Кукляк М.Л. Металорізальні інструменти. Проектування
Подождите немного. Документ загружается.

Розё|л 6
6.4.2.29.
Рад|ус
заокруглен|{я
головки
зубця
г]
=
0,3.гп
'
6.4.2.з0.
Рад1ус
3аокруглення
б|ля н!хски
зубця
|2
=
0'25
.тп.
6.4.2.31.
|]оловина
кута
проф|л}о
затилованоп
фрези
в
осьовому
перер1з1:
а)
для
л|во|
с'горони
с[$06,
б)
для
право|
сторони
с|$06л
=с[80(.
+у
5.'
Берхн!
3наки
напе)|(ать
фрезам
з правим
нар1зом,
ни:кн!
_
з л|вим.
6-4.2.32.
(ут
котлуса
9*
на
зовн!ш,ньому,
початковому
та внутр!гшньому
д1аметрах
в
осьовому
перер|з|
затиловано[
фрези
к
-7.
|89-=
ш
Ф
5.'
6.4.2.33, Бисота
головки
зублдя в осьовому
перер!з|
затиловано[
фрезтт
|,1
=!,со5Фх.
6.4.2.34,1овщгтна
зубця
нар!зу
на
д!лильному
цил!нлр|
в
осьовому
перер|з!
51=
п'
''
2соз9'
6.4.2.35.
йатер!ат
фрези,
тверА|сть
п1сля
терм!нг*ого
оброб.,тювання
[15].
1{реслення
фрези
подати
в
двох
проекц!яц
на
яких
зазначити
параметр!'
гшорсткост|
оброблених:
проф!лю
нар!зу
в норм€ш]ьному
перер1з|
фрезщ
проф!лго
лтар!зу в
осьовому
перер!з!
фрези
у
зб|льгшених
масгштабах
)/ табличному
вигляд!
вк.шати:
модуль,
к!льк!сть
зубц!в
фрези,
к!льк!сть
заход|в ! напрямок
нар|зу;
осьовий
крок
остру)ккових
р!вц1в;
кут п|д!ймання
нар!зу;
параметри
шорсткост|,
матер|ал
та його
тверд1сть.
Фкремо
*
техн!чн|
вимоги
[1]
!
маркування
на
фрез|:
|ндекс,
модуль'
клас то{тност|,
проф!льни:!
кут,
крок
гвинто-
вого
р!вця'
д|аметр
д1лильного
цил!ндра
11-1нека
та
матер|ал.
к
.7'
=с{Рс!
+
'
Ф:
5
сР
6.4.3.
1шсловшй
прш1о|аа
рйрахунку
|//неково[
фрезш
ёля ншр!зан|'я
ш/нековшх
кол|с
Б!дправн|
!|араметри
(за
завд. 22,
табл.
!.5
та
!.13):
.
модуль
зубнастого
зачеплення
п
=
12
мм;
330
Фрезт'с
0ля в!!2оп1овлення
зубчаспзсьх
кол!с
.
ступ|нь точност1
1-'7-8-9
.
кут зачеплення
0а
=20'
.
к|льк|сть заход1в
1|]нека 00гш
=
1;
о
к1льк|сть зубц1в
шнекового
колеса 7к
=
22,
.
кут нахилу зубц!в
Р
=
8"
-
л1вий,
.
матер1€ш
_
ста,|ь 40хгтР
(гост
4543-11);
.
тверд|сть 241-269
АБ:'
о
форма
поверхн1
-
арх!медова.
||осл!довн1сть
розрахунку.
6.4.3.1.
Биб|р типу
111неково|
фрези
з2шежно
в1д напрямку
подан1 в процес|
фрезування.
,(ля
однозах1дних
тцнекових передач застосовусмо
фрезу рал!ально|
подач!_
6.4.3.2.
(рок
проф1л:о
фрези
взд0в)к
ос! м|ж
двома
витками
Р'
=
?!:т
=
3,\4
'
|2
=
31
,1
мм.
6.4.3.3.
(!льк!сть
заход!в
фрези
п.
1(|льк|сть
заход1в
фрези
п повинна
дор|внговати
к!лькост1
заход!в
1!!нека
п
ш
,
тобтоп=п*=1.
6.4.3.4.
{!д витк!в
вздовж ос!
фрези
Р*
=Р'
'л=37,7'1=37,7мм
'
б.4.3.5.
€ередн!й
розрахунковий
д!аметр
фрези.
€ередн|й
розрахунковий
д!аметр
фрези
повинен
дор1вгттовати
середньому
(понатковому)
д|аметру
1пнека:
0аф=
6о',.=:т'9
=|2'12'5
=
150 мм.
