Маслов А.Р. Инструментальные системы машиностроительных производств
Подождите немного. Документ загружается.

СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫ* РЕЗЦОВ 223
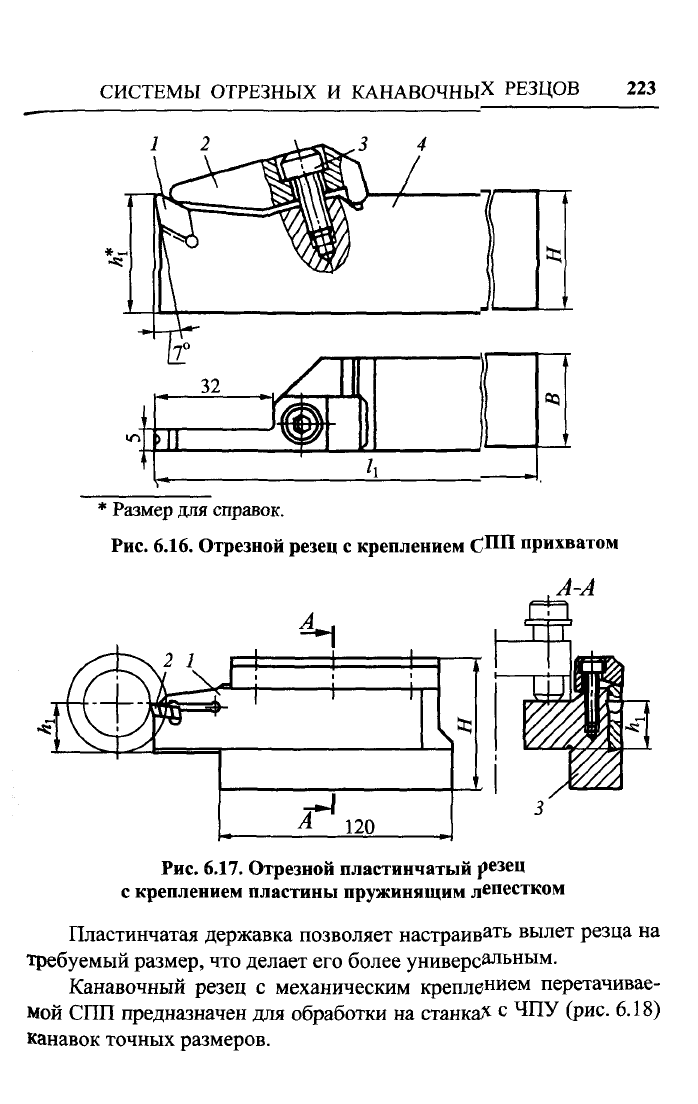
* Размер для справок.
Рис.
6.16. Отрезной резец с креплением СПП прихватом
Ч
А 120
Рис.
6.17. Отрезной пластинчатый резец
с креплением пластины пружинящим л
еп
естком
Пластинчатая державка позволяет настраивать вылет резца на
требуемый размер, что делает его более универсал
ьным
-
Канавочныи резец с механическим крепле
нием
перетачивае-
мой СПП предназначен для обработки на станка*
с
ЧПУ (рис. 6.18)
канавок точных размеров.
224 Глава
6.
СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
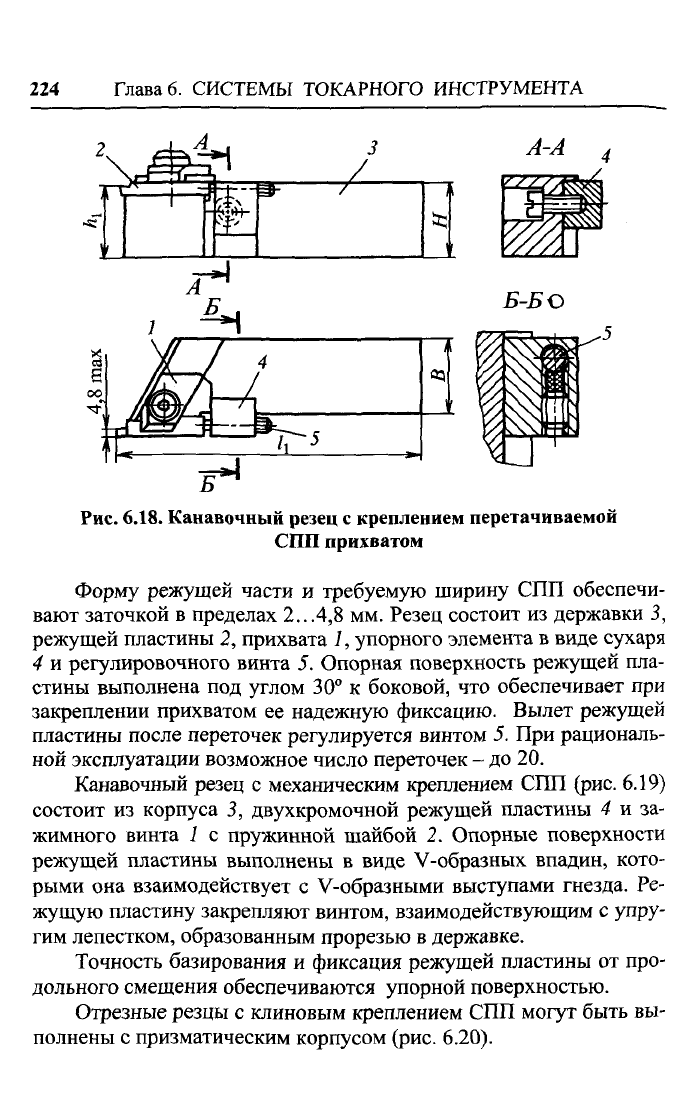
Рис.
6.18.
Канавочный резец с креплением перетачиваемой
СПП прихватом
Форму режущей части и требуемую ширину СПП обеспечи-
вают заточкой в пределах 2...4,8 мм. Резец состоит из державки 3,
режущей пластины 2, прихвата /, упорного элемента в виде сухаря
4 и регулировочного винта 5. Опорная поверхность режущей пла-
стины выполнена под углом 30° к боковой, что обеспечивает при
закреплении прихватом ее надежную фиксацию. Вылет режущей
пластины после переточек регулируется винтом 5. При рациональ-
ной эксплуатации возможное число переточек - до 20.
Канавочный резец с механическим креплением СПП (рис. 6.19)
состоит из корпуса 3, двухкромочной режущей пластины 4 и за-
жимного винта 1 с пружинной шайбой 2. Опорные поверхности
режущей пластины выполнены в виде V-образных впадин, кото-
рыми она взаимодействует с V-образными выступами гнезда. Ре-
жущую пластину закрепляют винтом, взаимодействующим с упру-
гим лепестком, образованным прорезью в державке.
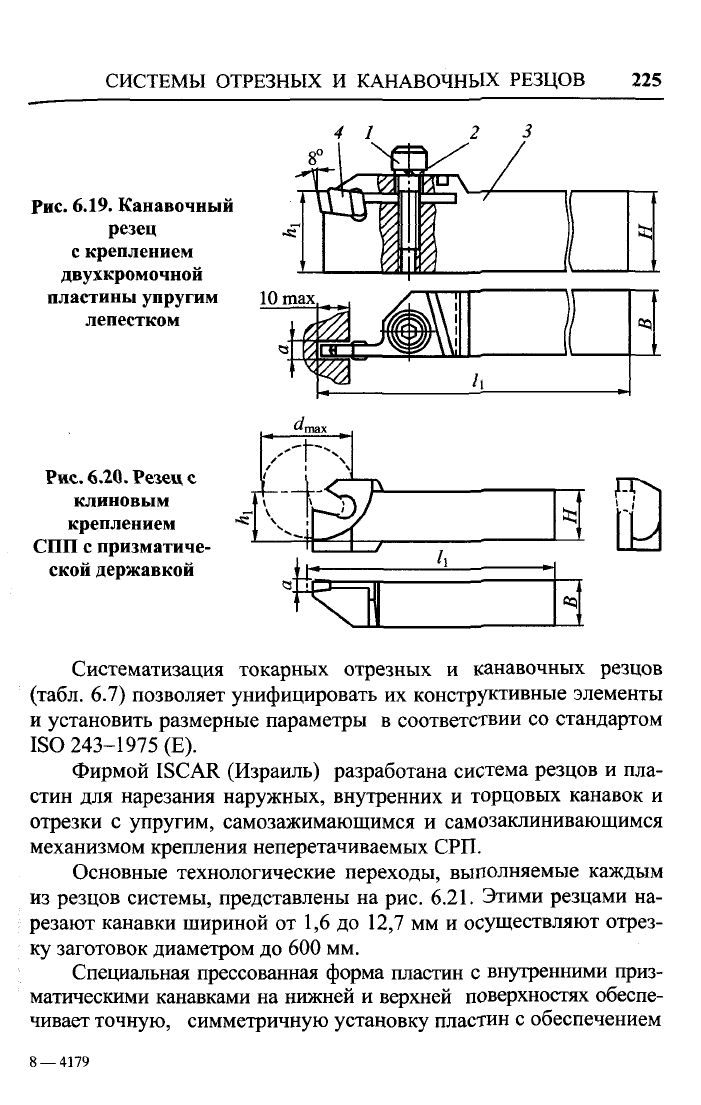
Точность базирования и фиксация режущей пластины от про-
дольного смещения обеспечиваются упорной поверхностью.
