Горенский Б.М. (рук.) Информационные технологии в металлургии
Подождите немного. Документ загружается.

151
Аналогичные результаты повышения технико-экономических показа-
телей при электроплавке медно-никелевого агломерата в РТП получены и на
Норильском ГМК. Эксплуатация системы позволила стабилизировать темпе-
ратуру шлака на уровне 1258 – 1275 °С, что снизило расход электроэнергии
на 3,5%, а содержание цветных металлов в отвальном шлаке – на 0,01%. Еще
лучшие результаты могут быть достигнуты при применении
взаимосвязан-
ных АСУ процессом плавки.
Алгоритм управления процессом загрузки шихты в печь
Повышение требований к технико-экономическим показателям процес-
са электроплавки цветных металлов в мощных рудно-термических и дуговых
электропечах определяет актуальность работ по оптимизации управления
процессом электроплавки. Взаимосвязь входных и выходных потоков сырья
и электроэнергии существенно влияет на
технико-экономические показатели
металлургического производства. Поэтому значительное внимание в настоя-
щее время уделяется вопросу улучшения показателей действующих агрега-
тов на основе создания и внедрения автоматизированных систем управления
(АСУ) процессом.
При разработке АСУ электроплавки одной из основных задач является
создание математического обеспечения системы оптимального управления и,
в частности, системы управления загрузкой
шихты. Решение этой задачи свя-
зано с обоснованием выбора критериев управления, математическим описа-
нием и разработкой алгоритма оптимального управления загрузкой шихты и
оборотных материалов, ориентированного на современные управляющие вы-
числительные машины.
Анализ существующей практики ведения процесса показывает, что
процесс электроплавки не отвечает требованиям сегодняшнего дня, слабо ав-
томатизирован, так как автоматически
контролируются лишь некоторые тех-
нологические параметры.
Обзор литературных данных и практика рудной электроплавки показы-
вает, что основными показателями, характеризующими процесс, являются
производительность печи, удельный расход электроэнергии, содержание
цветных металлов в шлаке, выбросы вредных веществ в атмосферу. Опреде-
ляющее влияние на эти показатели оказывают количество и химический со-
став загружаемых в
электропечь материалов, вводимая в электропечь мощ-
ность или энергия.
В качестве воздействий, управляющих процессом, используется регу-
лирование загрузки шихты и ввода электроэнергии. Регулирование ввода
электроэнергии в печь осуществляется с помощью выпускаемых промыш-
ленностью регуляторов, которые хорошо зарекомендовали себя в заводских
условиях. Поэтому представляется необходимой разработка системы управ-
152
ления загрузкой шихты и, в частности, разработка алгоритма работы системы
загрузки.
Следует отметить, что автором предложена замкнутая система управ-
ления, в которой расчет управляющих воздействий (количество и химиче-
ский состав загружаемой шихты) регулируются в зависимости от состояния
технологического процесса и, в частности, от температуры расплава.
