Герасимов В.Г. Неразрушающий контроль качества изделий электромагнитными методами
Подождите немного. Документ загружается.


31.222
Н 54
УДК 620.179Л4
Авторы: В. Г. Герасимов, Ю. Я. Останин, А. Д. По-
кровский, В. В. Сухорукое, Л. А. Чернов
Неразрушающий контроль качества изделий'.
Н54 электромагнитными 'методами/ Герасимов В. Г.,
Останин Ю. А., Покровский А. Д. и др. — М.:
Энергия, 1978.— 216 с, ил.
Авт. указ.. на обороте тит. л.
Книга посвящена одному из распространенных видов неразрушаю-
щего контроля качества промышленной продукции — электромагнитно-
му, или методу вихревых токов. В ней рассмотрены физические основы
электромагнитного контроля, типы измерительных преобразователей,
приведены решения основных теоретических задач, показана связь
сигналов преобразователей с параметрами объектов контроля в зави-
симости от режимов контроля, рассмотрены способы выделения ин-
формации на фоне помех. Анализируются типовые структурные схемы
приборов электромагнитного контроля, рассматриваются принципы
.действия, характеристики и области применения приборов и уста-
новок. >ч
Книга предназначена для специалистов по разработке и эксплуа-
тация аппаратуры неразрушающего контроля, а такж« для студентов
соответствующих специальностей вузов и аспирантов.
30306-106 31.222
051(01)-78
257
"
77
6Ф6.5
© Издательство «Энергия», .1S78
ПРЕДИСЛОВИЕ
Уровень качества продукции — один из основных по-
казателей технического прогресса. Поэтому повышению
качества 'продукции уделяется большое внимание во
всех промышленно развитых странах.
В решениях и директивах Партии и Правительства
задачи повышения качества продукции всех отраслей
промышленности определяются как важнейшие. Разра-
батываются и внедряются системы мероприятий, на-
правленные на повышение качества промышленных
изделий.
В борьбе за высокое качество промышленной про-
дукции широкое применение неразрушающего контроля
(НК) в,технологических, процессах, в приемо-сдаточных
испытаниях, при эксплуатации служит одним из наибо-
лее эффективных средств.
Среди разнообразных методов НК одно из ведущих
мест ;по количеству разработок и масштабам примене-
ния занимают электромагнитные методы, позволяющие
проводить бесконтактный высокопроизводительный кон-
троль электропроводящих объектов.
За последние годы усилиями советских и зарубеж-
ных ученых и специалистов А. Б. Сапожникова,
М. Н. Михеева, Н. М. Родигина, Н. Н. Зацепина,
В. В. Клюева, А. Л. Дорофеева, Ю. М. Шкарлета,
Ф. Ферстера, Д. Вайделиха, С. Додда и многих дру-
гих достигнуты значительные успехи в теории, разра-
ботке и применении электромагнитного контроля ((мето-
да вихревых TOKOB). Данная книга предста(вляет собой
попытку обобщения обширного материала, накопленно-
го в области теории и практики электромагнитного НК.
Книга написана коллективом преподавателей кафед-
ры общей электротехники Московского энергетического
института. При ее написании попользован опыт препо-
давания раздела «Электромагнитные методы автокон-
троля» курса «Электрофизические )методы автоконтро-
3
ля» на факультете автоматики и вычислительной тех-
ники МЭИ.
Основу книги составляют результаты теоретических,
экспериментальных исследовании и 'практических раз-
работок авторов, выполненных за 'период с 1958 по
1974 г. В книге использованы также некоторые опубли-
кованные отечественные и зарубежные работы в обла-
сти электромагнитного НК-
В книге рассмотрены физические основы электромаг-
нитного метода НК, типы .измерительных преобразова-
телей, приведены решения основных теоретических за-
дач, показана связь сигналов преобразователей с пара-
метрами объектов контроля в зависимости от режимов
контроля, рассмотрены способы выделения информации
на фоне помех. Приводятся данные по выбору струк-
турных схем и расчету основных узлов вихретоковых
приборов НК, рассматриваются 'принципы действия, ха-
рактеристики и области применения наиболее распро-
страненных приборов и установок. Ограниченный объем
книги не 'позволил подробно рассмотреть 'многие во-
просы теории и практики электромагнитного НК- Чи-
татель, более глубоко интересующийся этими вопроса-
ми, может использовать литературу, указанную в книце.
