Горенский Б.М. (рук.) Информационные технологии в металлургии
Подождите немного. Документ загружается.

41
месте установки катушки, которая регистрируется вторичным прибором. При
перемещении катушки изменяется напряжение, фиксируемое регистрирую-
щим прибором, и по его экстремуму определяется граница раздела сред, т. е.
уровень расплавов. Недостатком является то, что для нахождения минимума
напряженности магнитного поля надо перемещать катушку с наружной сто-
роны РТП. Определение минимума по диаграмме
требует значительного
времени и сложно в цеховых условиях.
В ванне РТП можно выделить следующие зоны:
1 – зона нерасплавленной шихты;
2 – зона расплавленного шлака;
3 – зона расплавленного штейна;
4 – зона настыли на подине печи.
Ток в ванну подводится с помощью шести электродов, погруженных в
расплав шлака. Он стекает с электродов в расплав и
замыкается по следую-
щим путям:
1. электрод – расплав шлака – электрод;
2. электрод – шлак – штейн – шлак – электрод;
3. электрод – шлак – штейн – настыль – штейн – шлак – электрод.
Электрический ток, проходя через расплав, создает переменное элек-
тромагнитное поле, которое описывается уравнением Максвелла в комплекс-
ной форме:
00
0
*)(
HjwErot
EjwHrot
(22)
Для преобразования уравнения (2) воспользуемся законом Джоуля -
Ленца:
2
0
GEEEGP
,
(23)
где
– удельная проводимость расплава;
– диэлектрическая проницаемость расплава;
– магнитная проницаемость расплава;
H
– напряженность магнитного поля;
0
– 8,856*10
-12
– электрическая постоянная системы Си;
E
напряженность электрического поля;
0
4*10
-7
– магнитная постоянная системы Си;
E
комплекс, сопряженный комплексу Ē.
Для определения распределения энергии в ванне преобразуем (22) с
учетом (23). Для этого первое уравнение выражения (22) умножим на
E
,
предварительно заменив все числа выражения (22) на сопряженные:

42
EjweeEHrotE
)(
0
(24)
Второе уравнение выражения (22) умножим на сопряженный комплекс
напряженности магнитного поля:
.
0
HHjwErotH
(25)
Вычитая из (24) уравнение (25), получим:
).(
)(
2
0
2
0
2
00
HEdivHjwEjwee
EHHjwEjweeEErotHHrotE
(26)
Вектор Пойнтинга
Н
Е
П
определяет поток мощности, который рас-
ходуется внутри печи. Слагаемое
H
представляет собой активную мощ-
ность и характеризует энергию, выделяемую в виде Джоулева тепла в печи и
идущую на нагрев. Слагаемое jwee
0
равно реактивной мощности, расходуе-
мой на образование электрического поля. Составляющая
k
j
j
ixФ
1
])[(
равна ре-
активной мощности, расходуемой на образование магнитного поля. Эти три
слагаемые определяют среднее за период значение мощности в объеме печи.
Электрическое поле напряженностью
E
возникает между электродами,
а магнитное поле напряженностью
H
возникает вокруг токопроводящих
слоев в ванне электропечи.
В магнитном поле проявляются явления электромагнитной индукции,
суть которой состоит в том, что при всяком изменении магнитного поля,
пронизывающего какой-либо контур, независимо от того, чем вызвано изме-
нение потока, в контуре наводится электродвижущая сила e, величина кото-
рой прямо пропорциональна скорости изменения
магнитного потока:
dT
Hd
Sw
dT
dФ
We
0
,
(27)
где S – площадь контура; W – число витков контура.
Следовательно, магнитное поле напряженностью
H
, наведенное с на-
ружной стороны электропечи током, протекающим в расплаве, несет инфор-
мацию, которая может быть использована для контроля процессов, проте-
кающих в ванне электропечи.
Учитывая высокую температуру и химическую агрессивность распла-
вов, прямые измерения уровней расплавов представляют значительную тех-
ническую сложность и поэтому не нашли широкого применения в заводской
43
практике. Поэтому практическую ценность представляет разработка новых
методов контроля уровней расплавов.
