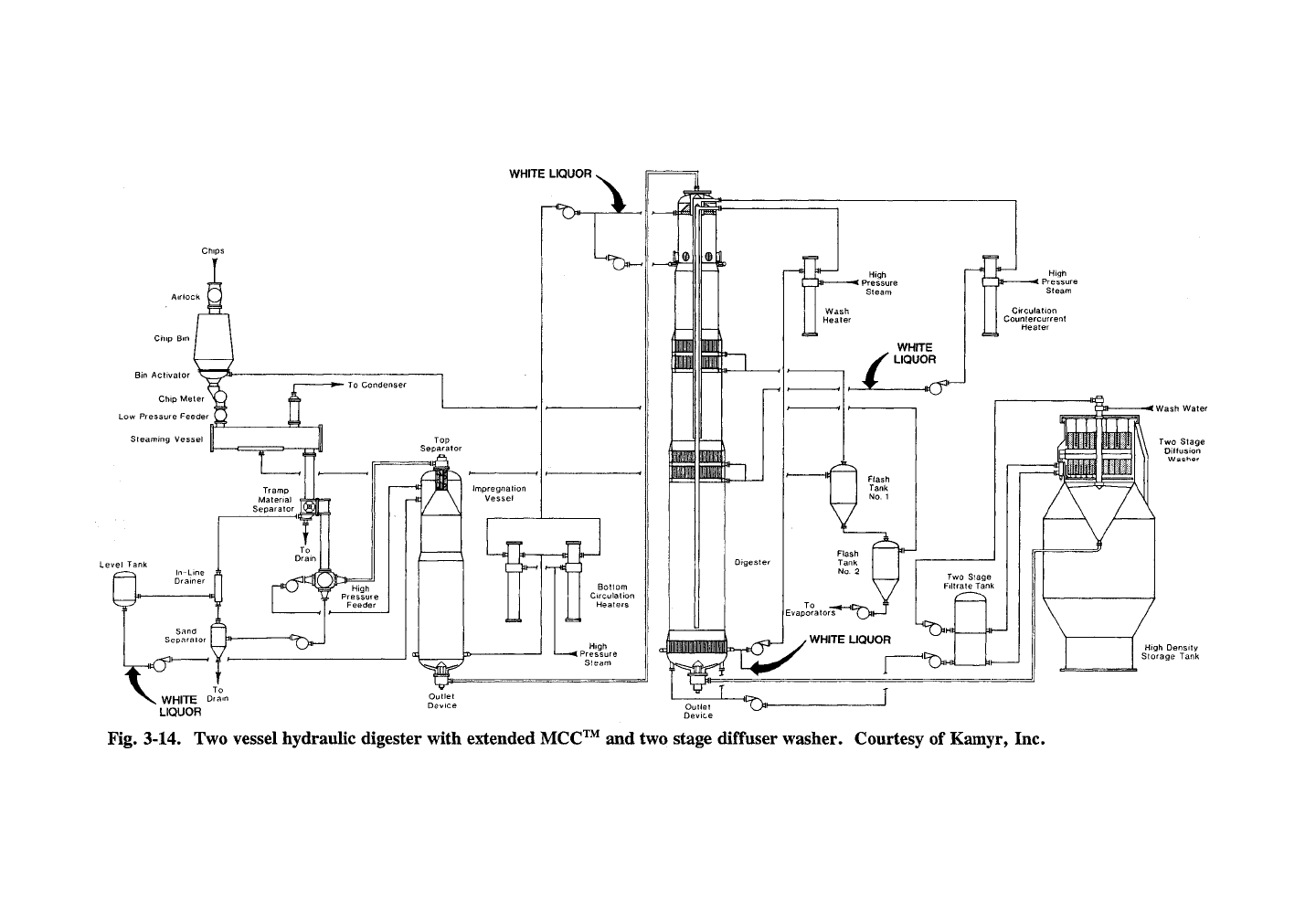
Kamyr digesters (Figs. 3-13 to 3-15) are
large, vertical digesters, where chips enter the top
and exit the bottom continuously in a plug flow.
In 1992, 390 Kamyr digesters were operational
worldwide with a rated capacity of
77
million tons
per year. The chips are exposed to various areas
Fig. 3-13. The Kamyr continuoiis digester. Reprinted from Making Pulp and
Paper,
©1967 Crown
Zellerbach Corp., with permission.
~E
m
I
.~
~
i iii
o'~
I,-q
0
z::
m
T
A,,
oJf LMMI .......... lml]
oi
~ ~
!
' I
0
0
"
T
I--
g
E!
