Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.

Роз0!л 1
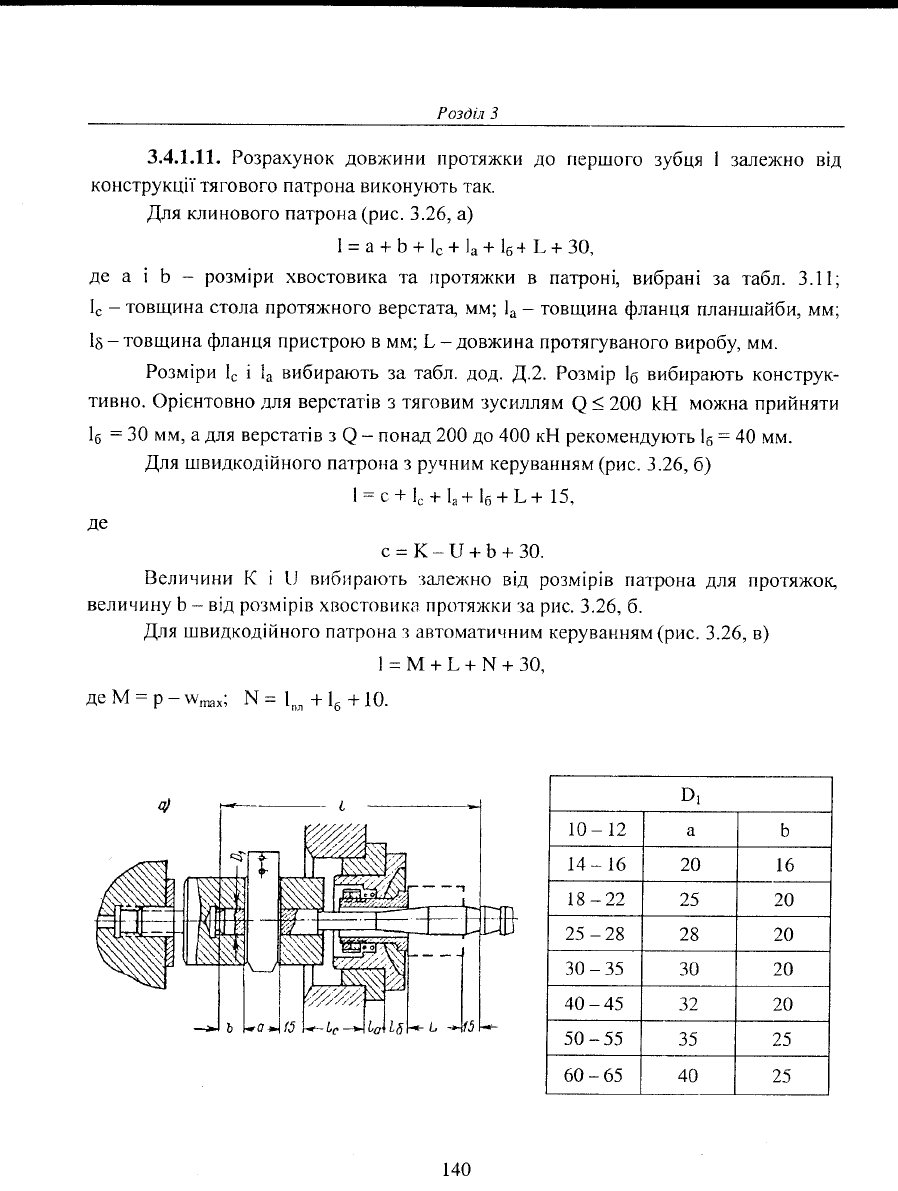
з.4.1.|1.
Розрахунок
дов)к!,|ни
|тротяжки
до
пер1шого
зубця 1
залежно
в!д
конструкц!|
тягового патрона
в!1кону}оть
так.
,{ля
клинового патро}|а
(рис.3.26,
а)
1=а+Б+1"+!'+16+!+30,
де
а |
6
_
розм1ри
хвостовика
та !1ротя)кки
в патрон!,
вибран!
за табл.3.11;
1"
-
товщина стола
протя)кного
верстат4 мм;
!'
-
товщина
фланця
планштайби, мм;
16
-
товщина
фланця
пристро}о
в мм; !
-
дов)кина
протягуваного
виробу,
мм.
Розм!ри
|. ! 1, вибирають
3а
табл.
дод.
!.2.
Розм!р 16
вибирають конструк-
тивно.
0р!снтовно
для
верстат!в
з тягс;вим
зус!.|ллям
о
< 200
[Ё
мох<на лрийняти
1о
:
30
мм'
а
для
верстат!в
з
!
_
понад 200
до
400 кР
рекоменду}оть
16
:
40
мм.
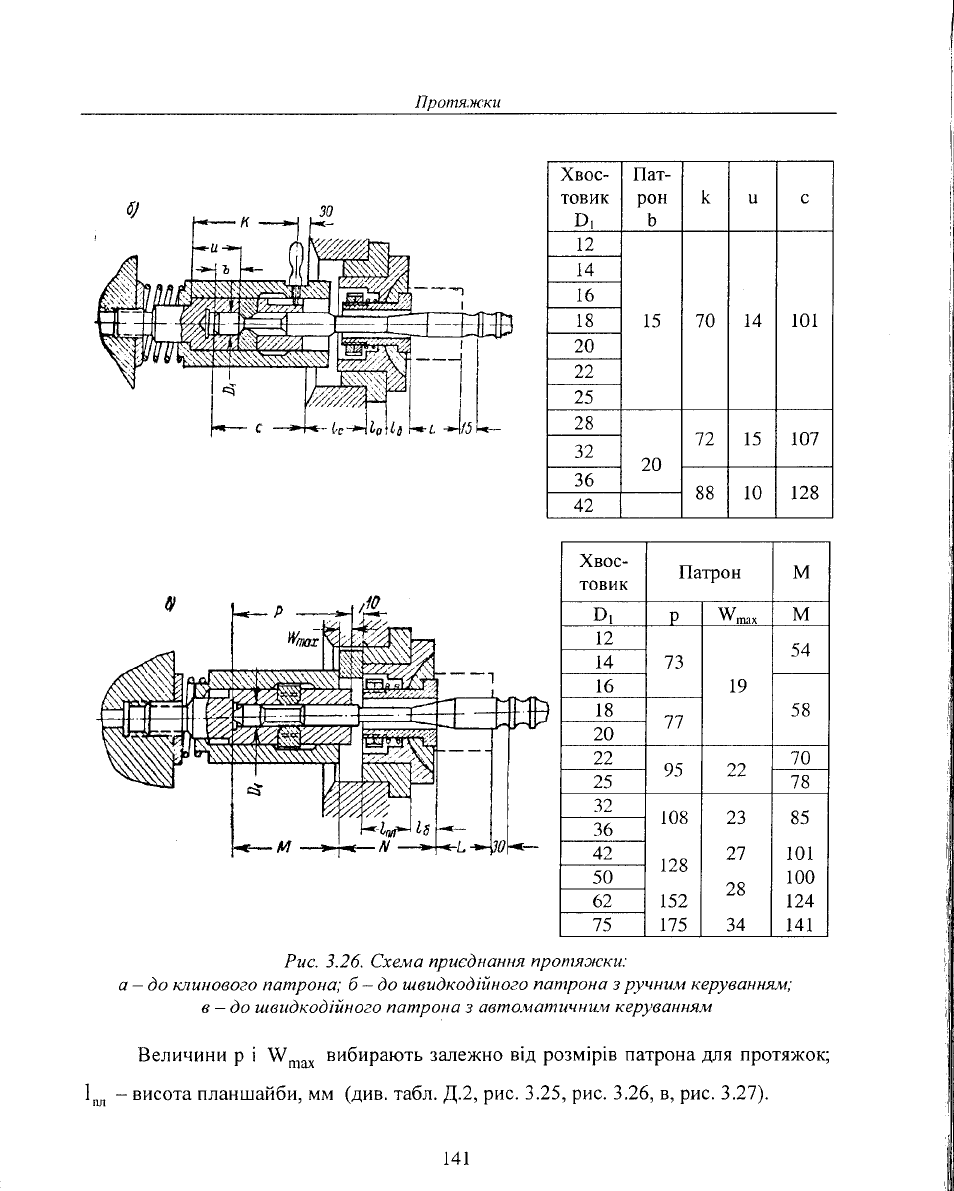
,{ля
ш:видкод!йного
патро||а
з
ручним
керуванням
{рис.3.26,б)
|=с+!.+1,,+16+1-+
15,
де
с=(-|}+б+30.