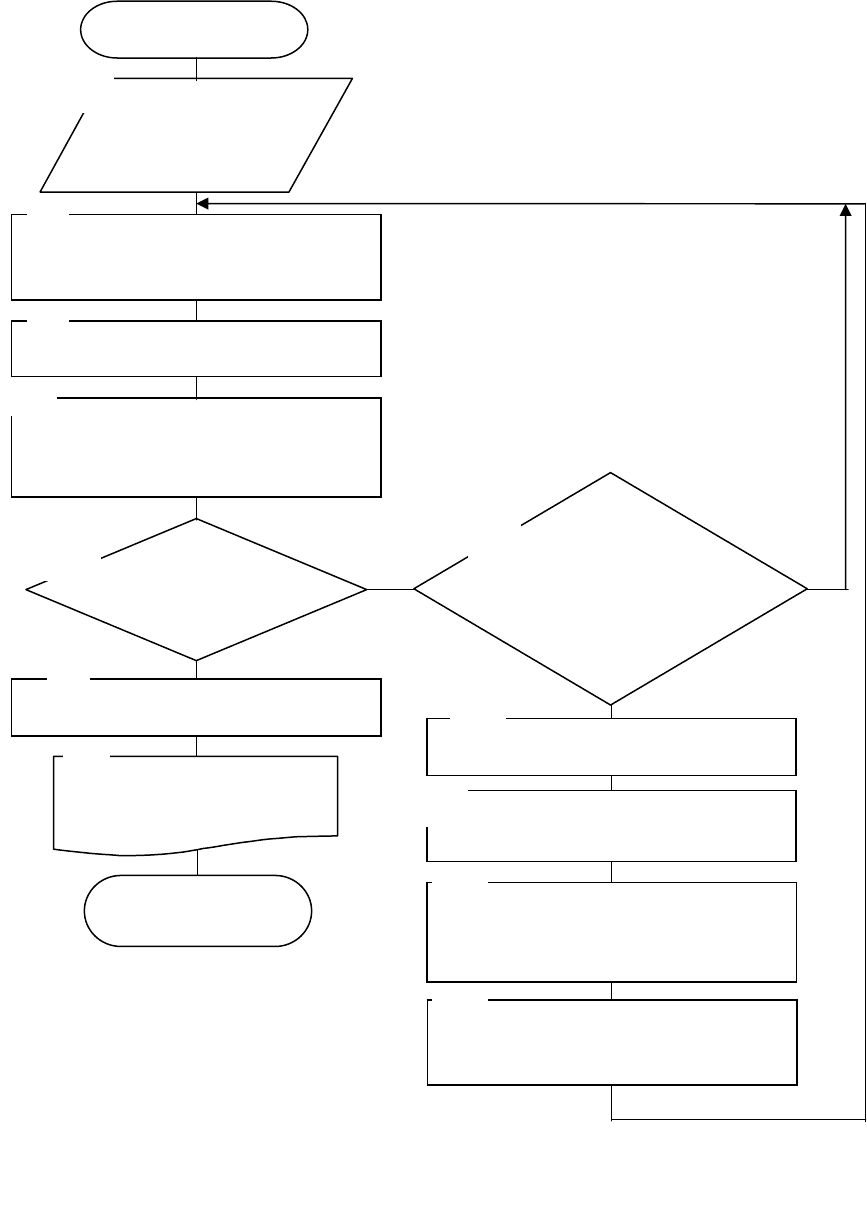
С этой целью авторами разработан
алгоритм управления загрузкой
шихты, блок-схема которого приведена на рисунке 39.
Алгоритм управления запускается в работу оператором одновременно с
началом смены, при этом включается АСУ электрическим режимом и АСУ
загрузкой шихты, которая выполняет следующие основные функции.
Блок 1. Ввод исходных данных: время начала работы, календарное
число; номер смены и печи, фамилия оператора
; первоначальное состояние
плавки, состав концентрата; дополнительная информация о параметрах про-
цесса электроплавки.
Блок 2. Осуществляется опрос датчиков контроля основных техноло-
гических параметров: ток и напряжение на каждом электроде,
I
1,
U
1
;вводимая мощность, P; частота и среднее значение флуктуаций; за-
глубление электродов, h
эл
; уровень штейна и шлака в ванне электропечи,
H
шт
, H
шл
; количество загружаемой шихты,
G
шх
; химический состав загружае-
мой шихты по основным компонентам, С
шх
; ПСТД и ПСНД и др.
Блок 3. рассчитываются основные технико-экономические показатели
процесса: производительность электропечи; удельный расход электроэнер-
гии
,
W
уд
; а также определяются: температура шлака
,
Т
шл
; время работы под
нагрузкой
,
t
нагр
; общее время работы за сутки t
пл
и время простоев t.
Полученная информация заносится в ОЗУ.
Блок 4. На основании информации о ходе технологического процесса
осуществляется прогноз состояния основных технологических параметров по
зависимостям (46):
).,,,,,,,(
);,,,,,,,(
);,,,,,(
шлштэлшхшхудшл
шхэлшлштшлшхуд
элшлштшлшх
ННПhРСGWfТ
ПСhННТРGfW
hННТРGfП
(46)
Формируется сообщение оператору в виде текста на дисплее о резуль-
татах диагностики. Данное сообщение хранится в памяти до следующего пе-
риода опроса.