J
r,,)
8 r
o c
.c_
m
0
- ~'® ~
~~ Ii
WO
~ E eh
• o J~l
GENERAL CHEMICAL PULPING
77
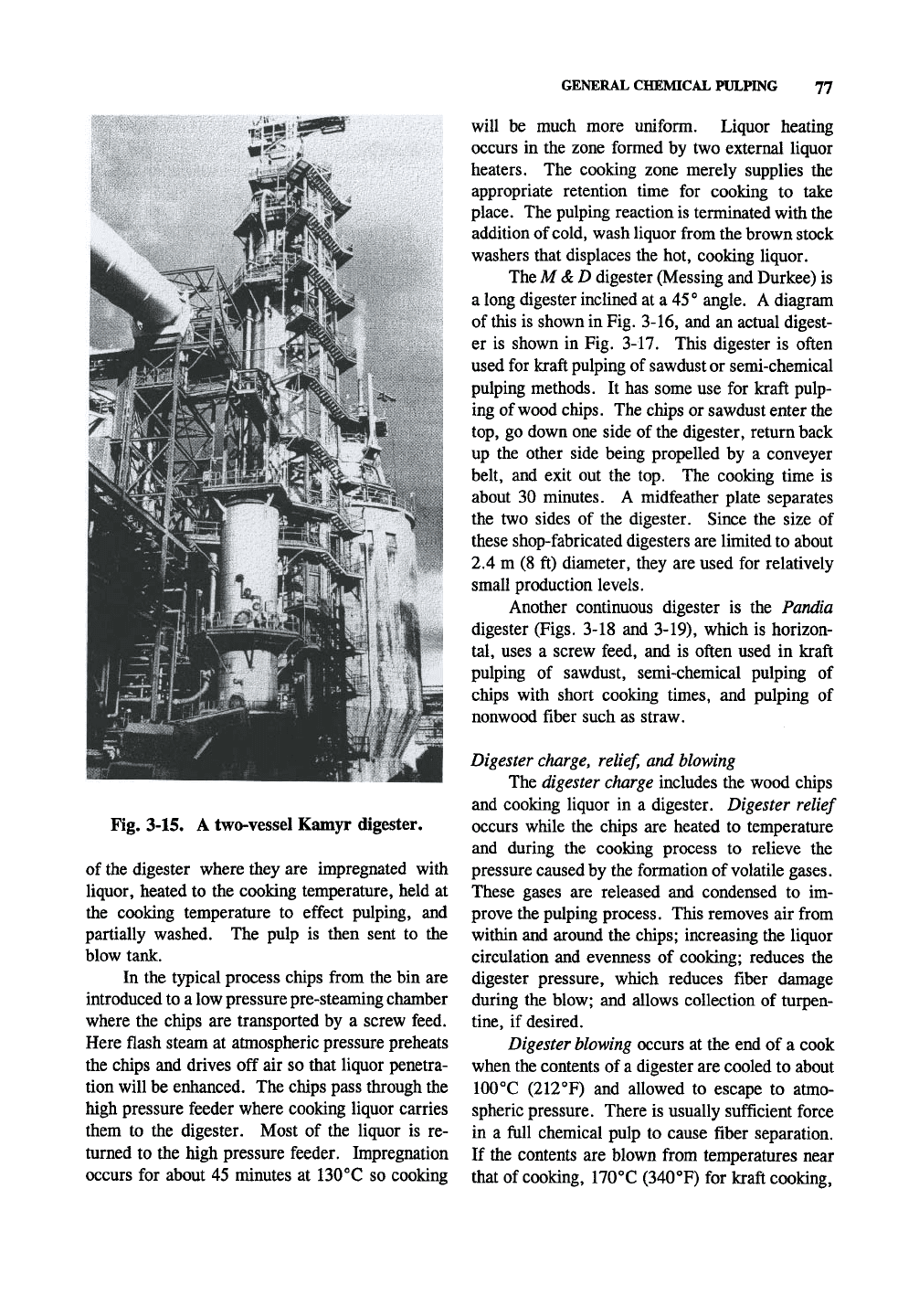
Fig. 3-15. A two-vessel Kamyr digester.
of the digester where they are impregnated with
liquor, heated to the cooking temperature, held at
the cooking temperature to effect pulping, and
partially washed. The pulp is then sent to the
blow tank.
In the typical process chips from the bin are
introduced to a low pressure pre-steaming chamber
where the chips are transported by a screw feed.
Here flash steam at atmospheric pressure preheats
the chips and drives off air so that liquor penetra-
tion will be enhanced. The chips pass through the
high pressure feeder where cooking liquor carries
them to the digester. Most of the liquor is re-
turned to the high pressure feeder. Impregnation
occurs for about 45 minutes at 130°C so cooking
will be much more uniform. Liquor heating
occurs in the zone formed by two external liquor
heaters. The cooking zone merely supplies the
