Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

СИСТЕМЫ РЕЗЦОВ
213
чивания на токарных станках средних и малых размеров (табл. 6.1), в
которую входят размеры державок с сечениями Я х В, обеспечи-
вающими выполнение всего многообразия'переходов токарной
обработки с использованием необходимого и достаточного коли-
чества форм и размеров СМП, предусмотренных международными
и отечественными стандартами [37].
Система резцов формируется на базе рациональных типораз-
мерных рядов пластин (см. главу 5). Каждая форма пластины и тип
крепления имеют свою область применения по диапазону условий
обработки и по размерам резцов. Для одного и того же размера
резца могут применяться несколько типов крепления СМП с уче-
том достоинств, проявляющихся в конкретных условиях эксплуа-
тации. Например, крепление СМП типа Р имеет пониженную же-
сткость и прочность, повышенную чувствительность к некоторым
дефектам изготовления, но позволяет сконструировать резцы с не-
сколькими открытыми вершинами. Наибольшую эффективность
этот тип обеспечивает в средней части диапазона размеров резцов.
В связи с появлением новых инструментальных материалов
область распространения типов крепления СМП может смещаться.
То же происходит при совершенствовании технологии изготовле-
ния узлов крепления
пластин.
Например, внедрение резцов с креп-
лением за фасонное отверстие (тип S) значительно уменьшило ко-
личество конструкций резцов малых размеров с креплением типа Р.
Для систематизации резцы условно разделяют на четыре
группы типоразмеров. В первую группу входят резцы с высотой
Н=8; 10; 12 и 16 мм, которые предназначены для легких станков с
наибольшим диаметром устанавливаемой заготовки над станиной
D
c
<
250 мм; во вторую группу - резцы с высотой Я = 20; 25 и 32 мм,
предназначенные для средних станков с D
c
от 250 до 630 мм; в
третью группу - соответственно резцы с Я = 40 и 50 мм, предна-
значенные для крупных и тяжелых станков с D
c
= 800;
1000 и 1250 мм. Четвертая группа включает специальные конст-
рукции резцов для тяжелых и уникальных станков.
214 Глава 6. СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
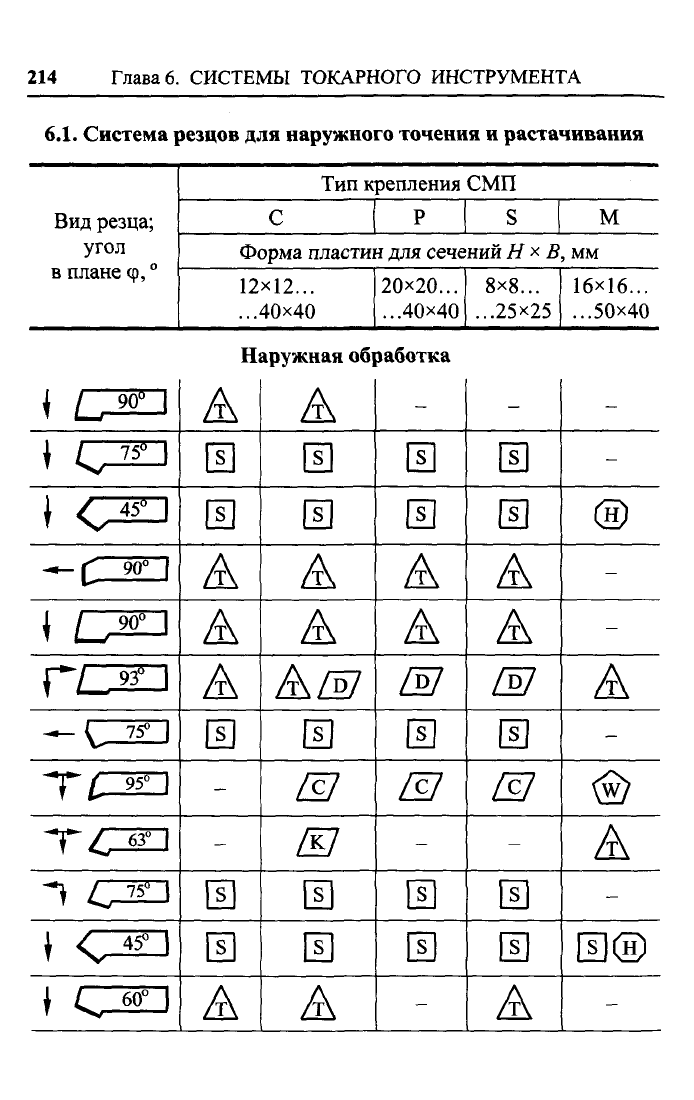
6.1.