Блок 5. По истечении периода опроса выполняется проверка содержа-
ния цветных металлов в шлаке и выносится решение о выпуске шлака и
штейна. При выполнении условия достижения содержания цветных металлов
в шлаке расчетного уровня происходит переход на блок 8, и работа алгорит-
ма продолжается.
153
Блок 6. По достижении содержания цветных металлов в шлаке расчет-
ного уровня управление передается оператору, производится выпуск продук-
тов плавки, рассчитываются окончательные результаты плавки за смену, су-
тки: общий расход электроэнергии
,
Q
э/э
; удельный расход электроэнергии
,
W
уд
; общий вес загруженной шихты (по основным компонентам), G
шх
; общий
д
а
д
а
нет
Начало
Ввод исходных
данных
Подпрограмма опроса датчиков
Подпрограмма диагностики основ-
ных показателей работы электро-
печи
Шлак выпус-
тить?
Конец
Выдача управляющего
воздействия на исполнительный
механизм
Индикация
информации
нет
1
2
5
12
Существуют ли
отклонения W
уд
, П,
Т
шл
от расчетного
Печать карты
4
Расчет W
уд
, П, Т
шл
3
7
Выпуск продуктов плавки
6
8
11
Подпрограмма расчета управляю-
щего воздействия
10
Анализ режима загрузки
9
Рис. 39 – Блок-схема алгоритма управления процессом загрузки шихты
154
вес полученного штейна
,
Q
шт
; общая продолжительность плавки
,
t
пл
; суммар-
ное время простоев
,
t
; время работы под нагрузкой; время работы в предду-
говом режиме; другие показатели, которые могут применяться в соответст-
вии с технологией.
Блок 7. Заполняется карта плавки установленного образца, на которую
выводится время плавки, электрические и тепловые параметры, отклонения
от нормального режима, технико-экономические показатели плавки и реко-
мендации оператору по управлению электропечью
.
Блок 8. Полученная информация по прогнозу состояния основных тех-
нологических параметров П
прог
, W
удпр
, T
шлпрог
и некоторых других сравнива-
ется с оптимальными значениями этих параметров. В случае отсутствия от-
клонений осуществляется переход на блок 2 –опрос датчиков – и работа ал-
горитма продолжается.
Блок 9. В случае наличия отклонений параметров от оптимальных зна-
чений производится анализ режима работы системы загрузки, где определя-
ется холостой ход, номинальный режим, перегрузка
и пр.
Блок 10. Количество загружаемой шихты рассчитывается в зависимо-
сти от следующих параметров:
);,,,,,,,,,(
11 прогшлпрогшлiшлштэлудпрогудшхшх
ППТТННhWWСfG
(47)
химический состав загружаемой шихты определяется по зависимости:
).,,,,,,,(
11 шлпрогшлудiпрогпрогвоссконцизвшх
ТТWППGGGfС
(48)
Блок 11. Осуществляется управление исполнительными механизмами
регулирования шихтовки и количества загружаемой шихты в соответствии с
полученными управляющими воздействиями, и выполняется контроль пра-
вильности исполнения управляющих воздействий.
Блок 12. Выдача управляющих воздействий на индикацию на дисплей
оператора и (или) печатающее устройство.
Система, работающая по приведенному выше алгоритму, позволяет
своевременно выявить нарушения в
работе электродов (например, посадку
электрода на конечный выключатель) и в системе загрузки шихты. Система
позволяет учитывать входные потоки сырья и электроэнергии и получать по-
казатели процесса практически непрерывно по ходу плавки. Это дает воз-
можность оптимизировать управление процессом загрузки шихты и обеспе-
чить в итоге снижение безвозвратных потерь металла со шлаками
на 0,01 –
0,02%, сократить удельный расход сырья и электроэнергии на 2 – 3%, улуч-
шить качество продуктов плавки, увеличить производительность процесса
плавки.
155
Применение автоматизированной системы имитационного управ-
ления для расчета оптимального состава шихты
Как показала заводская практика, одной из проблем оптимизации про-
цесса плавки в РТП является выбор оптимального состава загружаемой ших-
ты, что позволяет улучшить технико-экономические показатели процесса.