appropriate retention time for cooking to take
place. The pulping reaction is terminated with the
addition of cold, wash liquor from the brown stock
washers that displaces the hot, cooking liquor.
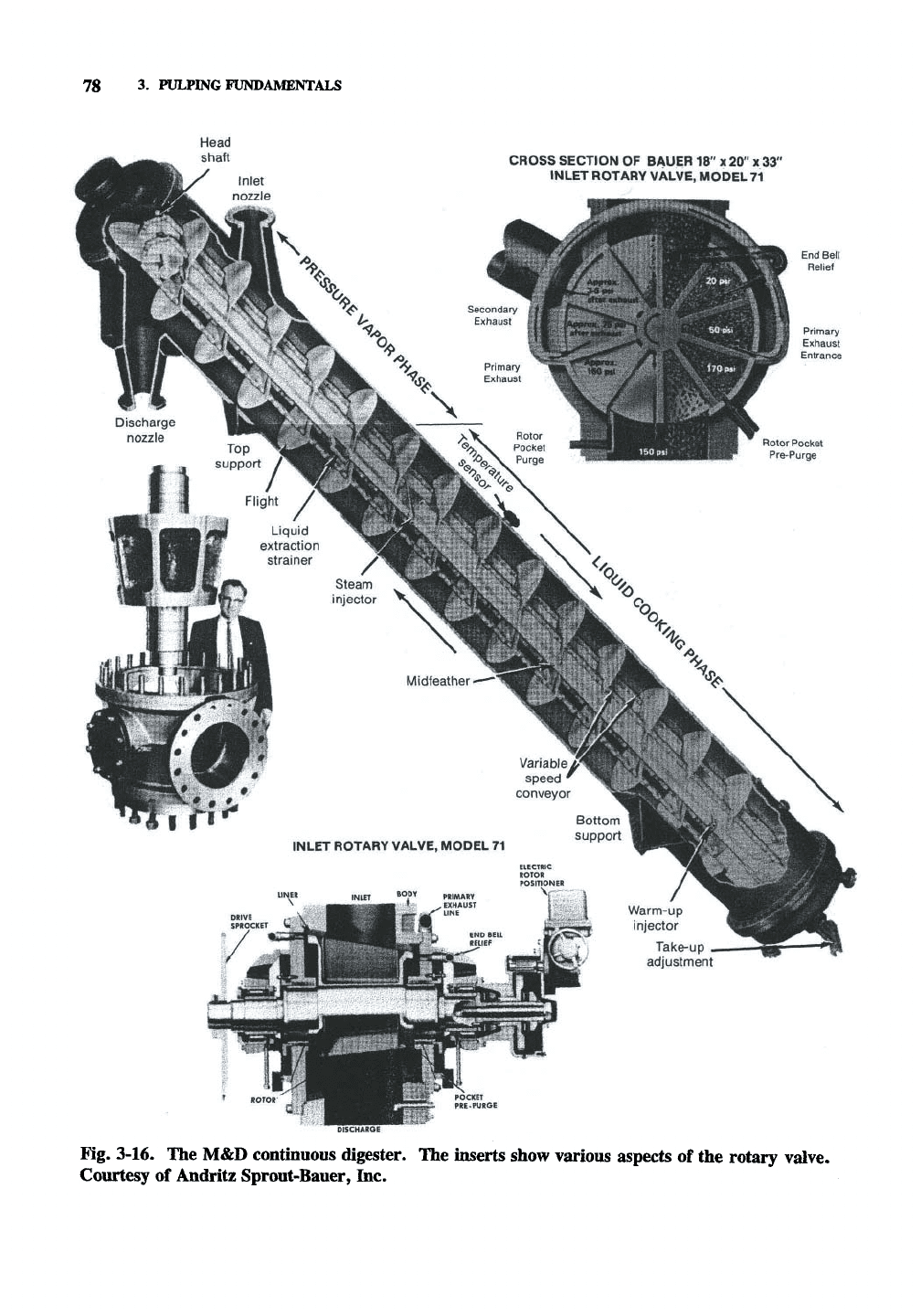
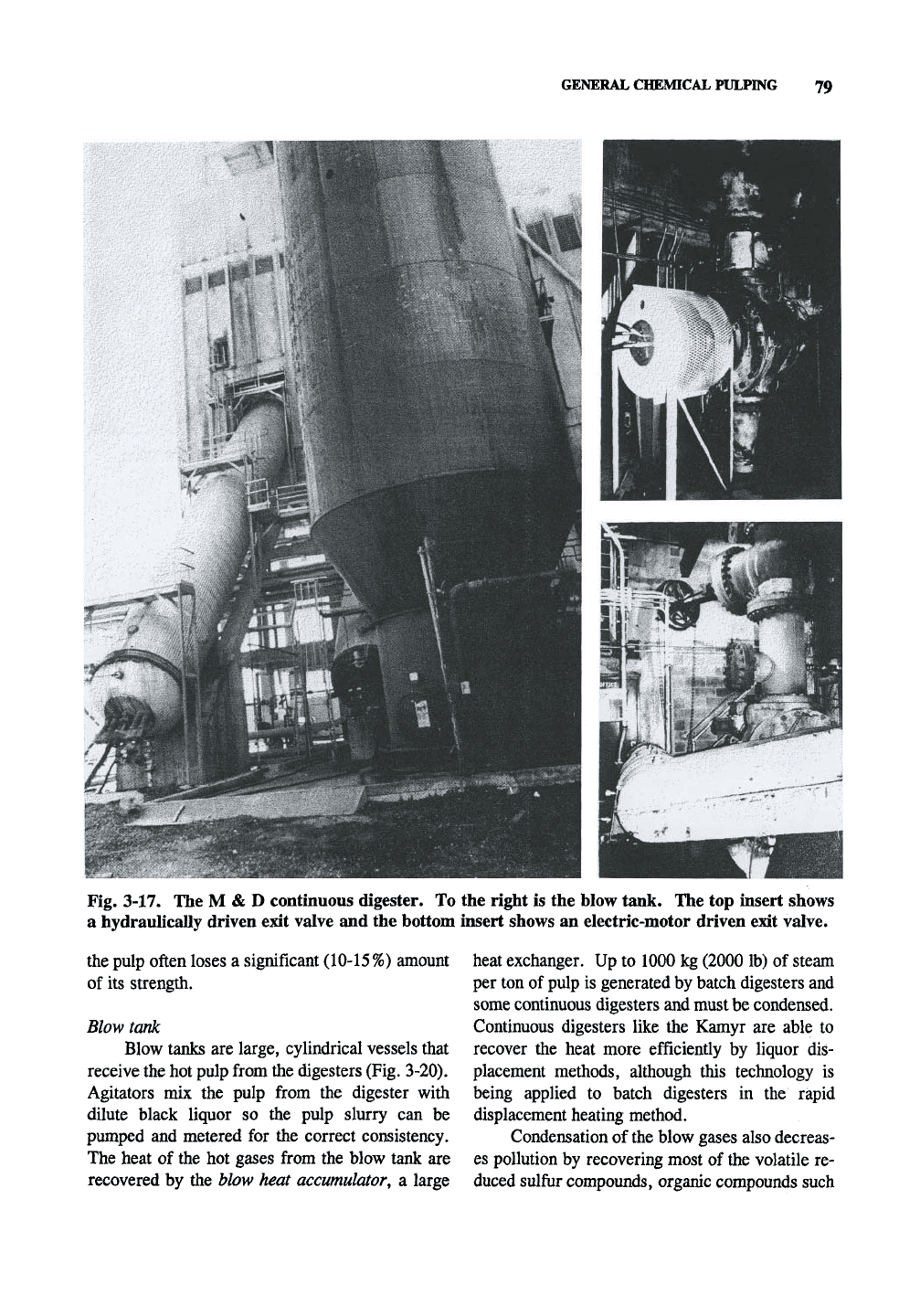
The M&D digester (Messing and Durkee) is
a long digester inclined at a 45° angle. A diagram
of this is shown in Fig. 3-16, and an actual digest-
er is shown in Fig. 3-17. This digester is often
used for kraft pulping of sawdust or semi-chemical
pulping methods. It has some use for kraft pulp-
ing of wood chips. The chips or sawdust enter the
top,
go down one side of the digester, return back
up the other side being propelled by a conveyer
belt, and exit out the top. The cooking time is
about 30 minutes. A midfeather plate separates
the two sides of the digester. Since the size of
these shop-fabricated digesters are limited to about
2.4 m (8 ft) diameter, they are used for relatively
small production levels.