Для этой цели воспользуемся методом аналогий. Так как рудно-
термические и дуговые электропечи в качестве источника энергии использу-
ют электрическую энергию, то найдем аналогию между проводниками, по
которым протекает электрический ток, и рудно-термическими печами, через
расплав которых тоже
протекает электрический ток.
Из курса физики известно, что вокруг проводника с током наводится
магнитное поле, напряженность которого рассчитывается по формуле:
RIH **2/
, (28)
где Н – напряженность магнитного поля; I – сила тока; R – расстояние от
точки, в которой измеряется напряженность, до проводника с током.
По формуле (28) можно определить напряженность в однородной сре-
де, имеющей постоянную магнитную проницаемость. Если среда, в которой
распространяется магнитное поле, неоднородна, то вектор напряженности на
границе раздела сред с разной
магнитной проницаемостью меняет свое на-
правление. Согласно теореме о граничных условиях, можно записать:
1
2
12
*
tgtg
,
(29)
где
1
магнитная проницаемость среды, из которой выходит вектор напря-
женности магнитного поля
H
;
2
магнитная проницаемость среды, в кото-
рую входит вектор напряженности магнитного поля
H
;
1
угол падения
вектора
H
на границу разделения сред с разной магнитной проницаемостью;
2
угол преломления вектора
H
на границе раздела сред с разной магнит-
ной проницаемостью.
Рудно-термическую печь можно представить как проводник, в котором
ток протекает через расплавы, имеющие разную проводимость j и разную
магнитную проницаемость
, то есть здесь имеется аналогия с распростра-
нением магнитного поля вокруг проводника с током. Этот принцип был по-
ложен в основу построения модели строения расплава в ванне электропечи.
Экспериментальные исследования напряженности магнитного поля, наве-
денного с наружной стороны электропечи, показали, что вектор напряженно-
сти магнитного поля
H
меняет свое направление на границе раздела сред с
разной магнитной проницаемостью: нерасплавленная шихта – расплав шла-
ка; расплав шлака – расплав металла (штейна); расплав металла – подина
электропечи, что было подтверждено контрольными замерами уровней рас-
плавов.
44
Для построения модели строения расплава в ванне электропечи можно
воспользоваться следующей методикой:
1. С наружной стороны необходимо установить датчики для измерения
напряженности магнитного поля. Число и шаг установки датчиков определя-
ется требованиями технологии;
2. Подключить к датчикам ЭВМ, которая обрабатывает полученную ин-
формацию.
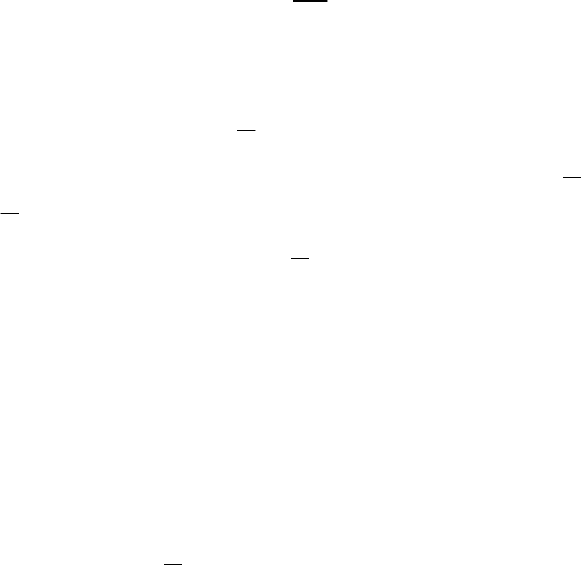
Блок-схема алгоритма обработки информации для построения
модели
строения расплава изображена на рисунке 10.