Беличини к !
!]
вибираготь
:]алежно
в1д
розм[р!в
патрона
для
протяжощ
величину
Б
*
в!д
розм!р1в
хвос'гов!!ка пр0'гя)ккр|
за
р!тс.
з.26,6.
!ля
гпвидкод!йного
па'гр0на :]
автомати!1ниш|
керуванням
(рис.
3.26, в)
!=й+!+]х{+30,
дем=Р-ш**]
*=
1',
+16
+10.
)1
10-12
а
ь
\4 \6
20
!6
\8
-22
25 20
25
-28
28 20
з0 35 30 20
40-45 з2
2о
50-55
з5 25
60-65 40
25
140
1рс:пзя,хс'ктс
}вос-
товик
)'
|!ат-
рон
ь
к ц с
\2
15 70
\4 |01
\4
16
18
20
22
25
28
2о
'72
15 1о'7
з2
з6
88 10 \28
42
1вос-
товик
|{ащон м
о,
р
ш
м
\2
1з
19
54
\4
16
5818
'77
20
22
95 22
70
25
78
з2
108
\28
\52
175
2з
21
28
з4
85
101
100
\24
\4\
з6
42
50
62
75
Рцс. 3.26' €хелта прцсанання
проп1яэюкц:
а
-
ёо юццново2о па!прона; б
-
ёо
шцвш0ко0!йно?о
пап1рона
з
ручн11м
керуваннял|;
в
-
ёо а*свцёко0|йноао па/прот!а 3
ав1по.||!ап1цчнцм
керування,|,1
Беличини
Р
!
Р',*
вибирають
з€}лежно
в|д
розм!р1в
патрона
для
протя)кок;
1*
-висотаплан|].!айби,
мм
(див.
та6л.!.2,рис.з.25,рис.з.26,в,рис.з.21).
141
Роз01л 3
--
{
!
'--_
к
5
\
\,
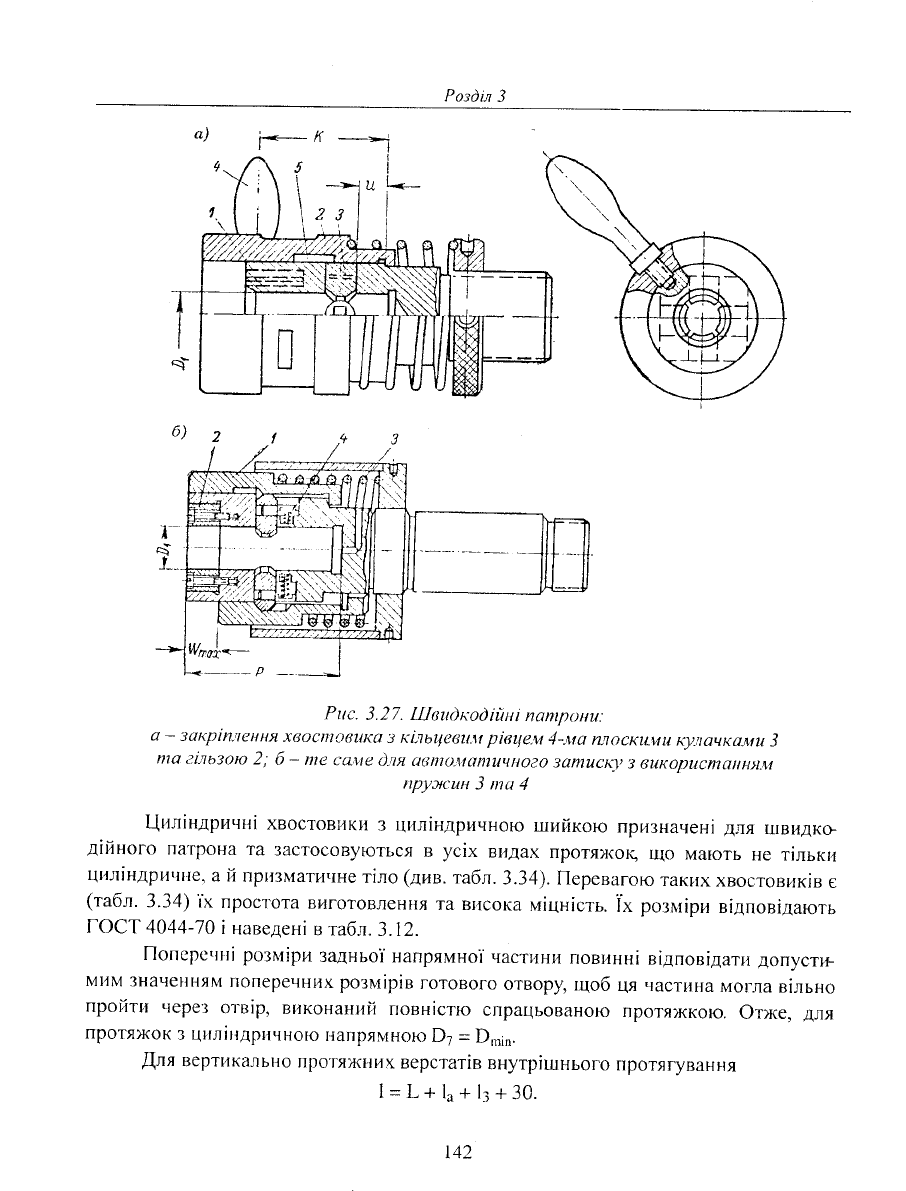
Ртс с.
3' 2
7.
!!-]
внс)коё
1й н
/ п а ттарс;
ни ;
а
-
зат<р!п'пен}!я
хвос]11ов1!ка
з к!.тьа.1евс:.пт
рйзце.м
4-:|4
Ф0€!{1[иса
куланкалтш
3
п'оа
е/льзокэ
2;
б
_
пае
с,а,уте с).пя
(1вп1о-11ап1цч11о2о
зап11ск|,
з
вшко|)шсп'!а!!н'!"|1
пруэ!(:н!1
3 паа
4
1-{ил!ндринн!