Another continuous digester is the Pandia
digester (Figs. 3-18 and 3-19), which is horizon-
tal,
uses a screw feed, and is often used in kraft
pulping of sawdust, semi-chemical pulping of
chips with short cooking times, and pulping of
nonwood fiber such as straw.
Digester
charge,
relief,
and blowing
The digester charge includes the wood chips
and cooking liquor in a digester. Digester relief
occurs while the chips are heated to temperature
and during the cooking process to relieve the
pressure caused by the formation of volatile gases.
These gases are released and condensed to im-
prove the pulping process. This removes air from
within and around the chips; increasing the liquor
circulation and evenness of cooking; reduces the
digester pressure, which reduces fiber damage
during the blow; and allows collection of turpen-
tine,
if desired.
Digester
blowing
occurs at the end of a cook
when the contents of a digester are cooled to about
100°C (212°F) and allowed to escape to atmo-
spheric pressure. There is usually sufficient force
in a full chemical pulp to cause fiber separation.
If the contents are blown from temperatures near
that of cooking, 170°C (340°F) for kraft cooking,
78 3. PULPING FUNDAMENTALS
Head
shaft
CROSS SECTION OF BAUER 18" x
20"
x 33"
INLET ROTARY VALVE, MODEL 71
End Bell
Relief
Primary
Exhaust
Entrance
Fig. 3-16. The M&D continuous digester. The inserts show various aspects
of
the rotary valve.
Courtesy
of
Andritz Sprout-Bauer, Inc.
GENERAL CHEMICAL PULPING
79
Fig. 3-17. The M & D continuous digester. To the right is the blow tank. The top insert shows
a hydrauUeally driven exit valve and the bottom insert shows an electric-motor driven exit valve.
the pulp often loses a significant (10-15%) amount
of its strength.
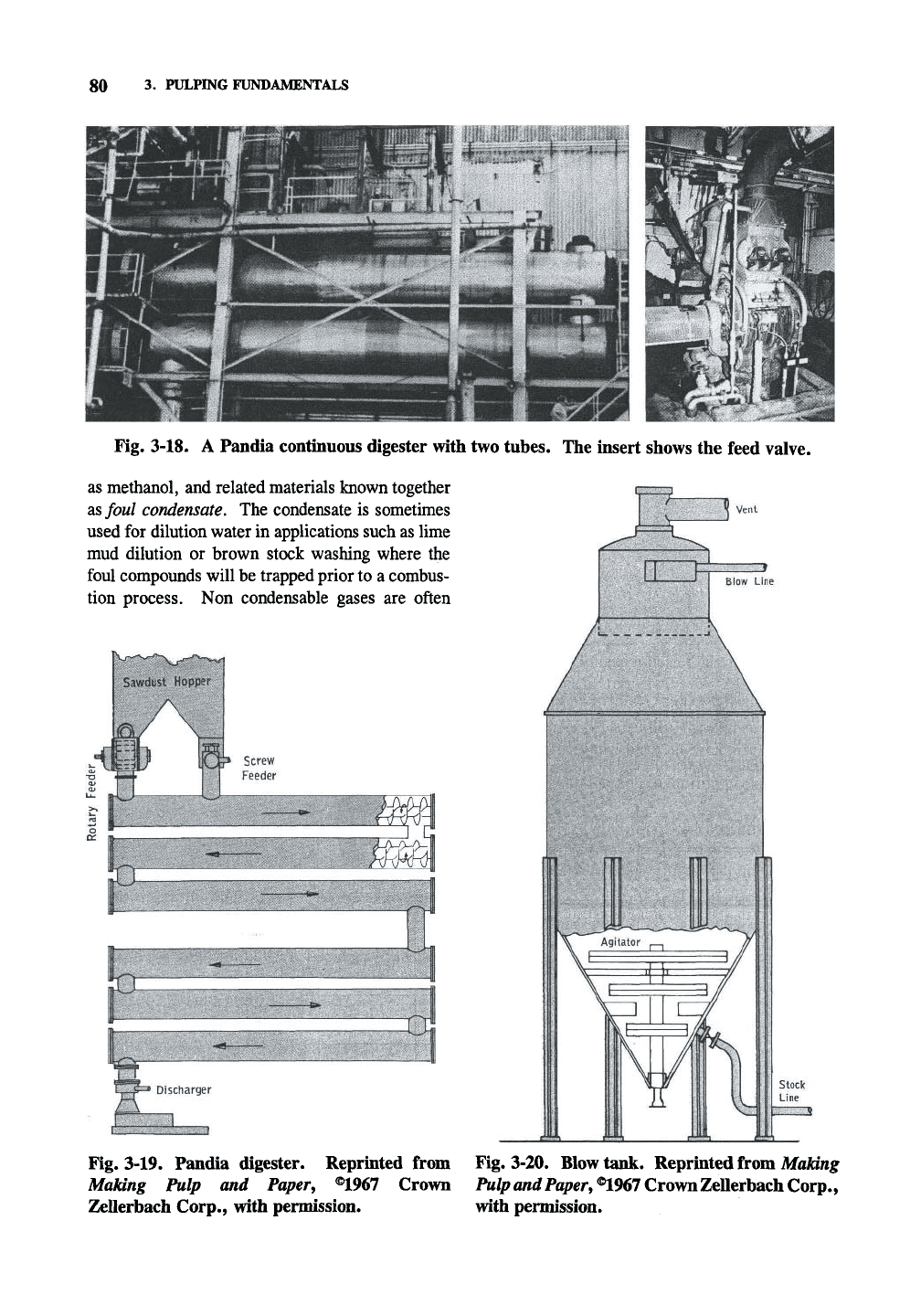
Blow tank
Blow tanks are large, cylindrical vessels that
receive the hot pulp from the digesters (Fig. 3-20).