6.4.3.6.
(ут
п1д!ймання нар!зу
фрези
т8Рф=Р''п'
п0аф
якшо
Р'
=
/[111
,
1Ф
18рф
=
д:
'1
=
|1.]
=
о.ов
;
6ао
1 50
||6
=
агс|$0'Ф8
=
4'57'
'
6.4.3.7
.
3овн
1гшн!й
д!аметр
фрези
:
)'ф
=
)'* * 2(€|
+
0,1)':п
;
зз1
Розё!л 6
Р''
=
ааш + 2. :т
=
150 +
2. 12
=174
мм|
|
'ф
=
|7
4 + 2(0'2
+ 0'\)' |2=
1 8 1,2 мм.
б.4.3.8. Бнутр!гш:т!й
д|аметр
нар|зу
фрези.
Бнутр1шн|й
д|аметр
нар!зу
фрези
повинен
дор!внювати
внутр!шньому
д|аметру
нар!зу
1пнека:
)гф
=
Рг*
_
)а 2п(\ +
€')
=
150
-
2' 12(1 +
0'2)
=
121.2
.'.
6.4.з.9.
(|льк|сть
зубц|в
фрези:
7
=
2п
-
2'з,|4
_1
^о:я
)., 121.2
агссоз3
а|€€Ф5;
-_
-
-
_-
)аф
|81'2
6.4.3.10. Беличина
вер1::инного
заднього кута
с[,в.
,{ля
нар!зання 1ш|{екових кол1с !з стал|
та
(!авуну_
0"
=
10
_
12'.
|1риймасмо
0,
=10".
6.4.з.1\. 3ели.:иг;а пад!ння
за1'илка
для
шл!фовано]
д!лянки
зубця
фрези:
*',
=&.180,
_
з'4
!в\'2.|9|0":|2.55
мм.
7"8
3аокругллосмо
отримане
значен1{я
до
числ4
кратного
0'5 1 прийма€мо
(,,:
12 мм.
6.4.3.12. Белгтчина
пад!ння затилка
для
неш:л!фовано|
д1лянки
(,'
=
(|,2-
1'з5)к.
-
(1,2
-1,з5).\2,5
=15-16,875
мм.
Белинину
(,',
вибира€мо
тако)к !з
ряду
чисел'
кратних
0,5
! приймасмо
(,',,:
16
мм.
6.4.3.13. [
ли6ина
остру)ккового
р!вця:
ч
=
)'ф
-
)гф
1
('
1(,,,
+
(1,5
_
2,5)
мм
;
22
н_18\'2
-\2|'2
+
12'т|6
+(|'5-2'5)
=45,75_46'75
мм.
22
|!рг;ймасмоЁ=46мм.
6.4.3.\4. Беличина кроку нар!зу
фрези
в норм€шьному
перер|з!:
&,
=
Р''со5рф
=37,7'соз4,57"
=37,58
мм.
6.4.з.|5.
(рок
остружкового
р1вця фрези:
5.р
=йаф'{8рф
=3,14'150'{34,57"
=37,67
мм'
3з2
Фрезс: ёля в,!2о]1'!овлен'1я
зубноспоссх
кол[с
6.4.3.16.
Беличина
д|аметра
отвору
[1]
за-пежно
в!д зовн|ллнього
д'аметра
фрези р'*.
|1риймасмо
6:50 штм.
6.4.3.|1
. ||ерев[рятоть
правильн1сть
вибору
д|аметра
отвору
п!д оправу
верстата:
),п,-(Ё+{+;мм)>0,36'
'2
181'2
_с+о+1
+ 1)
=13,6"'
)
0'3'12=3.6
мм.
22
!мова
виконусться.
6.4.3.18. 3а
стандартом
[3]
вибирасмо
розм|ри
1цпонкового
р!вця
з
допусками:
Б
=
12!19(+0,043)
мм; 0
+
1:5з,5н12(+0'30)
мм;
г:
1,1(+0,!)
уц.
6.4.3.19..{овжина
нар!зано|
частини
фрези
!*=!.+Р'.
Ае
[.
_
дов)кина
1|!нека;
!-'
=2^/&"''_Р,*'
Ае
Ра[
_
зовн1гцн!й
рад1ус
зубц!в
нар|зуваного
колес4 к&
_
внутр!тлн!й
рад|ус
зубц]в
нар|зуваного
колеса;
то(а'. + 2\
п'к.
\'к
=
-_--э
*
к^
=
*('к:2'{)
*2
(22__2'4)
=
!!7'6
мм:
|о
=2{|4ц'
-
\
\7'6' +з1.1=
203.9 мм.