хвостов;.тки
з
цил|ндричною
ш{ийкою
признанен!
для
ш!видк}
д|йного
пат'рона
та
застосовуються
в
ус!х
видах
протя)(оц
що
мають
не т!лькга
цл'лл!ндри';л'ге,
а й
призштат!.|1{не
т|ло
(лив.
табл.3.34).
[1ереваголо
так!.|х
хвостовик]в
е
(табл.
3.34) 1х
простота
виготовлен}{я
та в!'1сока
м!цн|сть.
|х
розпт!ри
в!дпов!датоть
гост
4044-70
!
наведен!
в табл'
3.\2.
[1оперс'лтт!
розьп!ри
задньо]
напрямно|
частини
повинн!
в!дпов|датлл
допусти-
м|'1м
значе}!ням
г!оперечн:4х
розм1р|в
готового
отвору'
т.цоб
ця
!|астина
могла
в|льно
пройтгт
нерез
отв|р'
в1,|конан|4!."|
г:овн!стго
спрацьованою
протя)ккою.
Фтл<е,
для
г1ротя)кок
з
цил!г;дргпн!.{о(о
!.{апрямг'гою
[7
=
}п|,.
.{ля
верт,'т кал
ьн
о про'гя]к1{
и
ч верстат|
в
внутр!тшнього
г!ротягуван
ня
!=[+1'+13+30.
\42
1ротозяэккзс
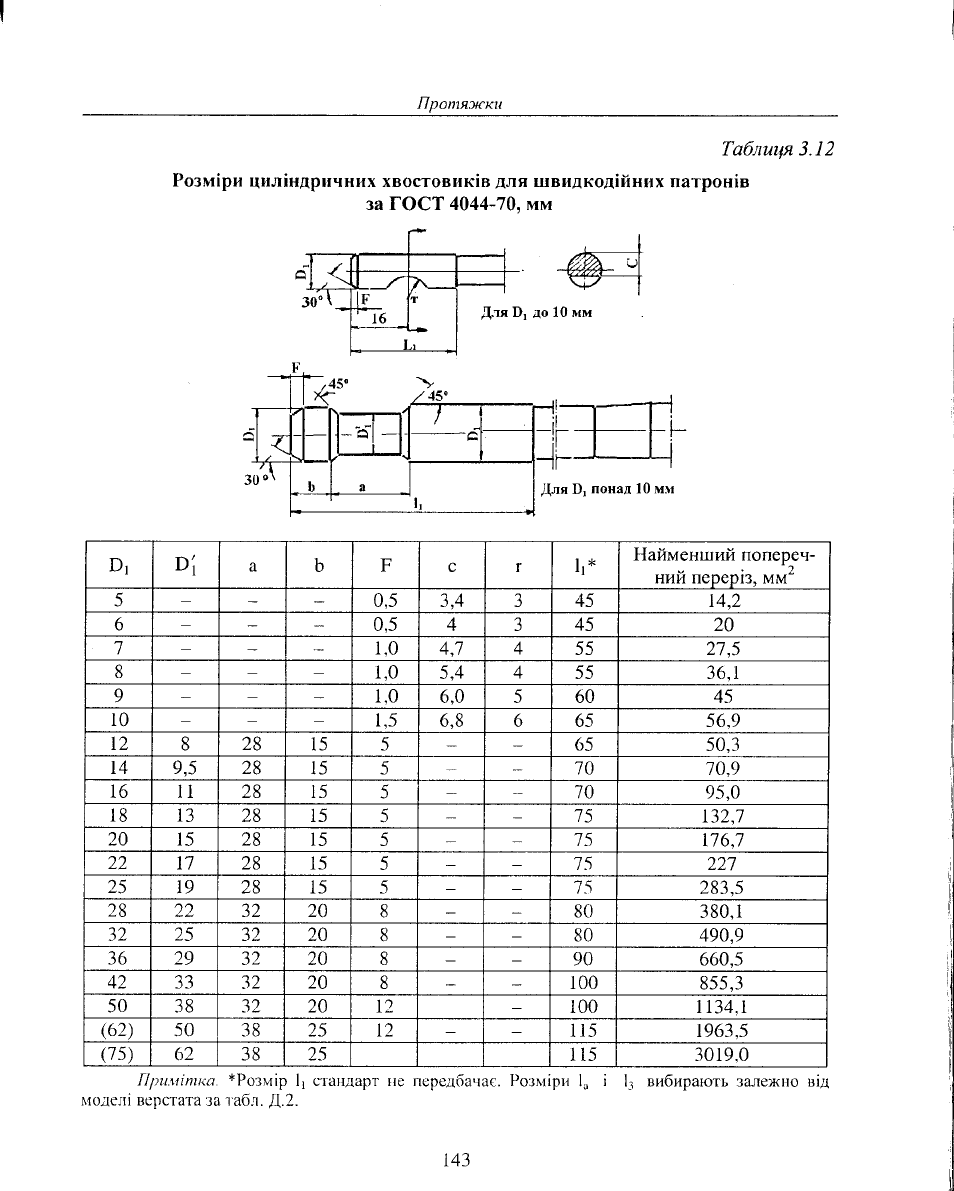
7аблшця 1.12
Розм!ри
цил!ндр||чних
хвостов|!к!в
для
пшвидкод!йн[!х
патрон|в
за |Ф€1 4044-10,мм
30' |г
-7с
т
А.тя
]{ля
},
понад 10 м::
ф
0мм
}'ло1
Р:
);
а
ь г с [ 1:*
Ёайментпий
попереч_
ний пеоео!з. мм2
5
0,5 з'4
з 45
14.2
6
0,5
4
з
45
2о
1
.0
4,1 4 55
27.5
8
о
5.4
4
55 3б' ]
9
.0 6,0 5
60 45
0
,5
6.8 6 65 56.9
2
8
28
5 5 65
50'з
4 9.5
28
5 5 10
70.9
6 11 28 5
5 10
о50
8
13 28 5 5
15
|з2'1
2о 15 28
5 5 15
116,1
22
\] 28 5
5
75 227
25
19
28 5 5 15
28з'5
28
22 з2 20
8 80
380,
]
з2
25 з2 2о 8
80 490.9
з6 29
з2 20 8
90 660,5
42
-1
-)
з2
2о 8 100
855,3
50 38 з2 2о \2
100 |\з4'1
(62)
50 38 25 \2 115
196з'5
175 )
62
38 25
115 3019.0
||ртс.т.т!птка.
*Розм!р
11 стандарт г;е ттсре]дбачас. Розпл|р;.:
1'
ппо.;]е:т1 верстата
за'т'абл.