Расчет состава шихты может быть осуществлен как на одну смену, так
и на
сутки. Однако, поддержание состава шихты неизменным даже в течение од-
ной смены является практически неактуальным вследствие изменения теку-
щего состояния расплава в печи. В связи с этим возникает проблема коррек-
ции состава шихты, загружаемой в электропечь. Такая коррекция вследствие
большой постоянной времени электропечи может быть осуществлена перио-
дически через
1 ÷ 2 часа.
Такая периодическая коррекция химического состава загружаемой
шихты осуществляется совместно с работой существующих локальных сис-
тем автоматического управления энергетическим режимом РТП на базе се-
рийно-выпускаемых регуляторов мощности АРДТМ и АРР-1, которые не-
плохо зарекомендовали себя в заводских условиях. Поэтому для расширения
функциональных возможностей существующих систем автоматического
управления необходимо их
дополнить системами управления загрузкой ших-
ты, которые учитывают химический состав загружаемых в печь материалов.
Для решения задачи расчета оптимального состава шихты может быть
использован метод линейного программирования или другие математические
методы. Покажем постановку оптимизационной задачи, построение целевой
функции и ограничений для расчета оптимального состава шихты, загружае-
мой в электропечь. При разработке
задачи линейного программирования в
первую очередь необходимо поставить оптимизационную задачу и построить
целевую функцию, подлежащую оптимизации. При построении целевой
функции необходимо учитывать многие факторы и, в частности, сырьевые
ресурсы, стоимость сырья и материалов, наличие свободных мощностей в
энергосистеме и т.д. Так, при решении оптимизационной задачи для пред-
приятия, работающего
на привозном сырье, нельзя принимать в качестве це-
левой функции максимальную производительность. Для Новосибирского
оловокомбината наиболее актуальной является задача минимизации удельно-
го расхода электроэнергии W
уд
и минимизация потерь олова с отвальными
шлаками
С
шл
. Для Норильского горно-металлургического комбината наибо-
лее актуальной является задача получения максимальной производительно-
сти. Рассмотрим построение задачи ЛП применительно к Норильскому гор-
но-металлургическому комбинату и, в частности, к никелевому заводу.
Задачу построения целевой функции для получения никелево-медного
штейна представим в виде:
156
max
76
54321
шлэл
пркшлизвсаглшт
ТСРС
GСGСGСGСGСП
(49)
где П
шт
– производительность электропечи по штейну; С
1
..С
7
– коэффициенты
целевой функции; G
агл
, G
с
, G
изв
, G
кшл
,G
пр
- количество агломерата, кокса, из-
вестняка, конвекторного шлака и прочих холодных присадок соответственно,
в шихте, загружаемой в электропечь; Р
эл
– мощность, вводимая в электро-
печь; Т
шл
– температура расплава шлака.
%100
,0,
,,0
,,0,0
,0,0,0,0
,
,
,
,
,
,
,
minmin
minmin
min
minNI77
767574737271
67
666564636261
max57
565554535251
47
464544434241
37
363534333231
max27
262524232221
17
161514131211
NIшт
NIшлдопштшт
допшлштуд
допшлшлэлпр
кшлизвсагл
штшл
элпркшлизвсагл
шл
элпркшлизвсагл
допштшл
элпркшлизвсагл
шлдопшл
элпркшлизвсагл
шлдопшл
элпркшлизвсагл
шл
элпркшлизвсагл
уддопшл
элпркшлизвсагл
С
СНН
ННW
ТТРG
GGGG
CТа
РаGаGаGаGаGа
Та
РаGаGаGаGаGа
НТа
РаGаGаGаGаGа
НТа
РаGаGаGаGаGа
ТТа
РаGаGаGаGаGа
РТа
РаGаGаGаG
аGа
WТа
РаGаGаGаGаGа
(50)
Следует иметь в виду, что прежде, чем решать оптимизационную зада-
чу, целесообразно с помощью прогнозирующей модели рассчитать прогноз
производительности на требуемое время вперед и, если прогнозируемая про-
157
изводительность отличается от оптимальной, только в этом случае решать
оптимизационную задачу.
