Лекции - Организация, нормирование и оплата труда
Подождите немного. Документ загружается.

21
ночной работы, приведённая на рис. 2, предполагает кратность этих вели-
чин, а схема, приведённая на рис. 3 – равенство суммы длительностей за-
нятости рабочего на любых двух машинах и свободного машинного вре-
мени работы третьей машины. В обоих случаях продолжительность цикла
на всех машинах, на которых трудится рабочий, должна быть одинако-
вой.
• Однажды установленные отношения между временем занятости и сво-
бодным машинным временем, а также характер чередования этого време-
ни должны сохраняться в неизменном виде. Установить и поддерживать
такие условия на производстве представляет значительные трудности.
Даже такую простую схему многостаночной работы, как приведённая на
рис. 2, можно осуществить только в массовом производстве с однотип-
ным оборудованием и неизменными в течение длительного времени опе-
рациями.
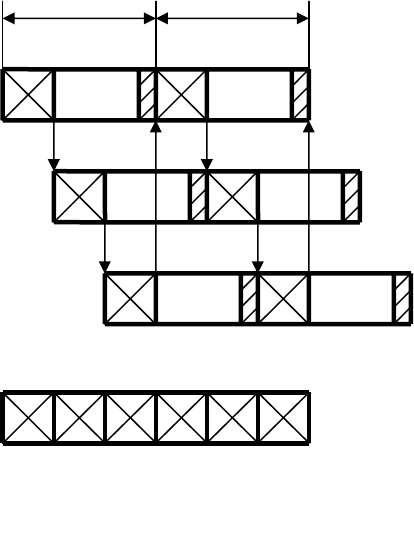
Нарушение рассмотренных условий приводит к специфическим для многоста-
ночной работы потерям времени. Пусть, как и в первом примере, длительность
занятости рабочего на одной машине составляет 30 сек, длительность же цикла
примем 80 сек, следовательно, свободное машинное время будет составлять 50
сек (рис.4). Поскольку на выполнение трудовых приёмов на двух машинах мно-
гостаночнику потребуется 60 сек, то очевидно, что в каждом цикле будет до-
полнительный простой машин продолжительностью 10 сек из-за запаздывания
работника, в виду занятости на других машинах.
Простои машин в ожидании многостаночника, занятого работой на дру-
гих машинах или передвижением к ожидающей его машине, называют переры-
вами из-за совпадения
t
з
t
м.с
t
с
t
з
t
м.с
t
с
30 30 30 30 30 30
Рабочий
№ 1
№ 2
№ 3
М
А
Ш
И
Н
Ы
Рис. 4
t
ц
t
ц
22
Из рис. 4 видно, что перерывов из-за совпадения можно избежать, если по-
ручить рабочему работать на двух машинах, однако в этом случае не будет пол-
ностью использовано рабочее время многостаночника.
Таким образом, даже при строго регламентированном равномерном тех-
нологическом процессе многостаночная работа без потерь возможна только при
определённых условиях. Их соблюдение практически возможно при работе
многостаночника на сравнительно небольшом количестве машин. Чем больше
машин у многостаночника, тем вероятность отклонений от указанных строгих
соотношений возрастает. Действительно, работа на большом количестве машин
предполагает, что время их действия без рабочего во много раз превышает за-
траты времени рабочего на каждую машину. При этом даже небольшое колеба-
ние, например в скоростном режиме работы оборудования, может изменить
машинное время за длительный промежуток времени на величину большую,
чем время занятости рабочего на одной машине. В ещё большей степени будут
влиять колебания ручного времени, длительность которого зависит от характе-
ра рабочих приёмов и темпа их выполнения. Возможны и отдельные случайные
перерывы в работе машин.
В текстильной промышленности соотношение между ручным и машин-
ным временем таково, что позволяет многостаночнику обслуживать большое
число машин.
Существенным недостатком технологического процесса почти на всех
стадиях текстильного производства является его неравномерность, отсутствие
строгого цикла, что в сочетании с большим числом машин, на которых трудит-
ся работник, усложняет организацию многостаночной работы и неизбежно со-
провождается как перерывами из-за совпадения, снижающими производитель-
ность машин, так и потерями рабочего времени, снижающими производитель-
ность труда.