Отрезные резцы с клиновым креплением СПП могут быть вы-
полнены с призматическим корпусом (рис. 6.20).
СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ 225
Рис. 6.19. Канавочный
резец
с креплением
двухкромочной
пластины упругим Ютах
лепестком
Рис.
6.20.
Резец с
клиновым
креплением •*
СПП с призматиче-
ской державкой
Систематизация токарных отрезных и канавочных резцов
(табл. 6.7) позволяет унифицировать их конструктивные элементы
и установить размерные параметры в соответствии со стандартом
ISO 243-1975 (Е).
Фирмой ISCAR (Израиль) разработана система резцов и пла-
стин для нарезания наружных, внутренних и торцовых канавок и
отрезки с упругим, самозажимающимся и самозаклинивающимся
механизмом крепления неперетачиваемых СРП.
Основные технологические переходы, выполняемые каждым
из резцов системы, представлены на рис. 6.21. Этими резцами на-
резают канавки шириной от 1,6 до 12,7 мм и осуществляют отрез-
ку заготовок диаметром до 600 мм.
Специальная прессованная форма пластин с внутренними приз-
матическими канавками на нижней и верхней поверхностях обеспе-
чивает точную, симметричную установку пластин с обеспечением
8 — 4179
226 Глава
6.
СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
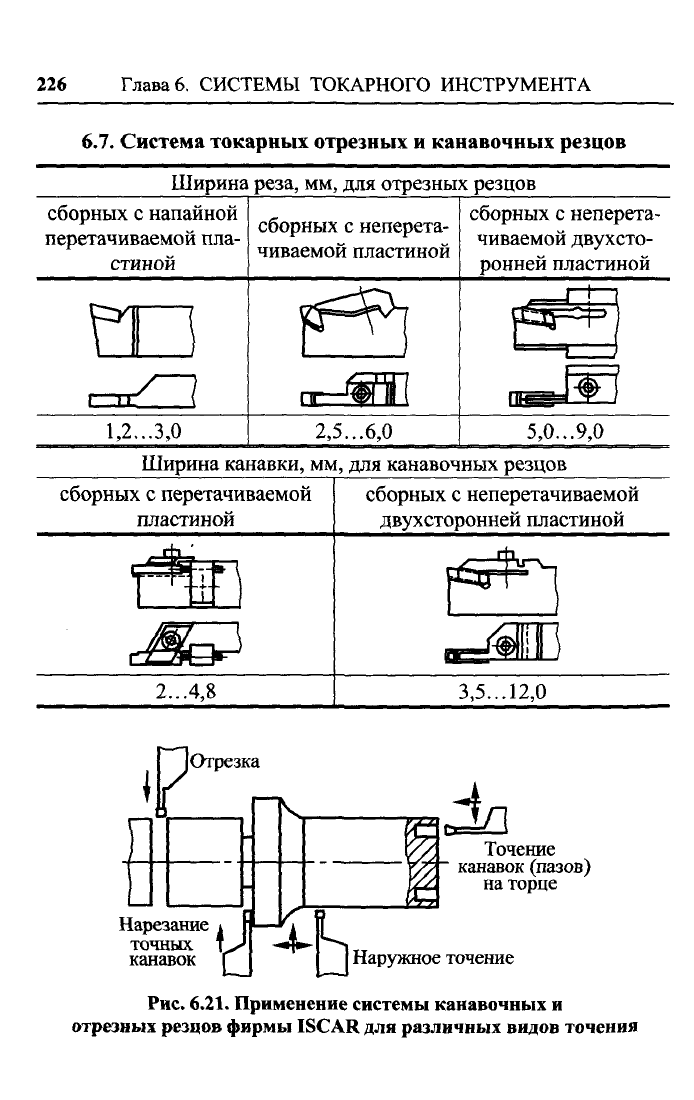
6.7. Система токарных отрезных
и
канавочных резцов
Ширина реза, мм, для отрезных резцов
сборных
с
напайной
перетачиваемой пла-
стиной
сборных
с
неперета-
чиваемой пластиной
сборных
с
неперета-
чиваемой двухсто-
ронней пластиной
Е
i—гт
ПЕН
iW
1,2,..3,0
2,5...6,0
5,0...9,0
Ширина канавки, мм, для канавочных резцов
сборных с перетачиваемой
пластиной
С
^3
Щ
-н
*)
сМ^
2...4,8
сборных с неперетачиваемой
двухсторонней пластиной
у Фи-^_
ЛггЧ
mz£®
ю
3,5...