Авторы благодарят Ю. Н. Терехова, О. М. Князько-
ва, В. И. Рогачева, Ю. П. Хвалебнова, Ю. М. Улитина,
В. Б. Кузнецова и других товарищей по работе и будут
весьма признательны всем, кто выскажет замечания,,
советы .и пожелания по адресу: 113114, Москва, М-114,
Шлюзовая иаб., 10, изд-во «Энергия».
Авторы,
ВВЕДЕНИЕ
Современные -наука и техника предъявляют жесткие
требования к разнообразным техническим средствам,
используемым в различных отраслях народного хозяй-
ства. В особой степени это относится к тем средствам,
эксплуатация которых связана с проблемами безопас-
ности людей на транспорте, а также с проблемами на-
дежности и безаварийности космической техники, атом-
ных установок и крупных промышленных объектов.
Для обеспечения высокого качества продукции необ-
ходим эффективный контроль- качества, позволяющий
обнаружить дефект. Под дефектами понимают такие
отклонения от 'предусмотренного техническими условия-
ми качества, которые приводят к снижению степени
пригодности продукции для использования по назначе-
нию (снижение сортности) или к полной невозможности
такого использования (брак).
Существуют два вида контроля качества: разру-
шающий и неразрушающии.
Разрушающий контроль (РК) приводит к полному
разрушению или -повреждению объекта контроля. На-
пример, испытания на прочность с помощью разрывной
машины, сверление отверстий в корпусе морского судна
с целью определения толщины обшивки, подверженной
коррозии, стравливание защитного покрытия на дета-
лях с целью определения его толщины. Достоинство
РК заключается в том, 'что он позволяет непосредствен-
но и, как правило, количественно оценить контролируе-
мые параметры объекта, например размеры и место-
положение нарушения сплошности. Однако РК не мо-
жет дать полной уверенности в высоком качестве всей
партии изделий, подлежащей контролю, так как осуще-
ствляется выборочно, и связь результатов контроля с ка-
чеством продукции только статистическая. Кроме того,
РК не поддается автоматизации, требует обычно спе-
5
анальной подготовки образцов и как следствие этого
малопроизводителен.
Неразрушающий контроль (НК) не связан с разру-
шением или повреждением объектов контроля. НК мо-
жет быть осуществлен по отношению к полному объему
продукции (100%-ный контроль), а также в процессе
эксплуатации изделий, что невозможно при РК. Про-
изводительность НК довольно высока, часто НК может
быть сравнительно легко автоматизирован. Все эти пре-
имущества определяют широкое распространение НК
в технике. К недостаткам Н.К относится отсутствие во
многих случаях прямой связи результатов контроля
с параметрами объектов. Поэтому на стадии разработки
методов и аппаратуры НК требуется проверка получен-
ных результатов сопоставлением с данными РК.
Широкое внедрение НК в промышленно развитых
странах началось в период второй мировой войны и
определялось требованиями высокой надежности воен-
ной техники. Сегодня НК охватывает многие отрасли
народного хозяйства. Во многих случаях эффект от
внедрения НК может быть определен экономическими
показателями. Например, внедрение 100%-ного ультра-
звукового и электромагнитного контроля труб и свар-
ных соединений поверхностей нагрева мощных котло-
агрегатов позволило снизить количество аварийных про-
стоев в 3 раза в период с 1965 по 1969 г. и дало
экономию свыше 13 млн. руб. Своевременное обнаруже-
ние дефектов в двигателях, винтах, шасси и в других
узлах самолетов при использовании электромагнитного,
ультразвукового, рентгеновского контроля в условиях
аэродрома не только повышает надежность самолетов
и безопасность движения, <но и дает значительную эко-
номию за счет сокращения длительности ремонта.
Убытки, связанные с ремонтом самолета, снятого с рей-
са, составляют на авиалиниях США до 35 тыс. долл.
в сутки. Поэтому применение комплекса дорогостоящих
средств НК iB системе профилактического обслуживания
самолетов в США полностью окупилось в течение ко-
роткого промежутка времени, а надежность самолета
определяется числом 99,99995%.
В нашей стране НК находит все более широкое при-
менение. Примером может служить контроль рельсов,
уложенных в «уть на железных доро1ах. С помощью
60 вагонов-дефектоскопов и десятков тысяч ручных те-
6
лежек с электромагнитными и ультразвуковыми дефек-
тоскопами вся сеть железных дорог СССР контролиру-
ется примерно 30 раз в год, а отдельные участки еще
чаще.