Система резцов для наружного точения и растачивания
Вид резца;
угол
в плане ф,
Тип крепления СМП
С ( Р
S
М
Форма пластин для сечений Их В, мм
12x12...
...40x40
20x20...
...40x40
8x8...
...25x25
16x16...
...50x40
Наружная обработка
• L
90
" 1
1 С'
5
" 1
1 С^и
—с
«°°
i
1 L
90
" 1
П_93" 1
— \. № 1
Т £
95
° 1
тс «*• i
-*! С w I
* <,-« 1
» с «• 1
А
Е
Ш
А
А
А
Ш
-
-
S
0
А
А
Ш
Е
А
А
А/в7
Е
£7
ZE7
Ш
Е
А
-
S
ш
А
А
Ш
Е
/с7
-
S
S
-
-
S
LH
А
А
ш
Е
Z£7
-
Ц]
ш
А
-
-
®
-
-
А
-
®
А
-
ш®
-
СИСТЕМЫ РЕЗЦОВ
215
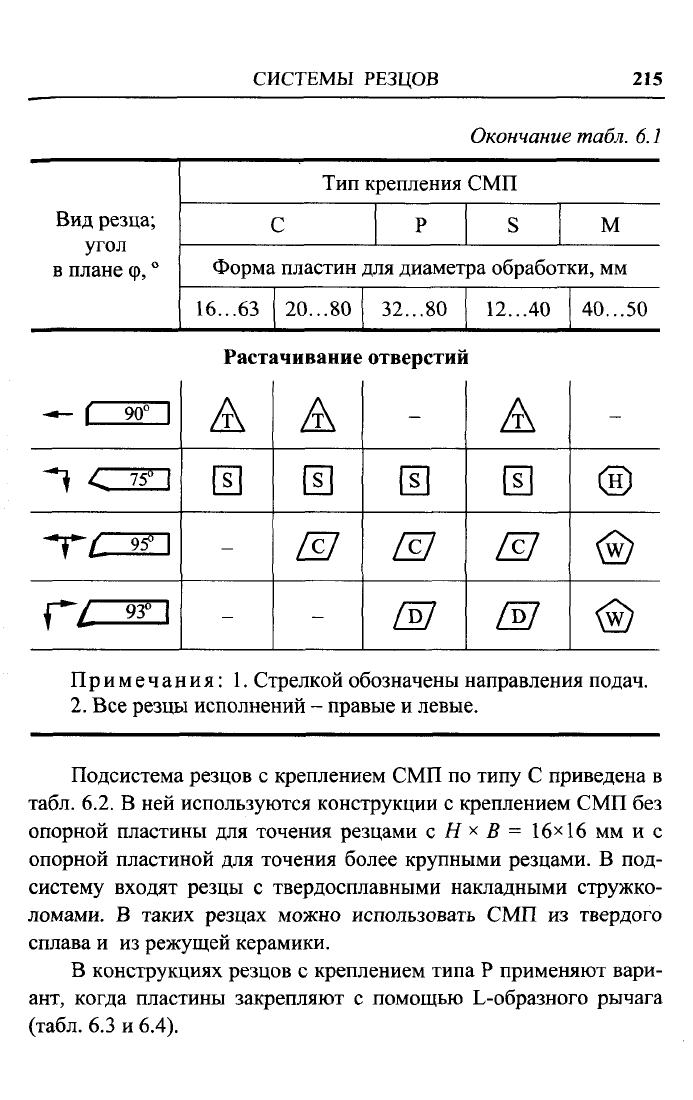
Окончание табл. 6.1
Вид резца;
в плане
ср,
°
Тип крепления СМП
С Р S
М
Форма пластин для диаметра обработки, мм
16...63 20...80 32...80
12...40 40...50
Растачивание отверстий
*- f 90° 1
-{ 4, 75" |
Т~С
95
*
1
р/
9У 1
А
S
-
-
А
S
(Ш
-
-
S
ш
ш
А
S
ш
ш
-
®
®
®
Примечания: 1. Стрелкой обозначены направления подач.