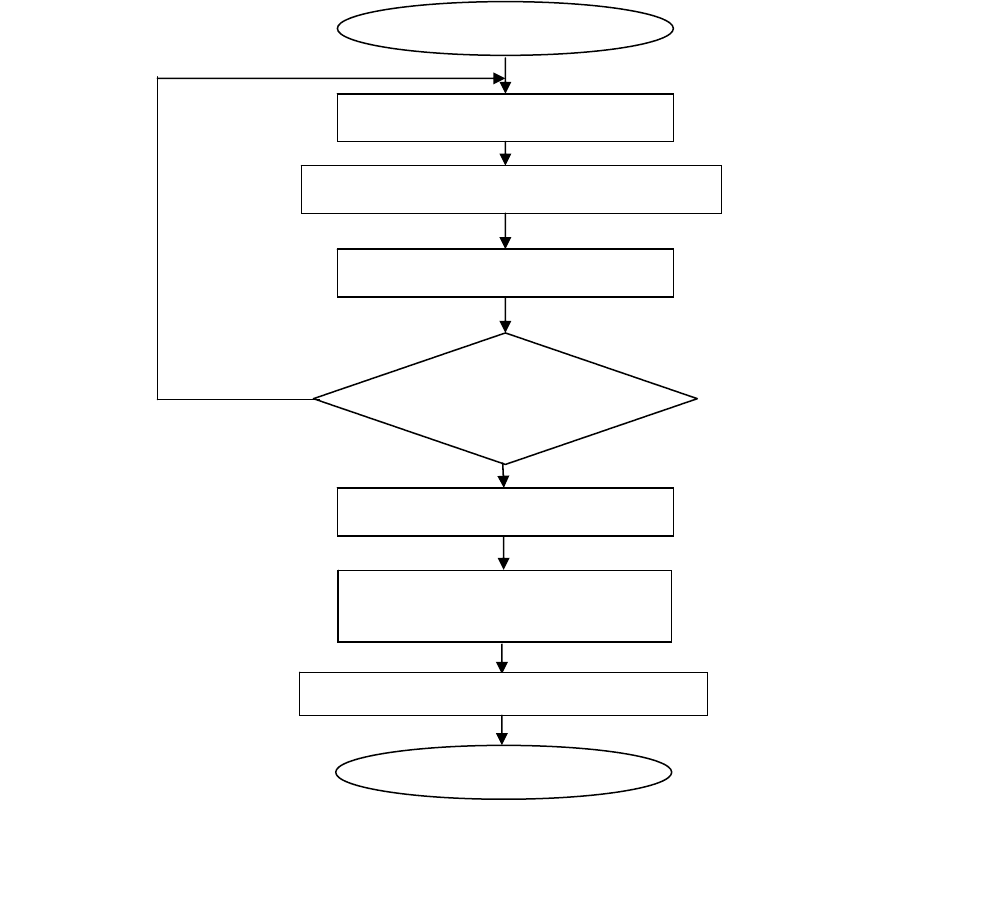
Данная кривая представляет собой модель строения расплава. Ее ана-
лиз показывает, что изменение вектора напряженности магнитного поля на-
блюдается в точках Н
шл
, Н
шт
, которые характеризуют собой уровни шлака и
штейна соответственно. Таким образом, метод аналогий позволяет построить
модель строения расплава в ванне рудно-термической печи по
Начало
Опрос датчиков
Определение текущего значения Н
Запись информации в ОЗУ
Закончен ли
опрос датчиков
Формирование выходного
сигнала
Выдача информации на пульт
Конец
Да
Чтение информации из ОЗУ
Нет
Рис. 10 – Блок-схема алгоритма контроля уровней расплавов в ванне РТП
45
напряженности магнитного поля, наведенного с наружной стороны электро-
печи. Проверка адекватности модели осуществляется измерением уровней
расплавов любым известным методом и сравнением полученных результатов
с данными, полученными на модели. Экспериментальные исследования раз-
работанного метода контроля строения расплава были проведены на рудно-
термических печах для плавки оловянных концентратов и медно-никелевого
агломерата
и на дуговых электропечах для плавки нормального электроко-
рунда. Они показали, что по напряженности магнитного поля можно контро-
лировать уровни расплавов с погрешностью 50мм. Данная погрешность оп-
ределения строения расплава удовлетворяет требованиям технологов, так как
позволяет технологам контролировать состояние расплава в ванне электро-
печи в любой момент времени.
Подход, положенный в основу построения модели строения расплава,
может быть использован для построения математических моделей определе-
ния основных технологических параметров как пиро-, так и гидрометаллур-
гических процессов.