Применение НК обеспечивает необходимый факти-
ческий запас прочности и надежности машин и механиз-
мов при одновременном снижении количества материа-
лов и массы.
Применение НК позволяет перейти к полной авто-
матизации производства, освободить контролеров ОТК
от утомительной и однообразной работы.
Какими же методами и средствами располагают
службы НК сегодня? Можно сказать, что в НК исполь-
зуются новейшие достижения физики, электро- и радио-
техники, электроники, автоматики, вычислительной тех-
ники и других отраслей науки и техники. Для НК
используют многочисленные и разнообразные виды
взаимодействия физических полей, излучений и элемен-
тарных частиц с веществом. В НК применяются элек-
тромагнитные поля широкого диапазона частот (0—
10
21
Гц), акустические поля в диапазоне 10
2
—10
9
Гц и
потоки нейтронов.
Методы НК используются для толщинометрии, т. е.
для измерения толщин стенок труб, толщин лент и
листов, диаметра проволоки и прутков, толщины покры-
тий и т. п., для структуроскопни, т. е. для определения
химического состава сплавов, для контроля термической
и механической обработки материалов и т. п., а также
для дефектоскопии, т. е. для обнаружения нарушений
сплошности в контролируемом изделии.
Данная книга посвящена одному из методов НК —
электромагнитному. Другие методы НК кратко рассмот-
рены в гл. 1.
?
ГЛАВА ПЕРВАЯ
ОСНОВНЫЕ ПОНЯТИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
КАЧЕСТВА ИЗДЕЛИЙ
1-1. ВИДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Все виды НК
1
, используемые в настоящее время,
можно подразделить на три осно'вные группы: виды,
основанные -на взаимодействии электромагнитных полей
и элементарных частиц с объектами контроля; виды,
основанные на использовании акустических полей; ви-
ды, основанные на взаимодействии проникающих ве-
ществ с объектами контроля. Первая группа наиболее
обширна, здесь используются электромагнитные поля
в диапазоне 0—10
21
Гц. Вторая группа включает в себя
один вид — акустический. Третья группа состоит из
видов НК течеисканием и капиллярного. Ниже приво-
дится классификация видов НК н последовательности,
определяемой ГОСТ.
В соответствии с ГОСТ 18353-73 [23] различают
10 1Видо.в (методов) НК: акустический, капиллярный,
магнитный, оптический, радиационный, радиоволновой,
тепловой, течеисканием, электрический, электромагнит-
ный (вихревых токов). Рассмотрим кратко основные ха-
рактеристики перечисленных видов НК.
Акустический НК основан на регистрации парамет-
ров упругих колебаний, возбужденных в контролируе-
мом объекте. Возбуждение и прием упругих колебаний
(обычно ультразвукового диапазона) осуществляются
пьезометрическими или электромагнитно-акустически-
ми преобразователями [10].
В акустическом НК используют следующие методы:
прошедшего излучения (теневой), отраженного излуче-
ния (эхо-метод), резонансный, свободных колебаний,
эмиссионный.
1
Под видом НК понимается условная группировка методов НК,
объединенная общностью физических характеристик,
8
Теневой метод, применяемый для дефектоско-
пии ' при двустороннем доступе к объекту контроля,
основан на использовании эффекта акустической тени,
образующейся за дефектом вследствие отражения и рас-
сеяния акустического луча.
Импульсный эхо-метод применяется для де-
фектоскопии и толщинометрии и основан на отражении
акустического импульса от различных неоднородностей
(дефектов, поверхностей объекта контроля и т. д.).
Резонансный метод также применяется для
дефектоскопии и толщинометрии. При контроле этим
методом определяются частоты, на которых возникают
резонансы колебаний по толщине в исследуемом
объекте.
Метод свободных колебаний основан на
анализе спектра частот собственных колебаний объекта
контроля, вибрирующего после удара по нему.
Эмиссионный метод основан на регистрации
упругих волн, возникающих при пластической деформа-
ции участка контролируемого объекта. Этим методом
обнаруживаются изменения структуры, предшествующие
возникновению дефектов.