.(.2.
|4з
1з вибирають залеясг:о в1д
Роз0!.ц
3
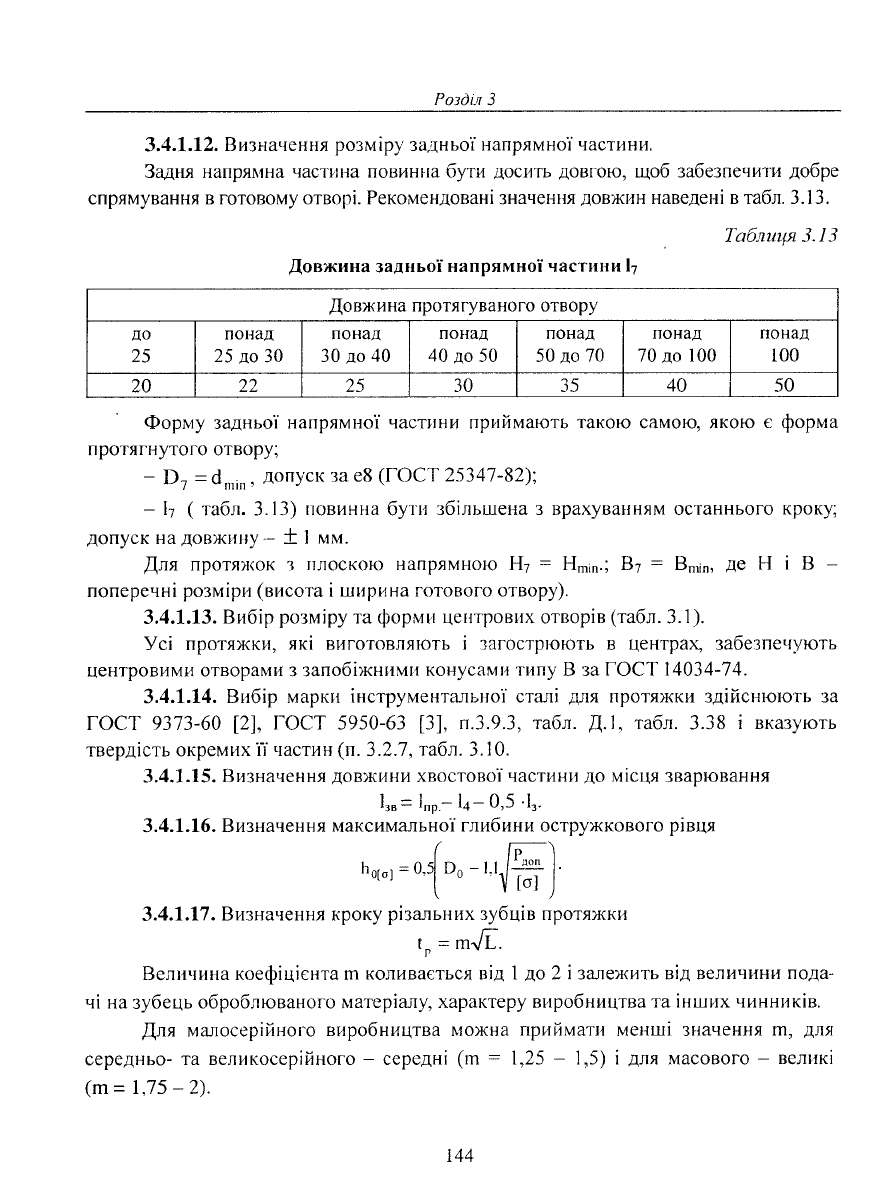
3.1.1.|2.
Б изгла,тенгля
розм
|ру за,цн
ьот напря м нот час1'и н и.
3адгш напряп,[на част!!}.!а повин}|а
бути
досить
довгою,
щоб
забезпенити
добре
спрямування
в готовому отвор!. Рекомег:дован! значе|-{ня
дов)кин
наведен1 в табл' 3.13.
|аблшт1я 3.11
Форму задньо]
г:агтрямгло| част},ни приймають тако}о самою' якою
е
форма
протяг!{утого отвору;
-
9т
=0'',',,,
Аоп}ск
за
е8
(гост
25347-82):
-
17
(
табл.3.13)
шовинна
бут'га
зб!льш-:е:*а з врахува}'ням останнього
кроку;
допуск
надовжи!!у'_
*
]
мм.
.{ля
протя>т(ок з плоскок)
напрямною Ё7
=
}{-;п., 97
:
Б,т,,
де
|_{
1
Б
-
попереин!
розм!ри
(висота
!
гшг:рина готового отвору).
3.4.1.13.
Биб!р
розм!ру
та
формг|
це1!тров}1х
отвор1в
(табл.3.1).
}с! протя>кки,
як1
виготовля|оть
! загостр!оють в
центраь
забезпечу}оть
центровим'{
отворам}1 з запоб|жними
конусам'4т'ипу Б за
{-Ф€1 140з4-74.
3.4.1.14.
Биб!р марки |нструмента-]1ь}]от
стал!
для
1тротя)кки зд!йсн:оготь за
гост 9з1з-60
[2]'
гост
5950-6з
[3]'
п.3.9.3, табл.
!.].
табл.
з.з8;вказу!оть
тверд1сть окремих
:{
.ластин
{тт.
3.2.7
,
табл. 3.
10.
3.4.1.15.
Бизначення
дов)ки}{и
хвостово|
частин}1
до
м1сця
зварювання
]."
=
|,Р'_ 11-
0,5
'1.'
3.4.|.|6.
Бизначення
|\,|аксимапьно| глибини остружкового
р|вшя
(
п-)
Б,1.;
=
0.5| о0
_
!.|.1-:ч|-
|.
г
|[о!
'/
3.4.1.\7.
Бизначення кроку
р!зальних
зубш|в протя)кки
г,
=
гп.[.
Бел:т,лина коеф!ц!снта п
коливаеться в!д 1
до
2 ! залех<ить в!д величин!{
пода-
н1 на
зубець
оброблюваного штатер|алу,
характеру виробництва та
!н1-1|их
.лг:нн;':к!в.
.{ля
ма_лгосер!йного
вг:робництва |\{ожна приймат':.; ме}'|11-|| зна(!ен}!я
|п'
для
середньо-
та великосер!йного
-
середн|
(:т:
1,25
-
1,5) |
для
масового
-
велик!
(тп=
|,75
-2).