12,0
Нарезание
t
точных
tx'
канавок
Г
Лп
Точение
канавок (пазов)
на торце
Наружное точение
Рис.
6.21.
Применение системы канавочных
и
отрезных резцов фирмы ISCAR для различных видов точения
СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ 227
гобходимой жесткости, позволяющей вести обработку в любом
травлении.
Основное ДОСТОИНСТВО системы - возможность многонаправ-
ашой обработки, что делает ее наиболее универсальной системой.
Державки резцов имеют стандартные сечения (от 10x10 до
2x32 мм). Резцы с обычной державкой позволяют обрабатывать
анавки глубиной до 25 мм, а пластинчатые резцы - канавки глу-
иной до 100 мм. В качестве инструментального материала ис-
ользуется кермет, а также твердые сплавы групп Р20-Р50 с изно-
остойким покрытием.
Система фирмы ISCAR базируется на двух типах режущих
ластин:
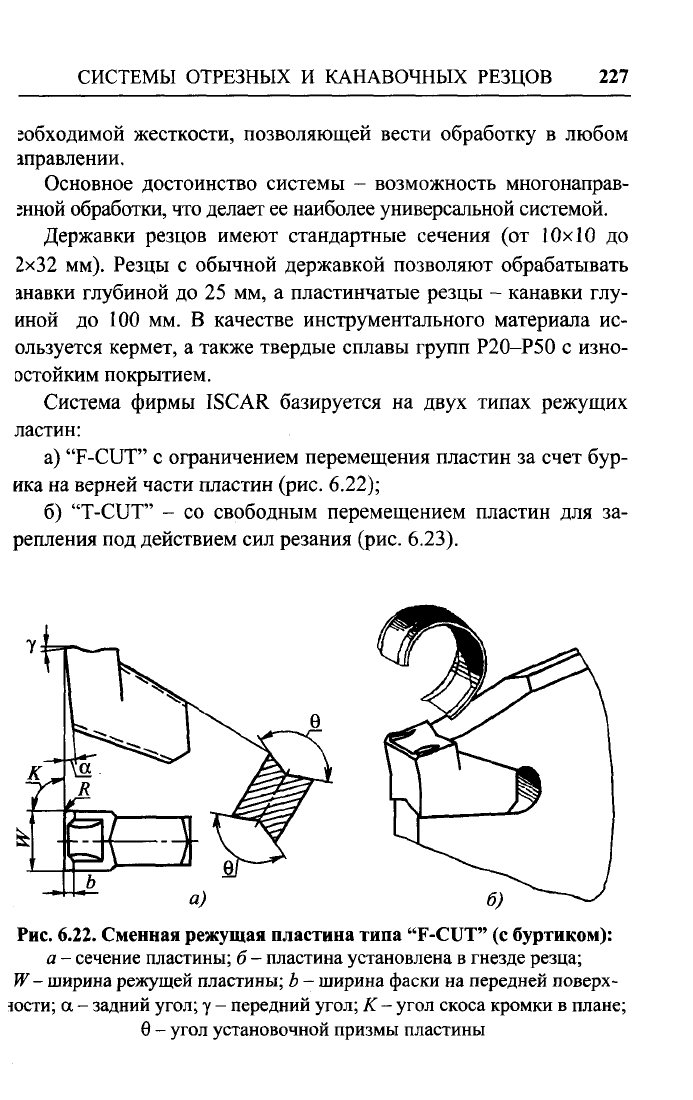
а) "F-CUT" с ограничением перемещения пластин за счет бур-
ика на верней части пластин (рис. 6.22);
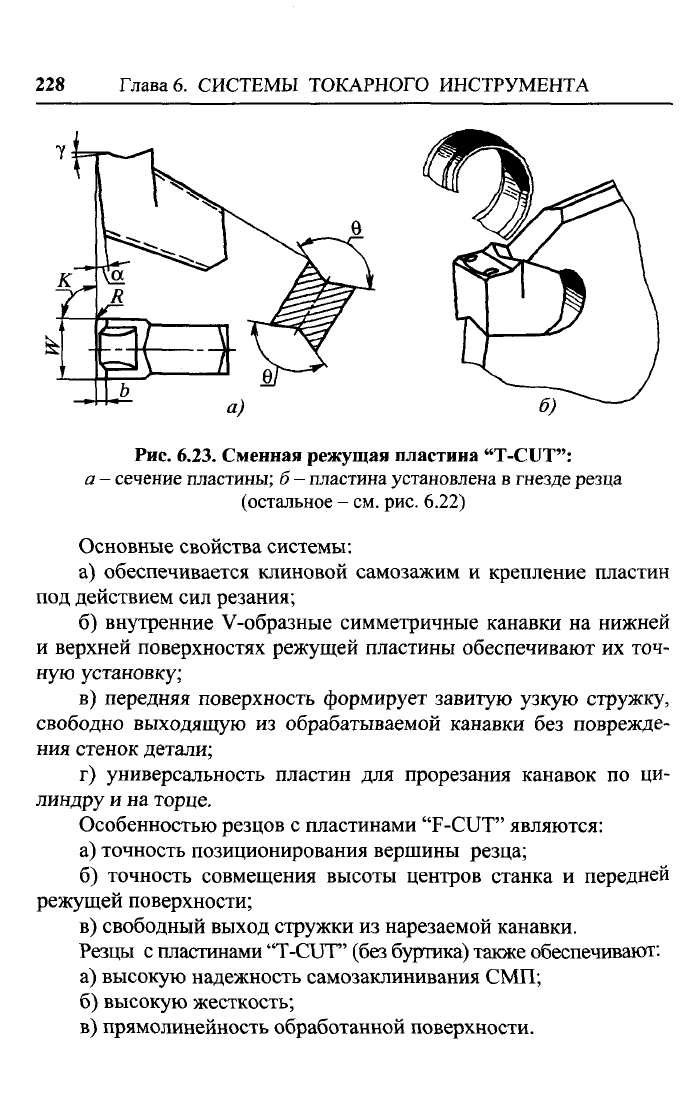
б) "T-CUT" - со свободным перемещением пластин для за-
репления под действием сил резания (рис. 6.23).
Рис.
6.22. Сменная режущая пластина типа
"F-CUT"
(с буртиком):
а - сечение пластины;
б
- пластина установлена
в
гнезде резца;
