Герасимов В.Г. Неразрушающий контроль качества изделий электромагнитными методами
Подождите немного. Документ загружается.

обычно на расстояниях небольших, но достаточных для"
свободного движения ИП относительно объекта (от до-
лей до нескольких миллиметров). МВТ позволяет полу-
чать результаты при таких скоростях движения объек-
тов контроля, которые практически недоступны другим
методам. Как правило, при электромагнитном контроле
ограничения скорости налагаются не самим методом,
а ограниченным быстродействием регистраторов инфор-
мации или сортирующих устройств. Следствием этого
является высокая производительность МВТ.
Получение первичной информации в виде электри-
ческих сигналов, бесконтактность и высокое быстродей-
ствие МВТ определяют широкие возможности автомата-'
зации контроля.
Одна из важных особенностей МВТ состоит в слабой
зависимости результатов контроля от параметров окру-
жающей среды. На сигналы ВТП практически -не влияют
влажность, давление и загрязненность газовой среды,
радиоактивные излучения, загрязнение поверхности
объекта контроля •непроводящими веществами. Многие
виды ВТП нечувствительны к колебаниям температуры
окружающей среды (но не объекта контроля).
Простота конструкции ВТП — одно из важных до-
стоинств МВТ. В большинстве случаев катушки ВТП
помещаются в предохранительный корпус и заливаются
компаундами. Благодаря этому они весьма устойчивы
к механическим' и атмосферным воздействиям, могут
работать в агрессивных средах в широком интервале
температур и давлений.
Особенности МВТ, ограничивающие области его при-
менения, определяются следующими обстоятельствами.
Во-первых, МВТ, поскольку он базируется на возбуж-
дении вихревых токов, применяется в основном для кон-
троля качества электропроводящих объектов: металлов,
сплавов, графита, полупроводниковых структур. С этой
точки зрения он значительно уступает акустическому,
радиационному, тепловому, капиллярному, оптическому
видам НК. Во-вторых, МВТ свойственна малая глубина
зоны контроля, определяемая глубиной проникновения
в контролируемую среду электромагнитного поля. Из-за
скин-эффекта эта глубина не превышает обычно не-
скольких миллиметров.
Несмотря на указанные ограничения, МВТ имеет
широкие области применения во всех трех направле-
18
ниях НК: дефектоскопии, толщинометрии и структуро-
скопии, ~
В дефектоскопии МВТ применяется для обнаружения
дефектов, выходящих на поверхности или залегающих
на небольшой глубине под поверхностью в электропро-
водящих листах, прутках, трубах, проволоке, в мелких
деталях, в деталях турбин, в металлоконструкциях, дви-
гателях внутреннего сгорания, железнодорожных рель-
сах и т. д. Обнаруживаются такие дефекты, как разно-
образные трещины, расслоения, закаты, плены, ракови-
ны, неметаллические включения и т. д. Минимальные
размеры обнаруживаемых дефектов в значительной сте-
пени зависят от влияния мешающих контролю факто-
ров: от вариации электрических и магнитных свойств и
геометрии объекта, от неровностей его поверхности. При
благоприятных условиях контроля и применении подав-
ления влияния мешающих факторов удается выявить
трещины глубиной 0,1—0,2 мм протяженностью 1—2 мм
(при использовании накладного преобразователя) или
трещины глубиной 2—5% диаметра контролируемой
проволоки, прутка и протяженностью около 1 мм.
МВТ позволяет успешно решать многие задачи тол-
щинометрии. Этим методом измеряют диаметр проволо-
ки, прутков и труб, толщину металлических листов и
стенок труб при одностороннем доступе, толщину элек-
тропроводящих (например, гальванических) и диэлек-
трических (например, лакокрасочных) покрытий на
электропроводящих основаниях, толщину слоев много-
слойных структур (содержащих электропроводящие
слои). Измеряемые толщины колеблются я пределах от
единиц микрон до десятков миллиметров, Точность
измерения определяется степенью влияния мешающих
факторов, но для большинства приборов находится
в пределах 5—10%. По точности электромагнитные
толщиномеры обычно уступают ультразвуковым, одна-
ко их преимущество в простоте, бесконтактное™ и воз-
можности измерения малых толщин (единицы микрон)
делает их вполне конкурентоспособными. Минимальная
площадь зоны контроля может быть доведена до 1 мм
2
,
что позволяет измерять толщину покрытия на малых
деталях и деталях сложной конфигурации (например,
на головке крепежного винта).
В структуроскопии МВТ играет важную роль. Дело
в том, что структурное состояние металлов и сплавов
2* ' 19
оказывает значительное влияние на их электромагнит-
ные характеристики. Благодаря этому оказывается воз-
можным контролировать не только вариации химиче-
ского состава, но и структуру металлов и сплавов,
а также наличие механических напряжений в них.
Известно широкое применение вихретоко-вых измерите-
лей удельной электрической проводимости и других
приборов для сортировки по маркам (по химическому
•составу). С помощью электромагнитных приборов кон-
тролируют качество термической и химико-термической
обработки деталей, состояние поверхностных слоев пос-
ле механической обработки (шлифование, наклеп),,об-
наруживают остаточные механические напряжения, вы-
являют усталостные явления в металлах на ранних
•стадиях их развития, обнаруживают наличие а-фазы
и т. д. К сожалению, в некоторых случаях связь кон-
тролируемого параметра с показаниями электромагнит-
ных приборов оказывается весьма сложной, зависящей
от влияния многих мешающих факторов. Поэтому при
структуроскопии МВТ требуется тщательная отработка
методики контроля.
