Кобляков А.И. (ред.) Лабораторный практикум по текстильному материаловедению
Подождите немного. Документ загружается.

3.3. ОПРЕДЕЛЕНИЕ ЛИНЕЙНОЙ ПЛОТНОСТИ
ВОЛОКОН И НИТЕЙ
Цель работы. Изучение методов определения линейной плотности воло-
кон и нитей.
Задание. 1. Изучить характеристики толщины (тонины) волокон и ни-
тей.
2. Изучить методику и определить линейную плотность волокон хлопка
по вырезке средней части выравненного штапеля.
3. Определить фактическую линейную плотность одиночной пряжи.
4. По массе коротких (метровых) отрезков рассчитать среднюю линейную
плотность нитей и неравномерность по ней.
ОСНОВНЫЕ СВЕДЕНИЯ.
Толщина волокон и нитей обычно характеризуется линейной
плотностью, определяемой отношением их массы к длине.
Линейная плотность волокон и нитей (текс)
Т = m/L,
где m — масса, г либо мг; L — длина, км
,
либо м.
Единица измерения линейной плотности — грамм на кило-
метр — принята как международная и имеет условное наимено-
вание текс (от начальной части слова текстильный). Для воло-
кон с линейной плотностью менее 1 текс используют более мел-
кую единицу— миллитекс (мг/км), а для волокон с линейной
плотностью более 1000 текс — более крупную единицу — кило-
текс (кг/км). Линейная плотность волокон и нитей прямо про-
порциональна площади их поперечного сечения, поэтому чем
больше линейная плотность, тем толще волокна и нити.
Тонину волокон и нитей иногда характеризуют номером
N — отношением длины волокон и нитей L к их массе т:
N = L/m,
где N — метрический номер, мм/мг, м/г, км/кг.
Между линейной плотностью волокон и нитей и их номером
имеется следующая зависимость:
7W= 1000.
Чем тоньше волокна, тем прочнее и равномернее вырабаты-
ваемая из них пряжа, тем тоньше изготовляемые из этой пряжи
ткани и трикотажные полотна.
Фактической называют линейную плотность одиночной
пряжи или комплексной нити, определенную опытно-лаборатор-
ным путем и рассчитываемую по формуле
Г
ф
=5>/1л- Ю
3
, (3.1)
где ^ т — общая масса пасм или отрезков, г; L — длина нити в пасме или
длина отрезка, м; п — число пасм или отрезков.
92
Номинальной Т
0
называют линейную плотность одиноч-
ной пряжи или нити, запланированной к выработке на произ-
водстве. Ее значение рассчитывают при заправке прядильных
машин исходя из линейной плотности ленты или ровницы и вы-
тяжки. Номинальную линейную плотность одиночной пряжи
обозначают целым числом, крученых комплексных нитей из оди-
наковых по линейной плотности одиночных нитей — рядом цифр,
разделенных знаками умножения, например Г
0
Х2, Г
0
Х2X3
(первое число обозначает номинальную линейную плотность от-
дельных скручиваемых нитей, второе и третье — число сложений
соответственно при первом и втором скручивании). Для круче-
ных нитей, состоящих из разных по линейной плотности оди-
ночных нитей, номинальная линейная плотность обозначается
их суммой, например Т
х
+ Т
2
+ ... +
Т„
— для однокруточной
нити; Т\ X 2 + Т
2
или (Ti -)- Т
2
) + (Т
3
+ Т
4
)
—
для двухкруточной.
Кондиционной (Т
к
) называют линейную плотность ни-
тей, рассчитанную с учетом их нормированной влажности:
Г
к
= Гф(100 + 1Г
н
)/(100 + Г
ф
), (3.2)
где W
K
, Шф — соответственно нормированная и фактическая влажность ни-
тей, %.
Фактическая линейная плотность часто не совпадает с но-
минальной вследствие неравномерности строения волокон и эле-
ментарных нитей, непостоянства во времени технологического
процесса, изменения климатических условий и других причин.
В стандартах на нити установлены допуски отклонений фактиче-
ской линейной плотности от номинальной, превышение которых
недопустимо.
Для оценки неравномерности текстильных нитей по линей-
ной плотности (по массе отдельных пасм или отрезков) приме-
няют среднее квадратическое отклонение и коэффициент вариа-
ции. Неравномерность нитей по линейной плотности оказывает
влияние на обрывность в технологических процессах производ-
ства, от нее зависят такие свойства готовых,изделий, как проч-
ность при растяжении, стойкость к истиранию, блеск и др.
МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ
Линейную плотность волокон определяют по ГОСТ 3274.1—72* [3.4]. Для
этого от пробной ленточки отделяют вдоль волокон навеску массой 40 мг,
из которой готовят штапель с ровным краем. Со стороны, противоположной
ровному краю штапеля, подводят зажим № 1 с жесткими губками, которым
зажимают штапель на расстоянии 20 мм от ровного конца. Затем прочесы-
вают штапель металлическими гребнями (сначала редким—10 игл на 1 см,
затем частым — 20 игл на 1 см) с целью удаления коротких волокон. Про-
чесанный штапель делят на 10 частей, каждую из которых раскладывают
между парой предметных стекол, как показано на рис. 3.6. Число препаратов
должно соответствовать числу студентов в группе. Приготовление штапеля и
препаратов демонстрирует лаборант, так как эта процедура требует практи-
ческих навыков.
