Ferry M. Direct Stripcasting of Metals and Alloys: Processing, Microstructure and Properties
Подождите немного. Документ загружается.


Secondary
processing
and
fabrication
223
material is far
more
resistant to softening
than
the homogenised material; the
latter showing similar behaviour to cold rolled
Dee
material (Merchant
et
al.
1989).
In
the unhomogenised state, annealing
up
to -375°e results
in
a
gradual
decrease
in
yield strength
but
this is followed
by
a
sharper
drop
in
strength as
recrystallization generates a comparable strength
in
both
materials. However,
the ductility of the unhomogenised material is
-12% lower
which
illustrates the
importance of homogenisation
during
annealing.
120
100
Z
>
;S
Ul
80
Ul
Q)
c:
"E
C\l
I
60
40
10
• A
DCC+HR+CR
o
t:.
DSC+HR+CR
AA5182
.......
II!
....
""'Q
.............. Q,. AA5052
..
0
...
...•.
O"o-.Q
......
100
Annealing time (5)
1000
Figure
6.22.
Hardness as a function of time during annealing
at
316°C of cold rolled
DSC-
and
DCC-produced AA5052
and
AA5182 alloys (The
hot
band
from
both
casting processes was fully recrystallized
prior
to cold rolling), adapted from Zhao
et
al.
(2004).
300.---------------------------------~
ro
~
200
.c
'El
c:
~
U;
"C
100
Qj
>=
\
••••••
Sti
ngth
..............
'.
...
'j..
....
; -
..
..........................................
\
....
,
Ductility
/
/f
..............
.
..........
Homogenised
40
30
20
10
- Not homogenised
ooL-------L-----~~------~--------~0
200
300
400
500
Temperature
ee)
~
~
s::
0
:;::J
co
Cl
s::
0
iIi
Figure
6.23.
Effect of annealing temperature
on
strength
and
ductility of strip-cast
AI-Mn alloy produced by:
(a)
cold rolling
and
annealing,
and
(b) homogenisation
at
540°C followed
by
cold rolling
and
annealing,
adapted
from Althoff
(1980).

224
Direct
strip
casting
of
metals
and
alloys
o
an
i
c.
o
<]
1
o
""C
c:
W
200
I
0.02
Jlg"C
J\
.................
/ \
......
.
'.
'.
'.
'.
300
400
Temperature
(0C)
'.
".
500
Figure 6.24. Differential scanning calorimetry curves during anisothermal annealing of
AA1l45 produced
by
strip casting
and
cold rolling to
85%
reduction (unbroken curve)
and
strip casting
and
initial heat treatment at 400°C followed
by
cold rolling
to
70%
reduction (broken curve), adapted from Cordovilla
and
Louis (1984).
The sluggish softening behaviour
in
unhomogenised strip-cast AI-Mn alloy is a
characteristic feature of all materials produced
by
this processing route
and
is
attributed to the supersaturation of elements like Fe
and
Mn
and
the refined
particle size distribution
due
to the rapid solidfication rates associated
with
DSe
(see
e.g.
Figure 5.28). In aluminium, low temperature annealing may
further preciptate a distribution of fine particles to generate a particle-stabilized
sub grain structure
that
is highly resistant to recrystallization. Evidence of the
effect of precipitation
on
recrystallization is
shown
by
the differential scanning
calorimetry results
in
Figure 6.24 for a strip-cast AA1145 alloy. In the
unhomogenised state, annealing generates two exothermic peaks (unbroken
curve): the first
peak
due
mainly to
precipitation
and
the larger
peak
is
associated
with
recrystallization. A heat treatment
at
400°C
prior
to cold rolling
(dashed curve) eliminates the first peak
on
subsequent annealing
and
reduces
the recrystallization temperature
(!:.Trex)
by
-50°C. This is clear indication of
enhancing the rate of recrystallization
by
reducing supersaturation
and
generating a distribution of relatively coarse, widely-spaced precipitates.