1-3. КЛАССИФИКАЦИЯ ВИХРЕТОКОВЫХ ИЗМЕРИТЕЛЬНЫХ
ПРЕОБРАЗОВАТЕЛЕЙ
В настоящее время разработано много различных
типов и разновидностей ВТП. В связи с этим полезно
привести их классификацию.
По рабочему положению относительно объекта кон-
троля ВТП делятся на накладные, проходные, комби-
нированные.
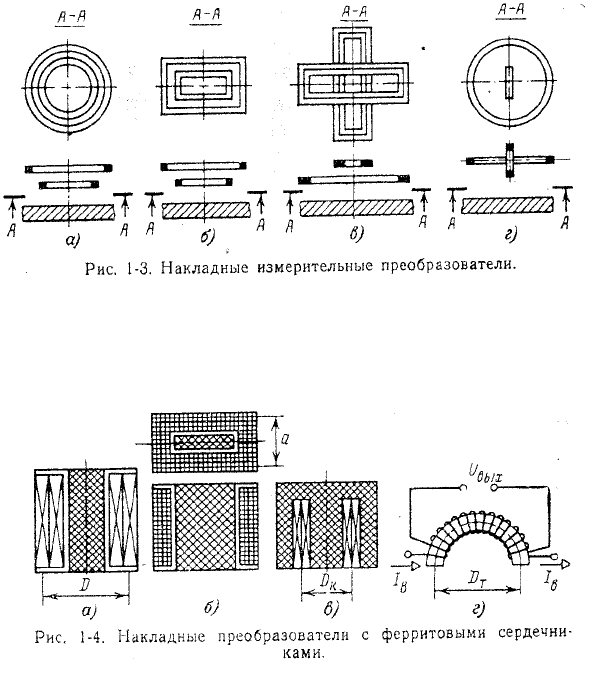
Накладные ВТП обычно представляют собой одну
или несколько катушек, к торцу которых подводится
поверхность объекта контроля (рис. 1-3). Накладные
ВТП могут иметь катушки круглые коаксиальные
(рис. 1-3,а), прямоугольные (рис. 1-3,б), прямоуголь-
ные крестообразные (рис. 1-3,в), катушки с взаимно
перпендикулярными осями (рис. 1-3,г) и др.
Накладные преобразователи выполняют с ферромаг-
нитным сердечником или без него. Применение ферро-
магнитного сердечника (обычно ферритового) позволяет
повысить абсолютную чувствительность ВТП и умень-
шить зону контроля за счет локализации магнитного
потока. Кроме того, сердечник позволяет отдалить ра-
20
бочую зону ВТП от его обмоток, что иногда бывает
желательно по конструктивным соображениям (напри^
мер, при контроле в труднодоступных местах). На'
рис. 1-4 приведены некоторые виды ВТП с сердечни-
ками.
Проходные ВТП делятся на наружные, внутренние,
погружные.
Отличительная особенность проходных ВТП заклю-
чается в том, что они в процессе контроля проходят
либо снаружи объекта /, охватывая его (наружные,
рис. 1-5,а—а), либо внутри объекта (внутренние,
рис. 1-5,г, д), либо погружаются в жидкий объект кон-
троля (погружные, рис. 1-5,е, о/с).
Приведенные на рис. 1-5 ВТП имеют однородное поле
в зоне контроля. Если длина возбуждающей обмотки
21
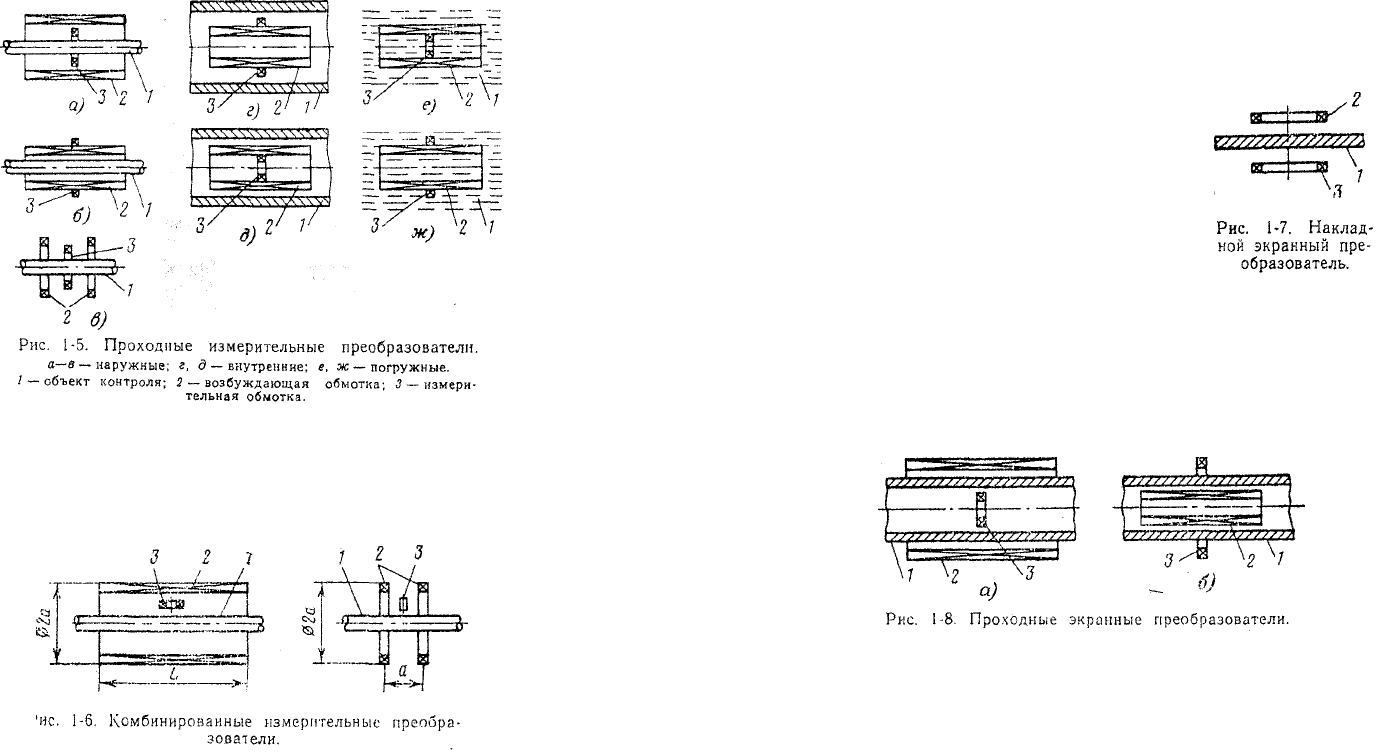
мала по сравнению с ее диаметром, то поле в зоне
контроля неоднородно.