Борьба с нецикличностью технологического процесса и в связи с этим с
неравномерной загрузкой многостаночников, а также с возникающими в ре-
зультате этого производственными потерями является важнейшей задачей ор-
ганизации многостаночной работы. В этих условиях нельзя полностью устра-
нить потери времени, но сократить их до минимума вполне возможно .
2.2. Нормирование труда многостаночников
Нормы труда устанавливают многостаночнику в виде норм выработки,
норм обслуживания и норм производительности машин.
Норма выработки – это количество единиц продукции, устанавливаемое
к выработке рабочему в единицу времени при определённых организационно-
технических условиях работы.
Норма обслуживания – это количество единиц оборудования, устанав-
ливаемое для одновременного обслуживания рабочему при определённых ор-
ганизационно-технических условиях работы.
23
Норма производительности оборудования – это количество единиц
продукции, устанавливаемое к выработке на одной единице оборудования в
единицу времени при определённых организационно-технических условиях ра-
боты.
Норму выработки многостаночнику устанавливают в зависимости от
нормы производительности машины и нормы обслуживания
Н
в
= Н
п
Н
о
где Н
в
– норма выработки многостаночника за час;
Н
п
– норма производительности машины за час;
Н
о
– норма обслуживания.
2.3. Нормирование производительности машин
При равномерном технологическом процессе, когда не возникает переры-
вов из-за совпадения, норма производительности машины не зависит от нормы
обслуживания многостаночника и её рассчитывают так же, как и при работе ра-
бочего на одной машине. В условиях неравномерного процесса норму произво-
дительности машин, обслуживаемых многостаночником, следует определять с
учётом перерывов из-за совпадения по формуле:
Н
п
= (Т
см
– Т
б
) / (t
м
+ t
вн
+ t
с
) (1)
где Н
п
– норма производительности машины за смену;
Т
см
– продолжительность смены;
Т
б
– неперекрываемое время обслуживания рабочего места за смену,
включая время на отдых и личные надобности;
t
м
– основное машинное время на единицу продукции (машинным време-
нем называют время в течение которого единица оборудования, ра-
ботая, выполняет операцию над единицей изделия).
t
вн
– неперекрываемое вспомогательное время на единицу продукции;
t
с
– перерывы из-за совпадения на единицу продукции.
Кроме формулы (1) норму производительности машин можно опреде-
лить и по формуле:
Н
п
= А К
п.в.
(2)
где Н
п
– норма производительности машины;
А – теоретическая производительность машины;
К
п.в.
– коэффициент полезного времени.
Теоретическая производительность машины это количество единиц про-
дукции, которое машина могла бы выработать при непрерывной машинной ра-
24
боте в единицу времени, т.е. если бы не было никаких перерывов в технологи -
ческом процессе.
А = Т
см
/ t
м
(3)
Коэффициент полезного времени показывает долю основного времени в
норме времени, т.е. ту часть времени в течение которого машина производит
продукт.
Из выражения (2) следует, что коэффициент полезного времени может
быть найден путём деления нормы производительности машины на теоретиче-
скую производительность.
К
п.в.
= Н
п
/ А (4)
Подставив в формулу (4) соответствующие значения из формул (1) и (3)
получим выражение для определения коэффициента полезного времени:
К
п.в.
= [(Т
см
– Т
б
) / (t
м
+ t
вн
+ t
с
)] : (Т
см
/ t
м
) =
=
[(Т
см
– Т
б
) t
м
] / [(t
м
+ t
вн
+ t
с
) Т
см
] (5)
обозначим
t
м
/ (t
м
+ t
вн
+ t
с
) = К
а
(6)
(Т
см
– Т
б
) / Т
см
= К
б
(7)
отсюда
К
п.в.
= К
а
К
б
(8)
где
К
а
– коэффициент, учитывающий простои по группе «а», т.е. простои, свя-
занные с поддержанием технологического процесса;
К
б
– коэффициент, учитывающий простои машин группы «б», т.е. простои,
связанные с обслуживанием рабочего места, а также отдыхом и личными на-
добностями.