Акустическими методами можно контролировать
объекты из различных материалов (металлы, пластмас-
сы, жидкости, бетон, резина, биологические структуры
и т. д.). С их помощью можно контролировать толщину
стенок изделий, выявлять разнообразные дефекты и не-
однородности структуры. Акустические методы широко
распространены :в НК благодаря универсальности, воз-
можности контроля внутренних зон объектов, возмож-
ности автоматизации. Ограничения в применении аку-
стических методов определяются необходимостью аку-
стического контакта преобразователя с объектом
контроля, степенью чистоты поверхности объекта и не-
однородностью его внутренней структуры. Следует за-
метить, однако, что появившиеся в последнее десяти-
летие электромагнитно-акустические (ЭМА) преобразо-
ватели позволяют осуществлять бесконтактный контроль.
Капиллярный НК основан на капиллярном проник-
новении индикаторных жидкостей в полости поверхност-
ных дефектов и регистрации индикаторного рисунка
1
Под термином «дефектоскопия» здесь и далее понимается
обнаружение несплошностей (дефектов в узком смысле слова) в объ-
ектах контроля.
9
[20]. Объект контроля покрывают индикаторной жид-
костью -('пенетранто'м), затем очищают от пенетранта и
покрывают проявителем, обладающим высокими сорб-
ционными свойствами. Для пропитки и проявления
требуется значительное время (15—30 мин и более),
что не позволяет достигнуть (Высокой производительно-
сти контроля. Кроме того, этот вид контроля слабо
поддается автоматизации. Однако капиллярный метод
находит довольно широкое применение для обнаруже-
ния 'поверхностных дефектов в объектах из различных
материалов (металлы, керамика, горные породы) бла-
годаря высокой чувствительности. Минимальные разме-
ры обнаруживаемых дефектов составляют 1 —10 мкм по
ширине, 10—30 мкм по глубине ,и 100—500 мкм по
длине.
Магнитный НК основан на регистрации магнитных
полей рассеяния дефектов или на определении магнит-
ных свойств контролируемого объекта [15, 52]. Первая
группа магнитных методов 'базируется на регистрации
полей рассеяния дефектов намагниченного объекта.
В зависимости от способа индикации полей рассеяния
различают следующие методы.
Магнитопорошковый метод основан на
применении ферромагнитного порошка или магнитной
суспензии, которыми покрывается предварительно на-
магниченный объект контроля. Ферромагнитные частицы
порошка или суспензии (размером 5—10 мкм) под дей-
ствием полей рассеяния собираются вблизи дефектов и
позволяют обнаружить дефекты по индикаторному ри-
сунку в процессе осмотра поверхности объекта. Этот
метод широко применяется для обнаружения поверх-
ностных и подповерхностных (на глубине до 2 мм)
дефектов в ферромагнитных объектах контроля. Чув-
ствительность метода высока, обнаруживаются трещины
длиной и глубиной 10 мкм с раскрытием около 1 мкм.
Недостатки метода-—невысокая производительность кон-
троля и трудность автоматизации.
В магнитографическом методе в качестве
индикатора полей рассеяния применяют ферромагнит-
ную пленку, которая накладывается на поверхность на-
магниченного объекта контроля. Полученную таким
образом магнитную «запись» «считывают» с помощью
магнитных головок. Этот метод применяют чаще всего
для контроля качества сварных швов в трубопроводах,
10
при этом удается обнаружить непровары глубиной свы-
ше 10% толщины сварного шва. Производительность
контроля несколько выше, чем при магнитопорошковом
методе, слабее проявляется влияние полей рассеяния
от структурных неоднородностей и разных геометриче-
ских переходов.
Магнитоферрозондовый метод основан на
использовании феррозондов в качестве первичных пре-
образователей. Феррозонд представляет собой магнит-
ный усилитель, обычно с разомкнутым магнитопрово-
дом, в котором воздействие внешнего постоянного
магнитного поля приводит к возникновению четных гар-
моник э. д. с. Обладая высокой чувствительностью,
феррозонды позволяют обнаруживать поверхностные
дефекты глубиной около 0,1 мм и дефекты глубиной
0,1—0,5 мм, залегающие на глубине до 10 мм. Метод
феррозондов позволяет создавать полностью автомати-
зированные установки, обладающие достаточно высокой
производительностью. Недостаток его заключается в ме-
шающем контролю влиянии структурных неоднородно-
стей и механических напряжений объектов контроля.
Индукционный метод основан на применении
в качестве первичного преобразователя катушки, обыч-
но перемещаемой относительно намагниченного объек-
та контроля. Индуцируемая в катушке э. д. с. несет
информацию о полях рассеяния. Метод несколько про-,
ще в технической реализации, чем метод феррозондов,
но его чувствительность ниже.