Комбинированные ВТП представляют собой комби-
нацию накладных и проходных ВТП. На рис. 1-6 схе-
2 б)
Рис. 1-5. Проходные измерительные преобразователи.
а—в — наружные; г, д — внутренние; е, ж — погружные.
•' — объект контроля; 2 — возбуждающая обмотка; 3 — измери-
тельная обмотка.
матически показаны некоторые разновидности комбини-
рованных ВТП. Этот тип ВТП встречается сравнитель-
но редко.
Особую разновидность .представляют собой экранные
ВТП, отличающиеся тем, что у них возбуждающие 2 и
измерительные 3 обмотки разделены контролируемым
объектом /. Различают накладные экранные ВТП
(рис. 1-7) и проходные экранные ВТП, соответственно
99
первого (рис. 1-8,а) и второго (рис. 1-8,б) типов. За-
метим, что проходные экранные ВТП используются
редко. По виду преобразования шараметров объекта
контроля в выходную величину ВТП делятся на транс-
форматорные и параметрические.
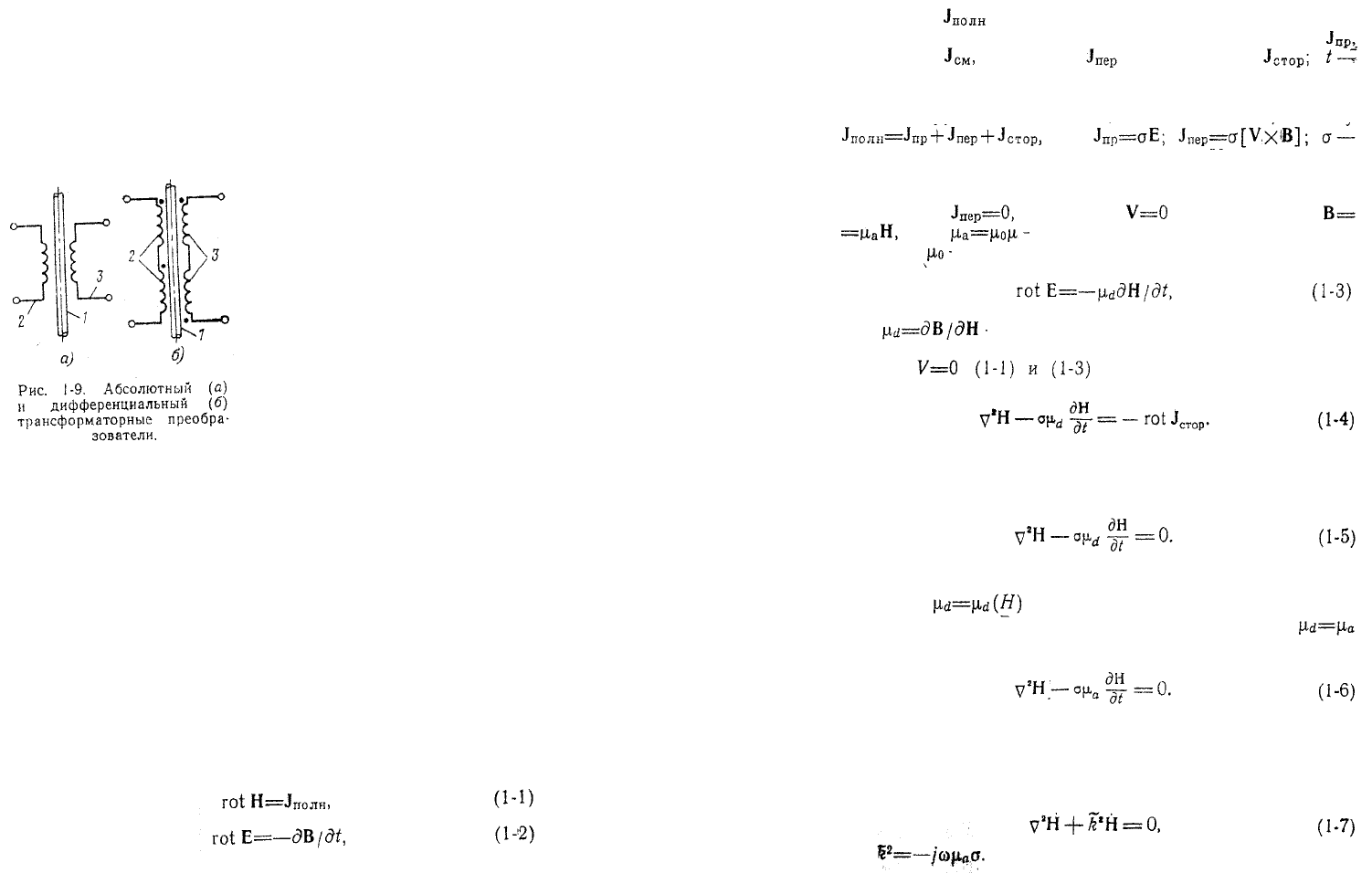
В трансформаторных ВТП, имеющих как минимум
две обмотки (возбуждающую и измерительную), пара-
метры объекта контроля преобразуют-
ся в напряжение измерительной об-
мотки, а в параметрических, имеющих,
как правило, одну обмотку, — в комп-
лексное сопротивление.