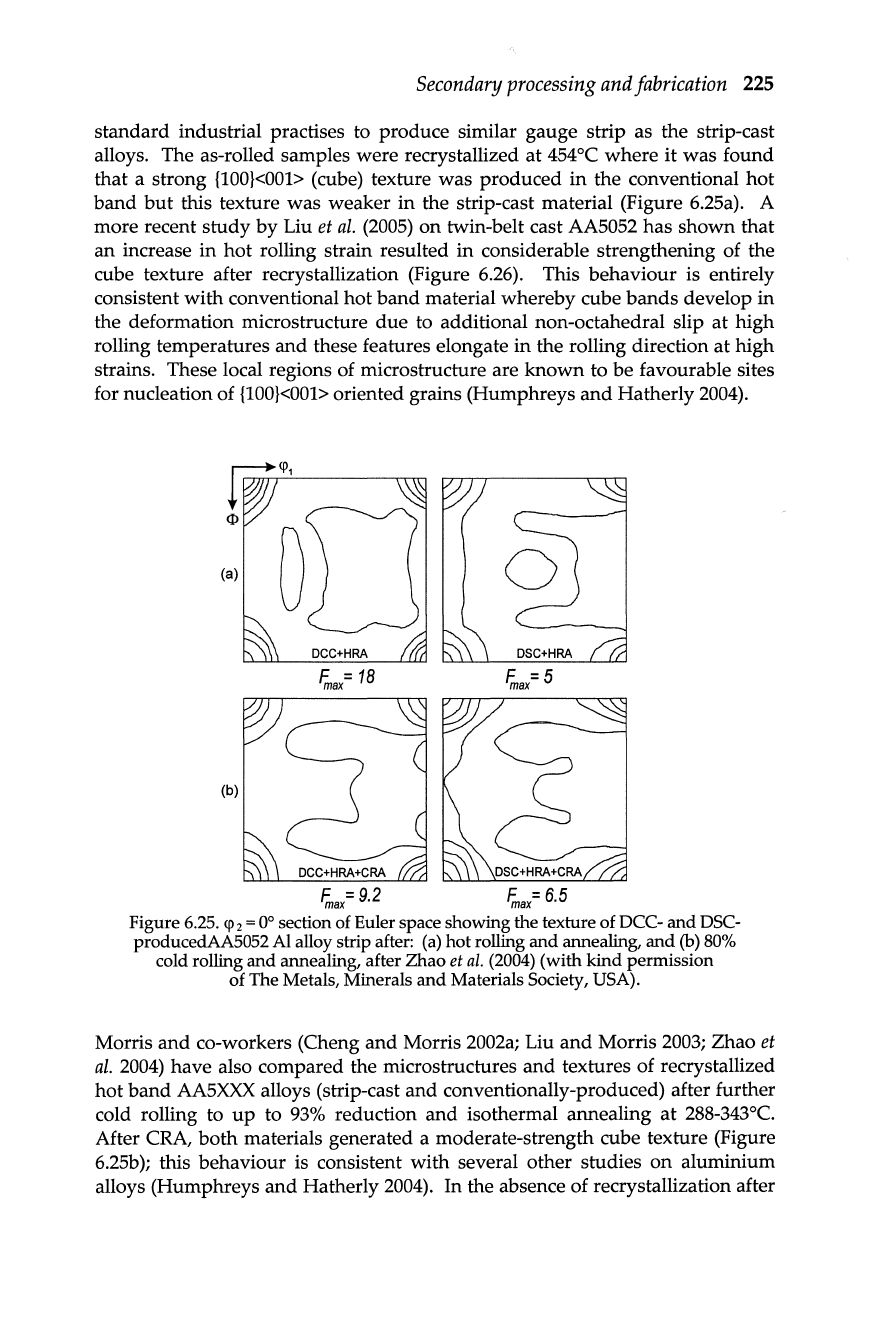
Recrystallization textures
The recrystallization textures of strip-cast aluminium alloys are generally
reported after:
(i)
hot
rolling, (ii)
hot
rolling followed
by
cold rolling
and
(iii)
cold rolling. For example, Liu
and
Morris
(2003)
compared the textures
in
a
range of strip-cast
and
direct chill cast
AA5XXX
Al alloys after
hot
rolling
and
annealing (HRA). The
DeC
alloys were homogenised
and
hot
rolled
by
Secondary
processing
and
fabrication
225
standard
industrial practises to
produce
similar gauge strip as the strip-cast
alloys. The as-rolled samples were recrystallized
at
454°C
where
it
was
found
that
a strong
{lOOj<OO1>
(cube) texture
was
produced
in
the conventional
hot
band
but
this texture
was
weaker
in
the strip-cast material (Figure 6.25a). A
more recent
study
by
Liu
et
al.