2.4. Расчёт и выбор нормы обслуживания многостаночника
Многостаночное обслуживание требует организации рабочего места мно-
гостаночника, при которой его затраты труда на выполнение работы, а также на
переходы от машины к машине являются минимальными. Здесь имеются в виду
соответствующее расположение машин и другого оборудования на рабочем
месте, выбор наивыгоднейшего маршрута рабочего, передачи части работ об-
служивающему персоналу (например, чистки и смазки машины, наладки обо-
рудования и т.п.). Все эти мероприятия позволяют увеличить число машин, на
которых работает основной рабочий.
Многостаночное обслуживание возможно в тех случаях, когда соблюда-
ется условие:
t
м.с.
/ t
з
› 1 (9)
25
где t
м.с.
– машинное свободное время (время работы машины без участия
многостаночника) при выработке единицы продукции;
t
з
– время занятости многостаночника при выработке единицы изделия
на одной машине.
Число машин, на которых может работать многостаночник, находится,
естественно, в определённых пределах. С ростом числа машин - производи-
тельность рабочего повысится, но производительность оборудования при этом
будет уменьшаться, в связи с увеличением его остановов из-за совпадения. По -
добная зависимость имеет место до определённого предела, выше которого
рост производительности труда многостаночника прекратится: уменьшение
производительности оборудования из-за совпадений не будет компенсировать-
ся увеличением числа машин, на которых работает многостаночник.
При уменьшении числа машин, находящихся в ведении многостаночника,
производительность оборудования повышается в связи с сокращением переры-
вов в работе оборудования из-за совп адения, но у рабочего возникают простои,
вызванные недогрузкой.
И потери времени работы оборудования из-за совпадения, и простои мно-
гостаночника из-за его недогрузки будут влиять на себестоимость продукции.
Норму обслуживания устанавливают с учётом организационно-
технических условий производства. Так, в некоторых случаях (например, при
наличии «узких мест» в производстве), целесообразно предусматривать пони-
женные нормы обслуживания оборудования с некоторым ущербом для произ-
водительности труда на данном участке. А, предположим, при недостатке рабо-
чих уместно, чтобы предотвратить простои оборудования по этой причине, ус-
танавливать с некоторым ущербом для производительности оборудования по-
вышенные нормы обслуживания. Одним словом, в зависимости от конкретных
условий норму обслуживания приходится выбирать после определения её рас-
чётной величины.
В самом простом случае, когда технологический процесс протекает без
каких либо потерь времени, а также производится однородная продукция на
однотипном оборудовании, норму обслуживания можно рассчитать по формуле
n
расч
= t
ц /
t
з
(10)
Это следует из рис.1. В тоже время, t
ц
= t
з
+ t
м.с.
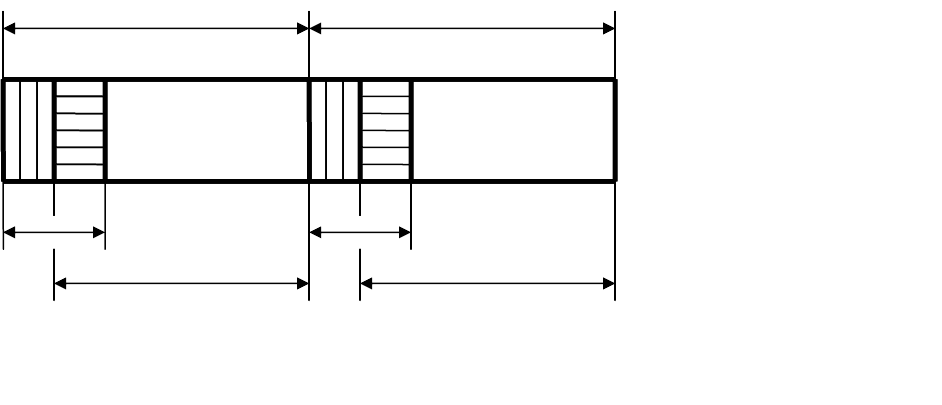
Однако, как говорилось в разделе «Классификация рабочего времени»
время занятости работника может складываться из вспомогательного перекры-
ваемого времени и вспомогательного неперекрываемого времени, т.е.
t
з
= t
в.н.