Математическая модель контроля производительности рудно-
термических печей
Производительность электропечей является одним из определяющих
параметров, характеризующих эффективность работы РТП. Для
контроля
производительности РТП можно использовать несколько методов. Одним из
наиболее приемлемых является контроль производительности по количеству
выпускаемого штейна и шлака. Этот метод нашёл широкое применение в за-
водской практике, так как позволяет учесть количество выпускаемого штейна
и шлака. Однако данный метод не позволяет учесть количество штейна и
шлака в ванне электропечи
с количеством загружаемой шихты и связать это с
h мм
H
ШЛ
Н
ШТ
мAH /,
Рис. 11 – Модель строения расплава
46
потерями, наблюдаемыми при электроплавке. Кроме того, данный метод не
позволяет контролировать производительность по ходу процесса, а позволяет
только оценить производительность, т.е. количество выпускаемого штейна и
шлака за определённый период времени – сутки, смену и т.д. Поэтому перед
учёными и производственниками остро стоит проблема разработки и внедре-
ния в заводскую
практику методов автоматического контроля текущей про-
изводительности металлургических агрегатов по ходу процесса.
Для контроля текущей производительности можно использовать расчёт
производительности по изменению уровней штейна и шлака. С этой целью
необходимо запомнить уровни Н
шт1
в момент времени t
1
и уровень штейна
Н
шт2
в момент времени t
2
. Тогда производительности электропечи П за про-
межуток времени t = t
2
– t
1
можно определить по следующей формуле:
П = ( Н
шт2
– Н
шт1
) Fп, (30)
где Fп – площадь пода электропечи.
Таким образом, по формуле (30) можно рассчитать производительность
электропечи за любой промежуток времени. При этом контроль уровней
штейна и шлака можно реализовать косвенным методом по напряжённости
магнитного поля. Для реализации предложенного метода необходима ЭВМ,
включённая в контур управления. Преимуществом данного метода является
его оперативность, к
недостаткам относятся неучет потерь цветных металлов,
имеющих место при электроплавке.
Ещё большую точность при контроле текущей производительности да-
ёт расчётный метод, основанный на уравнениях материального баланса. Для
реализации данного метода необходимо иметь ЭВМ, включенную в контур
управления, и необходимо автоматически контролировать основные управ-
ляющие (входные) параметры процесса. Тогда текущую производительность
РТП при постоянной вводимой мощности и концентрации цветных металлов
в агломерате можно рассчитать по формуле вида:
П
шт
= k
1
(G
аг
+G
к
+G
с
+G
кш
) – k
2
(G
шл
+G
г
), (31)
где k
1
, k
2
– коэффициенты пропорциональности.
Расчёт производительности по формуле (31) позволяет рассчитывать
текущую производительность в любой момент времени с учетом потерь
цветных металлов. Это выражение позволяет не только учесть текущую про-
изводительность, но и организовать оптимальное управление процессом
электроплавки. Для контроля производительности также можно использовать
метод металло-индикатора и перемещающегося зонда. Однако данные мето-
ды плохо поддаются автоматизации и поэтому не нашли широкого примене-
ния в заводской практике в системах автоматического управления. Поэтому
наиболее перспективными являются метод контроля производительности по
47
напряжённости магнитного поля и по уравнениям материального баланса,
которые используются в разработанной АСУ ТП процесса электроплавки.
Статистическая прогнозирующая модель процесса плавки в РТП
Экспериментально-статистические методы построения математических
моделей нашли широкое применение для исследования пирометаллургиче-
ских процессов и разработки математических моделей их функционирования.
Целесообразность применения экспериментально-статистических методов
описания
пирометаллургических процессов объясняется тем, что пирометал-
лургические процессы как объекты управления характеризуются неполной
информацией об объекте, стохастичностью, нестационарностью и много-
связностью основных технологических параметров между собой. Неполнота
информации в основном обусловлена отсутствием надёжных методов и уст-
ройств контроля основных технологических параметров по ходу процесса
плавки. Стохастичность и нестационарность обусловлена нестабильностью
входных потоков сырья и материалов, загружаемых в печь, что приводит к
значительному отклонению технико-экономических показателей процесса
плавки от их расчётных значений.
Рудно-термической плавке как одному из пирометаллургических про-
цессов в полной мере присущи все его недостатки. Поэтому основной зада-
чей, стоящей при разработке автоматизированных систем управления про-
цессом плавки
, является разработка адекватных математических моделей
процесса плавки и, в частности, прогнозирующих математических моделей.