6.4.3.20.
Биб|р
довжини
буртик!в
фрез:'г
''а''.
3а стандартом
[1]
вибирають
довжину
буртик!в
фрези
''а''.
|{риймасмо
''а''
:5
мм.
6.4.3.21.,{!аметр
буртик1в:
'
_
)аФ
_2н _
(3
-
5)
мм:
181,2_2'46-
4
=85'2
мм-
0тримане
значення
) заокруглто€мо
до
стандартних
значень
[1]
в|дпов!дно
до
вибраного
д|аметра
отвору.
|1риймасмо ):85
мм.
12.(22
+ 2)
=
!44
мм;
ззз
[)о.з0!л
6
6.4.з.22.
3агапьна
довжина
фрези
:
|
=
|
'
*
2а
=
203,9
+
2. 5
=
213,9
мм.
6.4.з.23.1овщина
нар!зу
в
норм.шьному
перер|з!
на
д!лильному
цил!ндр|:
з"
=9
_з'!4_|2
=!8'85
мм.
"2'.
6.4.3.21.
Бгтсота
головки
зубця
в норм'шьному
перер|з!:
ь
-
ц
[)а,|,
-
0аф
|8
|.2
_
!50
0,ф=0:
=-т=
2
=|5.6]\|'\'.
6,4.з.25.
Бр:сота
н1;кки
зубця
в норм.шьному
перер!з|;
,
0о,ь
_
)го
\50
_
12'.2
|''',ф
=--;-
6.4.3.26.
Рад|ус
заокруглен!{я
головки
зубця
1,
=
0,3. гп
=
0'3.|2
=
3,6
мм.
6.4.з.27.
Рад|ус
заокруглен|чя
б|ля
н!>кки
зубця
|а
=
8'25
гп
=
0'25
.
12
=
3 мм.
6.4.3.28.
[1оловигла
кута
проф|лю
затиловано|
фрези
в
осьовому
перер!з!:
а)
для.лт|во|
с'горог:г:
с{$04::
=ствсх',)
*
5"'
''
=с1820"
*-ц11
=2.8].
у"
5.р.7к
"
з7-61
.22
А€
0'
=
&а
=20"
,
0ф,
=
а{сс182,87
=|9,22'.
б)
для
право|сторони
с{9сф"
=с[30с'
#=с1820"
#*=2.63:
сх'п
=
агсс182,63
=
20,84'
'
6.4.3.29.
1овщина
зубця
на
д!лильному
цил!ндр[
в осьовому
перер!з|:
5.,'
=
__дп
-
3'14'12
=
!8.9!
ш:т,:.
2совц.''
2соз4.5]'
6.4.3.30.
йатер1ал
спроектова|-:о|
фрези,
'гверл!сть
п!сля
терм|нного