.(овэкина
задньо[
напрямно[ настилпи |7
{овжина
протягуваного отвору
до
25
по["|ад
25
до
30
понад
30
до
40
по}{ад
40
до
50
понад
50
до
70
понад
70
до
100
понад
100
20
22 25 30 з5 40
50
\44
1роп'тя'хсктс
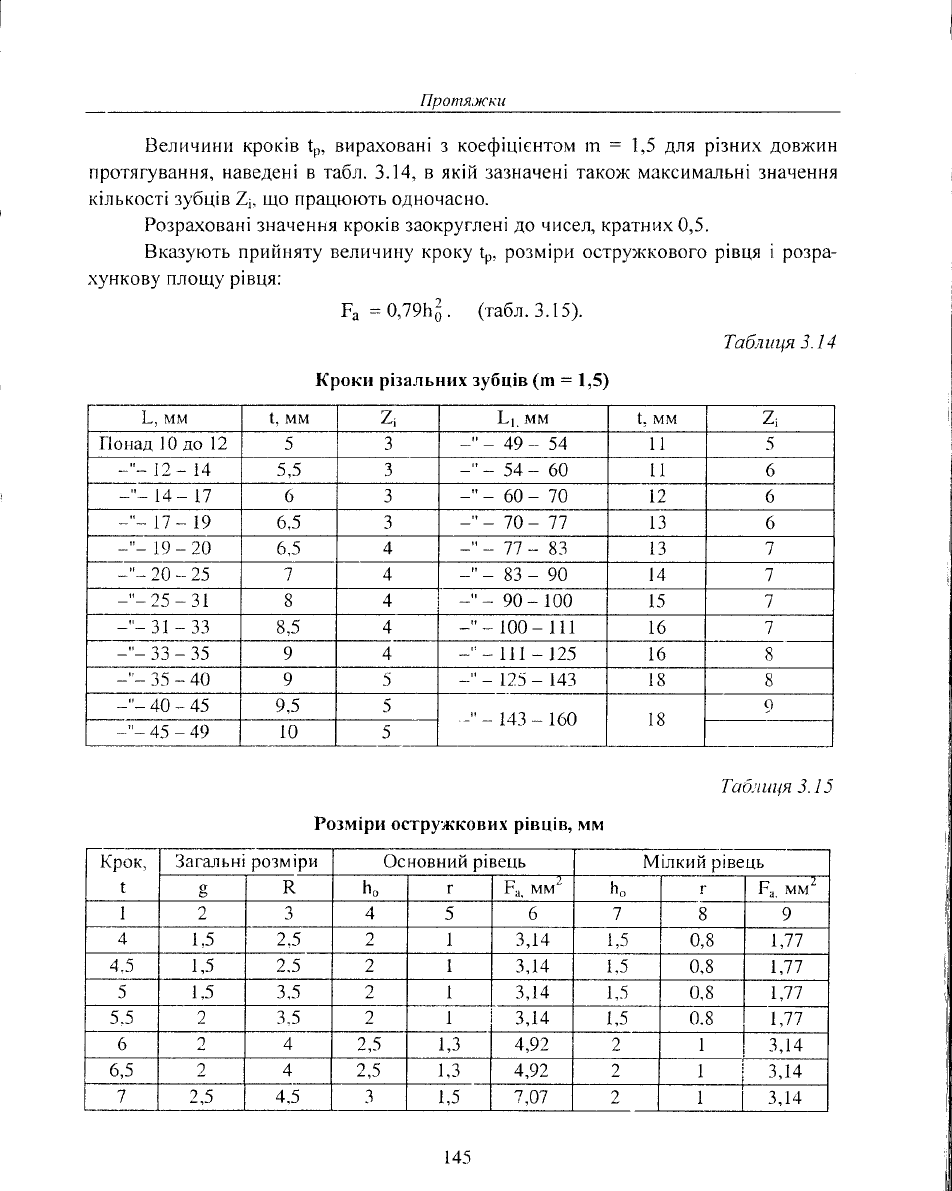
Белг.тчинг: крок|в 1,,, вирахован! з
коеф|ц|€!]тоь!
п: 1'5
для
р|зних
дов)к|1н
протягува|]ня,
наведен!
в табл.
3.14'
в як!й
зазначен! також максим:ш1ьн! значенл*я
к!лькост| зубц|в 7;,
що
працюють одночасно.
Роз1эахова:т|
з!!ачення
крок1в
заокруглен|
до
ч|1сел, кратн:тх
0.5'
Бказуготь прийняту величин)' кроку |р.
розш:!р+:
остружкового
р|вшя
!
розра-
хункову площу
р!вця:
&
=
0,79}:3.
('габл.3.15).
[аблнця 1.14
!(рокпл
р!зальних
зубш|в
(тп
:
1'5)
7аб''ст:ася 3- ] 5
[, мм 1, мм
71
!!. м!\,1
|. мм 7;
[]оглад 10
до
12
-5
з
-"-
49-
54 5
*"-
12
-
14 5,5
3
-'-
54
-
60
('у
*"-
\4
-
\] 6
э
"-
60- 70 2
6
*"*
17
*
!9
6,5
-1
-"-10-'11
з
6
-"-
19
-
20 6,-5 4
-''_71
-8з
3 7
*"-
20
--
25
'|
4
-"-
83- 90 4
1
_''_
25
-
з\
3 4
-"-
90*100
5
1
-'_
31
_
зз 8,5 4
-"*100-111
(^э
7
_''-
33
-
з5 9 4
*"*11\-125
6 8
-"-
:15
-
40
9
5
"_|2.5-14з
8 8
-"-
40
*
45
9.5
-5
-
].13
*
160 18
о
-"-
45
-
49 10
5
Розм1ри остру)ккових
р!вц|в,
мм
(рок.
(
3агальн|
розм!ри
Фсгтовний
р|вегть
й!лкий
р|вець
Ф
к ь' г Р". мм' ь-
г
!-:| мь'
! 2
з
4
5 6 1
8
9
4
1,5
)5
2
1 з'|4
5 0,8
71
4.5
1,-5
2.5 2 |
з'14 5
0.8
,71
5 1.5 3,-5 2 1
3,\4 5 0,8 77
5.5 2 з.5 2 1
3,14 5 0.8
,17
6
1
4
1\
|'з 4.92
2
3.|4
6,5 2 4 2.5 1.3 4,92
2
з.\4
7
)5
4.5
3 |.5
'7
0'7
2
] 1.14
\45
Розё[-ц
3
1роёовэтсет*ня поабл.
3.