93
штапеля, разложенные между двумя
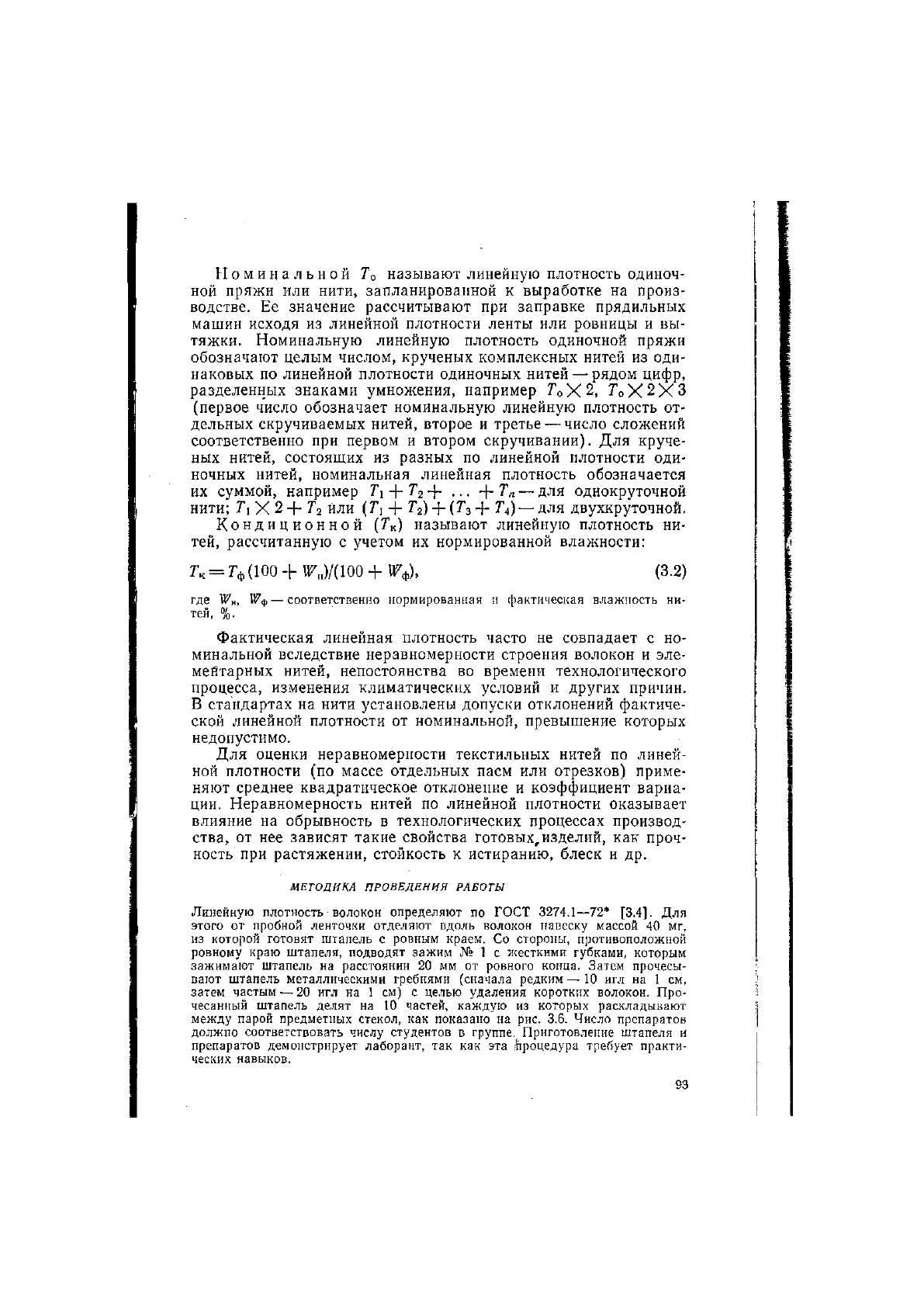
предметными стеклами Рис. 3.7. Резак для волокон
С помощью микроскопа при малом увеличении подсчитывают число во-
локон в каждом препарате, передвигая его на столике микроскопа. Затем
волокна всех препаратов осторожно собирают пинцетом в один пучок так,
чтобы сохранить один ровный край. Полученный пучок прочесывают греб-
нем и удаленные при прочесе волокна исключают из числа сосчитанных. За-
тем пучок заправляют в резак (рис. 3.7) между пластинами 2 и 5 на рас-
стоянии 7 мм от ровного края. При повороте вокруг оси 1 сжатых рукой
пластин выступающие концы волокон срезаются ножами 3 я 4, а между ними
остается вырезка волокон длиной l
s
, равной 10 -мм. Вырезанную среднюю
часть пучка и оставшиеся концы взвешивают на торсионных весах, после чего
определяют линейную плотность волокон и число волокон в 1 мг.
Применительно к этому методу формула определения линейной плотности
(мтекс) будет иметь вид
Т = т
с
• l'o
6
//
s
rc,
где т
с
— масса средней части пучка волокон,'мг; l
s
— длина вырезки, мм;
п — суммарное число волокон в пучке.
•Число волокон в 1 мг определяют по формуле
т.
= и/(т
с
+ т
к
),
где Шк — масса концов пучка волокон, мг.
Результаты испытаний записывают в таблицу (форма 3.5).
Форма 3.5
Вид исследуемого волокна
Номер препарата 1 2 3
4
5 ....
Общее число волокон
Число волокон в пре-
парате
Масса вырезанной сере-
дины штапеля
Масса концов штапеля
Линейную плотность нитей определяют в соответствии с ГОСТ 6611.1—
73* (СТ СЭВ 2488—80) Г3.5]. Для расчета линейной плотности нитей необхо-
димо определить их массу и длину. С этой целью от паковок отматывают
мотки нитей — пасмы длиной 5; 10; 25; 50; 100 или 200 м в зависимости от
линейной плотности нитей, а также используют отрезки нитей длиной 1 м.
Для отматывания нитей в мотки нужной длины применяют прибор — мото-
вило, периметр кроны которого ранен 1 м. На крону мотовила можно нама-
тывать одновременно 5 пасм. Автоматизированное мотовило МПА-1М имеет
специальный механизм для автоматического останова после наматывания на
94
крону нитей заданной длины (25: 50 и 100 м). Пасмы снимаю? с Мотовила
тыльными сторонами кистей рук, следя, чтобы нити не перепутывались.
Для определения массы пасм используют весовые текстильные квадран-
ты, работающие без применения гирь по принципу равновесия трехплечего
рычага. Масса материала указывается на градуированной шкале и опреде-
ляется по углу отклонения рычага с указательной стрелкой от первоначаль-
ного равновесного положения. Перед определением массы нитей квадрант
устанавливают по уровню, при этом стрелка должна находиться на нулевой
отметке шкалы. Зная общую длину всех пасм и их массу, по формуле (3.1)
вычисляют линейную плотность нитей.