Преимущество параметрических
ВТП 'заключается в их простоте, а не-
достаток, которого почти лишены
трансформаторные ВТП, — в зависи-
мости выходной величины от темпера-
туры преобразователя.
В зависимости от способа соединения обмоток раз-
личают абсолютные и дифференциальные ВТП. Выход-
ная величина абсолютного ВТП в основном зависит от
абсолютного значения параметров объекта, а выходная
величина дифференциального — от приращений этих
лараметров.
На рис. 1-9 приведена схема контроля проволоки
с .помощью проходных трансформаторных ВТП, причем
на рис. 1-9,а показана схема абсолютного, а на
рис. 1-9,б — схема дифференциального ВТП.
Различные типы и разновидности ВТП применяются
для решения разнообразных задач. Проходные преоб-
разователи (внешние или внутренние) применяют
обычно для контроля линейно-протяженных объектов
(прутки, проволока, трубы и т. д.), а также для кон-
троля объектов малых размеров (крепежные изделия,
23
детали .подшипников, сверла, иглы и т. д.). Поскольку
проходные преобразователи (ПП) реагируют на изме-
нение магнитного потока, .пронизывающего объект кон-
троля, то для них характерна интегральная оценка
объекта контроля. Зона контроля ПП охватывает слой
большей или меньшей толщины (в зависимости от зна-
чений обобщенного параметра
х) по всему периметру объек-
та контроля. Длина зоны
(вдоль оси преобразователя)
составляет обычно 1,5—2 диа-
метра преобразователя (при
коротких измерительных об-
мотках).
Зона контроля накладного
преобразователя (НП) по по-
верхности объекта составляет
обычно величину, в 2—3 раза
превышающую диаметр преоб-
разователя. Таким образом,
применяя НП, диаметр кото-
рого значительно меньше диа-
метра контролируемого объекта, можно получить гораз-
до меньшую (по поверхности объекта) зону контроля,
чем при использовании ПП. Из этого следует, что НП
позволяют осуществлять локальный контроль.
Для уменьшения зоны контроля применяют форми-
рование электромагнитного поля ВТП с помощью маг-
нитопроводов и электропроводящих экранов [11].
1-4. ОСНОВНЫЕ УРАВНЕНИЯ, ОПИСЫВАЮЩИЕ
ЭЛЕКТРОМАГНИТНЫЕ ПРОЦЕССЫ ПРИ КОНТРОЛЕ КАЧЕСТВА
ИЗДЕЛИЙ
Для анализа взаимодействия ВТП с объектом кон-
троля рассмотрим уравнения Максвелла, описывающие
электромагнитное толе:
индукции;
— вектор плотности полного тока, рав-
ный сумме векторов плотности токов проводимости
смещения
переноса
и сторонних
время.
В проводящей среде токи смещения малы по срав-
нению с другими составляющими полного тока, поэтому
удельная электрическая проводимость; V — вектор ско-
рости переноса.
где
с неподвижной относительно электромагнитного
поля среде
поскольку
Учитывая, что
-абсолютная магнитная проницае-
ная постоянная, можно преобразо-
— магнить
где
мость, а
где
-дифференциальная магнитная прони-
цаемость.
Для
можно свести в одно урав-
нение:
Уравнение (1-4) для контролируемой среды, в кото-
рой отсутствуют сторонние токи, переходит в
В случае контроля изотропных ферромагнитных
объектов
и (1-5) —'нелинейное параболиче-
ское уравнение. В линейной изотропной среде
(1-5) приобретает вид уравнения Фурье
Если Н изменяется во времени по синусоидальному
закону с круговой частотой со (монохроматическое по-
ле), то (1-6) переходит в уравнение Гельмгольца
вать (1-2
где i
где Н и Е — векторы напряженности магнитного и элек-
трического полей соответственно; В —вектор магнитной
24
Уравнения Максвелла можно свести к уравнению
векторного потенциала А, определяемого выражением
В монохроматическом поле векторный потенциал А
связан с напряженностью электрического поля Ё соот-
ношением
Если объект контроля выполнен из полупроводящего
материала, необходимо в (1-1) учитывать токи смеще-
ния при условии
где
- абсолютная ди-
электрическая лроницаемосп
-диэлектрическая по-
стоянная. В этом случае при
и монохроматическом
возоуждении поля в линейной изотропной среде урав-
нения Максвелла приобретают вид:
Уравнения (1-12) могут быть сведены к
или к
где
При
переходит в (1-Ю), а (1-14) —
в (1-7) с правой частью в виде
26
Для неподвижной линейной изотропной среды урав-
нение векторного потенциала имеет вид:
а при монохроматическом возбуждении
В движущейся линейной изотропной среде при моно-
хроматическом возбуждении
Мгновенное значение э. д. с. измерительной обмотки
преобразователя с числом витков w
u
может быть выра-
жено Формулой
где Ф — магнитный лоток, сцепленный с этой катушкой.