+ t
в.п.
, где t
в.н.
– вспомогательное неперекрываемое время выполне-
ния ручных рабочих приёмов;
t
в.п.
– вспомогательное перекрываемое время
выполнения ручных рабочих приёмов. Другими словами,
t
ц
= t
в.н.
+ t
в.п.
+ t
м.с.
Тогда, время цикла графически можно изобразить так,
как это показано на рис. 5.
Поскольку в течении перекрываемого времени машина работает и выпус-
кает продукцию, то оно входит в машинное время, т.е., в данном случае ма-
26
шинное время состоит из перекрываемого времени выполнения ручных приё-
мов и машинного свободного времени
t
м
= t
в.п.
+ t
м.с
, таким образом можно
записать
t
ц
= t
м
+ t
в.н.
. Тогда, согласно формуле (10)
n
расч
= (t
м
+ t
в.н
)
/ t
з
(11)
Для неравномерного нецикличного технологического процесса, где, как извест-
но, происходят потери времени как у оборудования из-за совпадения, так и у
работника из-за различных микропауз, возникающих в работе, число машин,
которые сможет обслужить многостаночник, определяют с учётом потерь вре-
мени из-за совпадения и возникающих микропауз по формуле:
n
расч
= [(t
м
+ t
в.н
)
/ t
з
] К
с
К
д
(12)
где К
с
– коэффициент совпадений, учитывающий время перерывов из-за сов-
падений;
К
д
- коэффициент учитывающий потери времени у рабочего за счёт воз -
никновения микропауз в процессе работы многостаночника.
В расчётах часто вместо времени занятости рабочего (t
з
) используют
коэффициент загруженности работой. Коэффициент загруженности работой
(К
з.р.
) показывает долю времени, затрачиваемого многостаночником на полез-
ную работу, т.е. на выполнение рабочих приёмов и активное наблюдение.
К
з.р.
= t
з.р
/ t
з
(13)
где
t
з.р
– время занятости (загруженности) рабочего выполнением рабочих
приёмов на единицу продукции, без учёта времени на перерывы, переходы и
пассивное наблюдение. Согласно формуле (13) можно записать:
t
з
= t
з.р
/ К
з.р.
(14)
Подставив значение
t
з
из формулы (14) в формулу (12) получим:
n
расч
= [(t
м
+ t
в.н
)
/ t
з
] К
с
К
д
К
з.р
(15)
Именно по этой формуле и определяют норму обслуживания для боль-
шинства многостаночников.
t
в.н.
t
в.п.
t
м.с
t
в.н.
t
в.п.
t
м.с
t
з
t
з
t
м
t
м
Р
ис. 5
t
ц
t
ц
27
К
з.р
устанавливают по данным наблюдений, дифференцированно, с учё-
том метода обслуживания рабочим оборудования (маршрутный, сторожевой,
комбинированный и т.д.)
Коэффициент
К
д
также устанавливают по данным наблюдений. Величи-
на этого коэффициента находится в пределах 0,9 – 0,97. Нижний предел этого
коэффициента относится к варианту обслуживания оборудования, вырабаты-
вающего неоднородную продукцию, а верхний – к варианту обслуживания обо-
рудования, вырабатывающего однородную продукцию. Второй вариант типи-
чен для текстильного производства, поэтому в текстиле
К
д
принимают равным
0,97.
Коэффициент совпадений
К
с
определяется по таблицам, в которых вели-
чина его дифференцирована в зависимости от зоны обслуживания и коэффици-
ента занятости рабочего на одном станке.
Если характер выполняемой работы многостаночника не связан с выра-
боткой определённых единиц продукции, то затраты времени рабочего необхо-
димо рассчитывать за смену и расчётную зону обслуживания определять по
формуле:
n
расч
=[(Т
см
– Т
б
) / Т
з
] К
с
К
д
(16)
где
Т
з
– время занятости многостаночника на одной машине в течение сме-
ны.