Для получения отрезков нитей длиной 1 м на мотовило наматывают пас-
му длиной не более 25 м, затем двумя пальцами левой руки зажимают пасму
в одном месте и рядом разрезают ее ножницами. Таким образом получают
пучки, состоящие из 25 нитей метровой длины. От каждого пучка берут лю-
бые 10 отрезков, которые для удобства взвешивания на торсионных весах
превращают в колечки, наматывая поочередно отрезки нитей на концы рас-
крытого пинцета. Результаты взвешиваний записывают в таблицу (фор-
ма 3.6). Затем определяют фактическую линейную плотность нитей и коэф-
фициент вариации.
Форма 3.6
Вид испытуемой нити
Длина пасмы (или отрезков нитей)
Номер измерения 1
2
3
4
5 10 Сумма
Среднее
Масса, г (мг)
Отклонение от среднего
УКАЗАНИЯ ПО ОТЧЕТУ
Отчет должен содержать: методику определения линейной плотности воло-
кон; методику 'определения линейной плотности нитей; результаты испытаний
и расчетов (см. формы 3.5 и 3.6).
3.4. ИЗМЕРЕНИЕ ПОПЕРЕЧНИКА ВОЛОКОН
Цель работы. Освоение методики измерения поперечника волокон с по-
мощью микроскопа, а также использование доверительного интервала свод-
ных характеристик тонины шерсти при оценке качества однородной и сорта
неоднородной шерсти.
Задание. 1. Измерить с помощью микроскопа при увеличении 300—
400
х
поперечник 20 случайно выбранных отрезков волокон.
2. Определить средний поперечник х, несмещенное среднее квадратиче-
ское отклонение 5 и коэффициент вариации С поперечника, а также довери-
тельные интервалы этих сводных характеристик по формулам (1.5), (1.7),
(1.9), (1.22), (1.23), (1.27), (1.28), (1.32) и (1.33) раздела 1.
3. Проверить соответствие результатов измерений нормальному распреде-
лению по критерию W (см. раздел 1).
4. Определить цену деления с окулярного микрометра (мкм/дел) и под-
считать значения среднего поперечника х и среднего квадратического откло-
нения S, а также их доверительные интервалы.
5. Оценить качество однородной или сорт неоднородной шерсти.
6. Построить диаграмму распределения волокон по поперечнику на ос-
нове объединенных результатов всей группы (при измерении поперечника
химических волокон и для сокращения времени исключают часть задания —
пп. 5 и 6). <

ОСНОВНЫЕ СВЕДЕНИЯ
Размер поперечника шерстяных волокон, называемый по ГОСТ
17514—80 [3.6] тониной шерсти, и его неравномерность явля-
ются основными показателями, определяющими в стандартах
качественные градации: качество однородной шерсти или сорт
неоднородной шерсти. Для других волокон размеры поперечника
измеряются в специальных исследованиях.
МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ
Для приготовления препарата из пробы вырезают участки волокон длиной
около 2 мм и смешивают их с глицерииом, приводя во взвешенное состоя-
ние. Стеклянной палочкой берут на предметное стекло 1—2 капли смеси во-
локон с глицерином и накрывают покровным стеклом.
На микроскопе с окулярным винтовым микрометром или с окуляром,
имеющим окулярный микрометр, замеряют поперечник 20 волокон подряд
без выбора, избегая повторного измерения одного и того же волокна. При
измерении окуляр следует поворачивать, ставя шкалу перпендикулярно про-
дольной оси измеряемых волокон (рис. 3.8). Результаты измерения окуляр-
ным винтовым микрометром записывают в графы 2 и 3 таблицы (форма 3.7),
а результаты измерений окуляром с микрометром — в графу 4. Расчеты, вы-
полненные по пп. 2 и 4 задания, записывают в таблицу отчета (форма 3.8).
Форма 3.7
№
волокна
i
Показания
окулярного
винтового
микрометра
Поперечник
в делениях
окулярного
микрометра
Х
1
=А
Ц~
А
12
Отклонения
отдельных
измерений
от среднего
№
волокна
i
первое второе •
А
1г
Поперечник
в делениях
окулярного
микрометра
Х
1
=А
Ц~
А
12
Отклонения
отдельных
измерений
от среднего
1
2 з -
4
5
6
1
2
19'
20
Характеристика
Форма 3.8
Для выборки
Для партии
материала
х — средний поперечник, мкм
S — несмещенное среднее квадратическое
отклонение, мкм
С — несмещенный коэффициент вариации,
%
Методика измерения толщины волокон шерсти с помощью микроскопа-
ланаметра изложена в ГОСТ 17514—80 [3.6].