Для линейной среды и осесимметричного монохрома-
тического поля комплексная э. д. с. катушки равна:
где / — длина контура измерительной обмотки, коакси-
альной с возбуждающей.
Граничные условия для тангенциальных составляю-
щих Н и нормальных составляющих В на границе раз-
дела сред 1 и 2 имеют вид:
Из (1-19) и (1-16), а также из (1-20) и (1-8) сле-
дует:
Для расчетов обычно используют относительную
э. д. с.
где
-модуль вектора э. д. с. «хо-
лостого хода», соответствующий отсутствию объекта
в зоне контроля. Относительное напряжение
связано с
ком
и относительным векторным потенциа-
соотношением
лом
27
относительным магнитным пото-
Комплексное сопротивление параметрического ВТП
определяется соотношением
нормированное по индуктивному сопротивлению
ГЛАВА ВТОРАЯ
КОНТРОЛЬ С ПОМОЩЬЮ ПРОХОДНЫХ
ПРЕОБРАЗОВАТЕЛЕЙ
2-1. КОНТРОЛЬ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ
НАРУЖНЫМИ ПРОХОДНЫМИ ПРЕОБРАЗОВАТЕЛЯМИ
С ОДНОРОДНЫМ ПОЛЕМ
Геометрические размеры, электрические и магнит-
ные параметры цилиндрических объектов кругового
сечения целесообразно контролировать с помощью про-
ходных преобразователей с однородным магнитным по-
лем в зоне контроля (рис. 1-.5,а). Для определения
оптимальных условий контроля кругового цилиндра ра-
диусом R с помощью преобразователя с возбуждающей
обмоткой в виде длинного соленоида радиусом R
B
не-
обходимо найти зависимости э, д. с. измерительной
обмотки от параметров контролируемого цилиндра.
С этой целью находят распределение напряженности
магнитного поля Н и вычисляют поток Ф внутри кон-
тролируемого объекта или векторный потенциал А и
по (1-16) или (1-18) определяют э. д. с. лреобразова-
28
теля. Если контролируемый цилиндр характеризуется
Чувствительность
ВТП к параметру р можно
определить по формуле
где
— номинальное значение параметра р.
Заметим, что
-комплексная величина, определяю-
щая модуль и аргумент изменения выходной величины
ВТП.
комплексное сопротивление ВТП
«холостого хода»
где
-ток возбуждения.
29
. ции первого рода соответственно нулевого и первого
порядков.
Плотность вихревых токов в цилиндре определяется
уравнением
где
-модифицированные цилиндрические функ-
при условиях
В пространстве между соленоидом и объектом кон-
троля так как поле ослабляется
за счет действия вихревых токов только внутри цилинд-
ра, а вне электромагнита
•• Решение (2-3) и (2-4) получают, используя гранич-
ные условия для Н и А на поверхности контролируе-
мого цилиндра (1-20) и (1-22)
ния (2-1), (2-2) ,в цилиндрических координатах
приобретают вид:
Считая цилиндр бесконечно длинным (на практике
значительно длиннее соленоида), получаем, что уравне-
постоянными
а возбуждающее вихревые токи
в нем электромагнитное поле изменяется по синусои-
дальному закону, то в соответствии с (1-13) и (1-14)
внутри цилиндра магнитное поле описывается уравне-
ниями
Электродвижущая сила измерительной обмотки при-
ходного преобразователя, расположенной внутри обмот-
ки возбуждения, имеющей да
и
витков и радиус R
u
,
определяется из (1-18):
Подставляя решение уравнения (2-10) в (2-8), по-
лучаем:
При отсутствии цилиндра внутри проходного преоб-
разователя э. д. с. измерительной обмотки, называемая
э. д. с. «холостого хода», равна:
В практике электромагнитного контроля наибольший
интерес представляет относительная величина напряже-
ния измерительной обмотки
ношению площади поперечного сечения цилиндра к пло-
щади, охватываемой контуром измерительной обмотки.
Заметим, что при размещении измерительной обмот-
Зб
Для немагнитного цилиндра степень уменьшения
магнитного потока за счет вихревых токов принято на-
зывать эффективной магнитной проницаемостью цилинд-
Поскольку на практике применяется ооычно компен-
сация напряжения «холостого хода» Ов, то представляет
интерес величина относительного вносимого напряжения
поеобразователя
\i. Эти кривые при больших значениях х сливаются
произведен канц,
зк
Значения А при
с (1-8):
зависят от
в соответствии
поскольку .
В цилиндрических координатах (2-9) имеет вид:
- коэффициент заполнения, равный от-
где
ки вне электромагнита
поскольку
зне соленоида Н=0. Таким образом,
* Расчет значений
с мелким шагом .no x i
.те.хи. наук'Ю. Н. Тереховым.