При решении оптимизационной задачи методом ЛП кроме целевой
функции необходимо построить уравнения-ограничения по основным техно-
логическим параметрам. В качестве основных параметров, которые характе-
ризуют процесс электроплавки и которые необходимо ввести в качестве ог-
раничений, можно принять удельный расход
электроэнергии W
уд
, мощность
вводимую в электропечь Р
эл,
температуру расплава шлака Т
шл
, уровни шлака
Н
шл
и штейна Н
шт
в ванне электропечи, содержание никеля С
Niшл
в отвальном
шлаке, содержание никеля в штейне С
шт
. С учетом выше изложенного урав-
нения-ограничения примут вид (50).
После того, как ограничения (50) в виде неравенств составлены, преоб-
разуем их в точные равенства путем замены знаков неравенств на знаки точ-
ных равенств путем введения дополнительных базисных переменных, кото-
рые по физическому смыслу означают не используемые при данном техноло-
гическом процессе
компоненты шихты того или иного вида.
Затем для решения задачи линейного программирования необходимо
воспользоваться любым из имеющихся в наличии на ВЦ или в программном
обеспечении ПЭВМ оптимизационным пакетом решения задачи методом ЛП.
При правильном построении целевой функции и уравнений или нера-
венств-ограничений ЭВМ выдает решение постановленной задачи. Примени-
тельно к
данному примеру результаты получим в следующем виде:
Максимальная производительность равна
П
шл
.
Данная производительность может быть достигнута при следующих
значениях основных и дополнительных переменных:
.
,
,
,
шлшл
извизв
сс
аглагл
ТТ
GG
xGG
xGG
Введя полученные значения параметров в уравнение целевой функции
(49), получим, что максимальная производительность может быть достигнута
при следующих значениях параметров целевой функции:
)(
)()()(
7654
321
шлшлэлпркшл
извизвcсаглаглшт
ТТСРСGСGС
GGСGGСGGСП
(51)
Решение уравнения целевой функции (51) позволяет рассчитать опти-
мальный состав шихты, при котором достигается максимальная производи-
тельность, так как компоненты состава шихты имеют оптимальное значение
158
для данных технологических ограничений (50).
Использование метода ЛП позволяет на практике решать задачу опти-
мизации химического состава шихты по ходу плавки с целью получения мак-
симального (минимального) значения целевой функции (в зависимости от то-
го, какой параметр выбран в качестве целевой функции: производительность,
удельный расход электроэнергии и т.д.) без экспериментального
исследова-
ния на действующей электропечи всех возможных вариантов состава шихты.
Данный метод расчета состава шихты реализован в составе разрабо-
танной АСУ и позволяет улучшить технико-экономические показатели про-
цесса плавки за счет оптимизации химического состава шихты, включается в
состав автоматизированной системы управления тепловым режимом, что
значительно повышает эффективность функционирования системы
управле-
ния тепловым режимом РТП.
Адаптивная система управления тепловым режимом электропечи
Принципы, заложенные в основу построения поисковых самонастраи-
вающихся систем, были реализованы в адаптивной системе управления теп-
ловым режимом электропечи для плавки медно-никелевого агломерата. Не-
обходимость создания адаптивной системы обусловлена нестабильностью
как химического состава загружаемой в электропечь шихты, так
и изменени-
ем ее влажности в широких пределах.
Как показано выше, температура расплава является одним из основных
параметров, оказывающих определяющее влияние на технико-экономические
показатели процесса плавки. В связи с этим температуру расплава необходи-
мо стабилизировать на определенном, оптимальном уровне. Для плавки мед-
но-никелевого агломерата в электропечи оптимальной является
температура
1260 – 1270
0
С. Такой диапазон изменения температуры объясняется физико-
химическими процессами, протекающими в ванне РТП. Для выбора закона
управления и структуры системы воспользуемся следующим алгоритмом:
1. Методом пассивного эксперимента проведем наблюдения за тепло-
вым режимом электропечи, режимом загрузки шихты, изменением ее хими-
ческого состава и влажности за два-три месяца работы печи.