При измерении поперечника шерсти ее сорт или качество определяют
сравнением результатов таблицы отчета (см. форму 3.8) с действующими
стандартами. Оценка по доверительному интервалу может получиться в пре-
96
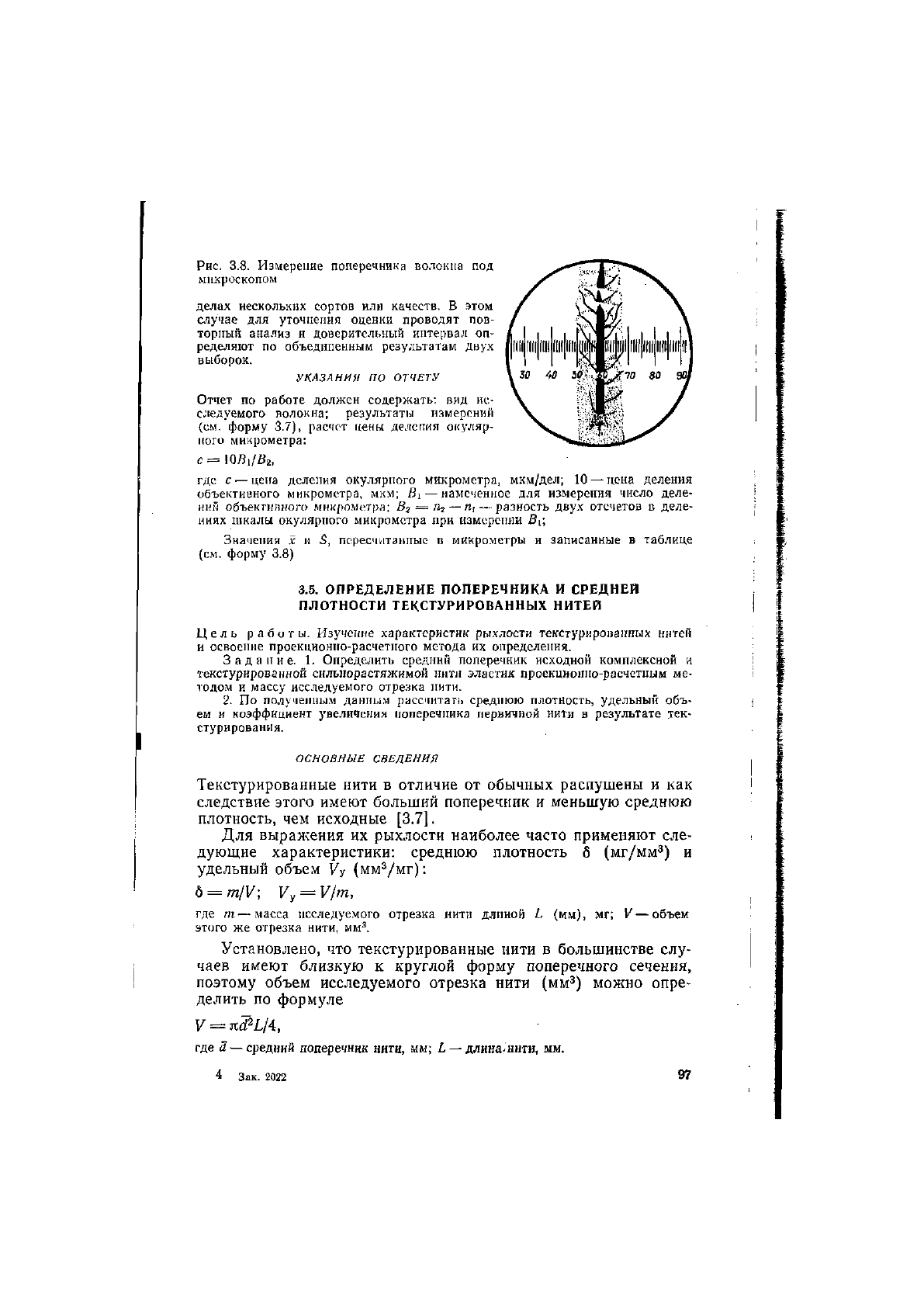
Рис. 3.8. Измерение поперечника волокна под
микроскопом
делах нескольких сортов или качеств. В этом
случае для уточнения оценки проводят пов-
торный анализ и доверительный интервал оп-
ределяют по объединенным результатам двух
выборок.
УКАЗАНИЯ ПО ОТЧЕТУ
Отчет по работе должен содержать: вид ис-
следуемого волокна; результаты измерений
(см. форму 3.7), расчет цены деления окуляр-
ного микрометра:
с= IOB1/B2,
где с — цена деления окулярного микрометра, мкм/дел; 10 — цена деления
объективного микрометра, мкм; Вi — намеченное для измерения число деле-
ний объективного микрометра; В
2
= п
2
— п, —разность двух отсчетов в деле-
ниях шкалы окулярного микрометра при измерении Si;
Значения х и S, пересчитанные в микрометры и записанные в таблице
(см. форму 3.8)
3.5. ОПРЕДЕЛЕНИЕ ПОПЕРЕЧНИКА И СРЕДНЕЙ
ПЛОТНОСТИ ТЕКСТУРИРОВАННЫХ НИТЕЙ
Цель работы. Изучение характеристик рыхлости текстурированных нитей
и освоение проекционно-расчетного метода их определения.
Задание. 1. Определить средний поперечник исходной комплексной и
гекстурйрованной сильнорастяжимой нити эластик проекционно-расчетным ме-
тодом и массу исследуемого отрезка нити.
2. По полученным данным рассчитать среднюю плотность, удельный объ-
ем и коэффициент увеличения поперечника первичной нити в результате тек-
стурирования.
ОСНОВНЫЕ СВЕДЕНИЯ
Текстурированные нити в отличие от обычных распушены и как
следствие этого имеют больший поперечник и меньшую среднюю
плотность, чем исходные [3.7].
Для выражения их рыхлости наиболее часто применяют сле-
дующие характеристики: среднюю плотность б (мг/мм
3
) и
удельный объем V
y
(мм
3
/мг):
6 = m/V; V
y
= V/m,
где т — масса исследуемого отрезка
.
нити длиной L (мм), мг; V — объем
этого же отрезка нити, мм
3
.
Установлено, что текстурированные нити в большинстве слу-
чаев имеют близкую к круглой форму поперечного сечения,
поэтому объем исследуемого отрезка нити (мм
3
) можно опре-
делить по формуле
V = nd
2
L/4,
где d — средний поперечник нити, мм; L — длина.нити, мм.