(2005)
on
twin-belt cast AA5052
has
shown
that
an
increase
in
hot
rolling strain resulted
in
considerable strengthening of the
cube texture after recrystallization (Figure 6.26). This
behaviour
is entirely
consistent
with
conventional
hot
band
material
whereby
cube
bands
develop
in
the deformation microstructure
due
to additional non-octahedral slip
at
high
rolling temperatures
and
these features elongate
in
the rolling direction
at
high
strains. These local regions of microstructure are
known
to
be
favourable sites
for nucleation of
{lOOj<OO1>
oriented grains (Humphreys
and
Hatherly
2004).
(a)
(b)
~ax
=
9.2
~ax
=
6.5
Figure
6.25.
<P2
=
0°
section of Euler space
showing
the
texture
of
DCC-
and
DSC-
producedAA5052
Al
alloy strip after: (a)
hot
rolling
and
annealing,
and
(b) 80%
cold rolling
and
annealing, after
Zhao
et
al.
(2004)
(with
kind
permission
of
The
Metals, Minerals
and
Materials Society, USA).
Morris
and
co-workers (Cheng
and
Morris 2002a; Liu
and
Morris 2003;
Zhao
et
al.
2004)
have
also compared the microstructures
and
textures of recrystallized
hot
band
AA5XXX
alloys (strip-cast
and
conventionally-produced) after further
cold rolling to
up
to
93%
reduction
and
isothermal annealing
at
288-343°C.
After CRA,
both
materials generated a moderate-strength cube texture (Figure
6.25b); this
behaviour
is consistent
with
several
other
studies
on
aluminium
alloys
(Humphreys
and
Hatherly 2004). In the absence of recrystallization after

226
Direct
strip
casting
of
metals
and
alloys
hot
rolling, Liu et
al.
(2005)
found, for twin-belt cast AA5052, that the cube
texture produced
by
CRA becomes weaker after large rolling strains (Figure
6.26).
These results are significant since any weakening of the cube texture has
a favourable influence
on
formability
(§6.7.1.3).
3.5
,------------------,
...
-~
Ul
Ul.!:
.£:
~
~
Ol
3.0
.....
...
/
..
..
I'·
'.
OlE
Q) 0
.0-0
::J
c:
U
~
6
c:
'fl
0
~~
Q) -
§
~
- ::J
~~
2.5
r-
f···....
\"
"
"~
\ .
2.0
r-
I
••••••
~
••••
/
•.•.•.•.••
d····:v:
•••
'O::~::::~~~;;;;::::
......
.
•··
.......
Cf"
'·.:·.0
1.5
r-
• Hot rolling and annealing
g Hot rolling + cold rolling
i:;. and annealing
..
~~
1.0
'---
__
'--,_--'-
__
...J.'
__
-J'
__
--'
o 2 3 4 5
True rolling strain
Figure 6.26. Ratio of the volume fraction of
{100}<001>
to a perfectly
random
texture
for strip-cast
AA5052 after: (a) HRA,
and
(b)
hot
rolling followed
by
CRA,
adapted
from Liu
et
ai.
(2005)
(with kind permission of Elsevier Limited).
6.6.3.4
Other
alloys
Following cold rolling and annealing, strip-cast copper alloys recrystallize to
generate an equiaxed microstructure exhibiting either a very weak texture with no
indication of the
cub~
component (high-purity copper) or a moderate-strength
{236}
<
385
> texture
'(70/30
brass) which is similar to that of conventionally-
produced material (Carlsson
et
al.
1990).
Some work
has
also been carried out on strip-cast titanium alloys that were cold
rolled to
40%
reduction and annealed for 2h at
700°C
(Weaver
and
Garmestani
1998).
For their commercial-purity alloy, annealing generated an equiaxed
microstructure consisting of fine
«
20
!Jlll) a grains which is similar to that
produced
by
conventional processing (Collings
1984).