2.
Все резцы исполнений - правые и левые.
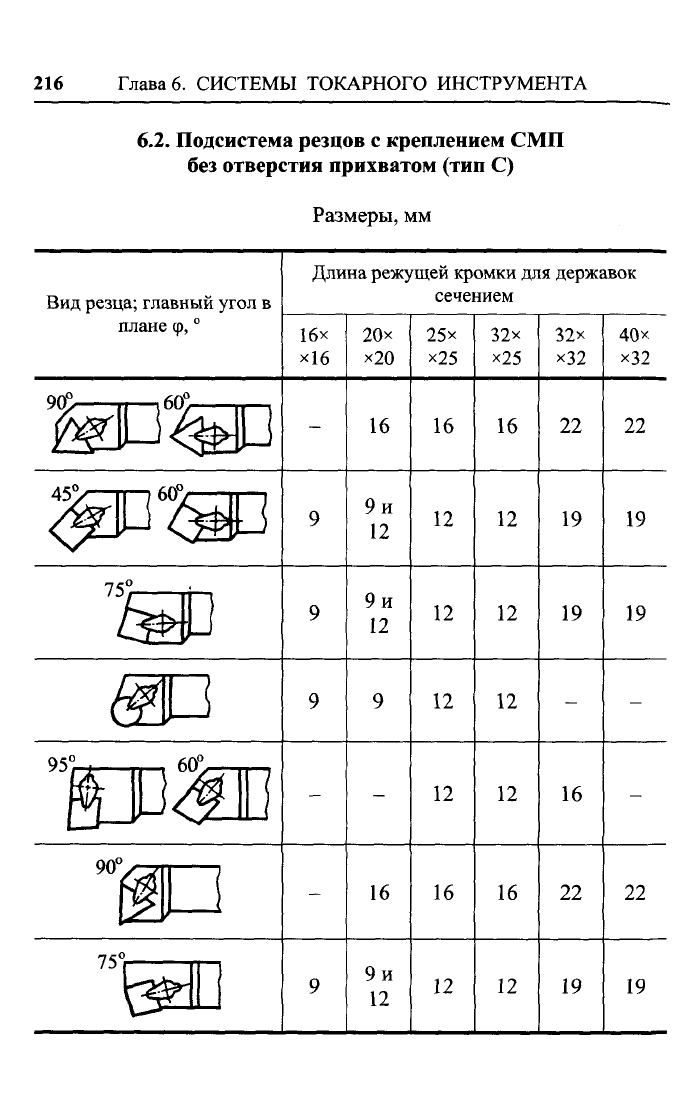
Подсистема резцов с креплением СМП по типу С приведена в
табл. 6.2. В ней используются конструкции с креплением СМП без
опорной пластины для точения резцами сЯх£=16х16
мм и с
опорной пластиной для точения более крупными резцами. В под-
систему входят резцы с твердосплавными накладными стружко-
ломами. В таких резцах можно использовать СМП из твердого
сплава и из режущей керамики.