Agitators mix the pulp from the digester with
dilute black liquor so the pulp slurry can be
pumped and metered for the correct consistency.
The heat of the hot gases from the blow tank are
recovered by the blow heat accumulator, a large
heat exchanger. Up to 1000 kg (2000 lb) of steam
per ton of pulp is generated by batch digesters and
some continuous digesters and must be condensed.
Continuous digesters like the Kamyr are able to
recover the heat more efficiently by liquor dis-
placement methods, although this technology is
being applied to batch digesters in the rapid
displacement heating method.
Condensation of the blow gases also decreas-
es pollution by recovering most of the volatile re-
duced sulfur compounds, organic compounds such
80
3.
PULPING FUNDAMENTALS
Fig. 3-18. A Pandia continuous digester with two tubes. The insert shows the feed valve.
as methanol, and related materials known together
SLsfoul
condensate. The condensate is sometimes
used for dilution water in applications such as lime
mud dilution or brown stock washing where the
foul compounds will be trapped prior to a combus-
tion process. Non condensable gases are often
Discharger
Fig. 3-19. Pandia digester. Reprinted from
Making Pulp and Paper ^ ®1967 Crown
Zellerbach Corp., with permission.
Fig. 3-20. Blow tank. Reprinted from Making
Pulp
and Paper
J
®1967 Crown Zellerbach Corp.,
with permission.
GENERAL CHEMICAL PULPING
81
diverted to the lime kiln for combustion. The pulp
is then sent to be screened and cleaned in the
brown stock washers.
Liquor
Cooking or pulping liquors are aqueous
solutions of chemicals used for delignification of
wood by pulping.
Chemical concentration
The chemical concentration is measure of the
concentration of the pulping chemical in the
liquor. For example, in sulfite pulping the liquor
may be 6% SO2, indicating 6 grams of sulfite
chemical
(SO2
basis) per 100 ml of liquor. In this
case if the liquor:wood ratio is 4:1, the percent
chemical on wood is 24% as SO2. The following
is an important relationship, not the definition of
chemical concentration.
chemical concentration in liquor =
percent chemical on wood
liquor to wood ratio
Chemical charge (to a process), percent
chemical
on wood
(or
pulp for bleaching)
The chemical charge or chemical on wood is
another fundamental parameter of chemical pulp-
ing processes. It is the measure of the weight of