4 Зак. 2022 97
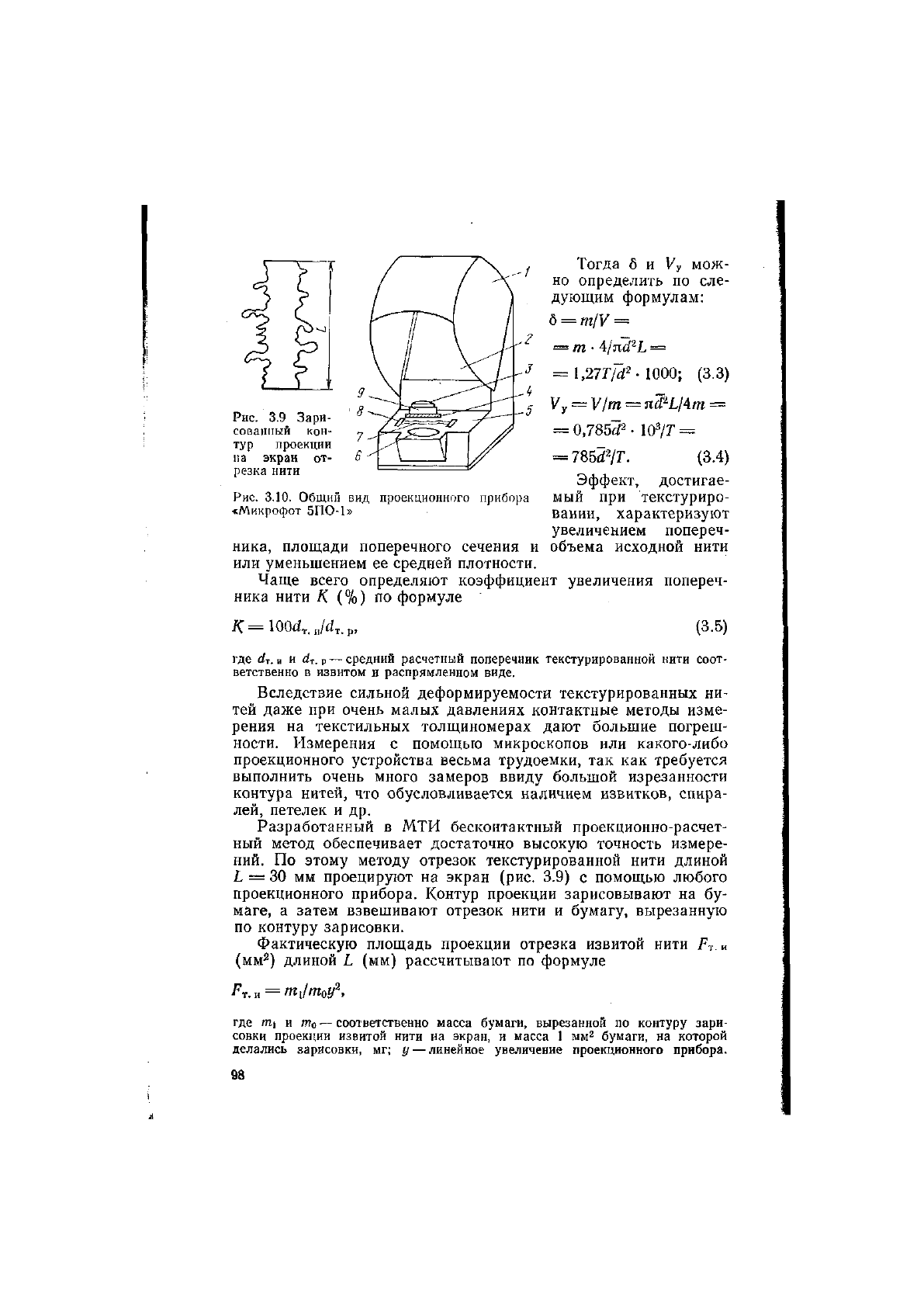
Тогда б и V
y
мож-
но определить по сле-
дующим формулам:
б = m/V =
= т
•
4jnd
2
L =
= l,27T/d
2
- 1000; (3.3)
V
y
— Vim = ad
2
Lj\m =
= 0,785d
2
•
10
3
/Г =
= 785d
2
/r. (3.4)
Эффект, достигае-
мый при текстуриро-
вании, характеризуют
увеличением попереч-
ника, площади поперечного сечения и объема исходной нити
или уменьшением ее средней плотности.
Чаще всего определяют коэффициент увеличения попереч-
ника нити К (%) по формуле
К = 100d
T
, ,,/d
T
.
р
, (3.5)
где dr. и и d
T
.
р
— средний расчетный поперечник текстурированной нити соот-
ветственно в извитом и распрямленном виде.
Вследствие сильной деформируемости текстурированных ни-
тей даже при очень малых давлениях контактные методы изме-
рения на текстильных толщиномерах дают большие погреш-
ности. Измерения с помощью микроскопов или какого-либо
проекционного устройства весьма трудоемки, так как требуется
выполнить очень много замеров ввиду большой изрезанности
контура нитей, что обусловливается наличием извитков, спира-
лей, петелек и др.
Разработанный в МТИ бесконтактный проекционно-расчет-
ный метод обеспечивает достаточно высокую точность измере-
ний. По этому методу отрезок текстурированной нити длиной
L — 30 мм проецируют на экран (рис. 3.9) с помощью любого
проекционного прибора. Контур проекции зарисовывают на бу-
маге, а затем взвешивают отрезок нити и бумагу, вырезанную
по контуру зарисовки.
Фактическую площадь проекции отрезка извитой нити F
r
.
и
(мм
2
) длиной L (мм) рассчитывают по формуле
Fr.
И
= т./т
0
у
2
,
где mi и т
0
— соответственно масса бумаги, вырезанной по контуру зари-
совки проекции извитой нити на экран, и масса 1 мм
2
бумаги, на которой
делались зарисовки, мг; у — линейное увеличение проекционного прибора.
Рис. 3.9 Зари-
сованный кон-
тур проекции
на экран от-
резка нити
Рис. 3.10. Общий вид проекционного прибора
«Микрофот 5ПО-1»
98
Средний поперечник d
T
.
и
(мм) текстурированной нити опре-
деляют по формуле
и
= F
х
,
Среднюю площадь поперечного сечения F
T
.
р
и поперечника
исходной нити определяют, зарисовывая проекцию отрезка рас-
прямленной текстурированной нити.
Среднюю плотность, удельный объем и коэффициент увели-
чения поперечника определяют по формулам (3.3)
—
(3.5).
Для проецирования отрезков нитей и зарисовки их проекций
удобно пользоваться проектором «Микрофот 5ПО-1», общий вид
которого приведен на рис. 3.10.