After annealing, a
maximum texture intensity of
3-4x
random was observed near (1013)[1011]
which is different to the strong (12x random) (1015)[2021] texture generated
in
conventionally-produced titanium strip. The limited work
on
DSC
and
CRA of
titanium is encouraging as this route drastically reduces the number of
processing stages
and
further research
on
this class of material is expected.
For strip-cast magnesium, there
is
no
reliable information
on
microstructure and
texture development during deformation and annealing and further work
is
needed to understand the behaviour of this important class of material.

Secondary
processing
and
fabrication
227
6.7
Final fabrication methods
6.7.1
Fonning and fonnability
6.7.1.1
Forming
processes
There are several ways to form a desired final shape from metal sheet, for
example: deep drawing, stretch forming
and
bending (Figure 6.27). Forming
involves the change in shape of the sheet
in
response to a particular
combination of stresses generated
by
the tooling (dies, rolls etc). There are a
range of interactions between the work piece
and
the tooling which often
results
in
complex strain histories, frictional forces
and
geometric constraints.
Hence, the ability of a particular material to be successfully shaped into the
desired component is governed
by
its formability which can be defined
in
terms
of the success or failure which the material displays
in
a given operation.
DEEP
DRAWING
Die~
~
STRETCH
FORMING
BENDING
Figure
6.27.
Some typical forming operations for sheet metals.
6.7.1.2 Factors affecting formability
In considering formability, account must be taken of a wide spectrum of
processes which may be significant. Included amongst these are (Embury
1987):
[J
The ability to distribute plastic strain;
[J
Strain anisotropies such as wall thinning
and
earing processes;
[J
Spring back, dimensional inaccuracies,
and
instabilities;
[J
The development of surface rugosity;
[J
Galling
and
seizure events
at
surfaces,
and
[J
Specific fracture events.
Failure during forming is obviously
not
simply the result of one property and a
particular microstructure is needed for a given forming operation. Figure
6.28
is a diagrammatic view of the properties which control formability together
with some structural features which are related to some important mechanical
properties. This figure illustrates the way a change
in
the sheet production
process will affect the microstructure and, hence, the formability of the sheet

228
Direct
strip
casting
of
metals
and
alloys
metal. For a given alloy, a change in casting procedure from CCC to
DSC
will
drastically alter metallurgical parameters such as dendrite spacing,
and
distribution of solute elements, phases
and
inclusions, thereby resulting in
differences
in
formability of the material.
Figure 6.28. Schematic diagram showing the factors affecting the formability
of metallic sheet materials,
adapted
from Embury (1987).
In the stretch forming operation shown schematically
in
Figure 6.27, the sheet
material
must
be capable of withstanding large uniform elongation before the
onset of necking
or
plastic instability. A widely accepted indicator of the
stretch-forming behaviour is the strain hardening exponent
(n-value) which
represents the slope of the true stress-true stain curve
in
a tensile test, plotted
on
logarithmic coordinates, i.e. n = log
(j
/ log
8.
This value is readily obtained
if
plastic flow can be represented
by
a relationship of the form:
(6.3)
where
(j
is the true stress, 8 the true strain and K the strength coefficient.
It
is
pertinent to note that the calculated
n-value is numerically equal to the
elongation that occurs in a tensile test-piece before the onset of necking (Dieter
1986). Materials
with
high n-values can
work
harden
sufficiently in critical
areas during forming to transfer the strain to adjacent areas, thereby avoiding
premature failure
due
to strain localisation.

Secondary
processing
and
fabrication
229
One
of the most
important
factors governing the ability of a sheet metal to
be
deep
drawn
into a complex shape is the texture
of
the
material
(§B.3).
The
influence
of
a preferred orientation is often described, for practical purposes,
by
two
parameters: normal anisotropy (r-value)
and
planar
anisotropy
(M).
The normal anisotropy is defined as the ratio of the true strains
in
the
width
(8
w )
and
thickness (8, ) direction:
The planar anisotropy is defined as:
A
ro
+
r90
-
2r4S
ur
=
--"----''''---=
2
(6.4)
(6.5)
where the subscripts refer to the angle
(0)
that the longitudinal axis of the
specimen subtends with the rolling direction.