] 5
1
э
3
4 5 6 7 8
9
1.5 з
4^5
з
,5
1.01 2
з.|4
8
з 5
э
,5
7.о7
1
з'14
8,5
-1
-5
з
,5
1,07 2
з'|4
9 з 6
?5
.8
9'6з
)5
.3
4.92
9.5 з 6
?5
,8
9'6з
)5
3
4,92
0 з 1
4
2 12,6
-)
5
707
1 4
7 4
2 12.6 э
5
7.01
2
4
8 5
)5
19,6
3,5
,8
9,6з
з
4
8 5
2,5 2з,8
3,5
,8
9.6з
4 4
!0
-5.-5
2,8 23,8
4 2
\2,6
5 5 10 5,5 2,8
28.3
4
2 12.6
6 5 12 6 з 38,5
4
2 12.6
8
('у
\2
7 3,5 50,3
5
?5
19,6
20 6 \4 8
4 6з'6
5.5
2.8 2з'8
22
6
16 9 4,-5 78,5 6
-)
28'з
24
7
16
9
4,5
6з'6
6 з
28'з
25 8 16
10
5
18,5
7 3.5 38,5
26 8 18 10 5
78,5
7 3.5 38.5
28
10
18
\2 6
11з'|
8
4 50,3
30
10 18 \2 6
1 13,1
8
4
50,3
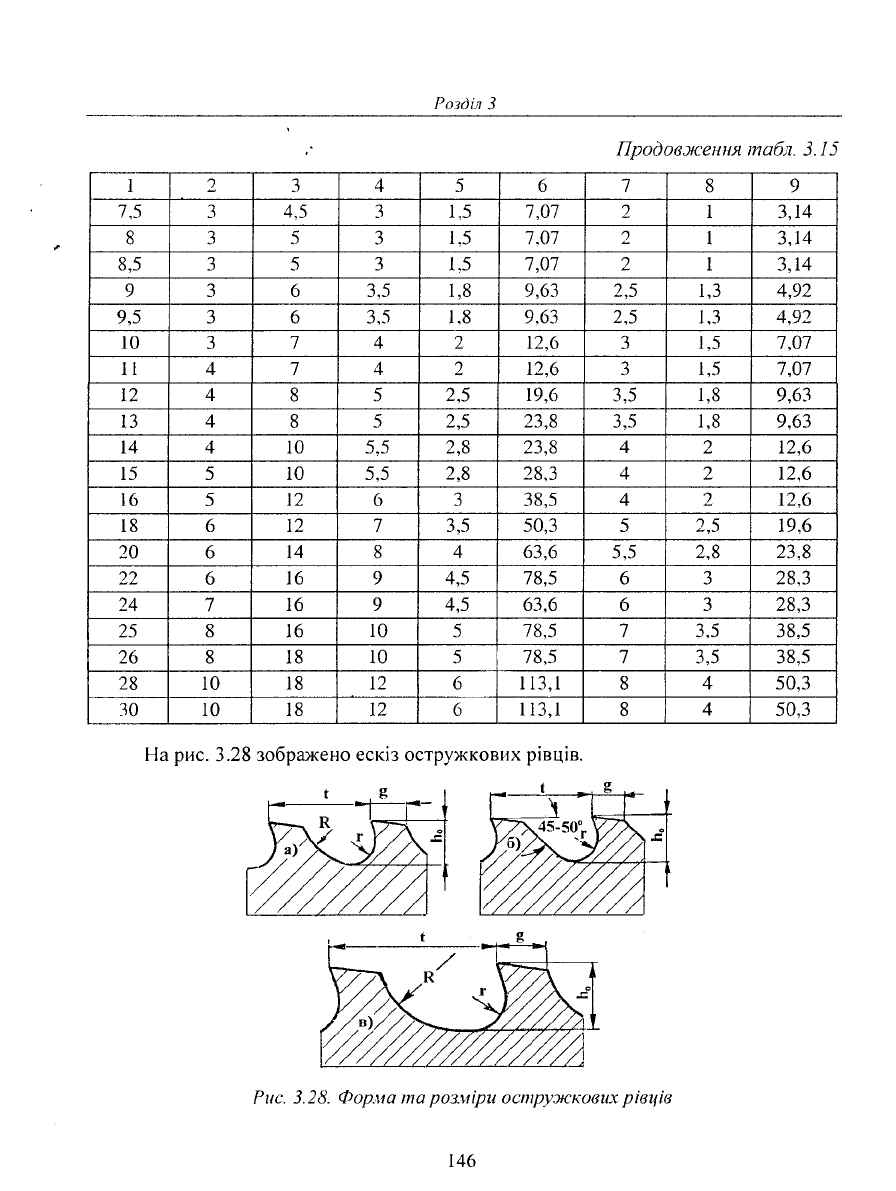
Ёа
рис.
3.28
зобраэкено еск!з остружкових
р|вц|в.
Ра:с. 1'28.
Фор.,т,та тпа
роз.тт1рш
осптруэюковшх
р!вц!в
\46
[[ролотя:хсксс
3.4.1.18.
Розрахунок
наг:]б|льшо|
к!лькост|
зубц|в,
що|!1рацюють
одночасно:
7;
=
ь | т
,
+ 1
_
заокругл|оють
до
б!льшого
ч}!сла
|1риг!няте
значення 7,
=
..'
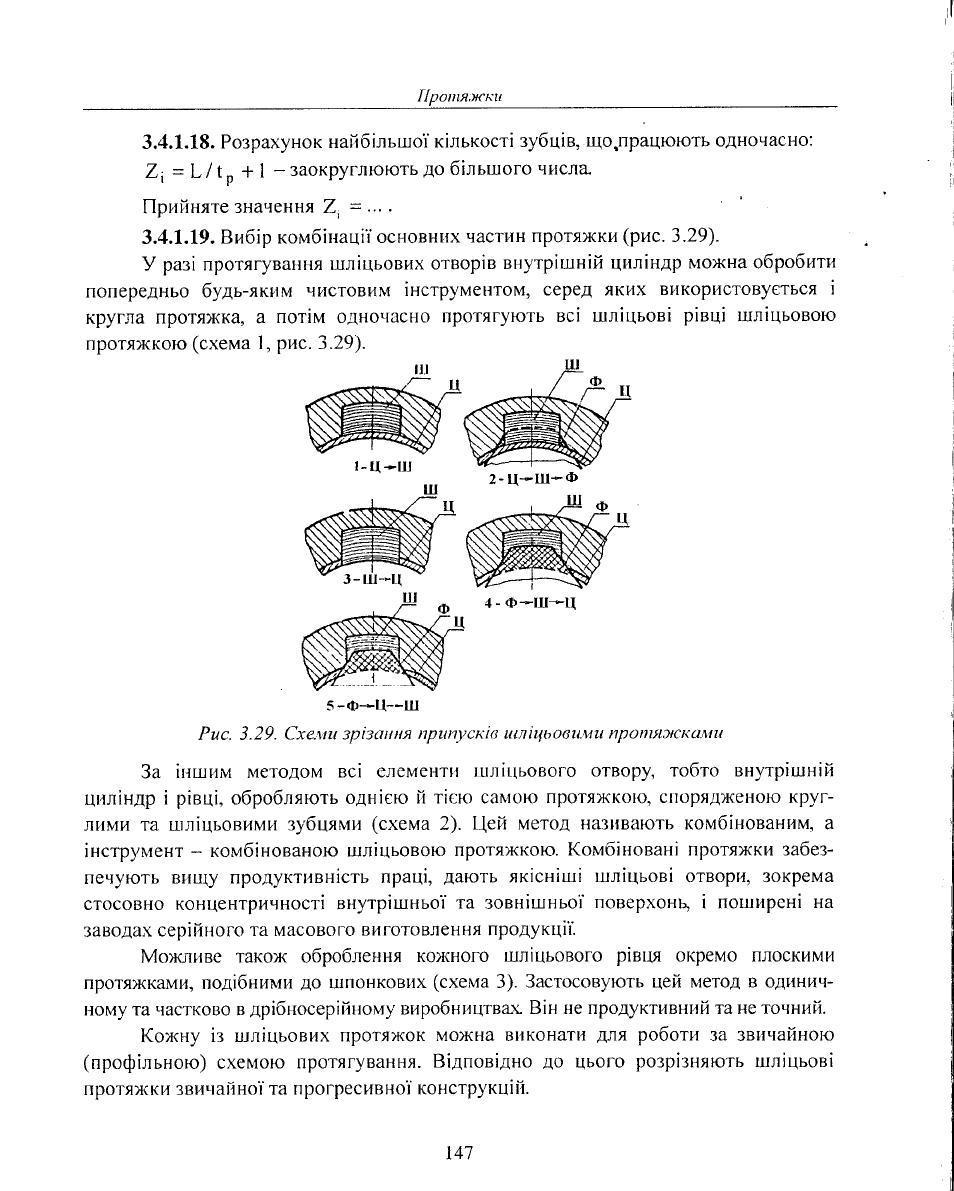
3.4.|.19.
Б иб|
р
комб 1
т*ац 1] ос новн
!{х частг1н
п
ротя)кки
(рис.
3 .29).
!