chemical used to process a material relative to the
weight of the material
itself.
This applies to any
chemical process, such as pulping and bleaching.
For example, typically, kraft pulping is carried out
with 25% total alkali on wood. This would
indicate 500 lb of alkali as sodium oxide (in the
U.S.
sodium-based chemicals are reported in terms
of sodium oxide) for 2000 lb of dry wood. Chem-
icals in sulfite pulping are expressed on an SOj
basis.
Also, when bleaching mechanical pulp, one
might use "0.5% sodium peroxide on pulp". This
means that for every one ton of oven-dry pulp, 10
lb of sodium peroxide are used.
, .11. mass dry chemical used ^^^^^
chemical charge= xl00%
mass dry material treated
Liquor to wood ratio
The liquor to wood ratio, liquor:wood, is
normally expressed as a ratio; typically, it has a
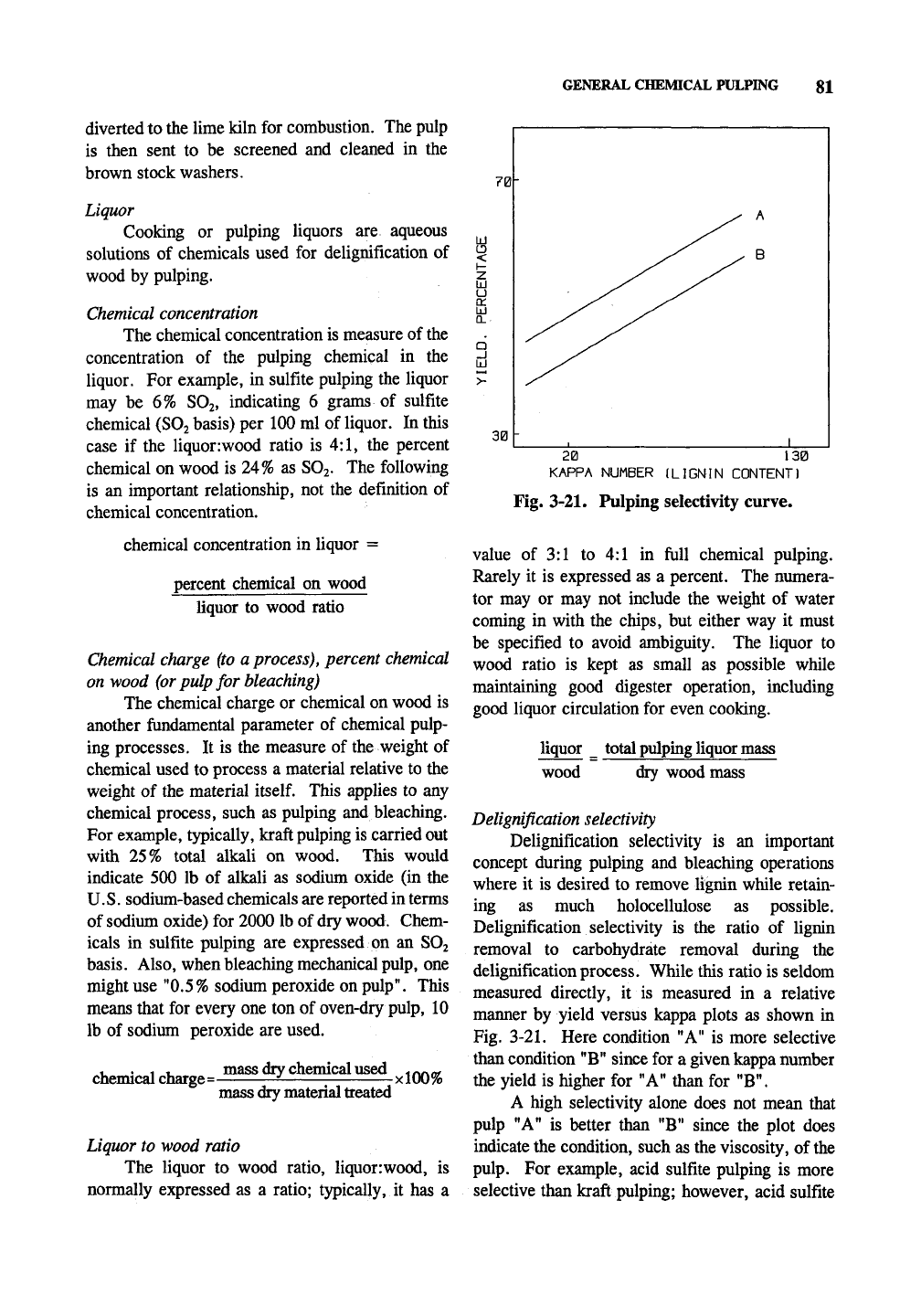
20 130
KAPPA NUMBER (LIGNIN CONTENT)
Fig. 3-21. Pulping selectivity curve.
value of 3:1 to 4:1 in full chemical pulping.
Rarely it is expressed as a percent. The numera-
tor may or may not include the weight of water
coming in with the chips, but either way it must
be specified to avoid ambiguity. The liquor to
wood ratio is kept as small as possible while
maintaining good digester operation, including
good liquor circulation for even cooking.
liquor ^ total pulping liquor mass
wood dry wood mass
Delignification selectivity
Delignification selectivity is an important
concept during pulping and bleaching operations
where it is desired to remove lignin while retain-
ing as much holocellulose as possible.
Delignification selectivity is the ratio of lignin
removal to carbohydrate removal during the
delignification
process.
While this ratio is seldom
measured directly, it is measured in a relative
manner by yield versus kappa plots as shown in
Fig. 3-21. Here condition "A" is more selective
than condition "B" since for a given kappa number
the yield is higher for "A" than for "B".
A high selectivity alone does not mean that
pulp "A" is better than "B" since the plot does
indicate the condition, such as the viscosity, of the
pulp.
For example, acid sulfite pulping is more
selective than kraft pulping; however, acid sulfite
82
3.
PULPING FUNDAMENTALS
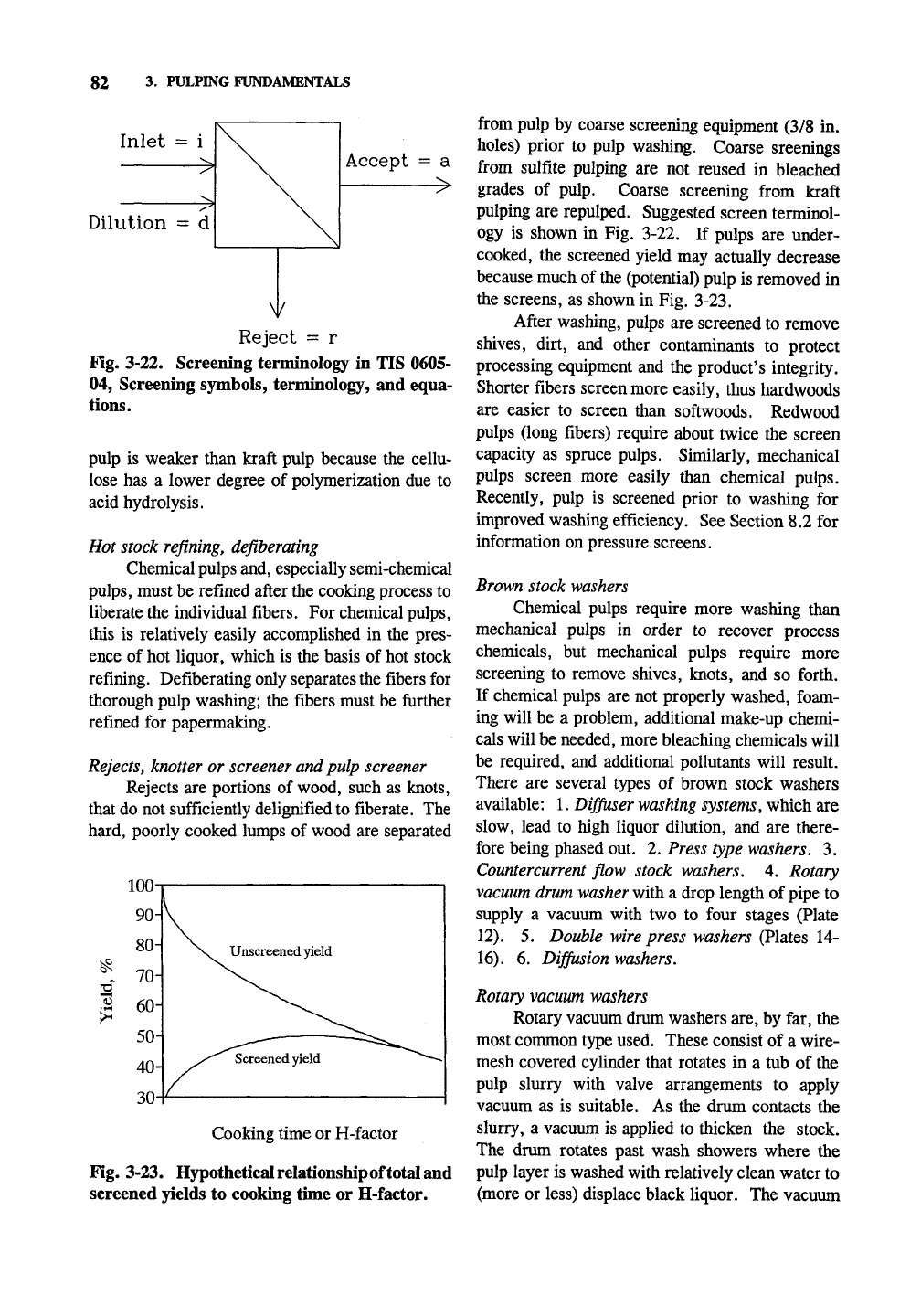
Inlet
Dilution = d
V
Reject = r
Fig. 3-22. Screening terminology in TIS 0605-
04,
Screening symbols, terminology, and equa-
tions.