оброб_
.г:лова:ттля
[
14].
[|1т:':[!ьпасьто
гшвттдкор[зальну
ста-[|ь Р1в
(гост
19625-1з)'
нкс
62
*
65
(табл.
6. !
).
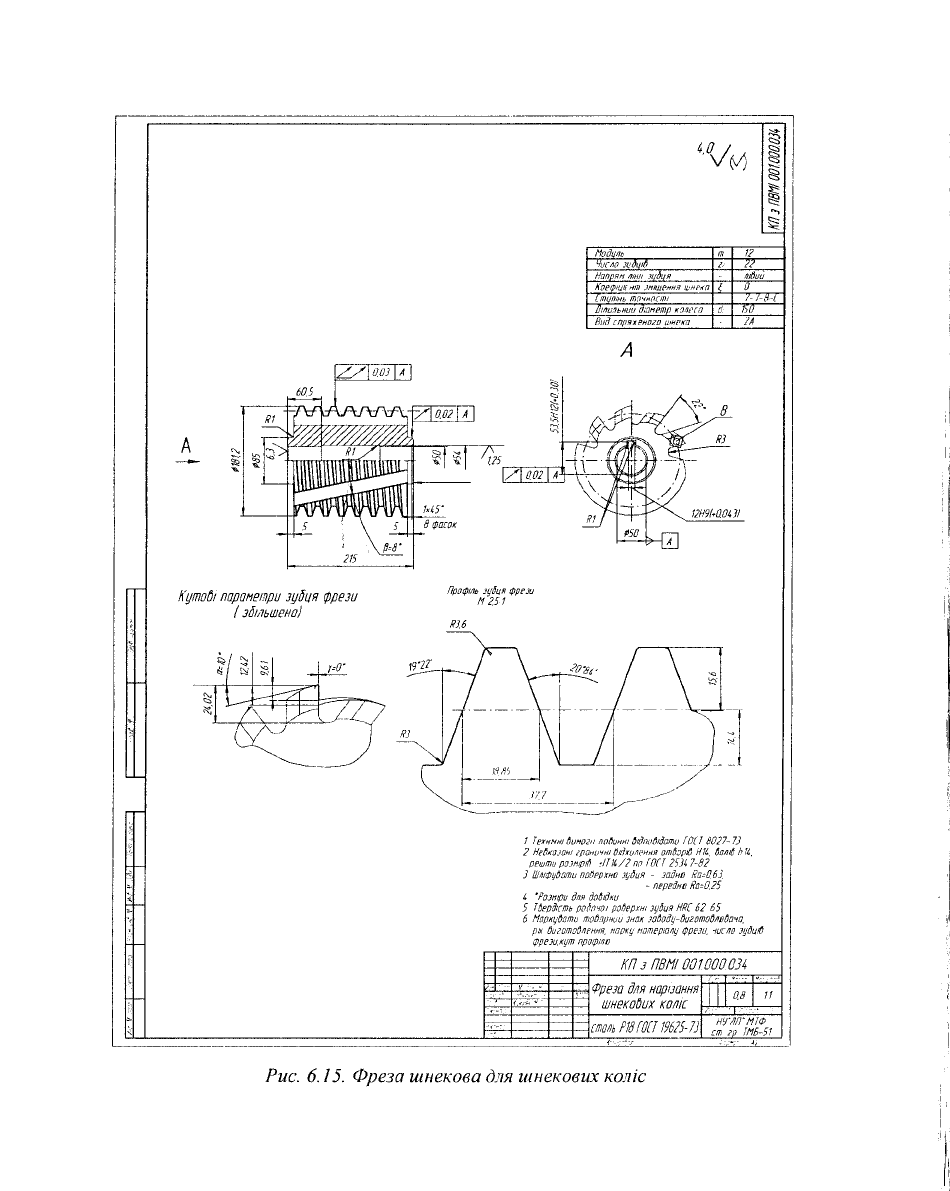
(реслеп;::я
фрезгт
показано
на
рис.
6.!5.
з34
40
/
у0,
А'цпо6/
паронепро
эцбця
рреэо
|
збт,тьшено|
7 /ехнннт
|опоет;
ло0онн1
о|'|1о/аоп!
г0( /
8027-7]
2
нРок0-10н/
?р0н!чн/ 0||х0]ення 0п0]р1ё
н/4'
'0ло
|//'
решп! р!]нр1'
||//1,/2 п0 г0([
2']47-82
) шл1Фц!оп!
ло!Ррхнп
]'аця
з0анп яо.06}
'
пРрР]но /1о.0'25
|
'Р0эй10!
ал, а00]ах!
5
|0Р0а.пь
р0/'очо1 р'0ерхн
э!6ц9
нР!
62
65
6
п!рхц0оп! пф1рн!ц
'нох
-10!0ац
0ц2оп00л0о0ч0.
рн
о!?0лллРння'
п0!кц п]пер]0л!
Фре30'
фгл'
'цбц1а
0реэ!'кцп
лр0Ф/лп
/{0 з 00|'/| 0!/0000]1
Ршс.
6.!5.
Фреза
ц!некова ё'пя осснековцх
ко.ц1с
7
Розд!л
ФРшзи
|шл1цьов1
пРямоБ1чн|
7.1.
11ризначення
та
р!зновиди
йетодом
обконування чи
в 1пир1|]ому
розум!нн|
методом
огинання,
кр!м
зуб-
част|1х
кол|с евольве}{тного
проф!л:о,
мо)кна
виготовити
детал!
складн|гшо|
форми.
,{о
них н;ше)кать
храпов!
зубнаст1 колес4
зубнаст|
колеса
для
ланц}ог|в,
гшл|цьов|
в€ши тощо.
|нструменти,
що
прац}о|оть
за !{им
методом,
д|ляться
на чотир!{
групи:
тпнеков1
фрез:.':,
довбач!,
обконувальн!
р!зш|
та
фрези
дисков!
й
пальцев!'
а також
дисков|
гшл!фувальн!
круги
фасонного
проф1лло.
|!ергш!
три в|1ди |:тструмент|в
пра!{юють
за методом
обконувального
оги}{ан-
ня, останн[
-
за методом
безцентро'ф1{ого
огиг{ання.
3упинимось на проектуванн!