2. Проанализируем
влияние изменения управляющих воздействий на
температурный режим электропечи. В качестве управляющих воздействий
используется изменение ввода электрической мощности и количества загру-
жаемой в электропечь шихты.
3. Оценим эффективность существующей структуры системы управле-
ния и внесем, если это необходимо, изменения в структуру и алгоритм рабо-
ты системы.
Экспериментальные данные получены на промышленной РТП
для
плавки медно-никелевого агломерата. Их анализ показывает, что температу-
ра расплава изменяется от 1250 до 1280
0
С, что значительно превышает опти-
159
мальный диапазон изменения температуры. Количество шихты, загружаемой
в электропечь, изменяется от 50 до 100 т/ч. Содержание серы и цветных ме-
таллов в агломерате изменяется в широких пределах, влажность шихты из-
меняется от 2 до 12%. Таким образом, можно считать, что колебание темпе-
ратуры в основном обусловлено значительным изменением влажности ших-
ты и содержания
цветных металлов и серы в агломерате, что не может ком-
пенсировать реально существующая система управления процессом плавки.
Для управления процессом плавки в настоящее время применяются две
одноконтурных не взаимосвязанных САУ:
- САУ электрическим режимом, принцип действия который заключается в
стабилизации вводимой в электропечь мощности на определенном, заранее
заданном уровне;
- САУ
загрузкой шихты, принцип действия которой обусловлен регулирова-
нием количества загружаемой в электропечь шихты в зависимости от зада-
ния, установленного технологом.
Однако данные системы не обеспечивают получение необходимого ка-
чества управления по стабилизации теплового состояния расплава, так как на
тепловой режим оказывают значительное влияние не компенсируемые сис-
темами управления изменения неконтролируемых автоматически
парамет-
ров, а алгоритмы работы систем не учитывают возможность изменения пара-
метров и структуры систем управления.
Для устранения приведенных выше недостатков необходима корректи-
ровка структуры систем управления и алгоритмов их работы. Наиболее эф-
фективно устранение имеющихся недостатков возможно путем применения