ра
которая в соответствии с (2-13) выражается
в виде
где
При
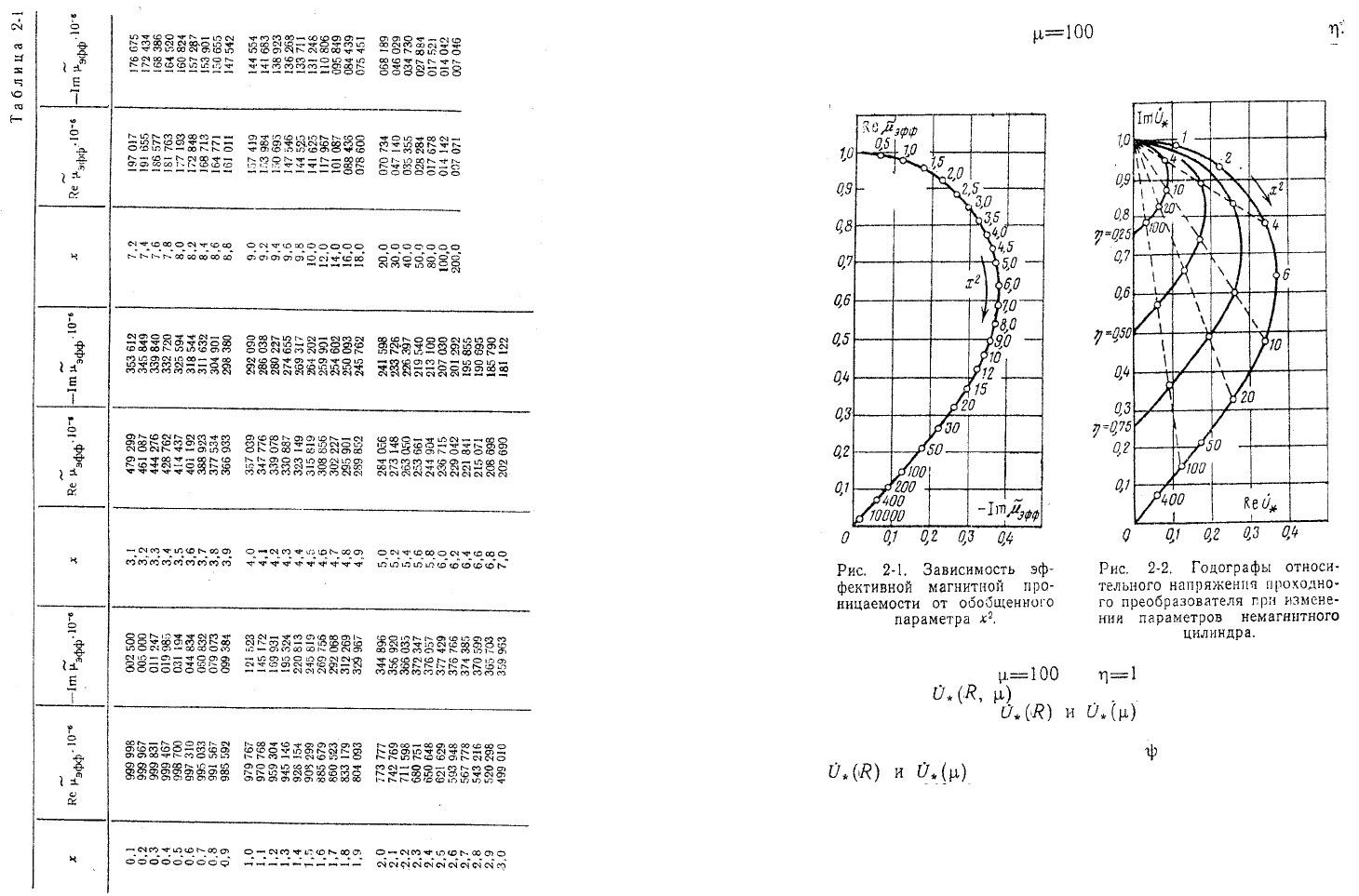
Из (2-15) видно, что
-комплексная величина,
а
Значения
для разных х приве-
дены в табл. 2-1 *, а график — на рис. z-i.
На рис. 2-2 приведены
напряжения преобразователя
годографы относительного
для .проводящего
при
немагнитного цилиндра
Из рис. 2-2 следует, что изменения
ра вызывают различные направления изменения векто-
ров напряжения на комплексной плоскости. Как пока-
зано в гл. 7, это позволяет раздельно контролировать
указанные параметры цилиндра. Наилучшие условия
раздельного контроля
существуют тогда, когда
стремятся к
углы между годографами
При
эти -углы достигают величины
Зависимость
для ферромагнитных цилиндров
имеет более сложный' вид. Если принять магншную
проницаемость материала цилиндра
го зави-
построенные в логарифмическом мас-
симости
штябе. в соответствии с 2-16 для различных значении
имеют вид годографов, -приведенных на- рис. 2-3.
9.-3 сплошными линиями изображено семейство
На рис.
кривых,
соответствующих
и различным значениям
цилинд-
в одну прямую, выходящую из начала координат под
углом 45°. Штрих'пунктирными линиями показаны кри_-
При определении оптимальных условий контроля
какого-либо параметра объекта необходимо знать чув-
3—316 3,3
32
и различным значениям
вые, •соответствующие
Пунктирные линии, .проведенные от точек, соответст-
вующих некоторым значениям х на основной кривой,
построенной для
и
представляют собой
годографы
Из годографов видно, что направ-
ления годографов
при .малых значениях
х 'практически совпадают. По мере увеличения х, что
соответствует росту частоты, угол
между годографами
возрастает, достигая при определенном
значении 90". При дальнейшем увеличении этот угол
становится больше 90° [5].