!*лструмент|в,
як! працюють
за методом
обко.ту-
вш1ьного
огинання. 9 магшино_
та приладобулуванн1
з таких
|нструмент|в
найр
част'1гше
застосовують
гшнеков|
фрези
для
оброблловання
зазна!тених
деталей
[|роф!ль
детал1
утворюсться
вг;асл!док
огина!!ня
його
р!за-гтьп{ими
лезам!;
в
процес!
ко1]ення
без
ковзання
центро'фг.:
(по.:атково|
прямо|
або
кола) !нстрмптен'га
по
центро!д1
(понатковому
кол|)
оброблювано|детал|.
|-1|
центройи
не матер|апьн|.
а
уявпл1.
[х взасмне кочення
забезпенусться
к!гтептатико!о
верстата
Фбробл:овання
деталей
за методом
огинання
в процес|
обконувального
руху
;-1ен':'ро'ф
мо)кливе' якщо
будуть вгтконан|
основн| полоя(ення
теор!| спря)!(е}{|1х
г:рос}л!л
|в,
зокрег!{а;
1)
у
тонц| контакту
спря>кен!
проф[л!
повинн1
мати заг[шьну
дотичну
та
сп!.ггь;ту
нормаль;
2)
г:ормаль, проведена
в точку
дотику
спряжених
проф|л!в, повинна
прохо-
д}!т|'|
!!ерез
пол|ос
зачеплен|{я
(про(:|лговання),
якптй
ле)к|,|ть
в точц1
дотику центро'ф
де':'а.г:|
та
!нструмента.
! систем|, пов'язан!й
з проф!лем
детал!'
сукупн!сть
полгос|в
зачеплення
(проф|лювання)
в
р1зн!
момет'тти
часу
утворюс
початкове коло.
1ому
умова
оброблення
методом
от'!1нання б1,Ае
викоьтан4
якщо норп:ал!
до
проф!лю
детал!
в
ус|х
його
то!!ках перети!"!ають
початкове
коло;
зз6
Ф
резц
цьц !ц ь ов !
пряцооб | ч н !
3)
л!н!|, проведен| через вс! точки проф!лто оброблюванот
детал;,
пар2[пельно
до центрои
(понаткового
кола або початково[ прямо!) !нструмента' повинн|
перетинати л|н!ю проф!л!овання' яка с сукупн!с:'ю точок контакту
р!зального
леза
!нструмента
з оброблюваною
поверхнею
дет;ш!
чи спряжених проф|л|в
Фбме>кення
цього
способу можуть бути
сг':рининен1
загостренням
зубц!в
|гтструмента
й залежать
в|д
рад!уса
по1!аткового кола
детал1.
!-!неков!
фрези
нале)кать
до
найпош!!|рен!:лих |нструмент!в
для
оброблто
вання
дет'шей
з прямол!н|йним
проф!лем. ||!тпековими во}!|,|
назива}оться тому,
що
в
?х основу покладено
початковий
ш!{ек. ш!|еков|
фрези
виготовляк)ть
!з !нстру-
ьцентально|
стал!,
у
них прор|за}оть остру)кков|
р1вц!
та
затиловують зубц!. |!!сля
цього
терм!нно оброблятоть | шл!футоть
необх!дн| поверхн!.
[[!некову
фрезу
моясна
розглядати
як з|брану 1з
дек|лькох
рейоц
р1вг:ом|рно
розташованих
по колу, ! кохсна них зм!щена
в
осьовому напрямку на
Рх | т,
де
Р*
-
осьовий крок м!хс
зубцями
фрези,
:
-
к|льк1сть зубц|в
(р|вц|в)
фрези.
Бнасл!док
цього'
р|зальн!
леза зубц|в
фрези
лежатимуть на гвинтов|й поверхп;|.
9 процес!
оброблговання
початкова [\ряма
рейки фрези
котиться
без
коь
зання по почагковому колу виробу. йетод оброблювання 1цнековими
фрезами
н:[пе}(ить
до
високопродуктивного
та пор!вняно точного.
Фброблювання
дет:шей
зд1йснюсться
на п-пл|цефрезерувальних
верстатак
Фрезу встановл}о}оть так'
що
]/ в1сь
с
мимоб!>кното
з
в|ссго
оброблпованого виробу
а напрямок
витк!в зб|гаеться з в!ссго
в:шика
Фдним з
головних
завдань
теор|| проектування
ш!]екових
фрез
с
вг.|з}|а(!ення
л!н!|
р!зальних
лез'
а тако}( характеристик ггроф!лго зубц!в.