В корпусе 5 прибора помещены оптическая система, питаю-
щее устройство и экран 2. Лучи света от электролампы, отра-
жаясь от поверхности зеркала под углом 90°, попадают в кон-
денсор 6, над которым расположены образец нити 7, закреплен-
ный в зажимах рамки 8, и объектив 9. Изображение образца 7
объективом 9 и зеркалом, помещенным в верхней части кожуха
1, направляется на наклонный экран 2, на поверхности которого
закреплена бумага для зарисовки проекции образца.
Сменные объективы 3, вставленные в проемы фокусировоч-
ной втулки 4, позволяют получить 10- или 16-кратное увеличе-
ние проекции образца.
МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ
Образцы текстурированной нити с малой предварительной нагрузкой, равной
0,003 сН/текс распрямленной нити, закрепляют в зажимах рамки 8 (см.
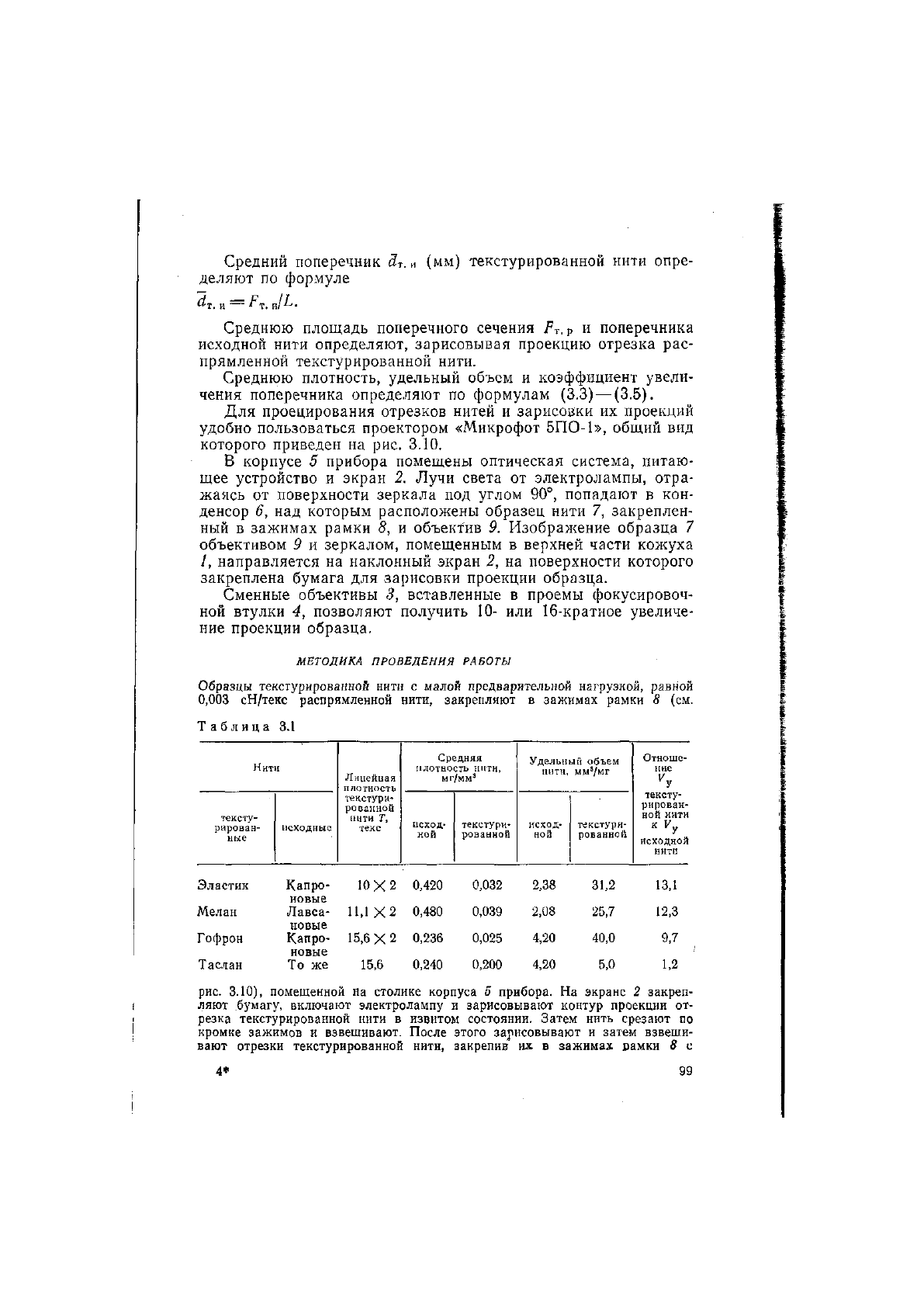
Таблица 3.1
Нити
Линейная
Средняя
плотность нити,
мг/мм
3
Удельный объем
нити, мм
8
/мг
Отноше-
ние
V
Y
тексту-
рирован-
ные
исходные
текстури-
рованной
нити Г,
текс
исход-
ной
текстури-
рованной
исход-
ной
текстури-
рованной
тексту-
рирован-
ной нити
к Vy
исходной
нити
Эластик Капро-
новые
10X2
0,420 0,032
2,38 31,2
13,1
Мелан
Лавса-
новые
11,1 X 2
0,480
0,039
2,08
25,7 12,3
Гофрон
Капро-
новые
15,6 X 2 0,236 0,025
4,20 40,0
9,7
Таслан То же 15,6 0,240 0,200 4,20
5,0
1,2
рис. 3.10), помещенной на столике корпуса 5 прибора. На экране 2 закреп-
ляют бумагу, включают электролампу и зарисовывают контур проекции от-
резка текстурированной нити в извитом состоянии. Затем нить срезают по
кромке зажимов и взвешивают. После этого зарисовывают и затем взвеши-
вают отрезки текстурированной нити, закрепив их в зажимах рамки 8 с
99
предварительной нагрузкой 1 сН/текс, обеспечивающей полное распрямление
извитков.
Типичные данные, характеризующие эффект текстурирования, приведены
в табл. 3.1.
УКАЗАНИЯ ПО РАБОТЕ
Каждый студент должен определить среднюю плотность и удельный объем
исходной и текстурированной нитей.