pulp is weaker than kraft pulp because the cellu-
lose has a lower degree of polymerization due to
acid hydrolysis.
Hot stock refining, defiberating
Chemical pulps and, especially semi-chemical
pulps,
must be refined after the cooking process to
liberate the individual fibers. For chemical pulps,
this is relatively easily accomplished in the pres-
ence of hot liquor, which is the basis of hot stock
refining. Defiberating only separates the fibers for
thorough pulp washing; the fibers must be further
refined for papermaking.
Rejects, knotter or screener and pulp screener
Rejects are portions of wood, such as knots,
that do not sufficiently delignified to
fiber
ate. The
hard, poorly cooked lumps of wood are separated
Unscreened yield
Cooking time or H-factor
Fig. 3-23. Hypothetical relationship of total and
screened yields to cooking time or H-factor.
from pulp by coarse screening equipment (3/8 in.
holes) prior to pulp washing. Coarse sreenings
from sulfite pulping are not reused in bleached
grades of pulp. Coarse screening from kraft
pulping are repulped. Suggested screen terminol-
ogy is shown in Fig. 3-22. If pulps are under-
cooked, the screened yield may actually decrease
because much of the (potential) pulp is removed in
the screens, as shown in Fig. 3-23.
After washing, pulps are screened to remove
shives, dirt, and other contaminants to protect
processing equipment and the product's integrity.
Shorter fibers screen more easily, thus hardwoods
are easier to screen than softwoods. Redwood
pulps (long fibers) require about twice the screen
capacity as spruce pulps. Similarly, mechanical
pulps screen more easily than chemical pulps.
Recently, pulp is screened prior to washing for
improved washing efficiency. See Section 8.2 for
information on pressure screens.
Brown stock washers
Chemical pulps require more washing than
mechanical pulps in order to recover process
chemicals, but mechanical pulps require more
screening to remove shives, knots, and so forth.
If chemical pulps are not properly washed, foam-
ing will be a problem, additional make-up chemi-
cals will be needed, more bleaching chemicals will
be required, and additional pollutants will result.
There are several types of brown stock washers
available: 1. Diffuser
washing
systems, which are
slow, lead to high liquor dilution, and are there-
fore being phased out. 2. Press type washers. 3.
Countercurrent flow stock washers. 4. Rotary
vacuum drum
washer
with a drop length of pipe to
supply a vacuum with two to four stages (Plate
12).
5. Double wire press washers (Plates 14-
16).
6. Diffusion washers.
Rotary vacuum washers
Rotary vacuum drum washers are, by far, the
most common type used. These consist of a wire-
mesh covered cylinder that rotates in a tub of the
pulp slurry with valve arrangements to apply
vacuum as is suitable. As the drum contacts the
slurry, a vacuum is applied to thicken the stock.
The drum rotates past wash showers where the
pulp layer is washed with relatively clean water to
(more or less) displace black liquor. The vacuum
GENERAL CHEMICAL PULPING
83
is cut off beyond the wash showers and the pulp
mat is dislodged into a pulper. Most of the wash-
ing actually occurs at the pulpers between washing
stages. Daily loadings for brown stock washers
are about 8 t/w? (0.8 dry tons/ft^) for softwood, 6
t/m^ (0.6 dry tons/ft^) for hardwood, and 1-2 i/w?
(0.1-0.2 dry tons/ft^) for straw pulps. Hardwoods
are more difficult to wash than softwoods and
have higher chemical losses, partly due to the
higher ion-exchange capacity of hardwoods from
the carboxylic groups of their hemielluloses.