!ля
проектування шнеков|.|х
фрез
застосо|])/|()ть анал1тичг:гтг]] метод
що
ма€
дек|лька
способ!в,
серед
як|.1х
с
спос!б
обв!]1т;их
кР!11]их
!поверхоп;ь, |спос!б
сп1льнгтх
норшпалей
до
спряжених
проф!л!в
3
в!|ко|)истанням
"г:!:;!1
проф!люван:;я
(занегтлення).
|1рост[ше та наочн|ше
це
завдання мо)кна
розв'я3ат||
аг-ла.:т|тинно,
застосував-
1|!и власт!{вост!
сп|льних нормалей
до
спря)ке|{их проф!л!в ! .гл!гл!:о
проф!лювання
для
3наход}кення координат тонок
р|заль|{ого
леза та проф!лго
зубц|в
фрези
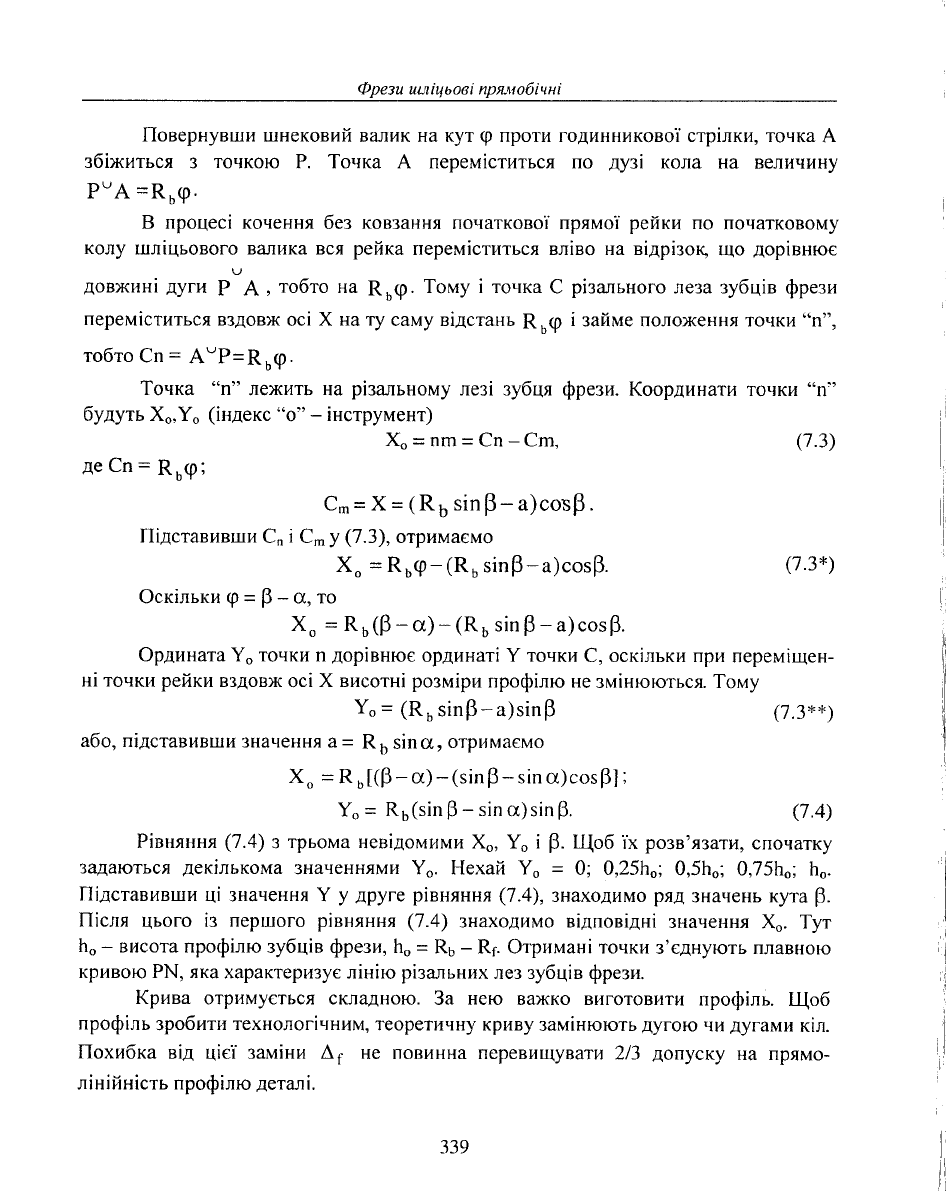
(рис.7.1;
[.{]'
|1араметри ш:л!шьового вш]ика
показан|
нарис.7.2.
€по,;атку знаходять
р!вняння
л!н||
про(:1-пюва1{ня
(занеплення).
-||!н|я
зачеплення'
у
цьому
випадку л|н1я проф|л}овання'
€ геометричн!{м
м!ст|ем точок
дотику
спря)ке1{их
проф|л|в в 1х
в!дносному
рус|.