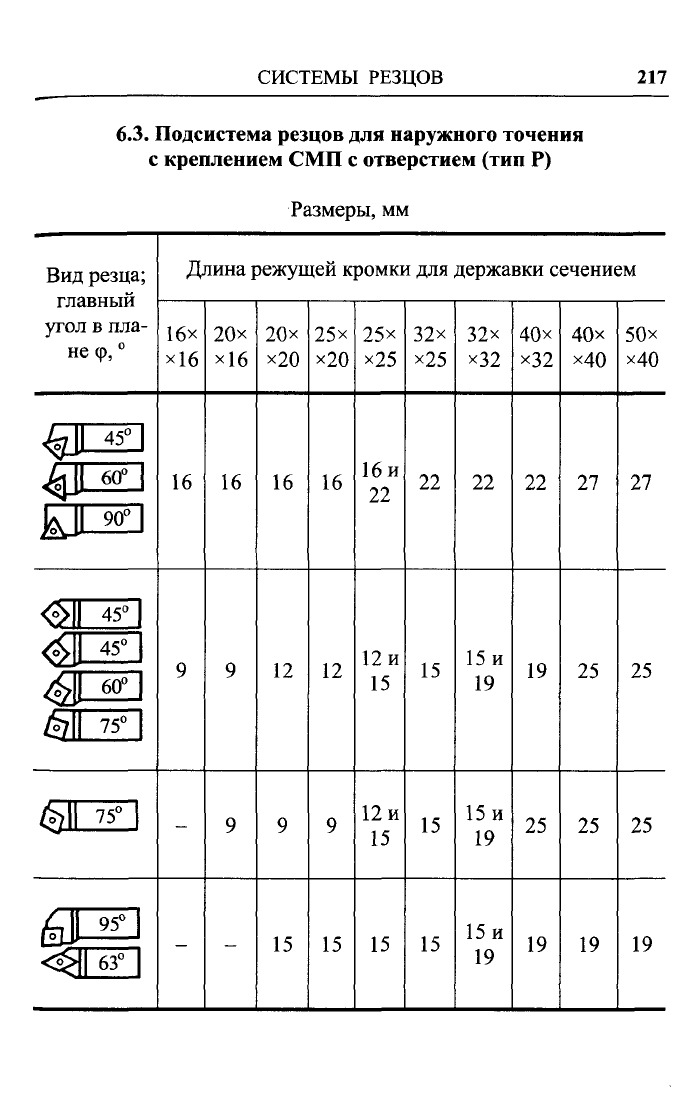
В конструкциях резцов с креплением типа Р применяют вари-
ант, когда пластины закрепляют с помощью L-образного рычага
(табл. 6.3 и 6.4).
216 Глава 6. СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
6.2. Подсистема резцов с креплением СМП
без отверстия прихватом (тип С)
Размеры, мм
Вид резца; главный угол в
плане
ср,
°
ш$ш
&РЩ1
Ш
тз
°*° i 60°
ED4:.]
90
°бш\—?
75° -п—\
\$LJ
Длина режущей кромки для державок
сечением
16х
х16
-
9
9
9
-
-
9
20х
х20
16
9и
12
9и
12
9
-
16
9и
12
25х
х25
16
12
12
12
12
16
12
32х
х25
16
12
12
12
12
16
12
32х
х32
22
19
19
-
16
22
19
40*
х32
22
19
19
-
-
22
19
СИСТЕМЫ РЕЗЦОВ 217
6.3.
Подсистема резцов для наружного точения
с креплением СМП с отверстием (тип Р)
Размеры, мм
Вид резца;
главный
угол в пла-
не
ср,
°
НЕ
45°
~60°~
~90°~
45°
§1
75°
75°
95°
0
Длина режущей кромки для державки сечением
16х
х16
20х
х16
20х
х20
25х
х20
16 16 16 16
25х
х25
16и
22
32х
х25
32х
х32
40х
х32
40х
х40
50х
х40
22 22 22 27 27
12 12
12
и
15
15
15
и
19
19 25 25
15 15
12
и
15
15
15
15
15и
19
15
и
19
25 25 25
19 19 19
218 Глава 6. СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