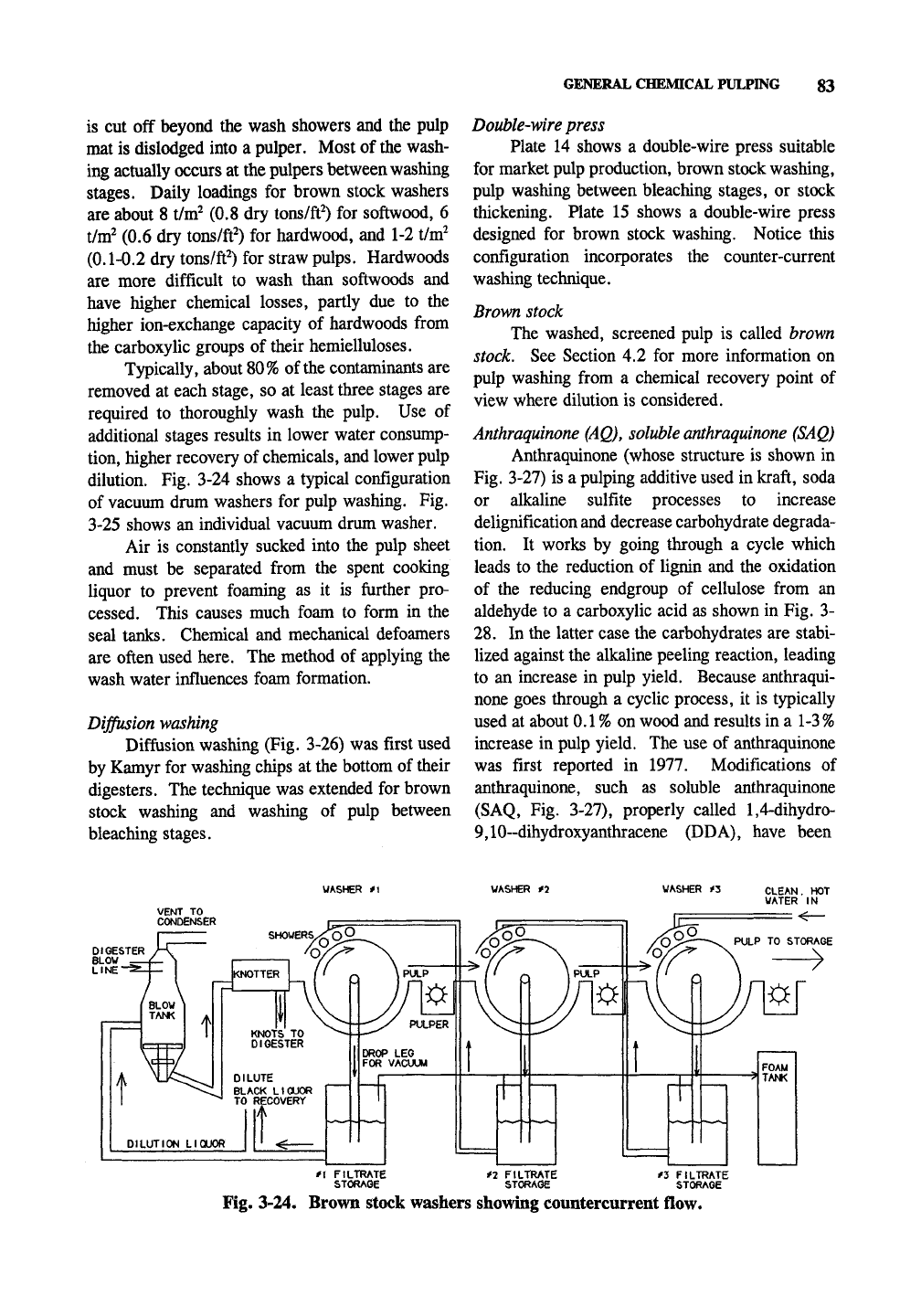
Typically, about 80% of the contaminants are
removed at each stage, so at least three stages are
required to thoroughly wash the pulp. Use of
additional stages results in lower water consump-
tion, higher recovery of chemicals, and lower pulp
dilution. Fig. 3-24 shows a typical configuration
of vacuum drum washers for pulp washing. Fig.
3-25 shows an individual vacuum drum washer.
Air is constantly sucked into the pulp sheet
and must be separated from the spent cooking
liquor to prevent foaming as it is fiirther pro-
cessed. This causes much foam to form in the
seal tanks. Chemical and mechanical defoamers
are often used here. The method of applying the
wash water influences foam formation.
Diffusion washing
Diffusion washing (Fig. 3-26) was first used
by Kamyr for washing chips at the bottom of their
digesters. The technique was extended for brown
stock washing and washing of pulp between
bleaching stages.
Double-wire
press
Plate 14 shows a double-wire press suitable
for market pulp production, brown stock washing,
pulp washing between bleaching stages, or stock
thickening. Plate 15 shows a double-wire press
designed for brown stock washing. Notice this
configuration incorporates the counter-current
washing technique.
Brown stock
The washed, screened pulp is called brown
stock. See Section 4.2 for more information on
pulp washing from a chemical recovery point of
view where dilution is considered.
Anthraquinone
(AQ),
soluble anthraquinone
(SAQ)
Anthraquinone (whose structure is shown in
Fig. 3-27) is a pulping additive used in kraft, soda
or alkaline sulfite processes to increase
delignification and decrease carbohydrate degrada-
tion. It works by going through a cycle which
leads to the reduction of lignin and the oxidation
of the reducing endgroup of cellulose from an
aldehyde to a carboxylic acid as shown in Fig. 3-
28.
In the latter case the carbohydrates are stabi-
lized against the alkaline peeling reaction, leading
to an increase in pulp yield. Because anthraqui-
none goes through a cyclic process, it is typically
used at about 0.1
%
on wood and results in a
1-3
%
increase in pulp yield. The use of anthraquinone
was first reported in 1977. Modifications of
anthraquinone, such as soluble anthraquinone
(SAQ,
Fig. 3-27), properly called 1,4-dihydro-
9,10-dihydroxyanthracene (DDA), have been
WASHER *\
WASHER n
« FILTRATE
STORAGE
Fig. 3-24. Brown stock washers showing countercurrent flow.