самонастраивающихся систем (СНС) со стабилизацией качества управления.
Выбор СНС со
стабилизацией качеств управления обусловлен тем, что извес-
тен оптимальный температурный диапазон, при котором обеспечиваются вы-
сокие технико-экономические показатели процесса. Поэтому, чтобы полу-
чить заданный уровень показателя качества управления, т.е. заданный темпе-
ратурный режим, необходима адаптивная двухуровневая система управления
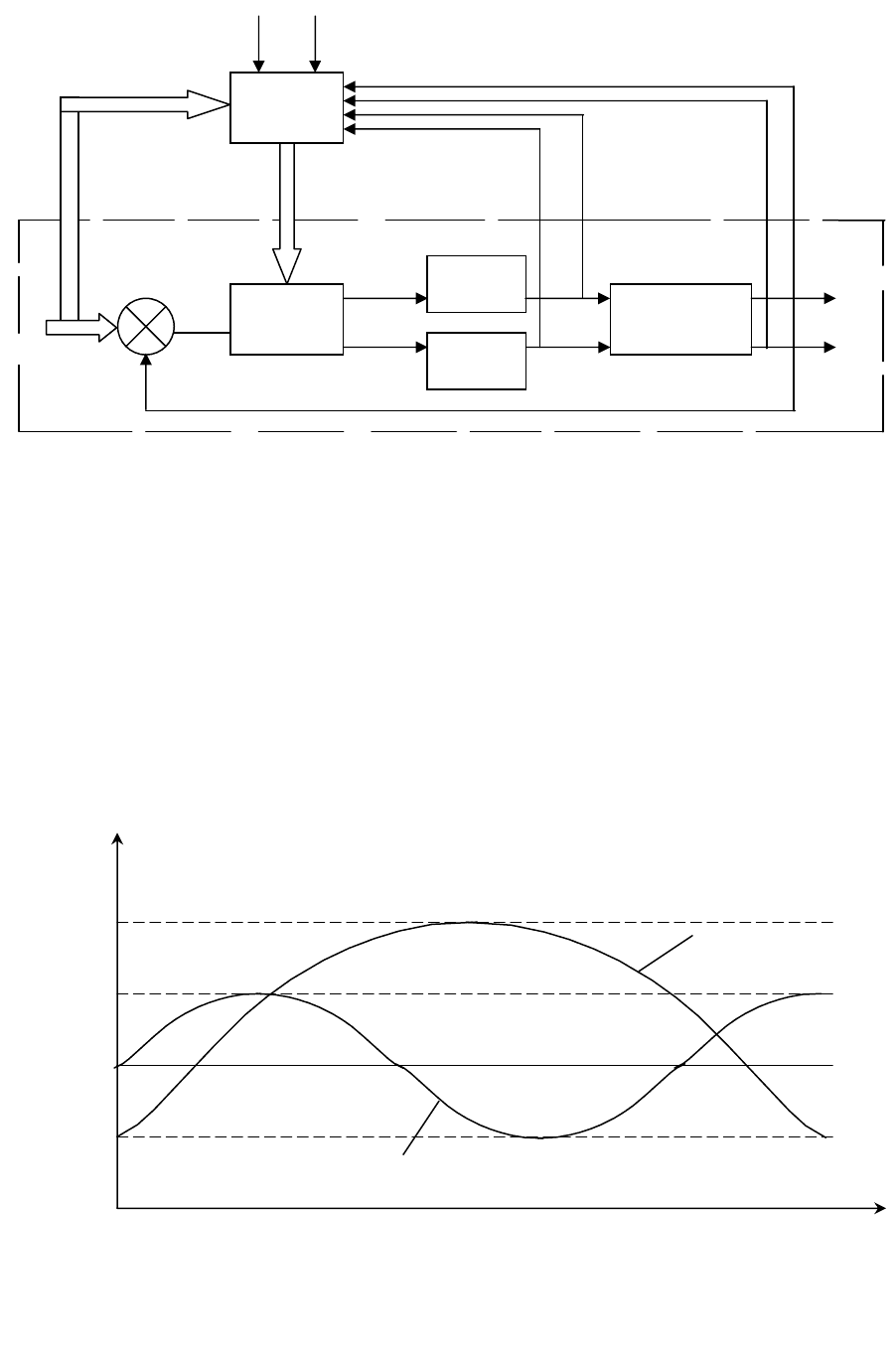
процессов плавки. Структурная схема адаптивной двухуровневой системы
управления процессом плавки со
стабилизацией качества управления приве-
дена на рисунке 40.
Система работает следующим образом. При нормальной температуре работа-
ет основной контур (ОК) системы управления осуществляющий стабилиза-
цию загрузки шихты и ввода в электропечь мощности на уровне, установ-
ленном мастером или технологом. Значения управляющих параметров выби-
раются исходя из имеющегося опыта или устанавливаются расчетным
путем
для идеальных условий функционирования процесса. В случае значительного
отличия температуры от оптимального значения сигнал, пропорциональный
температуре расплава шлака
Т
шл
, поступает в устройство адаптации (УА). В
устройство адаптации также поступают сигналы, пропорциональные вводи-
мой мощности, количеству загружаемой шихты и её влажности, химическо-
160
му составу загружаемой шихты. САУ, которая выполнена на базе ЭВМ и со-
ставляет верхний уровень системы управления, рассчитывает
новые значения мощности и количества загружаемой шихты, которые в
дальнейшем поддерживаются основным контуром управления.
Наличие контура адаптации приводит к тому, что качество управления
процессом значительно
улучшается, что подтверждается диаграммой изме-
нения температуры, приведенной на рисунке 41.
ши
С
к
U
эл
Р
Т
шл
I
э
G
ш
U
уд.пэ
U
ушл
УА
СУ
ШП
ПД
РТП
Рис. 40 – Структурная схема адаптивной двухуровневой системы управления про-
ц
ессом плавки в РТП
1
2
t
Т,С
1280
1270
1260
1250
Рис. 41 – Диаграмма изменения температуры для различных систем управле-
ния: 1 – при наличии адаптивной системы; 2 – при обычном способе
управления