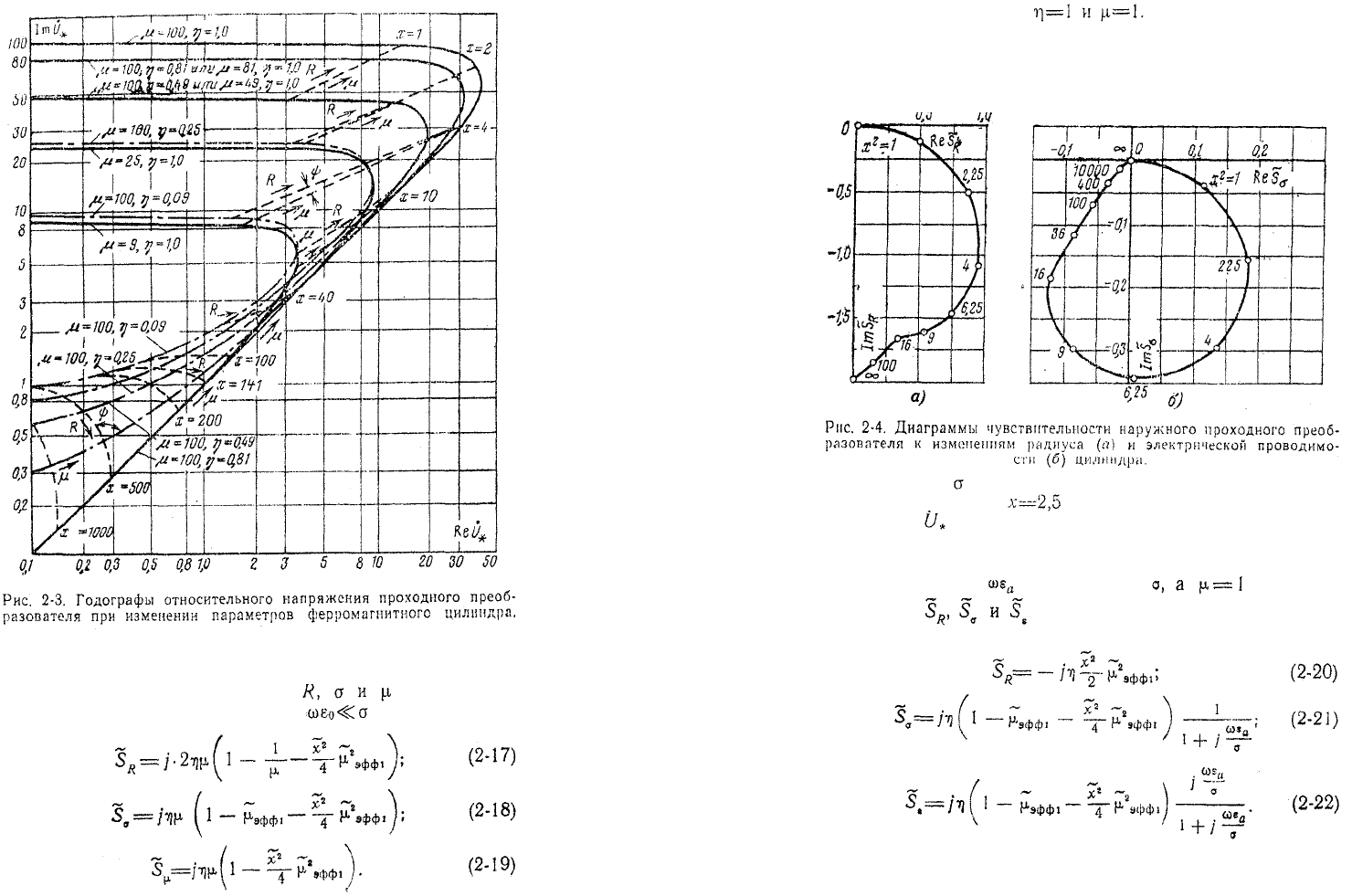
ствительность преобразователя к этому параметру.
Выражения для чувствительности наружного проходного
На рис. 2-4,а и б показаны диаграммы, построенные
проводимость
35
преобразователя к изменениям
кругового цилиндра .при условии
однородного
имеют вид [5J:
по (2-17) и (2-18) при
По этим диаграммам
легко можно рассчитать приращения выходного напря-
жения наружного проходного преобразователя при за-
данном изменении контролируемого параметра кругового
цилиндра. Так, например, если удельная электрическая
изменится на 1%, то при значении обоб-
щенного параметра изменеж-ie относительного на-
составит 0,35%. Если напряжение холо-
•пряжен'ия
стого хода равно, например, 1 В, то приращение выход-
ного напряжения .при этом составит 3,5 \мВ.
Если величина
соизмерима с то выра-
внешнего проходного преобразо-
вателя имеют вид:
жения для
Если в проходном преобразователе с однородным
синусоидальным магнитным полем находится труба (из
проводящего материала), то вносимое напряжение
измерительной обмотки определяется также формулой
магнитная проницаемость стенок трубы;
Эти
кривые построены для раз-
личных значений обобщен-
36
оптимальных условий контроля параметров труб необ-
ходимо также знать чувствительности наружного про-
ходного преобразователя к этим параметрам.