In
the presence of planar anisotropy, the r-value will vary with direction
in
the
sheet plane
and
an
average value, r, is often used:
(6.6)
.
The r-value which is sometimes referred to as the Lankford value
or
plastic strain
ratio describes the rate
of
thinning of the sheet
in
comparison
with
the
rate
at
which
the sheet is being extended to form the desired shape. A
random
texture
has
a value
of
unity
whereas a strong texture which improves
the
resistance to
thinning has values greater
than
unity. Equation
6.6
therefore represents a
convenient measure
of
normal anisotropy with high r -values correlating with
good drawability (Hutchinson
1984;
Ray et
al.
1994;
Humphreys
and
Hatherly
2004). This is illustrated
in
Figure
6.29
for a range of metals where the limiting
drawing ratio
(LDR),
defined as the largest circular blank that can
be
drawn
through a die of a given
punch
diameter without tearing, is strongly dependent
on
the r -value.
It
is relevant to note that a high r-value is
not
the complete requirement leading
to superior
deep
drawing
behaviour. A variation
in
r-value
in
different
directions
of
the sheet, M, will lead to the formation of ears (earing)
when
a
cylindrical
cup
is
drawn
from a circular blank. In general, a
high
r -
and
low
M-value is
important
for optimising the drawability
of
sheet metals.
It
is
important to note, however, that this is a simplified view of formability as
many
other property requirements
must
be
considered (Figure 6.28).

230
Direct
strip
casting
of
metals
and
alloys
4.0,----------------------,
(?
9 3 0
IJ
J:f.I
..
........
. Steel
......
0
...
~
l:/:>
....
C::::::
r
......
·..
Titanium
~
~~~~T~
.!:
2.0
L .......
~........
v
0...
0
~
......
..
~
Copper
'0
Zinc
Brass
~
Aluminium
c::
1.0
:;:;
'E
:::i
O~~I----~I--~I----~I------~I-----I~--~I~
0.2
0.4
0.6
1.0 2.0 4.0 6.0
Normal anisotropy (f)
Figure 6.29. Relationship between normal anisotropy,
r,
and
limiting drawing ratio,
LDR,
for a wide range of sheet metals, after Atkinson (1967).
6.7.1.3
Relationship
between
microstructure,
texture
and
formability
From a fundamental viewpoint, good deep drawability requires a
high
r -value
(Eq.
6.6); a parameter intimately associated
with
grains oriented such that
certain crystallographic directions
«111> in cubic metals) are aligned
perpendicular to the plane of the sheet. However, low planar anisotropy is also
important, which requires that the grains also
be
randomly oriented
in
the
plane of the sheet.
The preferred orientation of grains in cubic metals that leads to high normal
anisotropy is usually termed the <111>//NO
or
r-fibre
(§B.3.3),
and
the
production of this texture,
and
therefore highly formable sheet products, is a
major aim of industrial steel processing (Ray
et
al.
1994). Since good drawability
of cubic metals is associated with <111>//NO textures and poor drawability with
<OOI>//NO
textures (Hutchinson
1984),
the ratio of the intensities of the
111
and
200 X-ray reflections from a rolling plane specimen
(1111
/1
200
)
is a useful measure
of formability and it correlates very well with
r (Figure 6.30).
As indicated in §6.6.3, the cold rolling
and
annealing textures that develop
in
metals are affected
by
a host of parameters relating to the material itself
and
the
entire processing history.
It
is the combination of these parameters which
ensures that any particular material will possess the final microstructure
and
texture for superior formability. Table 6.3 provides
data
of formability
parameters
(n,
r, f:"r,
LOR
& % Earing) for a range of strip-cast aluminium and
iron alloys; the range is restricted since reliable
data
is
not
openly available for
other materials. In general, the
r -values for iron alloys are low and less than

Secondary
processing
and
fabrication
231
those generated in comparable alloys produced by conventional processing
routes. This indicates that the high
r-values
are attributed to texture components
(Figure
6.30)
that are more difficult to generate in strip-cast iron alloys. Some
further aspects of the formability of these two important classes of alloys
will
now
be discussed.
.......