Отдельные студенты испытывают по одному виду текстурированных ни-
тей (эластик, мерон, гофрон и др.), но в сводную таблицу (форма 3.9) вно-
сят данные по нитям разных видов.
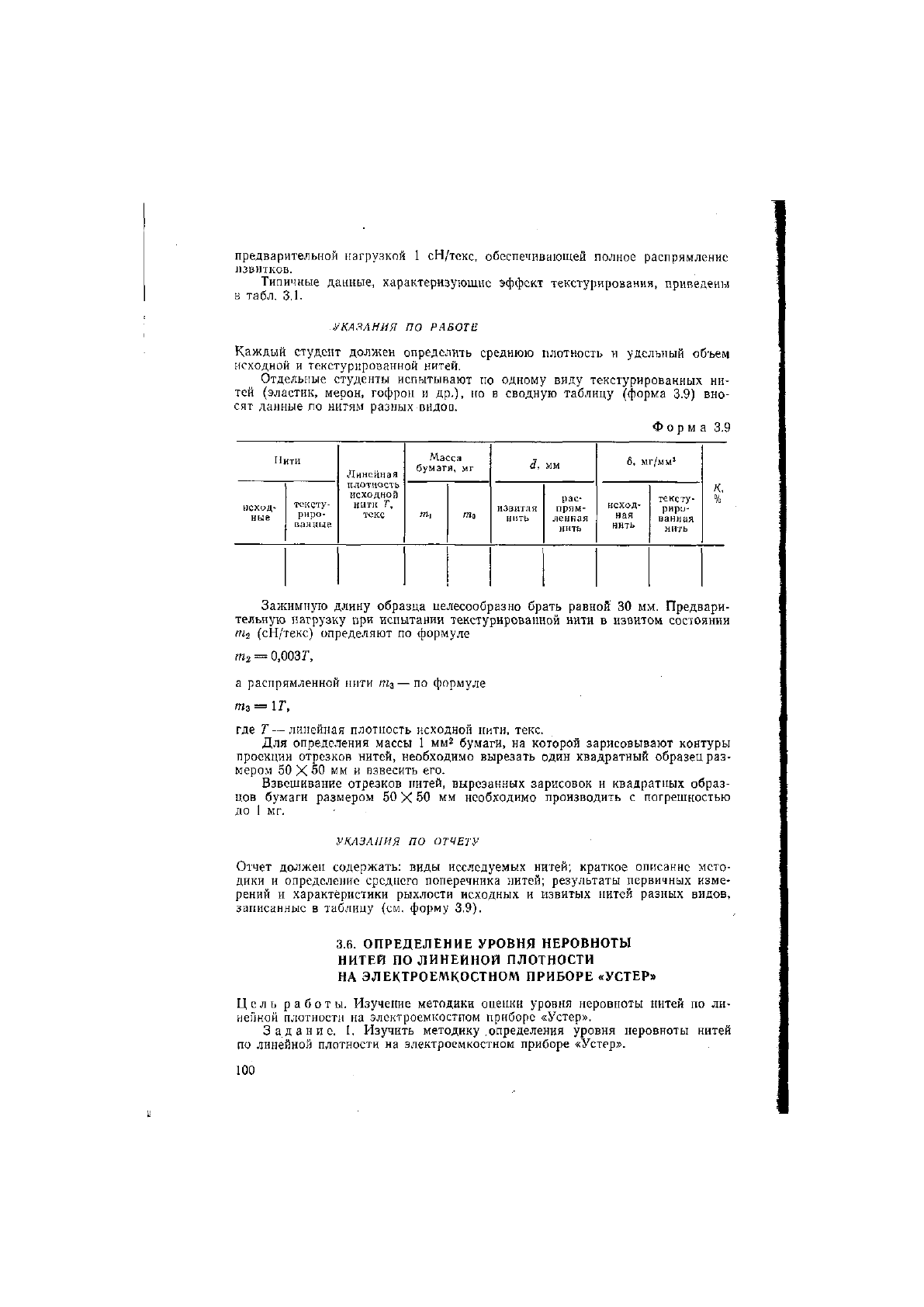
Форма 3.9
Нити
Линейная
плотность
исходной
нити Г,
текс
Масса
бумаги, мг
d, мм
6, мг/мм
3
К,
%
исход-
ные
тексту-
риро-
ванные
Линейная
плотность
исходной
нити Г,
текс
mi
m®
извитая
нить
рас-
прям-
ленная
нить
исход-
ная
нить
тексту-
риро-
ванная
нить
К,
%
Зажимную длину образца целесообразно брать равной 30 мм. Предвари-
тельную нагрузку при испытании текстурированной нити в извитом состоянии
т
2
(сН/текс) определяют по формуле
т
2
= 0.003Г,
а распрямленной нити т
ъ
— по формуле
т
3
—IT,
где Т — линейная плотность исходной нити, текс.
Для определения массы 1 мм
2
бумаги, на которой зарисовывают контуры
проекции отрезков нитей, необходимо вырезать один квадратный образец раз-
мером 50 X 50 мм и взвесить его.
Взвешивание отрезков нитей, вырезанных зарисовок и квадратных образ-
цов бумаги размером 50 X 50 мм необходимо производить с погрешностью
до 1 мг.
УКАЗАНИЯ ПО ОТЧЕТУ
Отчет должен содержать: виды исследуемых нитей; краткое описание мето-
дики и определение среднего поперечника нитей; результаты первичных изме-
рений и характеристики рыхлости исходных и извитых нитей разных видов,
записанные в таблицу (см. форму 3.9).
3.6. ОПРЕДЕЛЕНИЕ УРОВНЯ НЕРОВНОТЫ
НИТЕЙ ПО ЛИНЕЙНОЙ ПЛОТНОСТИ
НА ЭЛЕКТРОЕМКОСТНОМ ПРИБОРЕ «УСТЕР»
Цель работы. Изучение методики оценки уровня неровноты нитей по ли-
нейной плотности на электроемкостном приборе «Устер».
Задание. 1. Изучить методику .определения уровня неровноты нитей
по линейной плотности на электроемкостном приборе «Устер».
100
2. Определить коэффициент неровпоты нити по линейной плотиости на
коротких отрезках.