раз1
протягування
тшл!цьових
отвор!в
внутр!шн|й
цил1ндр
ш1ожна обробити
попередньо будь-якг:м
ч!тстовим
|нструментом'
серед яких
викор:тстовусться
!
кругла про'гя)кка'
а
пот!м одно!!асно
протягу}оть
вс| шл|цьов|
р|вц|
гшл!цьового
протяжко}о
(схема
1,
ртас.
3.29).
Рцс. 3.29.
(хе"пссс
зр!затт;:я
тарттпуск!в о:;л!цьова;-мш
!1роп!я'эюка]|1.!
3а
|т.дшт:м 1\4етодом
вс! слсменттт:ш::!;(ьового
отвору. тобто внутр!шн!й
цгал1ндр
|
р|вц!,
обробляготь
одн|сю
!? т!сю саь,1ою
протя)кко1о' с|]оряд)ке|!ою круг-
лими
та шл|цьовимр:
зубцями
(схема
2).
|]ей метод наз|.вають комб!новангам, а
1нструппент
_
комб| нованото
шл|
цьово}о
протя)ккою.
}(омб| гтован! протях<ки забез-
печують
в|1ш{у продуктивн!сть
прац!,
датоть
як!сн|гш|
гшл!цьов1 отвори. зокрема
стосовно концентричност|
вгтутр!:лньо[
та
зовн!тшньо1
поверхонц | погширен!
на
заводах
сер1[тттого
та масового
виготовлення продукц|!.
Р1о>клгтве також оброблення
ко)кного шл1цьового
р!вгц
окремо плоскими
лр0'|я}(ками, под!б*тими
до
шпо|-!кових
(схема
3).
3астосовують
цей
ш|етод в одинич-
ному та частково в
др!бносер|[.пному
виробн;..тцтвах
Б!н не продуктивний та не то.гний.
(ожну
!з шл!цьових
протяжок
мо)кна в!4конати
для
роботи
за звттчайноло
(проф!льною)
схемою
протягування.
Б!дпов!дно
до
цього
розр!зг:яють
гшл|цьов!
протя)кки звичаЁ':но]
та п
ро
грес ив но| кон
струкц1 й.
!|!
|-(-1!!
2
_
|{*1!1*
Ф
4
-
Ф
*!!!*11
5-Ф*ц--1п
147
Роз0!л 1
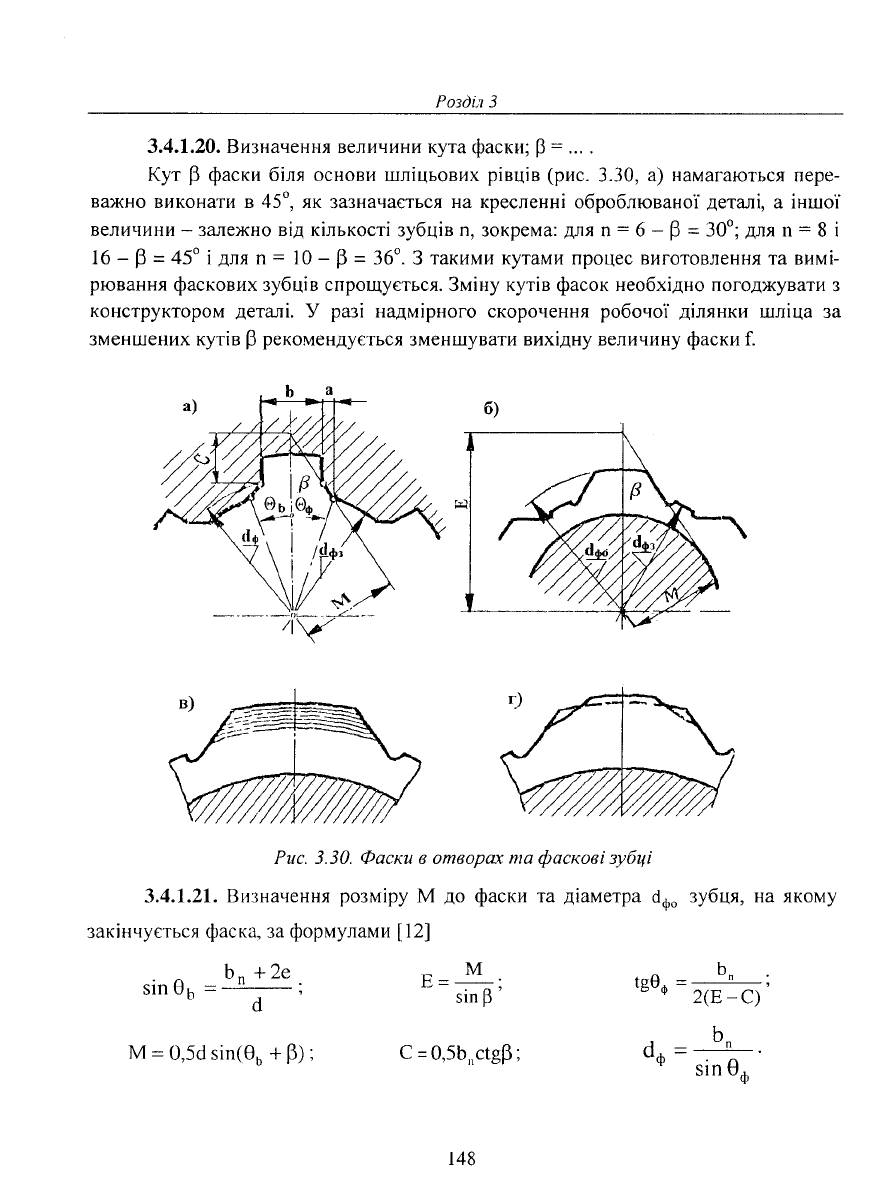
з.4.|.20. Бизначеньдя величин|4
кута
фаск!{; р:'..'
(ут
Р фаски
б|ля основи гшл|цьових
р1вц!в
(рис.
3.30, а) намагаються пере-
в?ркно
виконати в 45', як
зазначасться
на кресленн|
оброблтовано|
детал|,
а |ншо[
вели!|ини
_
запе)кно в1д к1лькост!
зубш|в
п'
зокрема:
для
п = 6
-
Р
=
30';
для
п
=
8
]
16
_
р =
45' !
для
п
:
10
_
р
=
36'. 3 такими кутами процес виготовлення та вим!-
р[овання фаскових
зубц|в спрощусться.3м!ну кут|в
фасок
необх!дно погоджувати
з
конструктором
детал1.
9
раз|
надм!рного скорочення
робояо|
д|лянки
тпл1ца за
зменшених кут!в
$ рекомендусться
змен1|]увати
вих|дну величину
фаски
[.
Рцс. 3.30. Фаскш в о/пворах
поа
фасков!
зубц!
3.4.1.21. Бг,тзначення
розм!ру
й
до
фаски
та
д!аметра
06'
з}бшя, на якому
зак!ннусться
фаска,
за
формулами
[12]
б'
+2е
$|п
06
=
€
=
0'5б',сс80;
{р0.
=
б"
,
9
9
2(Ё_с)
ь
-_|
_п
ш.