Чувствительность наружного проходного преобразо-
вателя к параметрам неферромагнитной трубы опреде-
ляется следующими выражениями [5]:
к изменениям внешнего радиуса
к изменениям внутреннего радиуса
к изменениям электрической проводимости
где
С помощью наружных проходных преобразователей
можно осуществлять раздельный контроль параметров
не только оплошных цилиндров и труб, но также двух-
слойных, трехслойных и других многослойных цилиндри.-
ческих изделий.
37
(2-16), только выражение для
лее сложно:
в этом случае бо-
ного параметра
ния радиусов
-электрическая проводимость и относительная
-внутрен-
ний радиус трубы;
внешний радиус трубы.
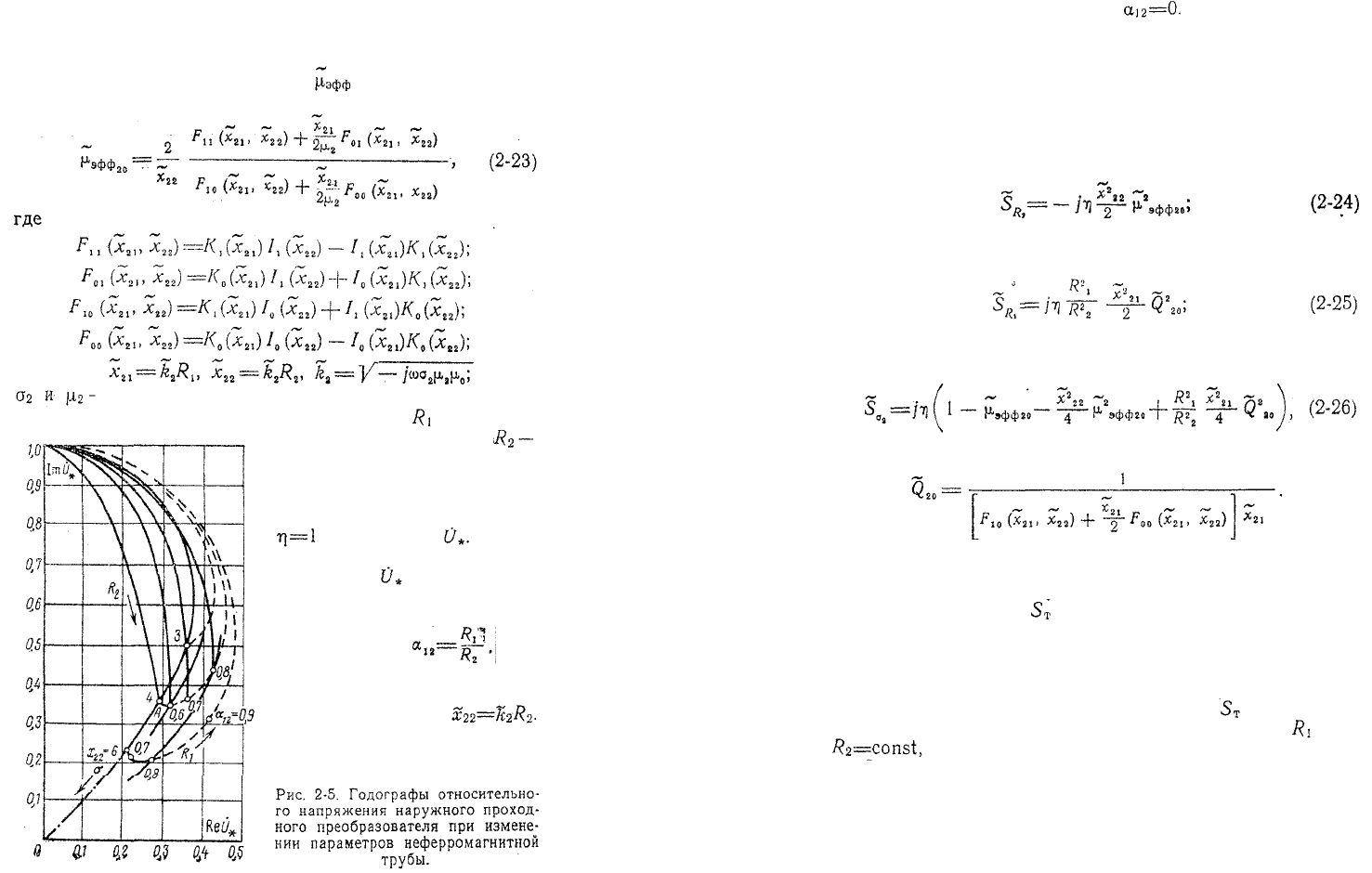
На рис. 2-5 приведены
рассчитанные с помощью
формул (2-16) и (2-23) при
годографы
Пунк-
тирные кривые показывают
изменение
при уменьше-
нии толщины стенки труб,
т. е. при изменении отноше-
Штрихпу-нктирной линией показан годограф для одно-
Для определения родного цилиндра, т. е. при
По этим формулам рассчитаны диаграммы, построен-
ные соответственно на рис. 2-6,а—в.
Чувствительность
наружного проходного преобра-
зователя к изменениям толщины стенки труб может
быть определена по диаграммам, приведенным на
рис. 2-6,а и б. Если толщина стенки трубы изменяется
за счет изменения внешнего диаметра при неизменном
внутреннем диаметре трубы, то значение
определяет-
ся по диаграмме рис. 2-6,а, а если изменяется
пои
то следует использовать диаграмму рис.
2-6,6.