3. Сравнить показатели коэффициента неровноты, полученные по пока-
заниям интегратора и обработкой диаграммной записи.
4. Построить график зависимости коэффициента неровноты от длины
отрезков нити.
ОСНОВНЫЕ СВЕДЕНИЯ
Отклонения линейной плотности продуктов прядения (ленты,
ровницы, пряжи) или химических комплексных нитей на от-
дельных участках в ту или иную сторону от средней определяют
неровноту их по линейной плотности. Большое значение помимо
уровня неровноты имеет и характер неровноты, выражающий
последовательность изменения линейной плотности продукта
длинами волн с выраженной частотой или амплитудой. Поэтому
неровнота по линейной плотности учитывается при оценке ка-
чества нитей.
Приборы с емкостными датчиками, например прибор «Устер»
швейцарской фирмы «Цельвегер-Устер» и др., обеспечивают вы-
сокую точность и быстроту измерений, но требуют выдержива-
ния образцов перед испытаниями в стандартных климатических
условиях не менее 48 ч.
В прибор «Устер» входят: основной измерительный прибор,
фиксирующий колебания линейной плотности вдоль длины про-
дукта, интегратор, спектрограф и два самописца [3.8].
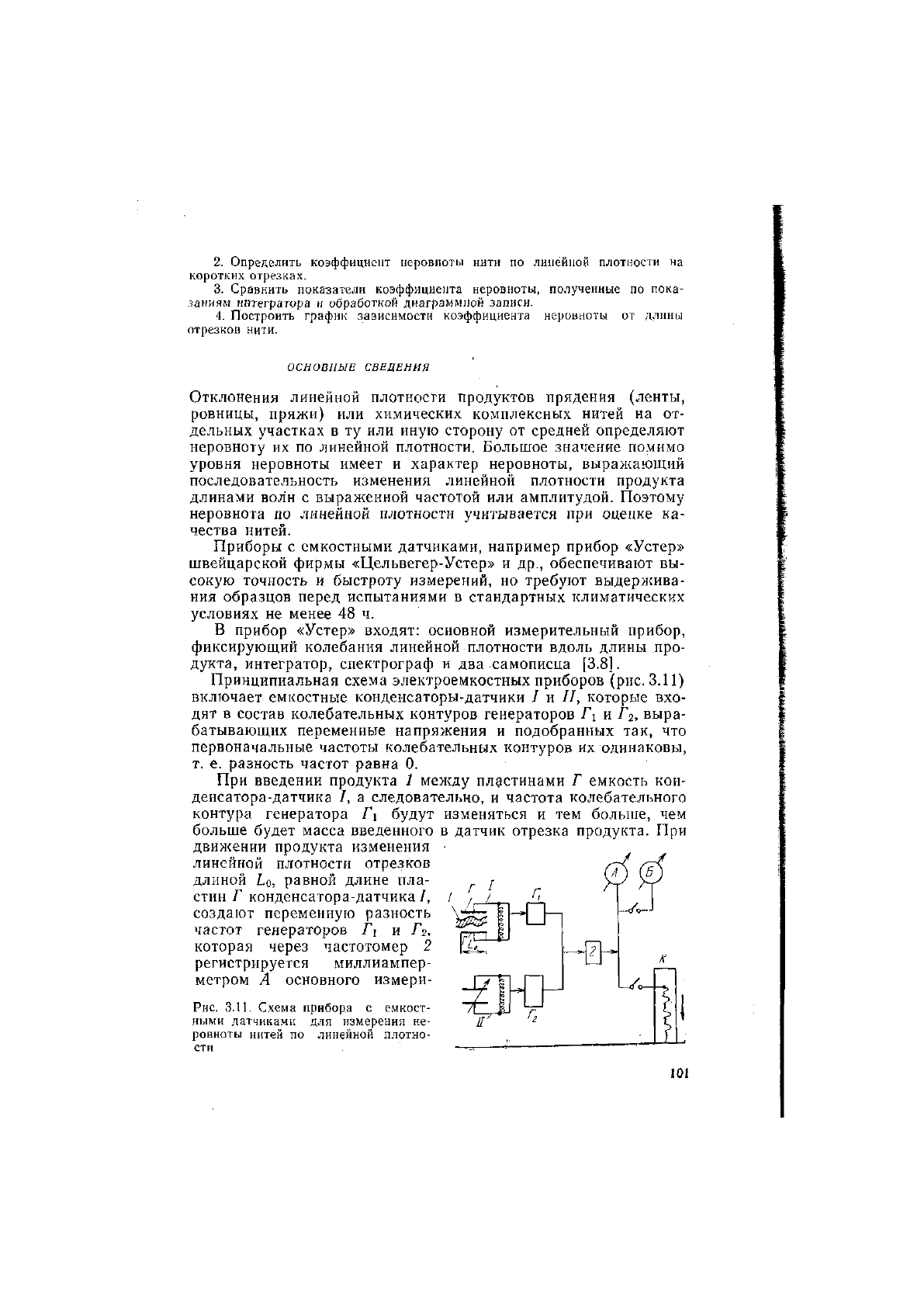
Принципиальная схема электроемкостных приборов (рис. 3.11)
включает емкостные конденсаторы-датчики / и II, которые вхо-
дят в состав колебательных контуров генераторов A и Г
2
, выра-
батывающих переменные напряжения и подобранных так, что
первоначальные частоты колебательных контуров их одинаковы,
т. е. разность частот равна 0.
При введении продукта 1 между пластинами Г емкость кон-
денсатора-датчика I, а следовательно, и частота колебательного
контура генератора Г\ будут изменяться и тем больше, чем
больше будет масса введенного в датчик отрезка продукта. При
движении продукта изменения
линейной плотности отрезков
длиной Lo, равной длине пла-
стин Г конденсатора-датчика I,
создают переменную разность
частот генераторов Г\ и Г
2
,
которая через частотомер 2
регистрируется миллиампер-
метром А основного измери-
Рис. 3.11, Схема прибора с емкост-
ными датчиками для измерения не-
ровноты нитей по линейной плотно-
сти
101