W - ширина режущей
пластины;
Ъ
- ширина фаски на передней поверх-
гости; а - задний
угол;
у
- передний
угол;
К -
угол
скоса кромки в плане;
0 - угол установочной призмы пластины
228 Глава
6.
СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
Рис. 6.23. Сменная режущая пластина "T-CUT":
а - сечение пластины;
б
- пластина установлена в гнезде резца
(остальное -
см.
рис. 6.22)
Основные свойства системы:
а) обеспечивается клиновой самозажим и крепление пластин
под действием сил резания;
б) внутренние V-образные симметричные канавки на нижней
и верхней поверхностях режущей пластины обеспечивают их точ-
ную установку;
в) передняя поверхность формирует завитую узкую стружку,
свободно выходящую из обрабатываемой канавки без поврежде-
ния стенок детали;
г) универсальность пластин для прорезания канавок по ци-
линдру и на торце.
Особенностью резцов с пластинами "F-CUT" являются:
а) точность позиционирования вершины резца;
б) точность совмещения высоты центров станка и передней
режущей поверхности;
в) свободный выход стружки из нарезаемой канавки.
Резцы с пластинами "T-CUT" (без буртика) также обеспечивают:
а) высокую надежность самозаклинивания СМП;
б) высокую жесткость;
в) прямолинейность обработанной поверхности.
СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ 229
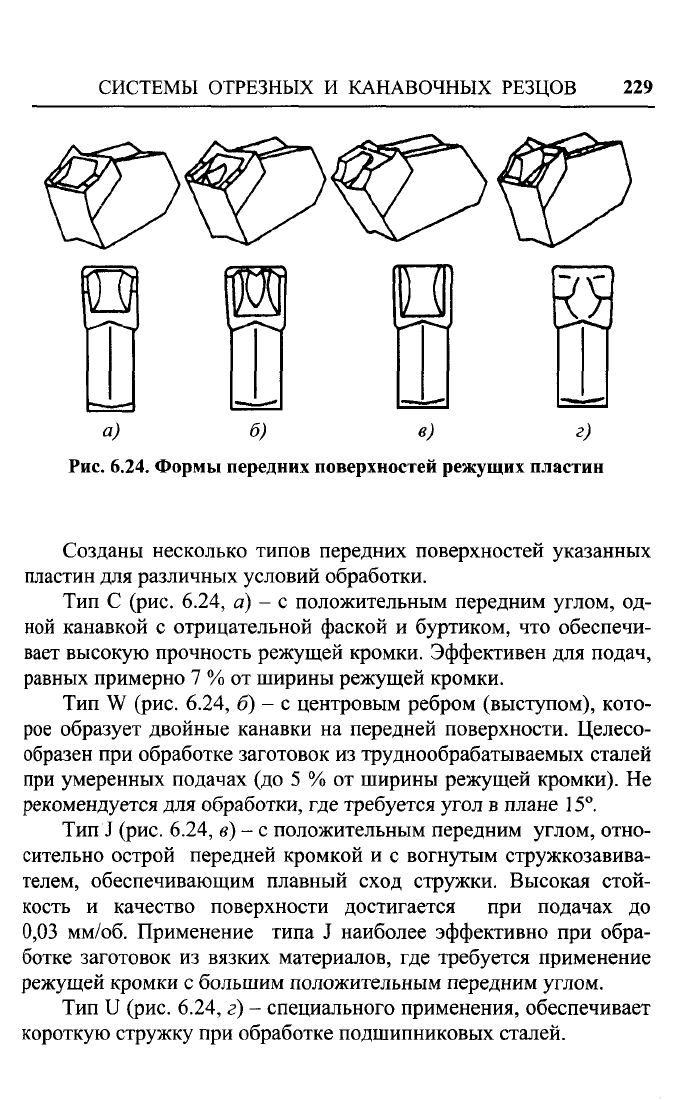
а) 6) в) г)
Рис. 6.24. Формы передних поверхностей режущих пластин
Созданы несколько типов передних поверхностей указанных
пластин для различных условий обработки.
Тип С (рис. 6.24, а) - с положительным передним углом, од-
ной канавкой с отрицательной фаской и буртиком, что обеспечи-
вает высокую прочность режущей кромки. Эффективен для подач,
равных примерно 7 % от ширины режущей кромки.
Тип W (рис. 6.24, б) - с центровым ребром (выступом), кото-
рое образует двойные канавки на передней поверхности. Целесо-
образен при обработке заготовок из труднообрабатываемых сталей
при умеренных подачах (до 5 % от ширины режущей кромки). Не
рекомендуется для обработки, где требуется угол в плане 15°.
Тип J (рис. 6.24, в) - с положительным передним углом, отно-
сительно острой передней кромкой и с вогнутым стружкозавива-
телем, обеспечивающим плавный сход стружки. Высокая стой-
кость и качество поверхности достигается при подачах до
0,03 мм/об. Применение типа J наиболее эффективно при обра-
ботке заготовок из вязких материалов, где требуется применение
режущей кромки с большим положительным передним углом.
Тип U (рис. 6.24, г) - специального применения, обеспечивает
короткую стружку при обработке подшипниковых сталей.
230 Глава
6.