Вторая группа магнитных методов НК основана на
определении или использовании таких магнитных
свойств объектов контроля, как коэрцитивная сила,
остаточная индукция и магнитная проницаемость мате-
риала объекта контроля. Эта группа методов широко
используется для контроля структурно-механических
свойств материала изделий, зависящих от химического
состава, режимов механической, термической и других
видов обработки.
Магнитоотрывной метод, основанный на из-
мерении силы притяжения постоянного магнита или
сердечника электромагнита к поверхности ферромаг-
нитного изделия, применяется для измерения толщины
немагнитных покрытий на ферромагнитных изделиях.
Метод магнитных шумов базируется на свя-
зи магнитных шумов (скачков Баркгаузена), возникаю-
П
щих при перемагничивании объектов контроля, с меха-
ническими свойствами этих объектов, их структурным
состоянием, с наличием в них -механических напряже-
ний и т. д.
Трудности, сдерживающие широкое внедрение маг-
нитных методов НК второй группы, заключаются
в сложности и часто неоднозначности зависимости маг-
нитных свойств объектов контроля от контролируемых
параметров.
Неразрушающий контроль течеисканием основан на
регистрации индикаторных жидкостей и газов, прони-
кающих в сквозные дефекты контролируемого объекта.
С помощью этого метода обнаруживаются сквозные де-
фекты в трубопроводах, баллонах и других сосудах..
Утечки обнаруживают либо по изменениям давления
газа в объеме сосуда, либо по акустическим эффектам
в зоне течи, либо по регистрации индикаторной жидко-
сти или газа в зоне течи.
Электрический НК основан на регистрации электро-
статических полей или определении электрических па-
раметров контролируемого объекта [31]. Этот вид кон-
троля применяется для контроля различных параметров
электропроводящих и диэлектрических объектов.
•Электростатический порошковый ме-
тод базируется на регистрации с помощью 'наэлектри-
зованного порошка электростатических полей рассея-
ния, возникающих (вблизи дефектов диэлектрических
объектов. Этим методом выявляются поверхностные
дефекты в изделиях из фарфора, стекла, пластмасс
и т. д,
Термоэлектрический метод, применяемый
для сортировки металлов и сплавов по маркам, а так-
же для измерения толщин покрытий и слоев, основан
на измерении термо-э. д. с. на выводах двух электродов,
контактирующих с контролируемым металлическим
объектом.
Три б оэлектричеекий метод основан на воз-
буждении электрических зарядов при трении объекта
контроля и стандартного образца из разнородных ма-
териалов. Величина измеряемой трибоэлектрической
разности потенциалов определяется свойствами сравни-
ваемых образцов.
Электроискровой метод применяется для об-
наружения дефектов в диэлектрических покрытиях. Он
12
основан 'на регистрации электрического пробоя участка
покрытия. К этому методу близок метод коронного
разряда, позволяющий определять некоторые параметры
объектов контроля (толщину ,и дефекты диэлектриче-
ских покрытий, геометрические характеристики объек-
тов, например диаметр проволоки) по току коронного
разряда.
Перечисленные методы электрического НК применя-
ются сравнительно редко.
Метод электрического сопротивления
основам на измерении электрического сопротивления
участка контролируемого объекта. Измерение произво-
дится четырехзондовым способом. Метод используется
для измерения толщины стенок изделий при односто-
роннем доступе, толщины покрытий, для обнаружения
дефектов в электропроводящих объектах контроля.
Недостаток его состоит в необходимости контакта
с объектом, что затрудняет автоматизацию контроля и
снижает его производительность.
Емкостный метод основан на регистрации элек-
трической емкости участка контролируемого объекта.
Метод применяется для измерения толщины диэлектри-
ческих покрытий на электропроводящем основании,
для измерения толщины диэлектрических объектов,
для обнаружения дефектов в них. Недостаток метода
заключается в зависимости результатов контроля от
состояния окружающей среды (влажность, давление).