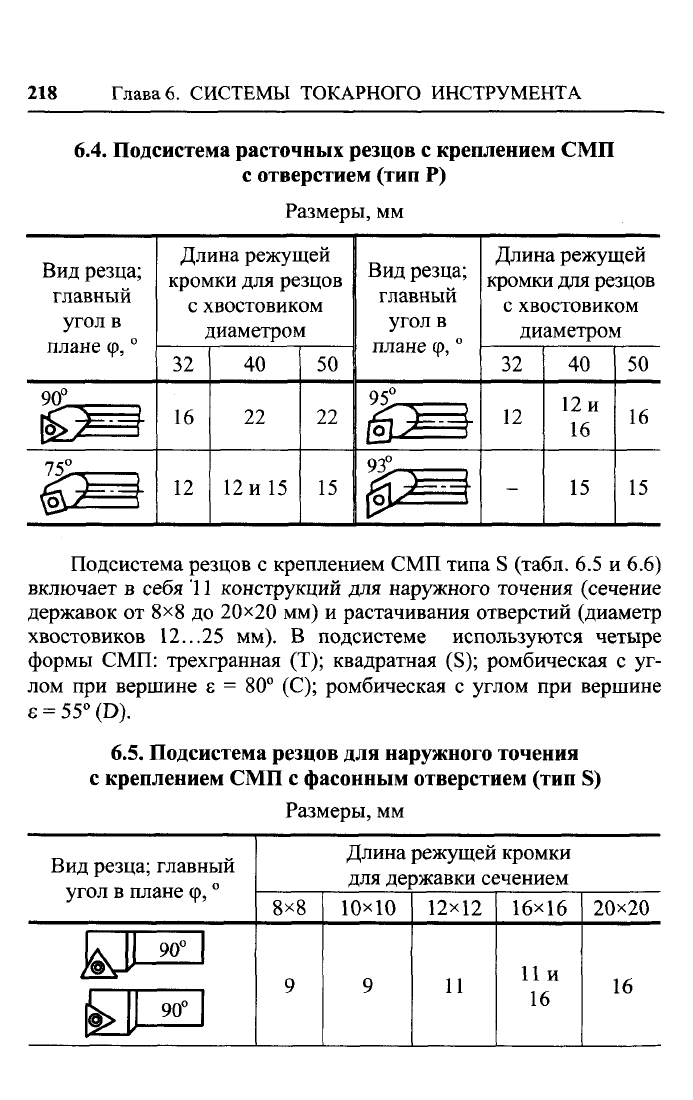
6.4. Подсистема расточных резцов с креплением СМП
с отверстием (тип Р)
Размеры, мм
Т
Вид резца;
главный
угол в
плане
ср,
°
Длина режущей
кромки для резцов
с хвостовиком
диаметром
32 40 50
Вид резца;
главный
угол в
плане ф, °
Длина режущей
кромки для резцов
с хвостовиком
диаметром
32
40 50
16 22
95!
22
*£Ш
12
12 и
16
16
75°
12
12 и 15
15
93°
15 15
Подсистема резцов с креплением СМП типа S (табл. 6.5 и 6.6)
включает в себя 11 конструкций для наружного точения (сечение
державок от
8><8
до 20x20 мм) и растачивания отверстий (диаметр
хвостовиков 12...25 мм). В подсистеме используются четыре
формы СМП: трехгранная (Т); квадратная (S); ромбическая с уг-
лом при вершине е = 80° (С); ромбическая с углом при вершине
е = 55° (D).
6.5. Подсистема резцов для наружного точения
с креплением СМП с фасонным отверстием (тип S)
Размеры, мм
Вил резца; главный
ЛТ1
_,
nrTaiIQ
,
ft
о
&у
k-
90°
90°
8x8
9
Длина
для де]
10x10
9
режущей кромки
эжавки сечением
12x12
11
16x16
Пи
16
20x20
16
СИСТЕМЫ РЕЗЦОВ
219
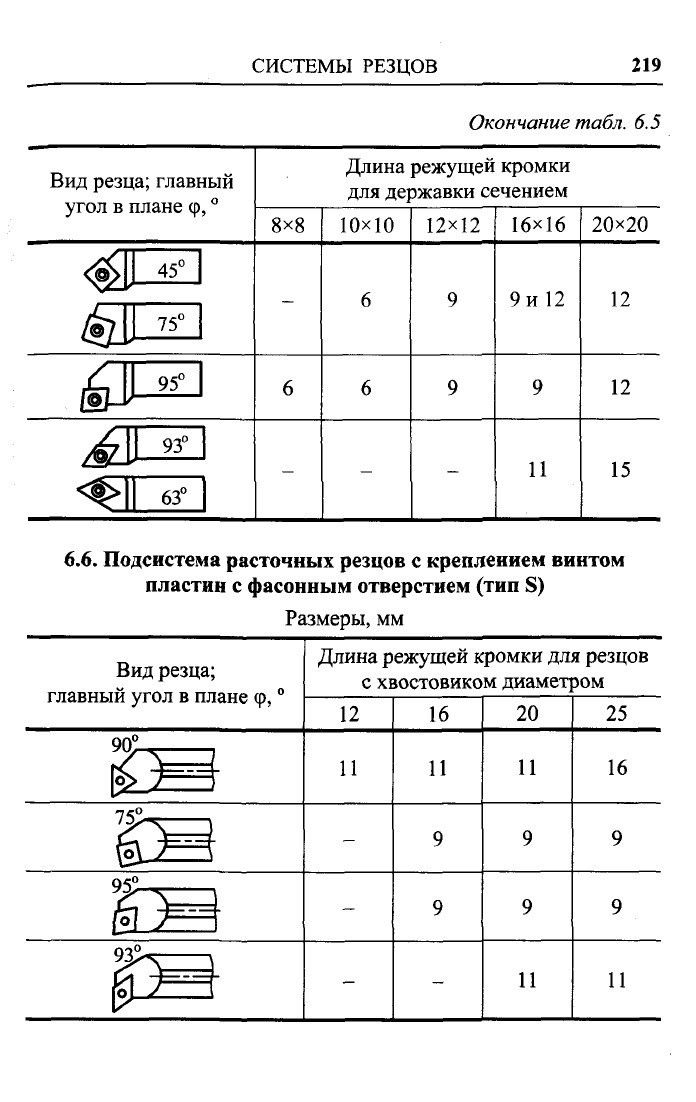
Окончание
табл.