{з
основно[ теореми
зубнастих зачеплень в!домо,
що
норм,шь
до
спряжених проф|л!в
у
будь_як|й тонш!
!х
дотику
повинна проходити через полюс за'1еплення,
а л!н|я зачеп'|ення 11рохо-
дить
через
ц!о
саму
точку
дотику
спряжених проф!л|в.
зз1
Розё!л 7
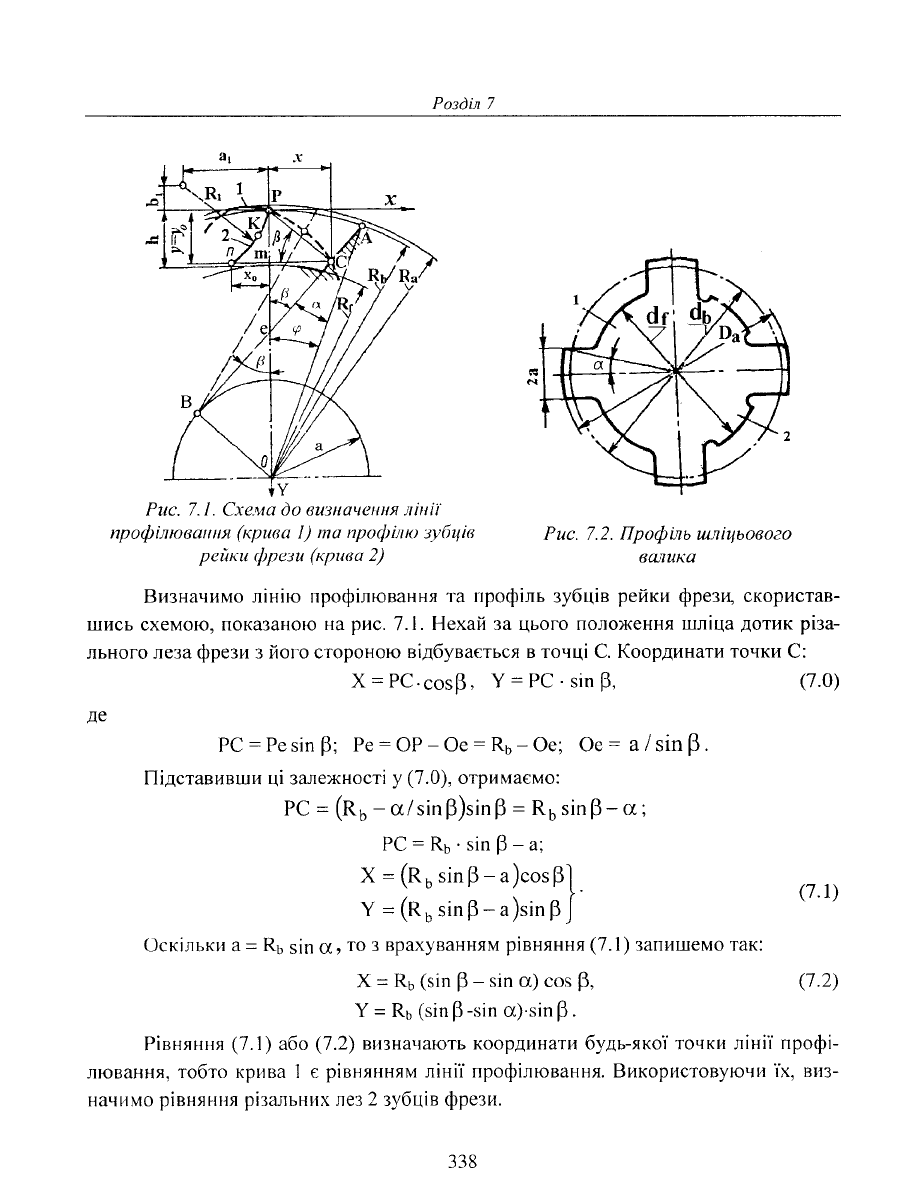
Рцс.
7. ]
'
€хе-ма
ёо вцзна.уе:уття л!н!]'
проф!люва!!!!я
(кРцва
|) пта
проф:!:тк;
зубц!в
рейктс
(;резш
(кршва
2)
Рцс. 7.2. |!роф!ль ц1л|цьово2о
вс!!!11ка
Бизначимо
л!н1го ::роф!лювання
':'а
;;роф|ль
зубц!в
рейки
фрезщ
скористав-
11{ись
схемою,
показаною
на
рис.
7.!.