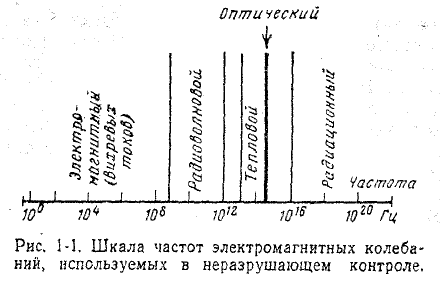
В основе большой группы видов НК, куда входят
оптический,, радиационный, радиоволновой, тепловой и
электромагнитный, лежит взаимодействие переменных
электромагнитных полей (и элементарных частиц)
с веществом. Диапазон частот полей, применяемых
в НК, простирается от 0 (постоянное магнитное и элек-
трическое ноле) до 10
21
Гц (рис. 1-1).
Радиационный НК основан на взаимодействии про-
никающего ионизирующего излучения с контролируе-
мым объектом [39]. В радиационном НК используют
рентгеновское, гамма-, бэта-, нейтронное и позитронное
излучение. Этот вид контроля применяется для дефек-
тоскопии, толщинометрни и структуроскопии, но осо-
бенно эффективен для обнаружения несплошностей типа
раковин и пустот, ориентированных нормально к по-
верхности контролируемого объекта. Достоинство радиа-
ционных методов заключается в возможности контроля
13
объекта на большую глубину (сотни миллиметров) и
наглядности результатов контроля (оптический образ
дефекта на экране или фотопленке). К недостаткам
относятся повышенные требования к технике безопас-
ности, сложность и громоздкость аппаратуры (особенно
для рентгеновского и гамма-лучевого способов), низкая
производительность контроля (при рентгенографии).
Радиационный НК применяется для контроля как
металлических, так и неметаллических объектов и в на-
стоящее время занимает одно из ведущих мест по объе-
му использования.
Оптический НК основан на взаимодействии светового
излучения с контролируемым объектом [31, 33]. Для
оптического НК используются электромагнитные коле-
бания светового диапазона [частота (4—8)-Ю
14
Гц].
Этот метод применяют для 'измерения геометрических
параметров объектов, для контроля состояния поверх-
ности и обнаружения поверхностных дефектов. Оптиче-
ский метод позволяет обнаруживать трещины размером
0,1—0,2 мм невооруженным глазом и трещины размером
30—50 мкм при использовании оптики. Недостаток
оптического метода состоит в том, что результаты кон-
троля сильно зависят от состояния поверхности (напри-
мер, от загрязнения) объекта. Метод применяется давно
и широко.
Тепловой НК основан на регистрации тепловых по-
лей, температуры или теплового контраста контролируе-
мого объекта [33]. Объект нагревается за счет внут-
ренних источников или специальными подогревателями.
Распределение температур в объекте зависит от его
м
свойств: геометрических параметров, химического состй-'
ва, наличия дефектов и т. д. Тепловое поле >в объекте
исследуют обычно с помощью приемников инфракрас-
ного излучения (диапазон частот 10
i3
—4-10
14
Гц). Бла-
годаря этому создается возможность дистанционного
контроля, причем шорой на 'больших расстояниях.
Радиоволновой НК основан 'на регистрации измене-
ния параметров электромагнитных колебаний, взаимо-
действующих с контролируемым объектом [14]-. Радио-
волны СВЧ-диа.пазона (частота 10
9
— 10
!2
Гц) направля-
ются на объект контроля с помощью открытых концов
волноводов; для регистрации сигналов используются
автоматические измерительные линии. Радиоволновой
метод 'применяется для контроля диэлектрических
объектов, а также для контроля состояния поверхности
электропроводящих объектов, для измерения толщины
гонких металлических пленок, для контроля качества
полупроводниковых структур.
Недостатком радиоволновото метода является срав-
нительно низкая разрешающая способность в дефекто-
скопии, а также малая глубина проникновения микро-
волн в металлы (несколько микрон), что ограничивает
использование этого метода при контроле металличе-
ских изделий.
Электромагнитный (вихревых токов) НК основан на
регистрации изменения электромагнитного поля возбуж-
дающей катушки под действием электромагнитного поля
вихревых токов, наводимых этой катушкой в контроли-
руемом объекте [5, 12, 33].
1-2. ФИЗИЧЕСКИЕ ОСНОВЫ И ОБЩАЯ ХАРАКТЕРИСТИКА
ЭЛЕКТРОМАГНИТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
В основе НК 'Методом вихревых токов (МВТ) лежит
зависимость интенсивности и распределения вихревых
токов в объекте контроля от его геометрических, элек-
тромагнитных (и связанных с ними) параметров и от
взаимного положения измерительного преобразователя
(ИП) и объекта контроля. В качестве ИП используются
обычно индуктивные катушки (одна или несколько).