6.5
Вид резца; главный
4_
4я
®J
Ш-
<^>
45°
75°
95°
93°
63°
Длина режущей кромки
для державки сечением
8x8
-
6
-
10x10
6
6
-
12x12
9
9
-
16x16
9и12
9
11
20x20
12
12
15
6.6. Подсистема расточных резцов с креплением винтом
пластин с фасонным отверстием (тип S)
Размеры, мм
Вид резца;
on
0
Is
95°
Й^
is
i^,
Длина режущей кромки
дл
с хвостовиком диамет
12
11
-
-
-
16
И
9
9
-
20
11
9
9
11
я резцов
ЮМ
25
16
9
9
11
9
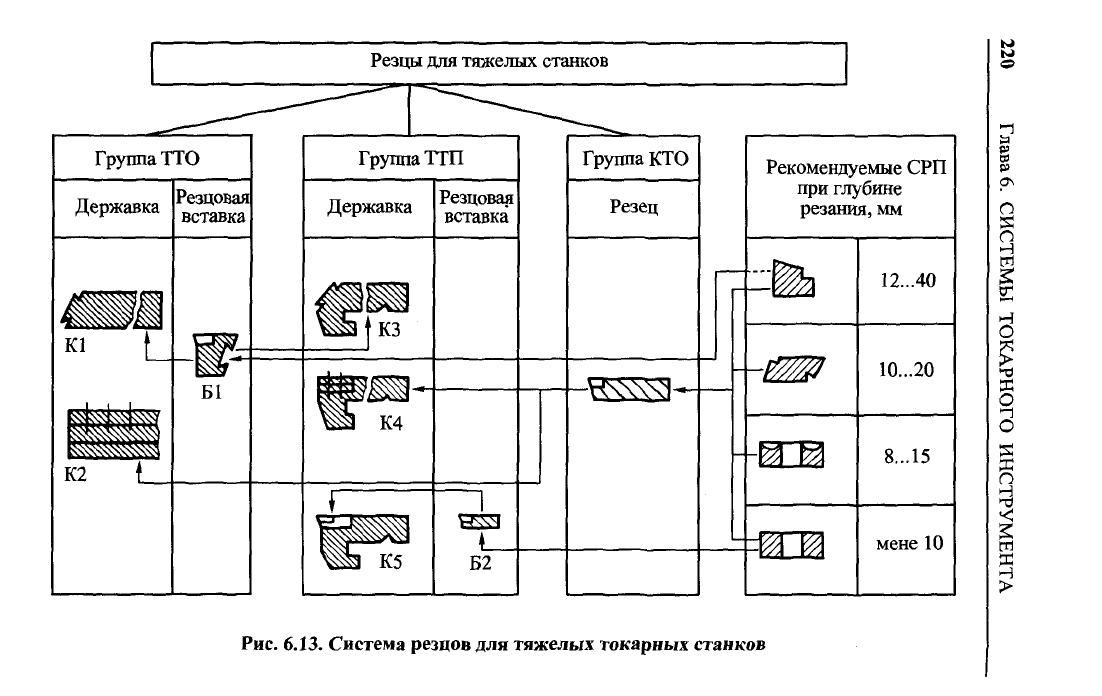
Рис.
6.13.