_-'
*
з1п
0*
й
=
0,50 з|п(0,
+
$);
148
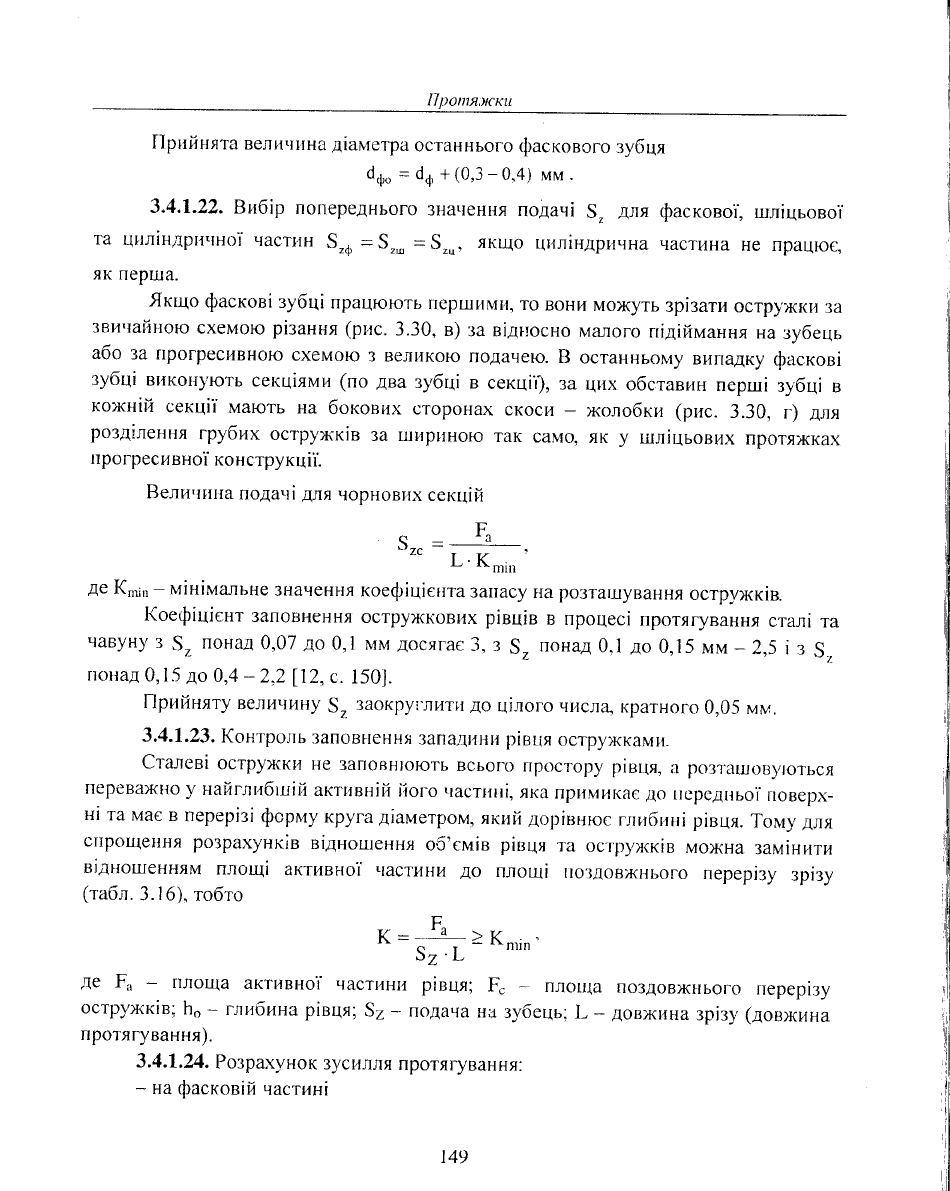
[1
рийнята
вел
ич|..1на
д!аьтетра
остан нього
с!аскового
зубця
0,р'
=
64, +
(0,3
_
0,4)
мм
.
3.4.|.22.
Биб|р
попереднього
значен[]я
подан|
5,
для
фасково|,
ш-тл|цьово|
та
цил!н,'1рг1'тн0|
част:':,
5.Ф
=5.*
=5,',
якщо
г1т:л!ндр||чна
частина
не працюс
як
перша.
9кщо
фасков|
зубш!
працюють
пер!1]им[.{,
то
вони
можуть
зр|зати
остр).'кк!!
за
зви|]а!"'|}{ою
схемо|о
р|зання
(рис'
3.30,
в)
за в1дг:осно
]!!а_,]ого
гг!д1ймаггня
на
зубець
або
за прогрес|{вно|о
схемо}о
з ве_'{ико}о
подачею.
Б
останньо[,1у
випадку
фасков1
зубц|
вттколт1тоть
секц|ями (по
два
зубтд1
в
секц1!),
за
ц}{х
обставр:н
пергш1
зубц|
в
ко>к*:|й
секц![
мають
на
бокових
сторо!{ах
скоси
-
>колобки (рис.
3.30'
г)
для
розд!лег:ня
грубих
остру,жк!в
за шир!1ною
так
само.
як
у
гшл!цьови.\
протяжках
[1рогресивно|
конструкц!!.
Бели,ттттта
подач!
для
чорнов1{х
секг{!йт
.,.=*;.
А€
(п1п
-
м|н!мальне
з!'|ачен}{я
коеф!ц1сгтта
за!1асу
г{а
розта1-!'|ування
остру>кк1в.
(оеф1ш!снт
заповнення
остру)ккових
р1вц!в
в процес!
'1ротягування
стал!
та
чавуну
з
$'-
поглад
0,07
до
0, 1 мм
досягас
',,
5,
понад
0'1
д'
0'15
мм
-
2,5
! з
$,
понад
0,15
до
0,4
-
2.2
[12,
с.
150].
[1рийняту
вели!!ину
5,
заокру:'лит}|
до ц|лого
числц
кратного
0,05 мм.
3.4.1 .23.
(онтроль
заповг!ення
запад!!|!!!
р!вг:я
остру>кками.
€.:'алев!
остружк}.1
}{е
заповн]о|оть
всьог0
г!р0стору
р!в:1я,
а
роз.|.а{шов)/|оться
перева)к1{о
у
найглптб:ш!й
акт:лв:;!й
||од'о
,пастг:г;!'
яка
пр;тмикас
/(о
п:срсд:;ьо!'!!овср.\-
н!
та мас
в
перер!з|
фор'у
круга
д!аметром,
який
дор|внгос
глибп';+л!
р1вця.
1ому
для
спроще}!ня
розрахунк!в
в!дношення
об'см!в
р1вця
та
ос_г'рух<к|в
мо)(на
зам|нг-:ти
в|дногшенняш:
площ!
активно|
|1асти\1и
до
площ!
!|с)здов'{1{ього
перер!зу
зр!зу
(табл.3.16),
тобто
ц
=-Р'
2
(,.,;,.
5т.'[
Ае
Р"
-
плош]а
активно[
частин|]|
р!вця;
Р"
-
пло|[{а
поздов)к}!ього
гтерер!зу
острухск!в;
}'
*
глибина
р!вця;
57
-
г|Ф1{?({а
на
зубець:
!-
*
дов;кина
зр!зу
(дов>кина
ггротя
гуванлтя).
3.4.1.24.
Розрахмнок
зусилля
протягуван
ня:
_
на
фасков!й
частин!
149