2.4
.'-
~
e
~
1.6
c:
<C
~
~
0.8
O+-----.----,-----.----.-~
0.1
1.0
10
100
1000
Intensity
{111}
I Intensity {200}
Figure 6.30. Relationship between
normal
anisotropy, r,
and
ratio of the intensities
of the
111
and
200
X-ray reflections from rolling plane samples
of low carbon steel,
1111
/1
200
, after Held (1969).
Strip-cast
iron
alloys
The most desirable nucleation sites in rolled ferritic iron are grain boundaries as
the nuclei often have orientations where
<111>
is almost parallel to the normal
direction (ND) of the sheet and generate a strong <111>//ND texture in cold
rolled and annealed steels. Austenitic alloys recrystallize in a similar manner to
ferritic alloys
but
other characteristic microstructural heterogeneities of deformed
austenite also play an important role. Due to the physical processes associated
with slip and twinning during cold rolling, austenitic alloys do not produce a high
fraction of favourable
<111>/
/ND
nuclei and this failure is expected to result in
reduced formability. The weak recrystallization texture produced in cold rolled
and annealed strip-cast steel (Figure 6.19a) is
not
expected to lead to good
formability (as indicated
by
low r -values
in
Table
6.3).
Nevertheless, it is
known that fine, polygonal ferrite similar to that observed
in
conventional hot-
band can be produced
in
strip-cast low carbon steel
by
a rapid austenitising
treatment
(§6.3.2.1)
or in-line
hot
rolling
(§6.4.2).
Further cold rolling and
annealing is expected to strengthen the
{Ill}
<
uvw
> fibre texture components
thereby improving sheet formability.

N
f.IJ
Table
6.3.
Formability
parameters
for
some
strip-cast
alloys.
N
t:l
-.
Material Processing route Source n
r
!J.r
Comments
~
~
......
'"
Earinlf.=
1-
4
%.
Increases
with
strain
and
......
AA3004AI
DSC
strip + CRA Merchant
et
al.
(1989)
....
anne
mg
temperature
-;:j.
TRC +
hot
rolling to
2
AA5182 AI
Cheng
& Morris (2002b)
Earing=
4.1-6.6%
'"
2mm
+ CR(90%)A
......
~.
AA5457
AI
Twin
belt caster
Gallemeault & Lloyd (2002)
0.58-0.75
Warm
roll, cold roll + recrystallization to 2
-.Q.,
(lOmm) + WR
or
CR
mm
final gauge strip
(r
varies
with
direction
in
the
strip)
~
""
TRC +
hot
rolling to
Hot
band. Earing = 0.77 - 2.17%. Higher
......
AA5182 AI
Yu et
al.
(2002)
0.3-1.0
;::,
2mmgauge
earing
in
annealed
hot
band
+ lower r-value
1i)
;::,
Increase
in
n-value
with
homoeenisation.
;:::
AA1050AI
TRC+CRA
Zhou
et
al.
(2003)
0.21-0.28
;::...
Values slightly
lower
than
DC (TMP alloy
;::,
AA1050AI
TRC
(1.8,
3.0 & 5.0
Olindar
et
al.
(2004)
0.71-0.91
- (0.38-0.87)
Strip
j;roduced
by
FATA-Hunter
~
mmgauge)
Spee
casterTM.
<Ol1>//RD fibre texture
'"
AISI304SS
TRC
(2.5
mm
gauge)
+NCRA/CRA
Takuda
et
al.
(1993)
0.51-0.53 0.98-1.14 - 0.16-0.26
Earing =
2.1-
2.3%. Inferior to conventional
hot
band. LDR = 1.94
AISI304SS
TRC+CRA
Kim et
al.
(2001)
-0.2
LDR = 2.01. Similar to
hot
band
material
LCsteel/
TRC + Normalising +
Girgensohn
et
al.
(2000)
0.21-0.22 1.2
0.15
(Ti)
Ti
addition
lowers
r-
and
n-value.
LC+Ti steel
CRA
HSLAsteel
TRC + Normalising +
Girgensohn
et
al.
(2000)
0.19 1.0 Less formable
than
LC
and
LC + Ti steels
CRBA
LC steel TRC + CR(70%)BA
Cramb
& Rollett
(2001)
1.1
0.45 Similar CRA texture to Ferry & Page (2001)