Система резцов для тяжелых токарных станков
СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ 221
Резцы для тяжелых и токарных станков систематизированы и
сгруппированы по назначению (рис. 6.13):
а) группа ТТО - для тяжелых токарных станков с наибольшим
диаметром устанавливаемой заготовки D
c
= 1250...4000 мм и для
карусельных станков с наибольшим диаметром устанавливаемой
заготовки D
c
= 3200 12 000 мм, имеющих обычные рез-
цедержатели;
б) группа ТТП - для тяжелых токарных станков с ЧПУ с пла-
стинчатыми резцедержателями;
в) группа КТО - для токарных станков с наибольшим диамет-
ром устанавливаемой заготовки D
c
= 800... 1000 мм, имеющих
стандартные токарные резцедержатели, и карусельных станков с
наибольшим диаметром устанавливаемой заготовки D
c
= 1600...
2800 мм.
В державках К1 и КЗ крепят резцовые вставки Б1 для боль-
ших глубин резания, в державках К2 и К4 - резцы группы КТО для
средних глубин резания и в державке К5 - резцовые вставки Б2
для малых глубин резания.
Различные варианты сочленения корпусов, блоков, резцов и
пластин позволяют получить более 200 видов резцов для различ-
ных переходов наружного точения с различными главными углами
в плане и длинами режущих лезвий.
6.3.
Системы отрезных и канавочных резцов
При обработке деталей в машиностроении распространенны-
ми операциями являются прорезка различных канавок и отрезка
готовых изделий. В машинном времени станков токарной группы
доля, приходящаяся на операции отрезки и прорезки канавок, со-
ставляет более 5 %.
В конструкциях отрезных и канавочных резцов, как правило,
используется однокромочная режущая СРП, установленная V-
образным выступом опорной поверхности в соответствующем па-
зу корпуса. Разработана широкая гамма отрезных и канавочных
резцов различного назначения, которая насчитывает около 1600
типоразмеров с шириной режущей части СРП, полученной прессо-
ванием, от 3,2 до 12,7 мм, а с вышлифованной режущей частью - от
1,1 до 6,0 мм. В конструкции с однокромочными режущими пла-
222 Глава
6.
СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
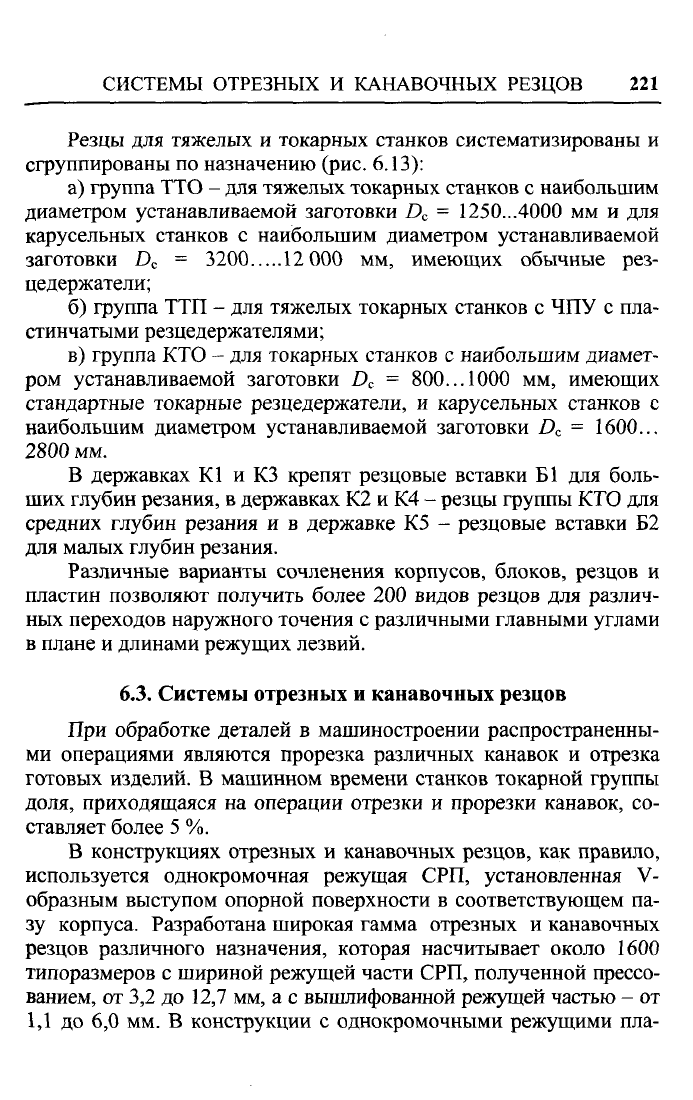
стинами фирмы Sandvik Coromant используется самозакли-
нивание пластины в пружинящей державке (рис. 6.14). Режущие
пластины выполнены с V-образными пазами, которыми они взаи-
модействуют с ответными базовыми поверхностями державки.