Прогнозирующая математическая модель предназначена для прогноза
изменения основных технологических параметров по ходу плавки с целью
оценки эффективности управления в текущий момент времени. Для построе-
ния прогнозирующей математической модели использовали эксперименталь-
но-статистический метод пассивного эксперимента.
Анализ работы
промышленных рудно-термических печей показал, что
основными показателями, характеризующими эффективность технологиче-
ского процесса, являются: удельная производительность электропечи П
у
,
удельный расход электроэнергии W
у
, химический состав продуктов плавки
С
шл
и С
м
. Основными параметрами, оказывающими определяющее влияние
на процесс электроплавки, являются: количество G
ш
и химический состав С
ш
загружаемой в электропечи шихты, температура расплава шлака Т
шл
, уровень
расплава шлака Н
шл
и металла Н
м
, величина вводимой в электропечь мощно-
сти Р, заглубление электродов h
э
, фазные токи I
ф
и напряжения U
ф
и некото-
рые другие параметры.
Разработка статистических прогнозирующих моделей требует для сво-
ей реализации наличия базы данных об изменении основных технологиче-
ских параметров. Такая база данных была получена с помощью системы ди-
агностики, разработанной для оценки процесса плавки в РТП.
48
Построение прогнозирующей модели требует выбор оптимальной
структуры модели как по количественному, так и по качественному составу
параметров, включённых в модель. При этом в прогнозирующую математи-
ческую модель введены только те параметры, контроль которых осуществля-
ется автоматически с малой погрешностью. С учётом выше изложенных тре-
бований были разработаны математические модели прогноза
изменения про-
изводительности, удельного расхода электроэнергии и температуры расплава
шлака на 0,5, 1 и 2 ч вперёд, некоторые из которых приведены ниже:
,
11098176
511113121102
iiiii
iiiiii
HaHaTaPaPa
WaGaGaGaПaПaaП
(32)
,
87
61544132101
ШЛШ
iiiiyiyi
HbHb
HbGbGbPbPbWbbW
(33)
,
7165
11312105,0
iii
iiiiШЛ
hCGCGC
PCPCTCTCСТ
(34)
где а
0
– а
10
, b
0
– b
8
, С
0
– С
7
– коэффициенты множественных регрессионных
уравнений, определённые экспериментальным путём методом активного или
пассивного эксперимента; i – значение параметров в текущий момент време-
ни; i + 2, i + 1, i + 0,5 – значение параметра прогноза на 2, 1 и 0,5ч вперёд со-
ответственно; i – 1 – значение параметра в предыдущий момент времени,
равный одному часу; П – производительность электропечи, т/ч; W
у
– удель-
ный расход электроэнергии, кВт/ч*т; G – количество загружаемой шихты; Т
– температура расплава; Н
шл
– уровень расплава шлака, м; H
э
– заглубление
электродов; P – вводимая в электропечь мощность, кВт.
Достоверность и надёжность прогноза изменения контролируемых па-
раметров оценивали по коэффициенту множественной корреляции R. Анализ
экспериментальных данных показал, что для того чтобы получить прогнози-
рующую модель с вероятностью оценки 0,95 и выше, необходимо в первую
очередь учитывать количество параметров модели и их качественный
состав.
Так, чем на большее время вперёд необходимо получить прогноз, тем больше
параметров должна содержать модель, что наглядно видно из анализа фор-
мул (32–34).
Наличие прогноза контролируемых параметров позволяет, в случае от-
личия прогнозируемого параметра от оптимального значения, рассчитать
управляющее воздействие в текущий момент времени таким образом, чтобы
отклонение значения прогнозируемого параметра
от оптимального свести к
минимуму. В заводской практике наибольшее распространение в качестве
управляющих воздействий получили вводимая в электропечь мощность, ко-

49
личество и химический состав загружаемой шихты, которые могут быть оп-
ределены путём совместного решения системы уравнений:
шiyiiШ
ШiШiyiyiii
ШТ
TKWKПKHK
ТTKWWKППK
dt
dG
7654
131211
)()()(
(35)
,
)()(
64
31211
yiШi
ШiyiyiШiШi
i
WdTd
GdWWdТTd
dt
dP
(36)
где К
1
– К
7
и d
1
– d
5
– коэффициенты дифференциальных уравнений, опреде-
лённые экспериментальным путём.