А в тех случаях, когда работа многостаночника не связана с выработкой
определённых единиц продукции и, к тому же, уходя с рабочего места на отдых
или по естественным надобностям, он не останавливает оборудование, то рас-
чётную зону обслуживания определяют по формуле:
n
расч
=(Т
см
/ Т
з
) К
с
К
д
(17)
2.5. Нормирование труда ткачей
Процесс формирования ткани – машинный, осуществляется на ткацких
станках различных типов.
Основное время процесса ткачества является машинным. В течение этого
времени нити основы переплетаются с нитями утка, образуя элемент ткани..
Характер вспомогательного времени зависит от конструкции станка, но
во всех случаях оно остаётся, в значительной мере, ручным и включает в ос-
новном: время на ликвидацию обрывов нитей основы и утка; заправку или при-
вязку основы; питание станка утком; съём ткани; поправку основы, разработку
брака.
Ко времени обслуживания рабочего места относят: Обмахивание и смазка
станков, ликвидация отрывов, мелкий ремонт и профилактический осмотр.
При сложившемся разделении труда работы, связанные с питанием стан-
ков основой (заправка или привязывание основы) выполняются заправщиком
28
основы или узловязальщиком при участии помощника мастера и отрывщицы.
Вспомогательные работы по поддержанию технологического процесса (ликви-
дация обрывов нитей основы и утка, поправка основы, чистка и проверка каче-
ства ткани, ликвидация самоостановов станка по техническим причинам) вы-
полняется ткачом.
При небольших зонах обслуживания (обычно до 12 станков) ткачи ис-
пользуют сторожевой или комбинированный метод обслуживания. При боль-
ших зонах – различные ви ды маршрутных методов, в частности, чаще всего,
используется продольно-возвратный маршрут, при котором ткач обходит все
станки сначала со стороны полотна, а затем со стороны основы.
Работы по поддержанию технологического процесса на ткацких станках,
связанные со значительными потерями времени (ликвидация отрывов, разра-
ботка брака, обработка основы после заправки и привязывания) чаще всего по-
ручают отрывщицам. В зону обслуживания отрывщиц входит обычно 90 – 100
станков.
Съём наработанной ткани со станка, в зависи мости от принятого разделе-
ния труда на предприятии, могут поручать либо самому ткачу, либо специаль-
ному работнику – съёмщику суровой ткани.
Рассмотрим пример:
Определить норму производительности ткацкого станка марки СТБ - 2 - 250 и
норму выработки ткача при выработки ткни «МИТКАЛЬ» арт.20.
Число нитей на ткацком навое ……………………………………………..… Ч
о
=2884
Линейная плотность нитей основы …………………………………………… 18,5 текс
утка …………………………………………….. 15,4 текс
Плотность ткани по утку ………………………………………………268нитей/10см
Ширина ткани по берду ………………………………………………….…… 117,3 см
Частота вращения главного вала ткацкого станка ……………………….… 220 об/мин
Число обрывов на 1 м. ткани основных нитей ……………………………………….. 0,2
уточных нитей ……………………………………….. 0,1
Масса уточной пряжи на бобине ………………………………………………… 1500 г
Длина ткани, нарабатываемой из одной основы ………………………………… 2100 м
Длина ткани в срезе …………………………………………………………….. 100 м
На станке вырабатываются два полотна с двух навоев
Чистка станка ……………………………………………………. один раз в 10 смен
Смазка станка ………………………………………………... один раз в три смены
РАСЧЁТЫ
Определяем теоретическую производительность ткацкого станка.
)час/м(85,92
10268
22060
К
10
у
П
.в.г
п60
А =⋅
⋅
⋅
=⋅
⋅
⋅
= ;
Определяем машинное время наработки 1 м ткани
)сек(5,365
85,9
3600
А
3600
м
t ===

29
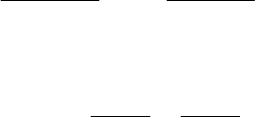
Таблица 9.