Переменный ток, действующий в катушках ИП, создает
электромагнитное поле, которое возбуждает (вихревые
токи в электропроводящем объекте контроля. Электро-
магнитное поле вихревых токов воздействует на катуш-
15
ки ИП, наводя в них э. д. с. или изменяя их полное
сопротивление. Таким образом, регистрируя напряжение
на зажимах катушек ИП или их сопротивление, полу-
чают информацию о свойствах контролируемого объек-
та или о положении ИП относительно него.
Как известно, вихревые токи были открыты в 1825 г.
французским физиком Ф. Араго и исследованы его
учеником Л. Фуко. В 1831 г. М. Фарадей объяснил
причину возникновения вихревых токов, открыв явление
электромагнитной индукции. В 1879 г. англичанин
Хыоз, по-видимому, впервые применил вихревые токи
для НК: он разработал устройство с дифференциаль-
ным трансформаторным ИП, возбуждающие обмотки
которого подключались к генератору переменного на-
пряжения, а измерительные — к гальванометру. Это
устройство было применено для сравнения свойств ме-
таллических объектов, размещаемых вблизи ИП. Широ-
кое практическое применение МВТ в промышленно
развитых странах началось в послевоенное время, хотя
отдельные приборы и установки были разработаны и
использовались еще в 30-е годы.
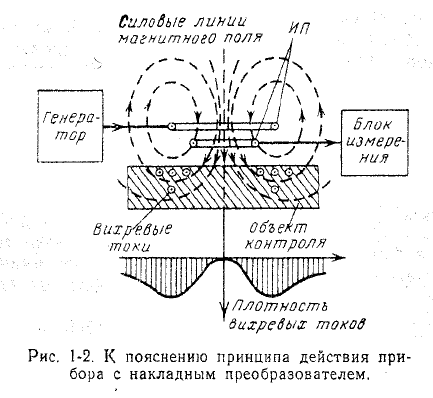
Рассмотрим основные принципы МВТ на примере
прибора с накладным ИП (о классификации ИП см.
§ 1-3). На рис. 1-2 приведена обобщенная функцио-
16
нальная схема такого прибора. Измерительный преоб-
разователь состоит из возбуждающей обмотки, под-клка-
ченной к генератору переменного тока, и измерительной
обмотки, подключенной к блоку измерения. Магнитное
поле ИП возбуждает в плоском объекте контроля кон-
центрические вихревые токи, плотность которых -макси-
мальна на поверхности электропроводящего объекта
в контуре, диаметр которого близок к диаметру возбуж-
дающей обмотки. Магнитное поле вихревых токов про-
тивоположно первичному магнитному полю возбуждаю-
щей обмотки, вследствие этого результирующее поле
зависит от электромагнитных свойств контролируемого
объекта и от расстояния между преобразователем и
объектом (от зазора), поскольку распределение -плот-
ности вихревых токов зависит от этих факторов. В изме-
рительной обмотке преобразователя наводится э. д. с,
определяемая тютокосцеплением. Эта э. д. с. служит
сигналом, передающим информацию об объекте в блок
измерения.
Заметим, что э. д. с. (иди напряжение) измеритель-
ной обмотки несет информацию не только об одном
параметре объекта -контроля. В рассмотренном нами
случае это напряжение зависит от толщины листа Т,
от его удельной электрической проводимости о, от маг-
нитной проницаемости р,, от состояния поверхности, от
наличия и размеров дефектов, от зазора и ориентации
оси преобразователя и от скорости его движения отно-
сительно листа. Величины о и ц. в свою очередь опре-
деляются многими факторами, например химическим
составом и структурным состоянием материала листа,
его температурой, наличием механических напряжений
в нем и т. д. Таким образом, информация вихретоковых
преобразователей .(ВТП) имеет многолараметровый ха-
рактер. Высокая степень информативности ВТП опре-
деляет достоинства и трудности реализации МВТ.
С одной стороны, МВТ позволяет осуществлять много-
лараметровый контроль, с другой стороны, он требует
применения специальных приемов для разделения ин-
формации об отдельных параметрах объекта. При кон-
троле одного из параметров влияние остальных на сиг-
нал преобразователя является мешающим, и это влия-
ние необходимо подавлять.
Другая особенность МВТ состоит в его бесконтакт-
ности. Взаимодействие ИП с объектом происходит
2—316 17