Ёехай за
цього
положення
тшл!ца
дотик
р1за-
льного леза
фрези
з його стороно}о
в[дбувасться в точц! €.
(оординати
точки
с:
{:Р€.695$, у:Рс'з!п$,
Р€
:Рез!п
$;
Ре:ФР-Фе
:Р6-Фе;
Фе:
а/з|п$.
|]!дставивгши
ц!
зале>кност!
у
(7.0)'
отримасмо:
рс
=
(&ь
-
с/з|п$)з!п$
=
Рь
з!пР_
о
;
Р€: Рь
.в!п
$
-
а,
х
=
(&,
з!п$-а)соз$]
у
=(&,з|п$_а)з!п$]
Фск!льки а
=
Рь
з1:-: с[
,
тФ з врахуванням
р|вняння
(7.1)
запитлемо так:
[
=
Рь
(в1п
$
-
в1п о) сов
$,
?
=
Рь
(в1п
$
-з!п
о).з1п
$.
(1
2)
Р|внян:тя
(7.1)
або
(7.2)
визнанають координати буАь-яко] точки л1н1|
проф|-
лювання'
тобто крива 1 с
р!вняттням
л!н1| проф!лювання. Бикористовуючи
[х' в;тз-
начимо
р|вняння р!зальнг:х
лез
2
зубц|в
фрези.
(7.0)
(7.\)
338
Фрезш шнт !ц
ь
ов | пря+т
об
! н н !
|1овернувши
|.пнековий в€шик на кут
9
проти годинниково| стр1лки, точка
А
зб|житься
з
точкою
Р. 1очка А перем1ститься по
дуз1
кола на величину
Р'А
=Рь9.
Б процес! кочення
без ковзаг-гня початково| прямо|
рейки
по
початковому
колу
шл!цьового в:шика вся
рейка
перем!ститься вл!во на в!др|зоц
що
дор1внпос
9
довжин! дуги
Р А,
тобто на
Рь9.
1ому |то.пка
€
р|зального
леза зубц1в
фрези
перем!ститься
вздов}!(
ос! {, на
ту
саму в|дстань
Р,9
!
займе положення то.{ки "п'',
тобто
€п:
А'Р=Рь9.
1очка "п''
ле)кить на
р|зальному
лез! зубця
фрези.
|(оординати точки "п''
булуть {'.1'
(!ндекс
"о"
_
!нструмент)
!,о=11(1]=€п-€гп,
(7.з)
де
€п:
(.р;
€.={=(Рьв|п$_а)сов$'
|_!!дставивлли
€,
1
€,
у
(7.з)'
отримаемо
)('
=
Рь9_
(&,
з|п$_а)соз$.
Фск!льки9_$_о,то
(1'з*)
{"
=
Р,(0
_
с[)
*
(&,
з!п
$
_
а)сов$.
Фрдината !' тонки
п
дор!внгос
орАинат| ! точки
€, оск!льки при
перем|щен-
н! точки
рейки
вздовж
ос1
{ висотн|
розм|ри
проф|лю не
зм1нюготься. 1ому
?'
=
(Рь
в1п$_а)з1п$
або' п|дставивши
значення 3
=
Р
ь
в!п сх,
отримасмо
{,
'
=
&
,[(Ё_о)
_(з!п
$_з|п
с)соз$) ;
{'
=
Рь(з!п$
_
з1п
с)з|п
$.
(7
4)
Р|вняння
(7.4)
з
трьома
нев|домими {'' !, ;
$.
ш]об
|х
розв'язати'
спочатку
задаються
дек|лькома
значеннями }'. Рехай 1'
=
0; 0,25!';':
0,51т'; 0'751т'; 1:'.
[!!дставивтши
ц!
значення !
у
друге
р|вняння
(7.4)'
знаходимо
ряд
значень кута
$.
|1|с;:я
цього
!з першого
р!вняння
(7.4)
знаходимо в!дпов!дн!
знанення
['. 1ут
Б'
-
висота проф!лю
зубц|в
фрези,
['
=
Рь
_
Р1. Фт'риман1 точки
з'сднують плавною
кривою Р\, яка
характеризуе л1н|ю
р1зальних
лез зубц|в
фрези.
(рива
отриму€ться складною.
3а нею важко виготовити
проф!ль.
!1-[об
проф[ль
зробитг:
технолог!чним,
теорет}-1чну криву
зам1ню:оть
дугою
ни
дугами
к|л.
|{охибка
в!д
ц!с|
зам|ни А6
не повинна перевищувати
2|3
допуску
на прямо_
л!н!йн!сть проф1лло
детал1.
(7.3;'*;
1
1
зз9