СИСТЕМЫ ТОКАРНОГО ИНСТРУМЕНТА
v, м/мин
200
IC635 (ISO P30-P40)
0 0,05/0,08 0,15 0,2 0,25 0,3 S
0
, мм/об
0,065
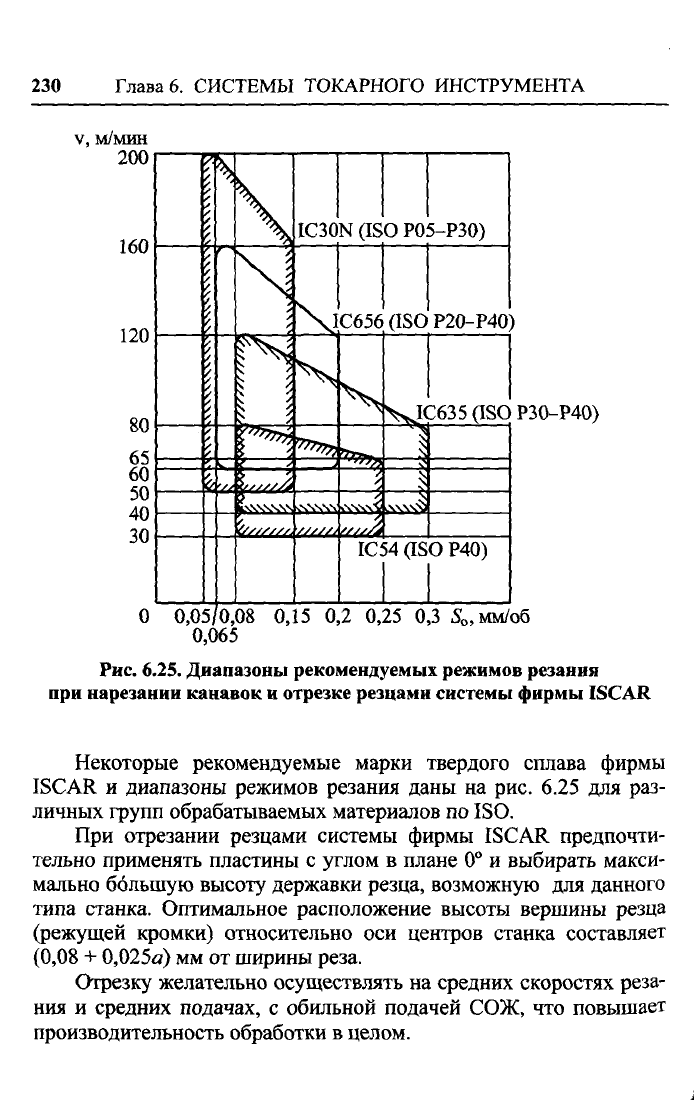
Рис.
6.25.
Диапазоны рекомендуемых режимов резания
при нарезании канавок и отрезке резцами системы фирмы ISCAR
Некоторые рекомендуемые марки твердого сплава фирмы
ISCAR и диапазоны режимов резания даны на рис. 6.25 для раз-
личных групп обрабатываемых материалов по ISO.
При отрезании резцами системы фирмы ISCAR предпочти-
тельно применять пластины с углом в плане 0° и выбирать макси-
мально большую высоту державки резца, возможную для данного
типа станка. Оптимальное расположение высоты вершины резца
(режущей кромки) относительно оси центров станка составляет
(0,08 + 0,025а) мм от ширины реза.
Отрезку желательно осуществлять на средних скоростях реза-
ния и средних подачах, с обильной подачей СОЖ, что повышает
производительность обработки в целом.
j
СИСТЕМЫ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ 231
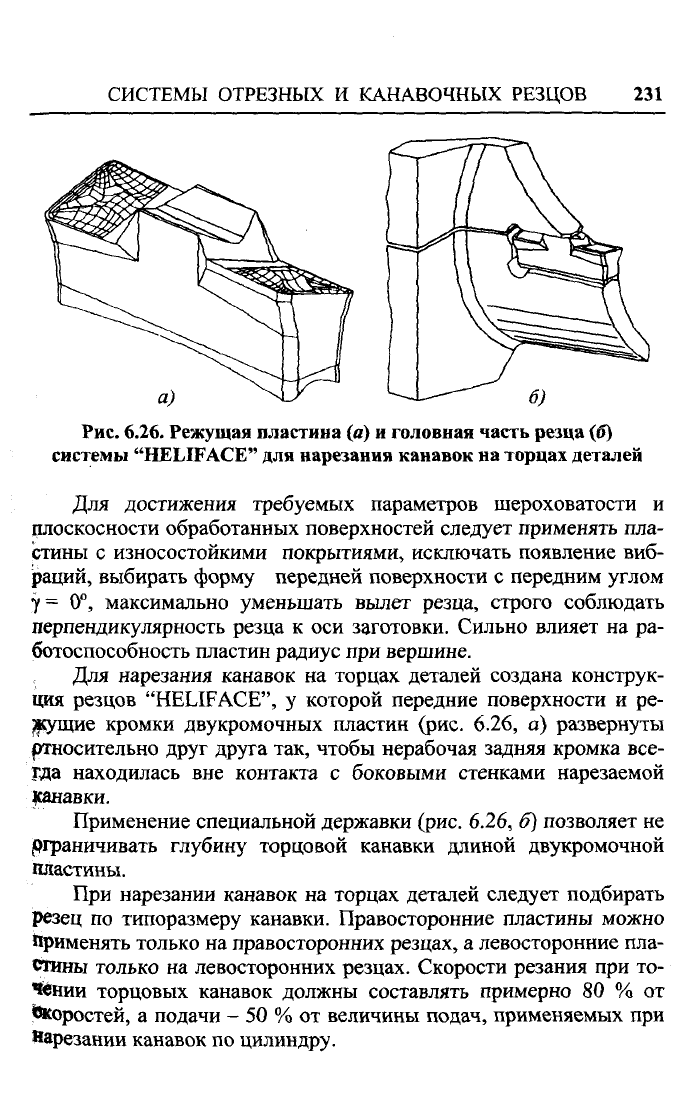
Рис.