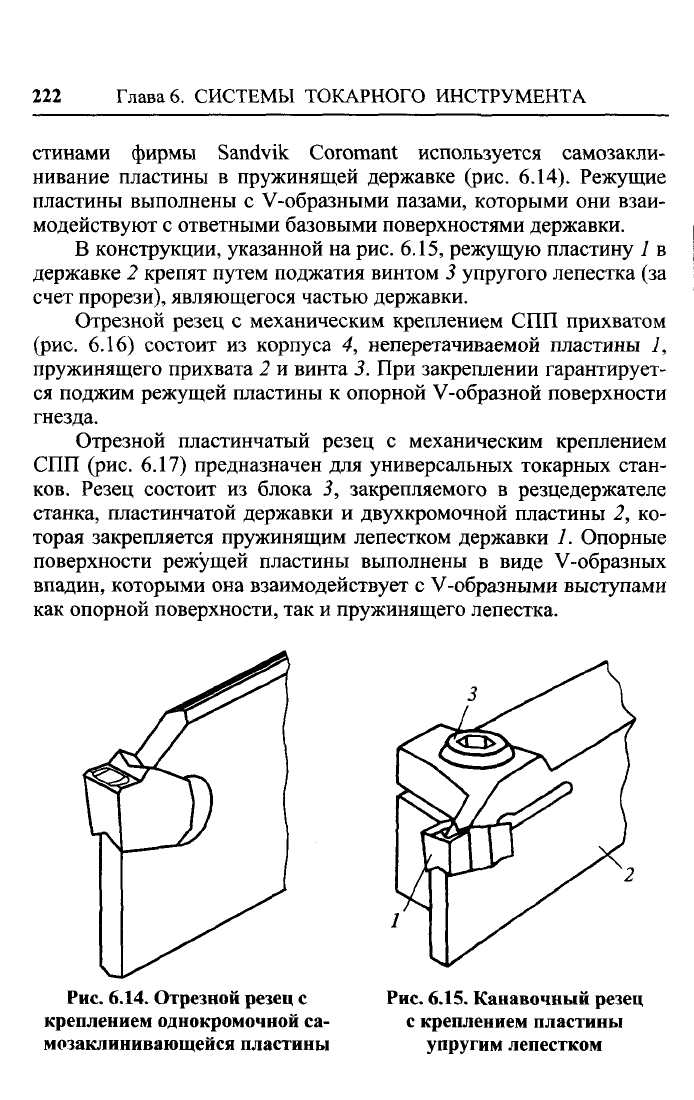
В конструкции, указанной на рис. 6.15, режущую пластину / в
державке 2 крепят путем поджатия винтом 3 упругого лепестка (за
счет прорези), являющегося частью державки.
Отрезной резец с механическим креплением СПП прихватом
(рис.
6.16) состоит из корпуса 4, неперетачиваемой пластины 1,
пружинящего прихвата 2 и винта 3. При закреплении гарантирует-
ся поджим режущей пластины к опорной V-образной поверхности
гнезда.
Отрезной пластинчатый резец с механическим креплением
СПП (рис. 6.17) предназначен для универсальных токарных стан-
ков.
Резец состоит из блока 3, закрепляемого в резцедержателе
станка, пластинчатой державки и двухкромочной пластины 2, ко-
торая закрепляется пружинящим лепестком державки /. Опорные
поверхности режущей пластины выполнены в виде V-образных
впадин, которыми она взаимодействует с V-образными выступами
как опорной поверхности, так и пружинящего лепестка.
Рис.
6.14. Отрезной резец с Рис.
6.15.
Канавочиый резец
креплением однокромочной са- с креплением пластины
мозаклинивающейся пластины упругим лепестком