Составляем таблицу для расчётов вспомогательного времени
Норматив време-
ни, сек
Общее время на 1 м
ткани, сек
Рабочие приёмы
Пере-
рывы в
работе
станка
Затра-
ты ра-
бочего
времени
Число
случаев
на 1 м
ткани
Переры-
вы в ра-
боте
станка
t
в.н.
Заня-
тость
ткача
t
з.р.
Смена бобины с уточной пряжей 12 14 0,03 0,36 0,42
Раскладка запасных бобин с
уточной пряжей
-
2
0,03
-
0,06
Ликвидация обрыва нити основы 25 27 0,2 5 5,4
Ликвидация обрыва нити утка 30 32 0,1 3 3,2
Съём наработанной ткани - 120 1/100 - 1,2
Пуск станка при самоостанове 8 10 0,1 0,8 1,0
Поправка основы 2 4 1 2 4
Осмотр и чистка ткани - 4 1 - 4
Заправка и обработка основы 4326 - 1/2100 2,06 -
ИТОГО 13,22 19,28
Определяем число случаев смены уточной бобины на 1 м ткани
б
L
у
П)
к
Ш
б
Ш(1,0
б
Ч
⋅+
=
Длина нити на бобине
4,15
10001500
у
Т
1000
б
G
б
L
⋅
=
⋅
=
=97400 (м) ;
03,0
97400
268)5,123,117(1,0
б
Ч =
⋅⋅+
= ;
Время необходимое на привязку одной основы:
t
прив. =
t
.
Ч
н
= 1,5
.
2884 = 4326 (сек) ;
Определяем время простоев по группе «б»
Время на отдых …………………………………………………………. 15 мин
Время на личные надобности ……………………………………………. 10 мин
30
Таблица 10.
Время обслуживания рабочего места
Работа
Норматив
времени,
мин
Число
случаев
за смену
Общее время
перерывов
станка за
смену T
б
Занятость
ткача на 1 м
ткани, сек
Чистка станка по графику 35 1/10 3,5
Обмахивание станка 2 1 2 120/67,22=1,8
Смазка станка 5 1/3 1,7
Текущий ремонт и проф. осмотр 20 1 20
Прочие мелкие работы 3 1 3 180/67,22=2,7
Ликвидация отрыва основы - - 0,5
ИТОГО 30,7 4,5
T
б
= 30,7 +15 + 10 = 55,7 (мин)
Определяем количество метров ткани, нарабатываемых ткацким станком при К
с
= 1
22,67
)22,135,365(
60)7,55480(
.н.в
t
м
t
б
Т
см
Т
м
Ч =
+
⋅−
=
+
−
=
;
Время загруженности рабочими приёмами на одном станке при выработке одного м тка-
ни
t
з.р.
= 19,28 + 4,5 = 23,78 ;
Определяем число станков, которое может обслужить один ткач при К
с
= 1 и К
д
= 1.
Коэффициент загруженности работой К
з.р.
при работе на ткацких станках СТБ – 2 –
250 по опыту работы предприятий находится в пределах 0,6 – 0,65. Примем К
з.р
. = 0,6,
тогда
);ст(6,96,0
78,23
22,135,365
.р.з
К
.р.з
t
.н.в
t
м
t
расч
n =⋅
+
=⋅
+
=
′
Коэффициент занятости ткача на одном станке
1,0
6,0)22,135,365(
78,23
.р.з
К)
.н.в
t
м
t(
.р.з
t
з
К =
⋅+
=
⋅+
=
;
Определяем К
с
при норме обслуживания 10 станков и К
3
= 0,1.
К
с
= 1,19.
Число станков, которое может обслужить один ткач при К
с
= 1,19; и К
д
= 0,97
);ст(03,1197,019,16,0
78,23
22,135,365
д
К
с
К
.р.з
К
.р.з
t
.н.в
t
м
t
расч
n =⋅⋅⋅
+
=⋅⋅⋅
+
=
Принимаем Н
о
= 11 станкам.
Определяем коэффициент полезного времени