6.26. Режущая пластина
(а)
и головная часть резца (о)
системы "HELIFACE" для нарезания канавок на торцах деталей
Для достижения требуемых параметров шероховатости и
плоскосности обработанных поверхностей следует применять пла-
стины с износостойкими покрытиями, исключать появление виб-
раций, выбирать форму передней поверхности с передним углом
7 = 0°, максимально уменьшать вылет резца, строго соблюдать
перпендикулярность резца к оси заготовки. Сильно влияет на ра-
ботоспособность пластин радиус при вершине.
Для нарезания канавок на торцах деталей создана конструк-
ция резцов "HELIFACE", у которой передние поверхности и ре-
ющие кромки двукромочных пластин (рис. 6.26, а) развернуты
ртносительно друг друга так, чтобы нерабочая задняя кромка все-
гда находилась вне контакта с боковыми стенками нарезаемой
канавки.
Применение специальной державки (рис. 6.26, б) позволяет не
ограничивать глубину торцовой канавки длиной двукромочной
пластины.
При нарезании канавок на торцах деталей следует подбирать
резец по типоразмеру канавки. Правосторонние пластины можно
применять только на правосторонних резцах, а левосторонние пла-
стины только на левосторонних резцах. Скорости резания при то-
чении торцовых канавок должны составлять примерно 80 % от
*йкоростей, а подачи - 50 % от величины подач, применяемых при
Нарезании канавок по цилиндру.
Глава 7
СИСТЕМЫ ИНСТРУМЕНТА
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Системы инструмента для обработки отверстий формируются
в соответствии с требованиями к точности детали. В связи с тем,
что инструменты для обработки отверстий являются мерными или
копирующими, номенклатура их очень велика.
Например, типаж сверл помимо обилия конструкций (сверла
спиральные, перовые, одностороннего резания, эжекторные и др.)
включает огромное количество типоразмеров. Так, в стандартный
ряд спиральных сверл с диаметрами от
1
до 60 мм включены более
5000 типоразмеров сверл различной длины. Стесненные условия
резания, малые габаритные размеры, а также ряд особенностей
эксплуатации ограничивают возможности создания инструмента с
механическим креплением СРП для обработки отверстий и не по-
зволяет в достаточной степени унифицировать его конструкции.
Тем не менее, созданы конструкции сверл, зенкеров и развер-
ток с СРП, в том числе, для обработки отверстий диаметром D от
5,8 мм и глубиной до 502) в деталях из различных материалов.
При растачивании диаметры D обрабатываемых отверстий
находятся в статистически значимых пределах от 3 до 630 мм при
длине растачивания до 7D. Величина регулировки положения од-
ной режущей кромки расточного инструмента находится в пределах
(0,2...0,25)£). Поэтому номенклатура расточного инструмента также
велика. В связи с этим, расточной инструмент делают максимально
сборным, а его агрегаты унифицируют для создания системы.
7.1.
Системы сверл
Стандартные спиральные сверла все чаще заменяют специ-
альными сверлами, соответствующими конкретным условиям об-
работки деталей и, в первую очередь, учитывающими обрабаты-
ваемость различных материалов.