Совместное решение уравнений (35) и (36) на ЭВМ позволяет получить
любые интересующие нас значения управляющих воздействий (G
шi
, P
i
) для
любого момента времени.
Таким образом, наличие прогноза изменения основных технологиче-
ских параметров даёт возможность рассчитать необходимые управляющие
воздействия, позволяющие реализовать оптимальное управление в соответ-
ствии с требуемым качеством управления по прогнозируемому параметру.
Математическая модель контроля состояния футеровки в РТП
Установлено, что 43% аварий на производстве возникает по вине об-
служивающего персонала, оставшееся распределяется следующим образом:
26% обусловлены недостатками конструкции, 14% – скрытыми дефектами,
7% – износом и 10% – другими причинами. При электроплавке медно-
никелевого агломерата в РТП одним из аварийных режимов, приводящих к
уходу расплава на 'ноль' и создающих опасные условия труда, является раз-
рушение футеровки электропечей. В связи с вышеизложенным актуальной
является проблема контроля
состояния футеровки металлургического агрега-
та по ходу технологического процесса. Существующие в настоящее время
методы контроля состояния футеровки позволяют определить толщину фу-
теровки при расчёте и конструировании электропечи или при остановке печи
на капитальный ремонт. Поэтому существующие методы контроля не могут
быть использованы для текущего контроля состояния футеровки по ходу
плавки.
Анализ метода контроля уровней шлака и штейна в ванне электропечи
по напряжённости магнитного поля, наведённого с наружной стороны элек-
тропечи, показал, что напряжённость магнитного поля может быть использо-
вана для контроля состояния футеровки электропечей. Она прямо пропор-
50
циональна силе тока и обратно пропорциональна расстоянию R от проводни-
ка с током до точки измерения напряжённости магнитного поля.
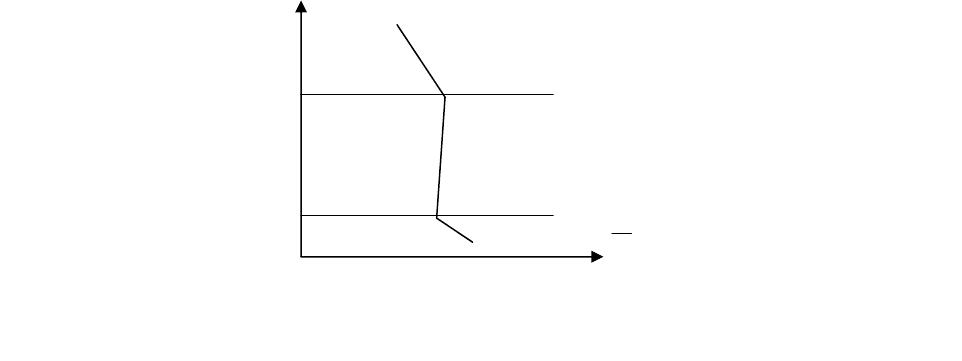
Схематично строение расплава в печи представлено на рисунке 12.
Принцип действия метода контроля состояния футеровки по напря-
жённости магнитного поля Н поясняется
следующим образом. При нормаль-
ном состоянии процесса и футеровки электропечи расстояние R определяется
по формуле:
R
0
= R
СН
+ R
2
+ R
Ф
+ R
В,
(37)
где R
СН
, R
2
, R
Ф
, R
В
– толщина шлаковой ванны, гарниссажа, футеровки и воз-
душного промежутка соответственно.
Тогда с учётом (37) и принятых допущений уравнение (28) примет вид:
1 – стенка печи, 2 – электрод, 3 – гарниссаж;
П – приемник магнитного излучения;
R
1
– расстояние от электрода до гарниссажа – R
ш
;
R
2
– толщина гарниссажа;
R
3
– толщина футеровки; R
ф
R
4
– толщина воздушного зазора – R
в
.
шлак
R
2
R
4
П
3
4
3
2
1
2
1
R
R
3
R
1
штейн
Рис. 12 – Поперечный разрез ванны РТП